Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
stampa altezza layer 0.18 mm
Posted by michele1982
|
stampa altezza layer 0.18 mm April 09, 2015 11:47AM |
Registered: 9 years ago Posts: 428 |
ciao a tutti,
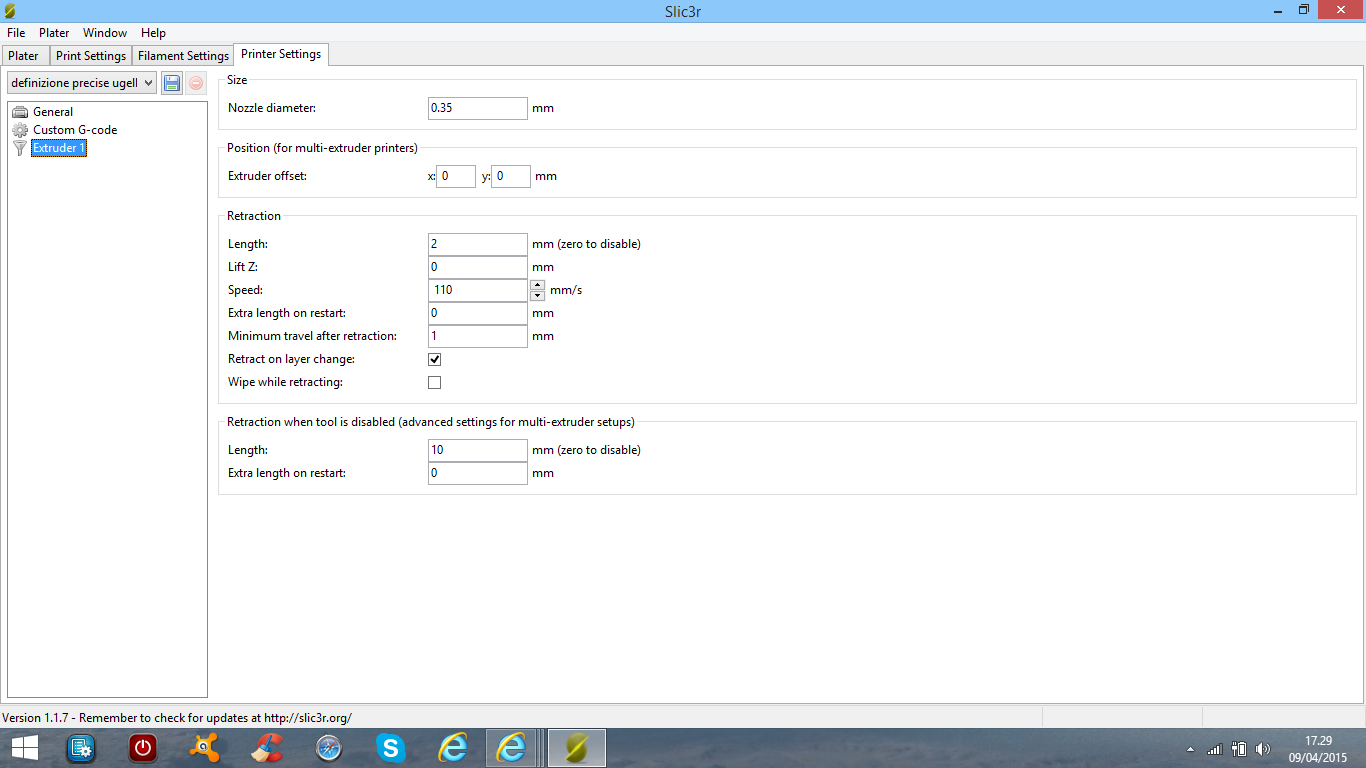
fino a pochi giorni fa stampavo PLA con nozzle 0.5 mm con altezza layer 0.3-0.25 mm, adesso ho cambiato praticamente tutto l'estrusore montando un IeC 2.1 con nozzle in ottone da 0.35 mm e ho voluto provare a portare l'altezza layer a 0.2 mm per il primo layer e 0.18 mm per tutti gli altri. Mi trovo bene devo dire, anzi, meglio che con il precedente hotend v5 però noto che mi si continuano a creare dei filamenti sottili tra i fori stampati ,per esempio, oppure in alcuni punti sui cambi di direzione. Stampo a una temperatura di 187°C primo layer e 180°C per tutti gli altri e nonostante abbia variato in eccesso e in difetto il valore della ritrazione e abbassato questa temperatura portando una speed travel a 170mm/s e speed ritrazione di 110 mm/s ( con le dovute accelerazioni di fm) me li continua a fare. So che le 'ragnatele' , cmq, sono una prerogativa del PLA però vedendo che con una 0.5 mm di nozzle e 2.5 mm di ritrazione e 0.25 mm di layer queste non mi si creavano, adesso invece si formano e non saprei a questo punto se è proprio il fatto che più ci si avvicina ad una precisione elevata, più si presentano ragnatele cmq oppure sia colpa di acune velocità impostate non corrette.
