Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA)
Posted by n3d
|
Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA) July 02, 2013 02:47AM |
Registered: 11 years ago Posts: 5 |
Hallo,
nach dem ich meinen MendelMax mit einem V2 Extruder von Wolfgang umgerüstet habe, bin ich jetzt auch ganz zufrieden mit den Details ( [www.thingiverse.com] ), die man mit der 0.25mm Düse darstellen kann.
Wenn ich jetzt jedoch ohne "Umrüsten" auf die 0.5mm Düse "gröbere" Sachen mit PLA drucken möchte, sind diese nicht mehr so stabil wie vorher (Bsp. [www.thingiverse.com] konnte ich mit 0.5Düse/0.2 und 0.1mm Layer problemlos drucken und zusammenfügen, mit 0.25Düse und 0.1mm Layer reißt es immer bei einem der Teile glatt auf, auch bei solid infill)
Ich habe schon an der Temperatur und auch an der Druckgeschwindigkeit gespielt, jedoch keine Besserung.
Material ist das rote PLA von ReprapAustria ( [www.reprap.cc] )
Ideen was man da ändern sollte ?
Vielleicht den Volumenstrom fürs Infill etwas erhöhen ?
LG
n3d
Edited 2 time(s). Last edit at 07/02/2013 04:12AM by n3d.
nach dem ich meinen MendelMax mit einem V2 Extruder von Wolfgang umgerüstet habe, bin ich jetzt auch ganz zufrieden mit den Details ( [www.thingiverse.com] ), die man mit der 0.25mm Düse darstellen kann.
Wenn ich jetzt jedoch ohne "Umrüsten" auf die 0.5mm Düse "gröbere" Sachen mit PLA drucken möchte, sind diese nicht mehr so stabil wie vorher (Bsp. [www.thingiverse.com] konnte ich mit 0.5Düse/0.2 und 0.1mm Layer problemlos drucken und zusammenfügen, mit 0.25Düse und 0.1mm Layer reißt es immer bei einem der Teile glatt auf, auch bei solid infill)
Ich habe schon an der Temperatur und auch an der Druckgeschwindigkeit gespielt, jedoch keine Besserung.
Material ist das rote PLA von ReprapAustria ( [www.reprap.cc] )
Ideen was man da ändern sollte ?
Vielleicht den Volumenstrom fürs Infill etwas erhöhen ?
LG
n3d
Edited 2 time(s). Last edit at 07/02/2013 04:12AM by n3d.
{kind=link}
{kind=link}
|
Re: Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA) July 02, 2013 08:43AM |
Registered: 14 years ago Posts: 7,505 |
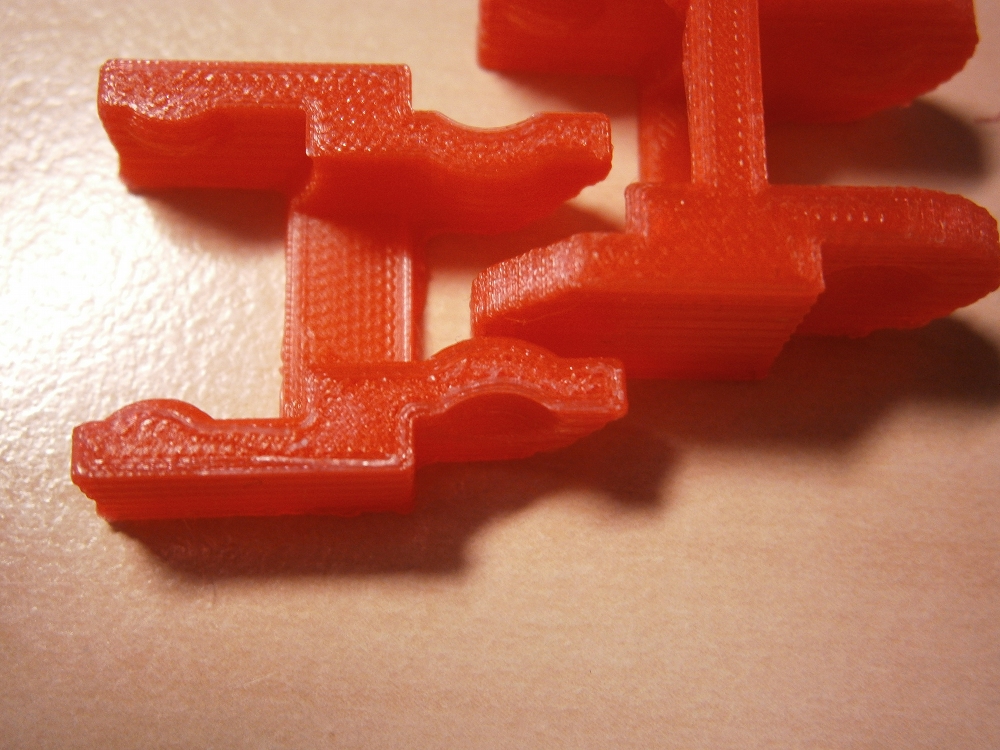
Das sieht ja fast aus, als wenn sich das Material verändert hätte ?
