TOP-Infill bis an die Wand
geschrieben von Llemaban
|
TOP-Infill bis an die Wand 14. February 2018 03:20 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
Hey Zusammen
Wir haben uns einen X350 inkl. S3D Lizenz gekauft und fahren damit mittlerweile sehr gut. Wir drucken ausschließlich PLA Performance und haben keine Probleme damit. Doch eins stört noch:
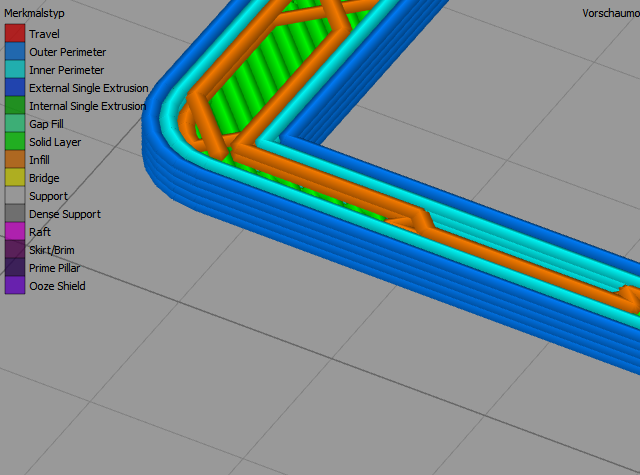
Ich habe schon öfters verzweifelt versucht TOP-Infill bis an die Wand durchzuziehen, ohne mitten auf einem Infill stehen zu bleiben (siehe Bild1).
Dies entsteht, weil die Wand auf der Aussenseite noch weiter hoch geht (siehe Bild2).
Weil dies natürlich überhaupt kein gescheites Druckergebnis bringt, habe ich bisher immer das eigentliche Modell in 2 STLs gemacht, einmal den unteren Teil als Gcode erstellen (Bild3) und einmal den oberen Teil "in der Luft schwebend" (Bild4) und anschliessend die beiden Gcodes zusammen gefügt.
Dies soll sicher nicht die Zukunftslösung sein, wenn es auch einfacher geht, doch keiner hier weiss wie. Habt ihr Vorschläge?
lg Llemaban
Wir haben uns einen X350 inkl. S3D Lizenz gekauft und fahren damit mittlerweile sehr gut. Wir drucken ausschließlich PLA Performance und haben keine Probleme damit. Doch eins stört noch:
Ich habe schon öfters verzweifelt versucht TOP-Infill bis an die Wand durchzuziehen, ohne mitten auf einem Infill stehen zu bleiben (siehe Bild1).
Dies entsteht, weil die Wand auf der Aussenseite noch weiter hoch geht (siehe Bild2).
Weil dies natürlich überhaupt kein gescheites Druckergebnis bringt, habe ich bisher immer das eigentliche Modell in 2 STLs gemacht, einmal den unteren Teil als Gcode erstellen (Bild3) und einmal den oberen Teil "in der Luft schwebend" (Bild4) und anschliessend die beiden Gcodes zusammen gefügt.
Dies soll sicher nicht die Zukunftslösung sein, wenn es auch einfacher geht, doch keiner hier weiss wie. Habt ihr Vorschläge?
lg Llemaban
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: TOP-Infill bis an die Wand 14. February 2018 05:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 84 |
Im prinzip ganz einfache Lösung.
Toplayer erhöhen. Nach genug Layern verschwinden die Lücken am Rand
Noch besser kurz bevor die Toplayer beginnen, dass Infill hochschrauben(wenn seins muss auch auf 100%) um dem ersten Toplayer eine guten untergrund bereitzustellen.
Du kannst mit S3D ja belibieg viele Prozesse generieren auf verschiedenen Höhen(Layern). Jeder Prozess hat seinen individuellen Einstellungen.