Consigli?
grazie
Struttura: Prusa I2; Hot end IeC 2.1 ottone nozzle 0.35 mm.
Filamento: 1.75 mm DUTCH PLA 190-200 °C.
Elettronica: Board RAMPS 1.4; Step driver Pololu A4988. Stepper driver motore estrusore Pololu DRV8825; Motors NEMA 17 2.5A.
Firmware: MarlinKimbra. Software di preparazione file stampa: SketchUp; Repetier Host.
My fb: [www.facebook.com]
fino a pochi giorni fa stampavo PLA con nozzle 0.5 mm con altezza layer 0.3-0.25 mm, adesso ho cambiato praticamente tutto l'estrusore montando un IeC 2.1 con nozzle in ottone da 0.35 mm e ho voluto provare a portare l'altezza layer a 0.2 mm per il primo layer e 0.18 mm per tutti gli altri. Mi trovo bene devo dire, anzi, meglio che con il precedente hotend v5 però noto che mi si continuano a creare dei filamenti sottili tra i fori stampati ,per esempio, oppure in alcuni punti sui cambi di direzione. Stampo a una temperatura di 187°C primo layer e 180°C per tutti gli altri e nonostante abbia variato in eccesso e in difetto il valore della ritrazione e abbassato questa temperatura portando una speed travel a 170mm/s e speed ritrazione di 110 mm/s ( con le dovute accelerazioni di fm) me li continua a fare. So che le 'ragnatele' , cmq, sono una prerogativa del PLA però vedendo che con una 0.5 mm di nozzle e 2.5 mm di ritrazione e 0.25 mm di layer queste non mi si creavano, adesso invece si formano e non saprei a questo punto se è proprio il fatto che più ci si avvicina ad una precisione elevata, più si presentano ragnatele cmq oppure sia colpa di acune velocità impostate non corrette.
Consigli?
grazie
Struttura: Prusa I2; Hot end IeC 2.1 ottone nozzle 0.35 mm.
Filamento: 1.75 mm DUTCH PLA 190-200 °C.
Elettronica: Board RAMPS 1.4; Step driver Pololu A4988. Stepper driver motore estrusore Pololu DRV8825; Motors NEMA 17 2.5A.
Firmware: MarlinKimbra. Software di preparazione file stampa: SketchUp; Repetier Host.
My fb: [www.facebook.com]
|
Re: stampa altezza layer 0.18 mm April 09, 2015 12:33PM |
Registered: 12 years ago Posts: 4,555 |
0.18 è una misura un poco fuori dai "canoni", non so se il calcolo dello slicing ne goda.... 
A parte ciò prova a stampare "tutti" i layer a 0.2, fai delle prove anche mettendo un valore in lift e variando la ritrazione da 1.8 a 2.2.
Poi, importantissime, le ventole di raffreddamento.......
Puoi anche abbassare ulteriormente la temperatura di 3°/5°,
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
A parte ciò prova a stampare "tutti" i layer a 0.2, fai delle prove anche mettendo un valore in lift e variando la ritrazione da 1.8 a 2.2.
