Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Discussioni generali - NO PROBLEMI DELLA STAMPANTE
>
Topic
Da Prusa a CNC 5 Assi
Posted by stefanob67
|
Da Prusa a CNC 5 Assi April 23, 2015 11:01AM |
Registered: 9 years ago Posts: 21 |
Ciao ragazzi.
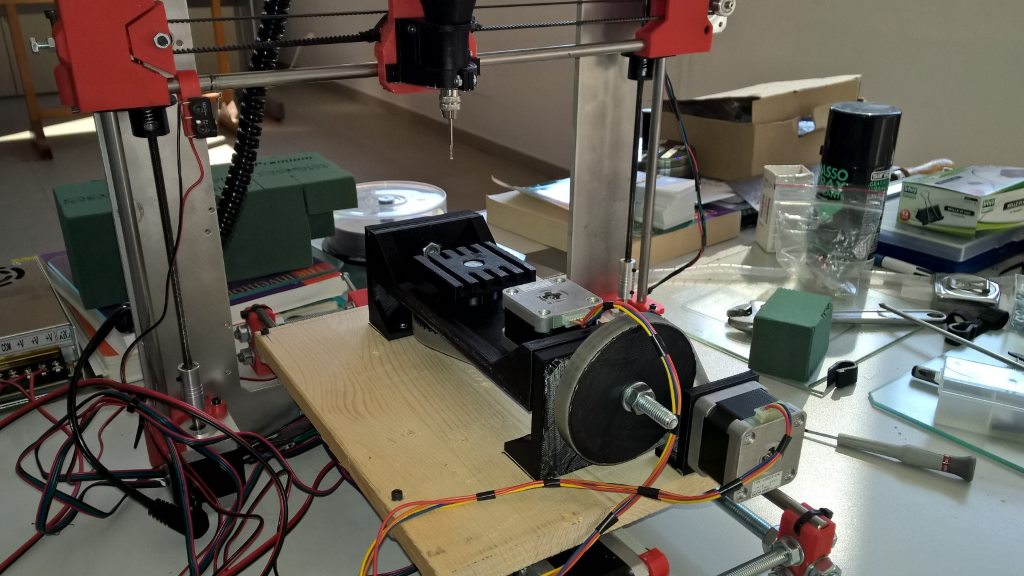
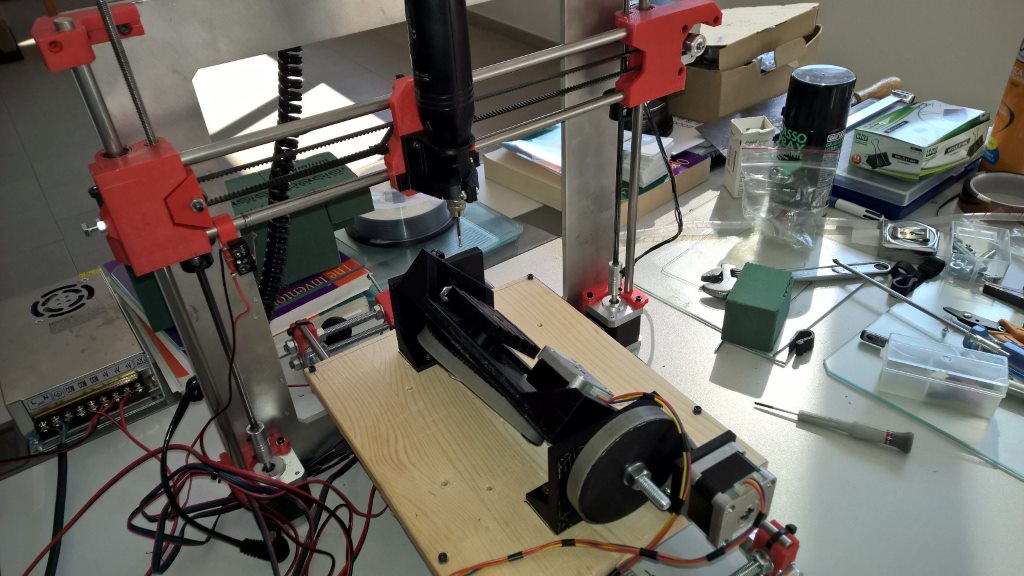
In un momento di follia ho trasformato la mia prusa in un CNC 5 assi simultanei.
