Extrusion Frustration
Posted by tschmid
|
Extrusion Frustration June 30, 2014 12:24AM |
Registered: 10 years ago Posts: 4 |
Hey guys, I've been having this problem with my printer for a while and I don't know what the issue is. After a couple minutes the filament buckles inside of the extruder and stops feeding into the Bowden tube. I'm trying to print a 20x20x10mm cube. I'm only getting about 5 layers with what seems to be good flow and adhesion but at the end of the 5th layer is when the buckle happens.
Print settings:
1.75 green pla@225C (I've tried lower but it doesn't work as well)
.5mm nozzle
.4mm layer height
15mm/s speed
Any help is appreciated.
Print settings:
1.75 green pla@225C (I've tried lower but it doesn't work as well)
.5mm nozzle
.4mm layer height
15mm/s speed
Any help is appreciated.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extrusion Frustration June 30, 2014 12:47AM |
Registered: 13 years ago Posts: 2,947 |
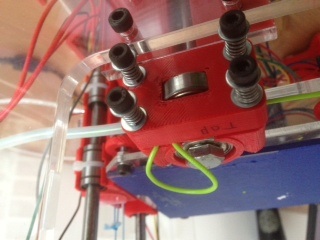
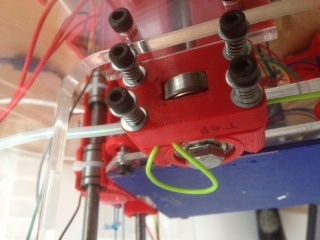
It was designed for 3mm filament and it does not look like you did any modifications to run 1.75mm filament. It even looks like you are running it through 3mm ID tubing.
I think if you remove the bowden tube from the extruder and then remove the nut it is threaded into and drill the inner hole to the outer diameter of the bowden tube. Then reassemble it with the bowden tubing going all the way through to the hobbed bolt so there is no space left for it to buckle you should have more luck.
Also if it will not extrude due to too low of temperature, dirt, bad hotend, bad filament or any other reason you will continue to have issues even if you modify the extruder. I would try a different name brand high quality filament and make sure the correct thermistor is selected.
Also I would never recommend printing 0.4mm layers unless you are running a 1mm nozzle. For a 0.5mm nozzle I would stay under 0.25mm for the layer height. Have you downloaded the Kisslicer profiles for Tantillus? Also you can use the calculator in my signature to get the correct settings for the machine.
Last thing is if you are not running my branch of Marlin then you will not have the fans running which is required to keep the hotend from overheating. My branch automatically turns on the fans to make sure there is always air moving over the hotend thermal barrier which is required to print PLA reliably.
I think if you remove the bowden tube from the extruder and then remove the nut it is threaded into and drill the inner hole to the outer diameter of the bowden tube. Then reassemble it with the bowden tubing going all the way through to the hobbed bolt so there is no space left for it to buckle you should have more luck.
Also if it will not extrude due to too low of temperature, dirt, bad hotend, bad filament or any other reason you will continue to have issues even if you modify the extruder. I would try a different name brand high quality filament and make sure the correct thermistor is selected.
Also I would never recommend printing 0.4mm layers unless you are running a 1mm nozzle. For a 0.5mm nozzle I would stay under 0.25mm for the layer height. Have you downloaded the Kisslicer profiles for Tantillus? Also you can use the calculator in my signature to get the correct settings for the machine.
Last thing is if you are not running my branch of Marlin then you will not have the fans running which is required to keep the hotend from overheating. My branch automatically turns on the fans to make sure there is always air moving over the hotend thermal barrier which is required to print PLA reliably.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Extrusion Frustration June 30, 2014 09:37AM |
Registered: 10 years ago Posts: 4 |
>>It was designed for 3mm filament and it does not look like you did any modifications to run 1.75mm filament. It even looks like you are running it through 3mm ID tubing.
-I am currently using 3mm ID tubing. Would the 2mm ID work significantly better?
>>I think if you remove the bowden tube from the extruder and then remove the nut it is threaded into and drill the inner hole to the outer diameter of the bowden tube. Then reassemble it with the bowden tubing going all the way through to the hobbed bolt so there is no space left for it to buckle you should have more luck.