Deine Lösung würde auch einfacher gehen. Du musst nichts extra 2 mal Slicen. Du kannst beide Bodies importieren und danach für jeden Body einen Prozess zuordnen.
1-mal bearbeitet. Zuletzt am 14.02.18 05:06.
Meine Drucker:
BQ-Hephestos 2 (heavy moded):
Arduino/Ramps1.4(12V) mit TMC2100 Stepper Drivers (stealthchop mode), BLTouch ABL Sensor, ohne LCD, TR8x1.5 Z-Axis Trapezgewinde, selbst entwickelte Rahmenverstärkung des Hauptrahmen.
Octoprint@Pi und Simplify3D
FatMax3D (eigendesign/-bau):
70x50 Aluminiumprofile, Arduino/Ramps1.4(24V) mit TMC2208 Stepper Driver (stealthchop2 mode), JUGETEK N17 0.9° Schrittmotoren, BQ Inductive ABL Sensor(BLTouch kommt bald), 12864 LCD Controller,
E3D6Lite Hotend mit Volcano Upgrade(bis 1.2mm Düse), BONDTECH QR DualDriveGear Extruder, Druckvolumen von 500x400x700 (Momentan auf eine Startgrösse von 300x200x700 wegen des kleinen Bettes limitiert)
Octoprint@Pi und Simplify3D
Toplayer erhöhen. Nach genug Layern verschwinden die Lücken am Rand
Noch besser kurz bevor die Toplayer beginnen, dass Infill hochschrauben(wenn seins muss auch auf 100%) um dem ersten Toplayer eine guten untergrund bereitzustellen.
Du kannst mit S3D ja belibieg viele Prozesse generieren auf verschiedenen Höhen(Layern). Jeder Prozess hat seinen individuellen Einstellungen.
Deine Lösung würde auch einfacher gehen. Du musst nichts extra 2 mal Slicen. Du kannst beide Bodies importieren und danach für jeden Body einen Prozess zuordnen.
1-mal bearbeitet. Zuletzt am 14.02.18 05:06.
Meine Drucker:
BQ-Hephestos 2 (heavy moded):
Arduino/Ramps1.4(12V) mit TMC2100 Stepper Drivers (stealthchop mode), BLTouch ABL Sensor, ohne LCD, TR8x1.5 Z-Axis Trapezgewinde, selbst entwickelte Rahmenverstärkung des Hauptrahmen.
Octoprint@Pi und Simplify3D
FatMax3D (eigendesign/-bau):
70x50 Aluminiumprofile, Arduino/Ramps1.4(24V) mit TMC2208 Stepper Driver (stealthchop2 mode), JUGETEK N17 0.9° Schrittmotoren, BQ Inductive ABL Sensor(BLTouch kommt bald), 12864 LCD Controller,
E3D6Lite Hotend mit Volcano Upgrade(bis 1.2mm Düse), BONDTECH QR DualDriveGear Extruder, Druckvolumen von 500x400x700 (Momentan auf eine Startgrösse von 300x200x700 wegen des kleinen Bettes limitiert)
Octoprint@Pi und Simplify3D
|
Re: TOP-Infill bis an die Wand 14. February 2018 07:31 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
Es soll mit Absicht nur 3 TOP-Layer haben. Das Teil wird in Serie gedruckt und soll so eben möglichst kurze Druckzeiten erreichen.
Den Prozess den Layern zuzuordnen hatte ich schon ganz vergessen, danke! Das wird für diesen Fall die beste Lösung sein, denn dann benötigen wir auch keine 2 Teile einzufügen (ursprünglich 1 Bauteil im CAD).
Vielen Dank!
Den Prozess den Layern zuzuordnen hatte ich schon ganz vergessen, danke! Das wird für diesen Fall die beste Lösung sein, denn dann benötigen wir auch keine 2 Teile einzufügen (ursprünglich 1 Bauteil im CAD).