Per farla funzionare a dovere ho dovuto modificare anche il firmware Marlin in modo che mi gestisse i 5 assi interpolati; praticamente uso i due estrusori della RAMPS 1.4 in simultanea agli assi X,Y e Z con istruzioni di questo tipo: "G1 X10 Y30 Z5 E45 C89" dove E viene interpretato come asse basculante e C come asse rotativo.
A breve proverò a fresare qualcosa. Come materiale, visto le cinghie sugli assi X e Y, userò quei blocchi di spugna per fare le composizioni floreali.
Vi lascio un paio di foto, se vi interessano i dettagli battete un colpo.

In un momento di follia ho trasformato la mia prusa in un CNC 5 assi simultanei.
Per farla funzionare a dovere ho dovuto modificare anche il firmware Marlin in modo che mi gestisse i 5 assi interpolati; praticamente uso i due estrusori della RAMPS 1.4 in simultanea agli assi X,Y e Z con istruzioni di questo tipo: "G1 X10 Y30 Z5 E45 C89" dove E viene interpretato come asse basculante e C come asse rotativo.
A breve proverò a fresare qualcosa. Come materiale, visto le cinghie sugli assi X e Y, userò quei blocchi di spugna per fare le composizioni floreali.
Vi lascio un paio di foto, se vi interessano i dettagli battete un colpo.
|
Re: Da Prusa a CNC 5 Assi April 23, 2015 11:07AM |
Registered: 9 years ago Posts: 176 |
|
Re: Da Prusa a CNC 5 Assi April 23, 2015 02:50PM |
Moderator Registered: 11 years ago Posts: 1,865 |
Ciao. Bum!
Colpo battuto. Bel lavoro
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
Colpo battuto. Bel lavoro
Enrico
[www.dapa3dservice.it] [www.studiodapa.it]
repstrap dApA, Ramps 1.4, MarlinKimbra / scanner 3D Cubify Sense / Formlabs Form 2
|
Re: Da Prusa a CNC 5 Assi April 23, 2015 05:36PM |
Registered: 10 years ago Posts: 6,409 |
A me piacerebbe vedere il Fw se fosse possibile...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Da Prusa a CNC 5 Assi April 24, 2015 04:30AM |
Registered: 9 years ago Posts: 21 |
Incominciamo dal firmware.
Sono partito da il Marlin preso qui:
[github.com]
Premetto che la modifica al firmware non è fatta seguendo tutti i crismi della programmazione, quindi penso che MagoKimbra mi tirerà le orecchie
Quando viene interpretato un G0 G1, viene invocata la funzione gcode_G0_G1 (ma guarda un po!)
che io ho ripulito così (scusa Mago )
)
Come vedere nell'ultima riga viene invocata la funzione prepare_move(), che dopo essere stata ripulita alla mia maniera risulta così:
questa è la funzione che ci interessa modificare (plan_buffer_line(...)) in quanto passa 4 assi mentre noi ne vogliamo 5 (X Y Z E C)
Ora, se modificassi questa funzione dovrei andare a cambiare tutte le chiamate nel firmware in modo di passare 5 assi quindi, nell'ottica di fare una modifica poco invasiva e soprattutto rapida, ho duplicato e creato una plan_buffer_line_mia(...) che riceve 5 assi e l'ho richiamata all'interno della line_to_destination(...)
