Printing Polycarbonate
Contents
Changes to Extruder
To assure heat does travel through convection and begin morphing the ABS motor support one needs to separate the nozzle from the extruder. Cut the MDF piece about 5mm along its long axis and position it under the x-carraige of the MDF printed block to separate the Prusa nozzle from the MakerGear Motor support.

Front View

Underside View


Changes in Marlin
Max Temp of Extruder should be set to 350
It was found that halving power does not allow the extruder to reach the set temperature. Even at max power, nozzle temperature reaches 10 degrees less than desired.Therefore:
#define PID_MAX 256 // limits current to nozzle; 256=full current
For the inability to reach set temperature change the temperature as to which the printer feels it should start printing. 10- 15 degrees is sufficient. Therefore:
#definte TEMP_HYSTERSIS 15
#definte TEMP_WINDOW 15
Further, get the printer printing once the polycarbante is in the head to make sure glass transition temperatures are not reached at the top of the extruder. Although no fan is needed, the polycarbonate will not flow if it sits to long in the extruder. It is hypothesized that the small fan correctly place will solve this problem. Therefore, to begin printing immediately:
#definte TEMP_RESDENCY_TIME 1
Nozzle Temperature
Set your pronterface and slicer to 310 knowing that the nozzle can't reach the set temperature and will be 10 degrees less than desired.
Printing Temperature(C): 310
Bed Temperature
One desire warm enough that the plastic sticks to the ABS glue. However, note one does not want to over warm the bed to the point where the your ABS/PLA support pieces reach glass transition temperature. Some sites will recommend a bed temp of 100C or 120C. At this temperature though support pieces, if ABS or PLA, started morphing.
Bed Temperature(C): 85
Print Speed
What is very important with print speed is to make sure that your printer is not skipping. Once it skips plastic will aggregate at the nozzle and this aggregation will prefer to stick to the extruder rather the previous layer as the print continues.
Print Speed: 45 (Both inital layer and normal print), but ultimately speeds depend on your printer**
Layer Height
The usual is 0.3. I find however, that the PC is a fairly thick material and that one of the necessities is to avoid the previous layer from sticking to the nozzle. Therefore increase the layer height to help assure you get smooth layers.
Layer Heigh(mm): 0.4
Filament Diameter Settings
Getting the filament to continuously flow to assure that glass transition temperature is not reach is one of the particulars of PC as stated before. Therefore, increase flow to assure that the plastic continues smoothly is a plus.
Flow(%): 130
Starting Z Height(PointZ:0.00)
The nozzle height should allow the plastic flow smoothly on the first layer.
.2mm height of nozzle from bed at time 0
Brim
Remove the Brim setting because the Brim line does not stick well in the print and interferes with the main part's initial layers. Once interfered it destroys the initial layer.
Brim: 0
Polycarbonate Printing Bed Material
Two layers of Kapton tape are required. One of the things of polycarbonate is as it cool it likes to bend in on itself. Since it is such a strong material, it takes the ground tape with it as well. Therefore, by double layer the Kapton you can assure a more even print over time.
The other necessity is ABS Glue. It works like magic. Pour the ABS glue, spread with a brush and finally, sand it down with a sander. By sanding you will be assuring that there is much more even surface, especially when bubble are created from acetone evaporation.
NOTE: By letting the polycarbonate cool after a print you will not have to reapply the ABS glue. If you get too impatient and try ripping off the PC part before the bed temperature reaches a cool enough temperature you will take the ABS glue with it and have to reapply. 50C is usually a good temperature to start trying.
Therefore:
2 Layers of Kapton Tape
ABS Glue - ABS Pieces + Acetone mixed in a nail polish container.
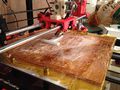
Bed Material
Finished Part


Large Prints (150mm x 150mm x 150mm)
One of the challenges of large prints especially when creating square designs is that corners tend to cool faster then walls. Therefore, it is best to design parts with oval structure and round edges than with sharp edges. It was observed that over a certain period of time, 3-4 hours, the nozzle temperature at the top eventually reaches a sufficient temperature that polycarbonate glass transition temperature are reached. This eventually stops the flow. To avoid this problem it is hypothesize that by placing a fan one can continuously print for longer periods of time. On large prints it is also hypothesized that a hotter bed temperature would be recommended and increase print speeds(i.e. need printers made of metal).
Notes From Author
3/8/2014 These results are the observation of the author who performed polycarbonate printing for about 100 hours. The recommendations here allowed the author to achieve successful polycarbonate parts. However, the author does not attest that these are the only settings or even the best setting. That is why these results should be tested and confirmed by others. For questions please contact: Ricardo D Solorzano at [email protected]
Equipment Used
Power Supply: 12vDC 20A 240W Power Supply
Microcontroller: RAMBo Board
Microcontroller Programming: Marlin
Extruder: Maker Gear Plastruder
Nozzle: Prusa Nozzle without a Fan
Overall Mechanics: Modified Mendel Max
Other authors should make changes or add their observation depending on their results.