Denn unten links auf der unteren Ebene das Infill ist ja OK.
Oben siehts so aus, als wenns zu kalt wäre, und nicht mehr sauber durch die Düse kommt. Also schon zu fest ist.
Oder es liegt etwas vor dem Düsenloch (mit dem Filament Schmutz rein gezogen ? Ohne Schwämmchen ?)
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Denn unten links auf der unteren Ebene das Infill ist ja OK.
Oben siehts so aus, als wenns zu kalt wäre, und nicht mehr sauber durch die Düse kommt. Also schon zu fest ist.
Oder es liegt etwas vor dem Düsenloch (mit dem Filament Schmutz rein gezogen ? Ohne Schwämmchen ?)
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA) July 02, 2013 09:09AM |
Registered: 11 years ago Posts: 5 |
Hi,
habe es mir noch mal unter dem Mikroskope angesehen.
Das Infill ist eigentlich überall identisch (kommt vielleicht auf dem Bild nicht so rüber, durch die Reflexionen des roten Materials und das Blitzlicht)
Ich kann relative leicht die einzelnen Schichten mit dem Skapell von einander trennen, egal ob infill oder perimeter.
Habe es gestern abend auch schon mal mit 210 statt 200 Grad und ohne extra Lüfter probiert, aber noch keine Besserung sichtbar.
Was sollte man denn als Maximal-Temperatur bei PLA nehmen ?
Gruss
n3d
habe es mir noch mal unter dem Mikroskope angesehen.
Das Infill ist eigentlich überall identisch (kommt vielleicht auf dem Bild nicht so rüber, durch die Reflexionen des roten Materials und das Blitzlicht)
Ich kann relative leicht die einzelnen Schichten mit dem Skapell von einander trennen, egal ob infill oder perimeter.
Habe es gestern abend auch schon mal mit 210 statt 200 Grad und ohne extra Lüfter probiert, aber noch keine Besserung sichtbar.
Was sollte man denn als Maximal-Temperatur bei PLA nehmen ?
Gruss
n3d
|
Re: Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA) July 02, 2013 10:25AM |
Registered: 14 years ago Posts: 7,505 |
geh einfach mal hoch auf 230° ... da ist die letzte Zeit PLA aufgetaucht, das braucht sehr hohe Temperaturen.
PLA wird immer flüssiger, je heißer du das machst.
Wenn du zu kalt bist bleibt es nicht aufeinander kleben.
Wenn du zu heiß bist, läuft es dir weg.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
PLA wird immer flüssiger, je heißer du das machst.
Wenn du zu kalt bist bleibt es nicht aufeinander kleben.
Wenn du zu heiß bist, läuft es dir weg.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Problem mit Delamination bei 0.1mm Layern und 0.25mm Düse (PLA) July 03, 2013 03:03AM |
Registered: 11 years ago Posts: 5 |
Sorry, you do not have permission to post/reply in this forum.