L'asse C si aggiunge al Marlin abbastanza facilmente; basta modificare queste righe in giro per il codice
Le pulegge sono da 10 denti quelle piccole e da 48 quelle grandi in modo di avere una riduzione di 4.8 che con motori da 200 passi usati con 16 micropassi mi porta ad avere una risoluzione di (200 * 16 * 4.8) / 360 = 42.666 passi a grado (non è un granché ma più che sufficiente per giocherellare un po')
A chi interessa il Marlin modificato mi dia una mail che glielo spedisco.
Se volete ho anche gli STL o il disegno in Rhinoceros della tavola (4° e 5°) asse.
Vi allego un paio di disegni per capire e una foto di una prima fresata di prova...
Ciao
Sono partito da il Marlin preso qui:
[github.com]
Premetto che la modifica al firmware non è fatta seguendo tutti i crismi della programmazione, quindi penso che MagoKimbra mi tirerà le orecchie
Quando viene interpretato un G0 G1, viene invocata la funzione gcode_G0_G1 (ma guarda un po!)
inline void gcode_G0_G1() {
if (IsRunning()) {
get_coordinates(); // For X Y Z E F
#ifdef FWRETRACT
if (autoretract_enabled && !(code_seen('X') || code_seen('Y') || code_seen('Z')) && code_seen('E')) {
float echange = destination[E_AXIS] - current_position[E_AXIS];
// Is this move an attempt to retract or recover?
if ((echange < -MIN_RETRACT && !retracted[active_extruder]) || (echange > MIN_RETRACT && retracted[active_extruder])) {
current_position[E_AXIS] = destination[E_AXIS]; // hide the slicer-generated retract/recover from calculations
plan_set_e_position(current_position[E_AXIS]); // AND from the planner
retract(!retracted[active_extruder]);
return;
}
}
#endif //FWRETRACT
prepare_move();
//ClearToSend();
}
}
che io ho ripulito così (scusa Mago
)
inline void gcode_G0_G1() {
if (IsRunning()) {
get_coordinates();
prepare_move();
//ClearToSend();
}
}
Come vedere nell'ultima riga viene invocata la funzione prepare_move(), che dopo essere stata ripulita alla mia maniera risulta così:
void prepare_move() {
clamp_to_software_endstops(destination);
refresh_cmd_timeout();
#ifdef PREVENT_DANGEROUS_EXTRUDE
(void)prevent_dangerous_extrude(current_position[E_AXIS], destination[E_AXIS]);
#endif
line_to_destination(feedrate * feedrate_multiplier / 100.0);
set_current_to_destination();
}
la funzione che aggiunge il movimento è line_to_destination(feedrate...)
inline void line_to_destination(float mm_m) {
plan_buffer_line(destination[X_AXIS], destination[Y_AXIS], destination[Z_AXIS], destination[E_AXIS], mm_m/60, active_extruder);
}
questa è la funzione che ci interessa modificare (plan_buffer_line(...)) in quanto passa 4 assi mentre noi ne vogliamo 5 (X Y Z E C)
Ora, se modificassi questa funzione dovrei andare a cambiare tutte le chiamate nel firmware in modo di passare 5 assi quindi, nell'ottica di fare una modifica poco invasiva e soprattutto rapida, ho duplicato e creato una plan_buffer_line_mia(...) che riceve 5 assi e l'ho richiamata all'interno della line_to_destination(...)