Poi, importantissime, le ventole di raffreddamento.......
Puoi anche abbassare ulteriormente la temperatura di 3°/5°,
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: stampa altezza layer 0.18 mm April 09, 2015 03:00PM |
Registered: 9 years ago Posts: 428 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: stampa altezza layer 0.18 mm April 10, 2015 04:45AM |
Registered: 12 years ago Posts: 4,555 |
bè.... diciamo che, avendo normalmente in uso le misure metriche decimali, siamo abituati a fare le mesh dandogli il più possibile misure "intere"
Questo fa si che se facciamo un componente difficilmente lo calcoleremo perchè abbia misure "non intere", se devo fare un componente lo farò più probabilmente alto 20 mm. che 20.48....
In sintesi, 0.18 non è ne un multiplo ne un sottomultiplo di 1 mm o di qualsiasi misura "intera" che non sia esattamente un multiplo della misura stessa e questo rende difficile per il software calcolare poi i vari multipli per far "coincidere" le misure.
Insomma se hai una mesh alta 20 mm, e usi il layer 0.2 il software potrà semplicemente dividere in 100 layer la stampa, se usi 0.18 invece costringerai il software ad "approssimare" alla misura più vicina che porterà a 111 layer e un valore reale di 19.98 mm. e, in caso di mesh complesse ti sballa sicuramente più facilmente le misure reali
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Questo fa si che se facciamo un componente difficilmente lo calcoleremo perchè abbia misure "non intere", se devo fare un componente lo farò più probabilmente alto 20 mm. che 20.48....
In sintesi, 0.18 non è ne un multiplo ne un sottomultiplo di 1 mm o di qualsiasi misura "intera" che non sia esattamente un multiplo della misura stessa e questo rende difficile per il software calcolare poi i vari multipli per far "coincidere" le misure.
Insomma se hai una mesh alta 20 mm, e usi il layer 0.2 il software potrà semplicemente dividere in 100 layer la stampa, se usi 0.18 invece costringerai il software ad "approssimare" alla misura più vicina che porterà a 111 layer e un valore reale di 19.98 mm. e, in caso di mesh complesse ti sballa sicuramente più facilmente le misure reali
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: stampa altezza layer 0.18 mm April 10, 2015 06:59PM |
Registered: 9 years ago Posts: 428 |
ho provato ad abbassare di 3 gradi la temperatura di stampa portandola da 183 a 180°C per tutti i layer però noto che avendo anche le ventole di raffreddamento, sull'infill mi da dei problemi di aderenza col layer precedente e quindi col passaggio vicino del nozzle le estremità del filamento appena depositato si alza verso l'alto formando una specie di 'pelo' ritto che col passaggio al layer successivo crea come uno scalino per il deposito del filamento successivo per l'appunto, quindi ho deciso di aumentarla un poco portandola a 183 °C e sembrerebbe che non lo fa più.
Struttura: Prusa I2; Hot end IeC 2.1 ottone nozzle 0.35 mm.
Filamento: 1.75 mm DUTCH PLA 190-200 °C.
Elettronica: Board RAMPS 1.4; Step driver Pololu A4988. Stepper driver motore estrusore Pololu DRV8825; Motors NEMA 17 2.5A.
Firmware: MarlinKimbra. Software di preparazione file stampa: SketchUp; Repetier Host.
My fb: [www.facebook.com]
Struttura: Prusa I2; Hot end IeC 2.1 ottone nozzle 0.35 mm.
Filamento: 1.75 mm DUTCH PLA 190-200 °C.
Elettronica: Board RAMPS 1.4; Step driver Pololu A4988. Stepper driver motore estrusore Pololu DRV8825; Motors NEMA 17 2.5A.
Firmware: MarlinKimbra. Software di preparazione file stampa: SketchUp; Repetier Host.
My fb: [www.facebook.com]
Sorry, only registered users may post in this forum.