Vielen Dank!
|
Re: TOP-Infill bis an die Wand 14. February 2018 07:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
|
Re: TOP-Infill bis an die Wand 15. February 2018 02:36 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 192 |
Tipp zwei noch, du kannst auch dein Bauteil in mehrere Prozesse Teilen und bei Infill eine Massive Lage alle X Layer Drucken lassen.
Also einfach die ersten Beiden Toplayer an der Problemstelle als Massives Infill Drucken und den Sichtbaren Toplayer wieder normal oder anders herum. Die Massiven Schichten kannst Du auch über die Infillwerte stärker Steuern was Übergang Extrusionsbreite etc angeht.
1-mal bearbeitet. Zuletzt am 15.02.18 02:37.
Also einfach die ersten Beiden Toplayer an der Problemstelle als Massives Infill Drucken und den Sichtbaren Toplayer wieder normal oder anders herum. Die Massiven Schichten kannst Du auch über die Infillwerte stärker Steuern was Übergang Extrusionsbreite etc angeht.
1-mal bearbeitet. Zuletzt am 15.02.18 02:37.
|
Re: TOP-Infill bis an die Wand 15. February 2018 09:40 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
Im Anhang die alte und neue Herstellerdatei. Druckzeit ändert sich kaum, doch es ist definitiv die sauberere Lösung.
Falls jmd eine noch bessere Lösung hat, ich bin offen für alles...
Danke für eure Ideen
1-mal bearbeitet. Zuletzt am 15.02.18 09:40.
Falls jmd eine noch bessere Lösung hat, ich bin offen für alles...
Danke für eure Ideen
1-mal bearbeitet. Zuletzt am 15.02.18 09:40.
|
Re: TOP-Infill bis an die Wand 15. February 2018 10:39 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 84 |
Hey hab grad die zweite Factory kurz geladen und ja in meinen Augen die perfekte lösung so!
Meine Drucker:
BQ-Hephestos 2 (heavy moded):
Arduino/Ramps1.4(12V) mit TMC2100 Stepper Drivers (stealthchop mode), BLTouch ABL Sensor, ohne LCD, TR8x1.5 Z-Axis Trapezgewinde, selbst entwickelte Rahmenverstärkung des Hauptrahmen.
Octoprint@Pi und Simplify3D
FatMax3D (eigendesign/-bau):
70x50 Aluminiumprofile, Arduino/Ramps1.4(24V) mit TMC2208 Stepper Driver (stealthchop2 mode), JUGETEK N17 0.9° Schrittmotoren, BQ Inductive ABL Sensor(BLTouch kommt bald), 12864 LCD Controller,
E3D6Lite Hotend mit Volcano Upgrade(bis 1.2mm Düse), BONDTECH QR DualDriveGear Extruder, Druckvolumen von 500x400x700 (Momentan auf eine Startgrösse von 300x200x700 wegen des kleinen Bettes limitiert)
Octoprint@Pi und Simplify3D
Meine Drucker:
BQ-Hephestos 2 (heavy moded):
Arduino/Ramps1.4(12V) mit TMC2100 Stepper Drivers (stealthchop mode), BLTouch ABL Sensor, ohne LCD, TR8x1.5 Z-Axis Trapezgewinde, selbst entwickelte Rahmenverstärkung des Hauptrahmen.
Octoprint@Pi und Simplify3D
FatMax3D (eigendesign/-bau):
70x50 Aluminiumprofile, Arduino/Ramps1.4(24V) mit TMC2208 Stepper Driver (stealthchop2 mode), JUGETEK N17 0.9° Schrittmotoren, BQ Inductive ABL Sensor(BLTouch kommt bald), 12864 LCD Controller,
E3D6Lite Hotend mit Volcano Upgrade(bis 1.2mm Düse), BONDTECH QR DualDriveGear Extruder, Druckvolumen von 500x400x700 (Momentan auf eine Startgrösse von 300x200x700 wegen des kleinen Bettes limitiert)
Octoprint@Pi und Simplify3D
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.