inline void line_to_destination(float mm_m) {
plan_buffer_line_mia(destination[X_AXIS], destination[Y_AXIS], destination[Z_AXIS], destination[E_AXIS], destination[C_AXIS], mm_m/60, active_extruder);
//plan_buffer_line(destination[X_AXIS], destination[Y_AXIS], destination[Z_AXIS], destination[E_AXIS], mm_m/60, active_extruder);
}
Non sto ad incollare qui la funzione in quanto, anche ripulita alla mia maniera rimane comunque abbastanza lunga; sostanzialmente dentro questa funzione ho aggiunto a tutti i calcoli anche l'asse C e facendo in modo di usare il T1 (secondo estrusore) della RAMPSL'asse C si aggiunge al Marlin abbastanza facilmente; basta modificare queste righe in giro per il codice
#define NUM_AXIS 5
enum AxisEnum {X_AXIS=0, Y_AXIS=1, A_AXIS=0, B_AXIS=1, Z_AXIS=2, E_AXIS=3, C_AXIS=4, X_HEAD=5, Y_HEAD=6};
const char axis_codes[NUM_AXIS] = {'X', 'Y', 'Z', 'E', 'C'};
#define AXIS_RELATIVE_MODES {false, false, false, false,false}
#define DEFAULT_AXIS_STEPS_PER_UNIT {160,80,4000,42.666,42.666} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 3, 45, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {6000,6000,50,9000,9000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
Da notare che sull'enum degli assi ho modificato la sequenza in modo di avere X Y Z E C = 0 1 2 3 4Le pulegge sono da 10 denti quelle piccole e da 48 quelle grandi in modo di avere una riduzione di 4.8 che con motori da 200 passi usati con 16 micropassi mi porta ad avere una risoluzione di (200 * 16 * 4.8) / 360 = 42.666 passi a grado (non è un granché ma più che sufficiente per giocherellare un po')
A chi interessa il Marlin modificato mi dia una mail che glielo spedisco.
Se volete ho anche gli STL o il disegno in Rhinoceros della tavola (4° e 5°) asse.
Vi allego un paio di disegni per capire e una foto di una prima fresata di prova...
Ciao
|
Re: Da Prusa a CNC 5 Assi April 24, 2015 07:18AM |
Registered: 11 years ago Posts: 15 |
Hai per caso fatto un video? Sono curioso di vederla in azione
MAKERBOARD.IT il nuovo portale dedicato ai MAKERS
MAKERBOARD.IT il nuovo portale dedicato ai MAKERS
|
Re: Da Prusa a CNC 5 Assi April 24, 2015 07:59AM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi April 24, 2015 11:06AM |
Registered: 9 years ago Posts: 21 |
Fortunatamente (o sfortunatamente, dipende dai punti di vista ) lavoro da 28 anni in un'azienda che produce CAD/CAM
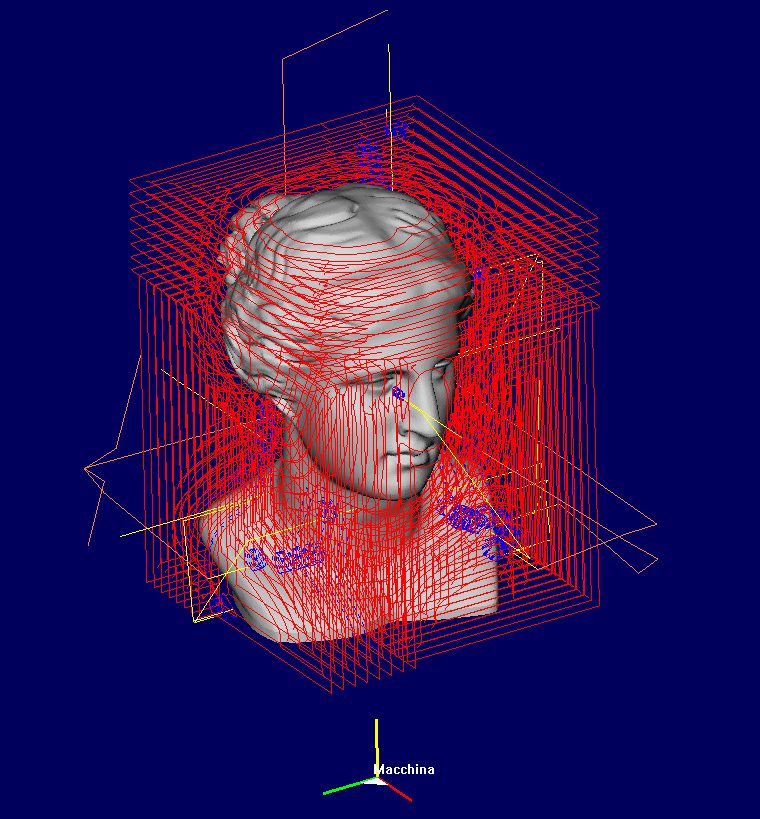
Da circa 3 anni sviluppo un CAM 5 assi per il settore del marmo ed userò questo. L'unica cosa è che il CAM non prevede tavole basculanti ma teste roto-basculanti quindi, una volta scritto il gcode per una testa di quel genere, lo trasformo con un programmino che mi sono fatto ad hoc per la tavola con il 4° e 5° asse.