-I had considered doing this and now that you've suggested it I will definitely do it.
>>Also if it will not extrude due to too low of temperature, dirt, bad hotend, bad filament or any other reason you will continue to have issues even if you modify the extruder. I would try a different name brand high quality filament and make sure the correct thermistor is selected.
-The filament I have is from Lybina Plastics, they're the best local supplier here in Melbourne (so I've been told)
>>Also I would never recommend printing 0.4mm layers unless you are running a 1mm nozzle. For a 0.5mm nozzle I would stay under 0.25mm for the layer height. Have you downloaded the Kisslicer profiles for Tantillus? Also you can use the calculator in my signature to get the correct settings for the machine.
-I'll keep lower layer height in mind. I did bump it up to .4 from .2 to see if it helped the problem. I do have the profiles but I admit I've tweaked them a bit due to not using a real J-head.
>>Last thing is if you are not running my branch of Marlin then you will not have the fans running which is required to keep the hotend from overheating. My branch automatically turns on the fans to make sure there is always air moving over the hotend thermal barrier which is required to print PLA reliably.
-This is probably going to be part of the solution. The hotend that I'm using is the Merlin hotend which uses the long skinny airbrush nozzles. At the suggestion of the "veterans" at my hackerspace, I've not been running the fans for fear that the moving air would cool the tip of the nozzle to cool down too much.
Thanks for the pointers, I'll pop the fans back on and make that mod to the extruder and see what happens next.
-I am currently using 3mm ID tubing. Would the 2mm ID work significantly better?
>>I think if you remove the bowden tube from the extruder and then remove the nut it is threaded into and drill the inner hole to the outer diameter of the bowden tube. Then reassemble it with the bowden tubing going all the way through to the hobbed bolt so there is no space left for it to buckle you should have more luck.
-I had considered doing this and now that you've suggested it I will definitely do it.
>>Also if it will not extrude due to too low of temperature, dirt, bad hotend, bad filament or any other reason you will continue to have issues even if you modify the extruder. I would try a different name brand high quality filament and make sure the correct thermistor is selected.
-The filament I have is from Lybina Plastics, they're the best local supplier here in Melbourne (so I've been told)
>>Also I would never recommend printing 0.4mm layers unless you are running a 1mm nozzle. For a 0.5mm nozzle I would stay under 0.25mm for the layer height. Have you downloaded the Kisslicer profiles for Tantillus? Also you can use the calculator in my signature to get the correct settings for the machine.
-I'll keep lower layer height in mind. I did bump it up to .4 from .2 to see if it helped the problem. I do have the profiles but I admit I've tweaked them a bit due to not using a real J-head.
>>Last thing is if you are not running my branch of Marlin then you will not have the fans running which is required to keep the hotend from overheating. My branch automatically turns on the fans to make sure there is always air moving over the hotend thermal barrier which is required to print PLA reliably.
-This is probably going to be part of the solution. The hotend that I'm using is the Merlin hotend which uses the long skinny airbrush nozzles. At the suggestion of the "veterans" at my hackerspace, I've not been running the fans for fear that the moving air would cool the tip of the nozzle to cool down too much.
Thanks for the pointers, I'll pop the fans back on and make that mod to the extruder and see what happens next.
|
Re: Extrusion Frustration June 30, 2014 11:14AM |
Registered: 13 years ago Posts: 2,947 |
For the air over the nozzle I would just wrap the hotend tip with Kapton to protect it from the airflow. Also do not over look the thermistor setting. The default is set to use the discontinued thermistor that came with most hotends up until mid last year.
EDIT: also reducing the tube to 2mm will help a lot with retraction and possibly buckling. You can use 3mm OD 2mm ID to line the tube and reduce the diameter.
Edited 1 time(s). Last edit at 06/30/2014 11:16AM by Sublime.
EDIT: also reducing the tube to 2mm will help a lot with retraction and possibly buckling. You can use 3mm OD 2mm ID to line the tube and reduce the diameter.
Edited 1 time(s). Last edit at 06/30/2014 11:16AM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
Sorry, only registered users may post in this forum.