Allego un paio di videate della lavorazione di sgrossatura 3+2 sulle 5 facce del grezzo e della finitura a 5 assi.
Ciao
) lavoro da 28 anni in un'azienda che produce CAD/CAM Da circa 3 anni sviluppo un CAM 5 assi per il settore del marmo ed userò questo. L'unica cosa è che il CAM non prevede tavole basculanti ma teste roto-basculanti quindi, una volta scritto il gcode per una testa di quel genere, lo trasformo con un programmino che mi sono fatto ad hoc per la tavola con il 4° e 5° asse.
Allego un paio di videate della lavorazione di sgrossatura 3+2 sulle 5 facce del grezzo e della finitura a 5 assi.
Ciao
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 12:08PM |
Registered: 9 years ago Posts: 21 |
Video fatti. Domani li carico su youtube.
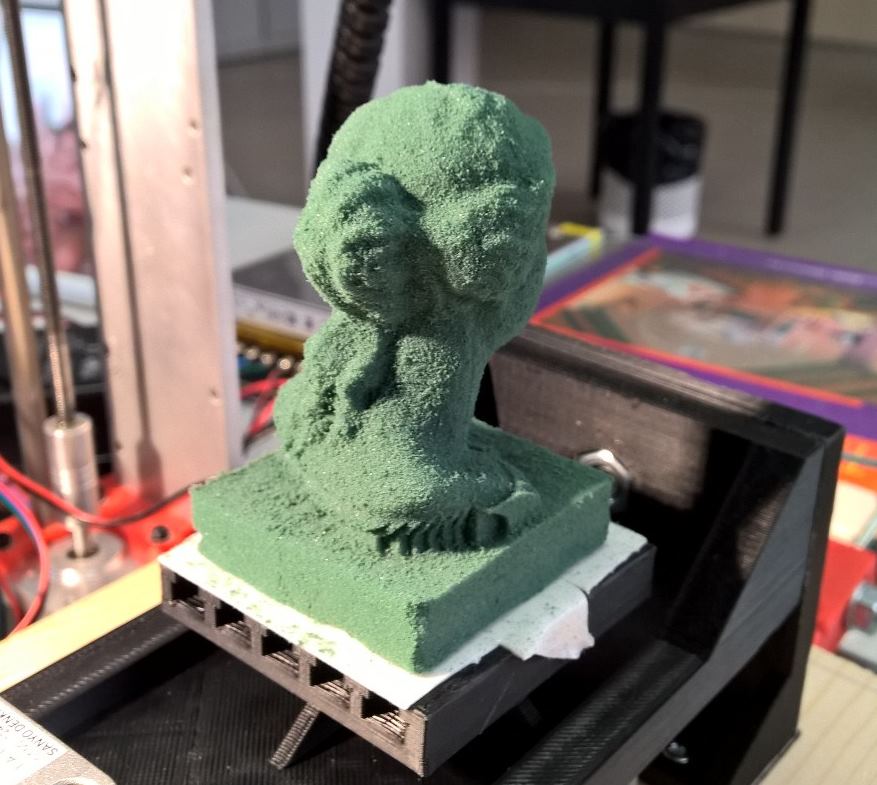
Intanto vi lascio qualche foto del risultato dopo la sgrossatura e dopo la finitura. Pensavo peggio!
ciao
Intanto vi lascio qualche foto del risultato dopo la sgrossatura e dopo la finitura. Pensavo peggio!
ciao
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 12:23PM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 12:44PM |
Registered: 10 years ago Posts: 6,409 |
Bravissimo.....
Domanda perché non fai la home di Z in alto cosi non perdi tempo.
Sposti lo switch in alto cosi almeno in questa configurazione non perdi tutto quel tempo... Ma è solo una considerazione...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Domanda perché non fai la home di Z in alto cosi non perdi tempo.
Sposti lo switch in alto cosi almeno in questa configurazione non perdi tutto quel tempo... Ma è solo una considerazione...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 12:46PM |
Registered: 10 years ago Posts: 3,268 |
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 01:08PM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 03:30PM |
Registered: 9 years ago Posts: 690 |
|
Re: Da Prusa a CNC 5 Assi April 26, 2015 04:44PM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi April 27, 2015 02:48AM |
Registered: 9 years ago Posts: 21 |
Ecco il video della finitura in timelapse (velocizzato di 16 volte) altrimenti troppo grande per youtube...
L'asse rotativo potrebbe andare anche i continuo (rollover) ma, essendo un gcode convertito da uno per una 5 assi standard con asse C limitato 0-360, continua a fare avanti indietro.
[youtu.be]
Ciao
L'asse rotativo potrebbe andare anche i continuo (rollover) ma, essendo un gcode convertito da uno per una 5 assi standard con asse C limitato 0-360, continua a fare avanti indietro.
[youtu.be]
Ciao
|
Re: Da Prusa a CNC 5 Assi June 07, 2015 03:18PM |
Registered: 9 years ago Posts: 18 |
|
Re: Da Prusa a CNC 5 Assi June 08, 2015 02:48AM |
Admin Registered: 11 years ago Posts: 954 |
|
Re: Da Prusa a CNC 5 Assi June 08, 2015 03:16AM |
Registered: 9 years ago Posts: 21 |
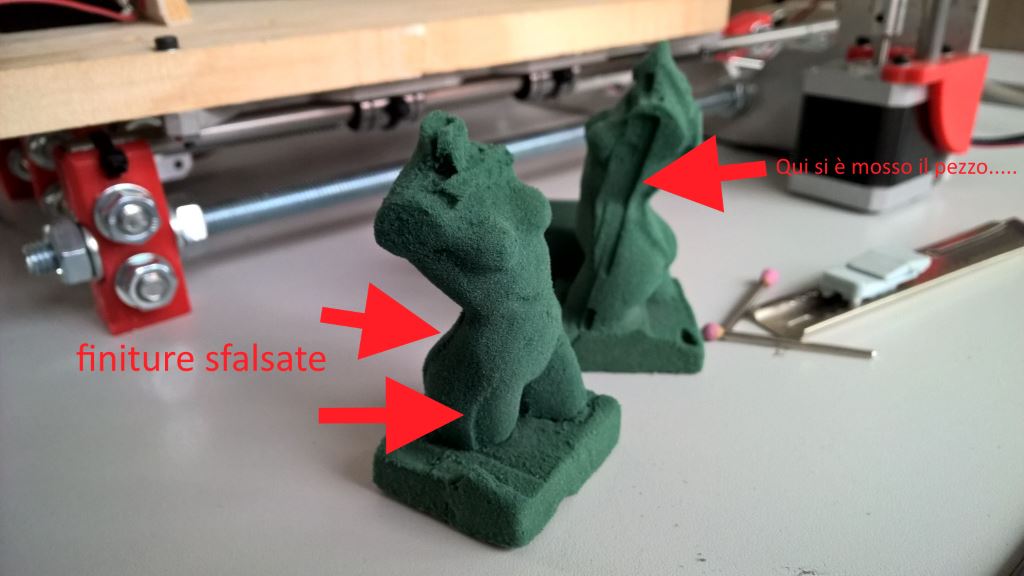
Piccolo aggiornamento...
Facendo la lavorazione di una statuina in modalità 3+2 assi, mi sono accorto che l'asse rotativo ("C") è storto di circa 1 grado; questo fa si che il risultato finale delle finiture sui 4 lati siano sfalsati di circa 1 mm (vedi immagine).
Quindi, se qualcuno ha intensione di costruire questa tavola, consiglio di farsi un alberino diametro 8 (interno cuscinetti) e non usare un bullone M8 (che ha un diametro inferiore). Altra cosa, stampate con layer molto piccoli e con tanto riempimento altrimenti si imbarca tutto; io ho usato l'ABS e fare stare diritto il pezzo più grande è stato un incubo.
Comunque sto risolvendo i difetti geometrici della tavola via software....
Grazie e ciao a tutti
Edited 1 time(s). Last edit at 06/08/2015 03:18AM by stefanob67.
Facendo la lavorazione di una statuina in modalità 3+2 assi, mi sono accorto che l'asse rotativo ("C") è storto di circa 1 grado; questo fa si che il risultato finale delle finiture sui 4 lati siano sfalsati di circa 1 mm (vedi immagine).
Quindi, se qualcuno ha intensione di costruire questa tavola, consiglio di farsi un alberino diametro 8 (interno cuscinetti) e non usare un bullone M8 (che ha un diametro inferiore). Altra cosa, stampate con layer molto piccoli e con tanto riempimento altrimenti si imbarca tutto; io ho usato l'ABS e fare stare diritto il pezzo più grande è stato un incubo.
Comunque sto risolvendo i difetti geometrici della tavola via software....
Grazie e ciao a tutti
Edited 1 time(s). Last edit at 06/08/2015 03:18AM by stefanob67.
|
Re: Da Prusa a CNC 5 Assi June 09, 2015 04:03AM |
Admin Registered: 11 years ago Posts: 954 |
|
Re: Da Prusa a CNC 5 Assi June 10, 2015 06:17AM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi June 10, 2015 01:43PM |
Registered: 12 years ago Posts: 4,555 |
orca.... quasi mi sfugge... bello..... bravo.... non vedo nulla di approssimativo.... vai vai che è un gran bel lavoro...
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Da Prusa a CNC 5 Assi June 10, 2015 03:12PM |
Registered: 9 years ago Posts: 19 |

|
Re: Da Prusa a CNC 5 Assi August 22, 2015 02:17AM |
Registered: 8 years ago Posts: 1 |
Sei stato veramente bravo complimentissimi!Con lo stesso principio si potrebbe ottenere il sesto asse vero? Io sono alcuni mesi che ci sto provando ma con scarsi risultati. Anche io vedo nella stampa e fresatura a 5 assi nuove possibilità di espressione.
Ti volevo chiedere se puoi rendere pubblico il marlin modificato o se puoi mandarmelo via mail a info@ceroniknives.it io ho provato a modificare dalle tue istruzioni ma purtroppo non ci sono riuscito.
Grazie mille!
Ti volevo chiedere se puoi rendere pubblico il marlin modificato o se puoi mandarmelo via mail a info@ceroniknives.it io ho provato a modificare dalle tue istruzioni ma purtroppo non ci sono riuscito.
Grazie mille!
|
Re: Da Prusa a CNC 5 Assi January 09, 2016 05:41AM |
Registered: 9 years ago Posts: 92 |
|
Re: Da Prusa a CNC 5 Assi January 16, 2016 03:05AM |
Registered: 9 years ago Posts: 92 |
|
Re: Da Prusa a CNC 5 Assi January 30, 2016 09:29PM |
Registered: 8 years ago Posts: 39 |
|
Re: Da Prusa a CNC 5 Assi February 01, 2016 02:34AM |
Registered: 9 years ago Posts: 21 |
|
Re: Da Prusa a CNC 5 Assi February 03, 2016 08:42PM |
Registered: 8 years ago Posts: 39 |
|
Re: Da Prusa a CNC 5 Assi April 24, 2016 04:30AM |
Registered: 8 years ago Posts: 25 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.