Help needed with Skeinforge settings
Posted by danlad1631
|
Help needed with Skeinforge settings April 14, 2013 11:32AM |
Registered: 11 years ago Posts: 180 |
Hi, New here and new to repraps and could really do with some advice. Hope this is posted in the correct place.
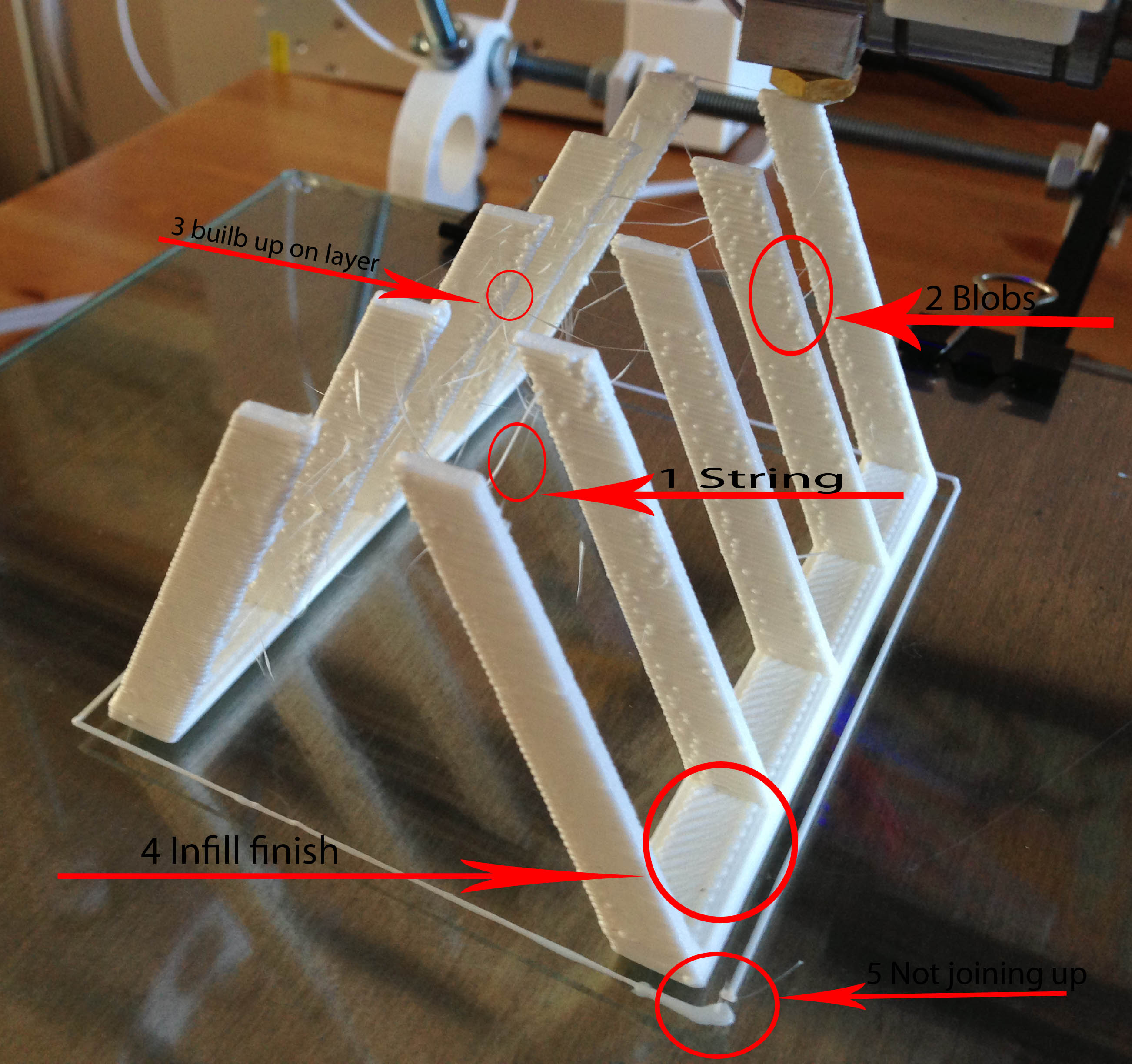
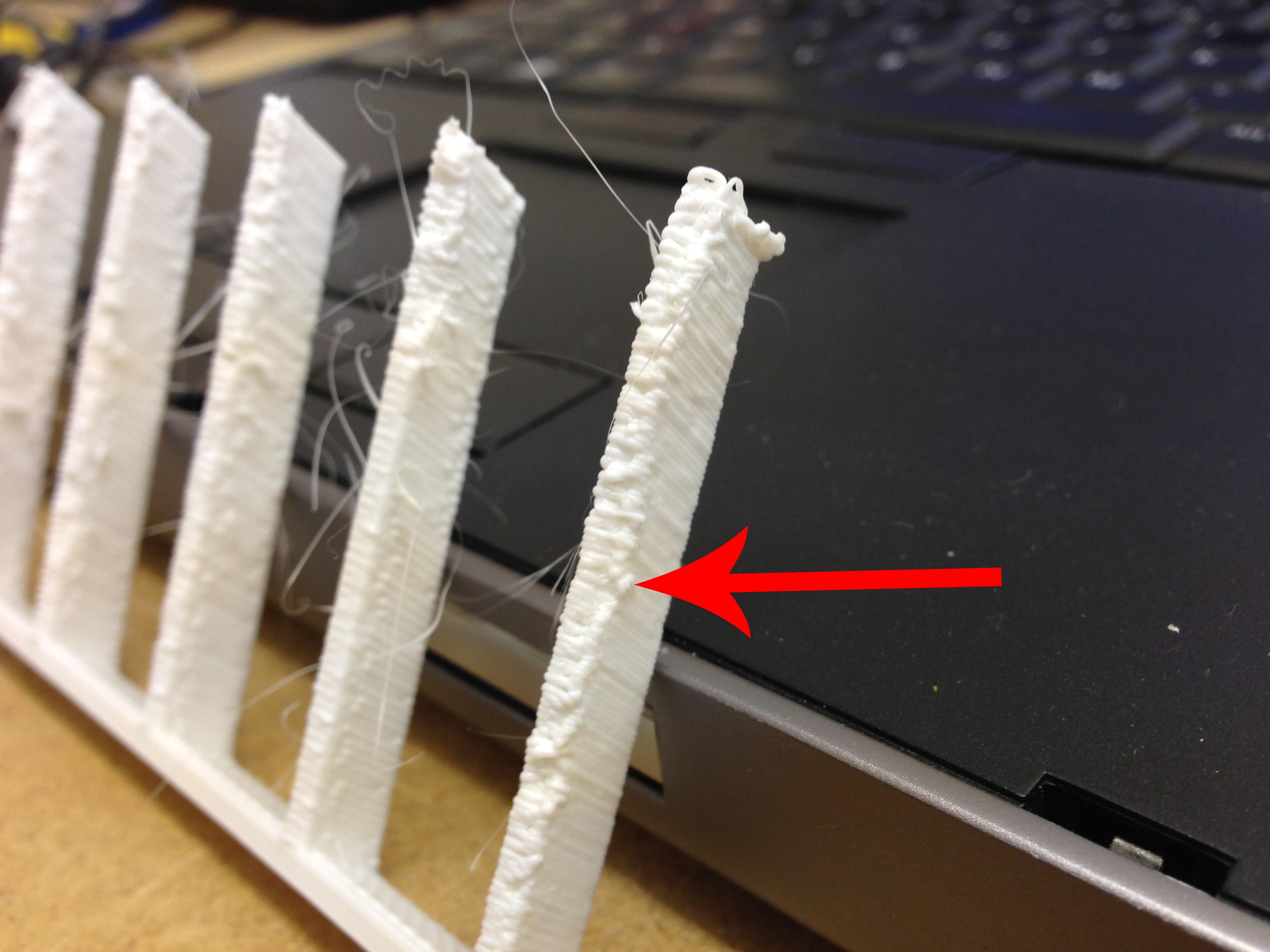
As you can see from the picture, it's not the best looking print. What are the causes and what settings do I need to change/tweak in skeinforge to improve the print quality?
1. What causes the string and how can I fix this?
2. What causes the blobs on each layer and how can this been improved?
3. What causes the build up on the back of the tall straight sections
4. Does the infill look ok, and can it be improved?
5. The lines don't meet up on each layer, there is a small gap. How can this be fixed?
The head hit one on the sides and knoked it over in the end, I think this was due to the build up of plastic. Could there be another cause for this?
Any advice would be much appreciated.
Dan
As you can see from the picture, it's not the best looking print. What are the causes and what settings do I need to change/tweak in skeinforge to improve the print quality?
1. What causes the string and how can I fix this?
2. What causes the blobs on each layer and how can this been improved?
3. What causes the build up on the back of the tall straight sections
4. Does the infill look ok, and can it be improved?
5. The lines don't meet up on each layer, there is a small gap. How can this be fixed?
The head hit one on the sides and knoked it over in the end, I think this was due to the build up of plastic. Could there be another cause for this?
Any advice would be much appreciated.
Dan
|
Re: Help needed with Skeinforge settings April 14, 2013 12:40PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 14, 2013 12:50PM |
Registered: 11 years ago Posts: 180 |
Ok, thanks.
Could you advice on which one, Oozebane or Oozestep? Is it just a case of playing with the settings or is there a standard?
Could you also advice on where i can change the extrusion and where to adjust the backlash? None of the names in the settings mean much to me at the moment.
Thanks
Could you advice on which one, Oozebane or Oozestep? Is it just a case of playing with the settings or is there a standard?
Could you also advice on where i can change the extrusion and where to adjust the backlash? None of the names in the settings mean much to me at the moment.
Thanks
|
Re: Help needed with Skeinforge settings April 14, 2013 12:56PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:10PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:20PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:25PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:30PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:54PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 14, 2013 01:55PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 14, 2013 02:01PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 14, 2013 04:31PM |
Registered: 11 years ago Posts: 560 |
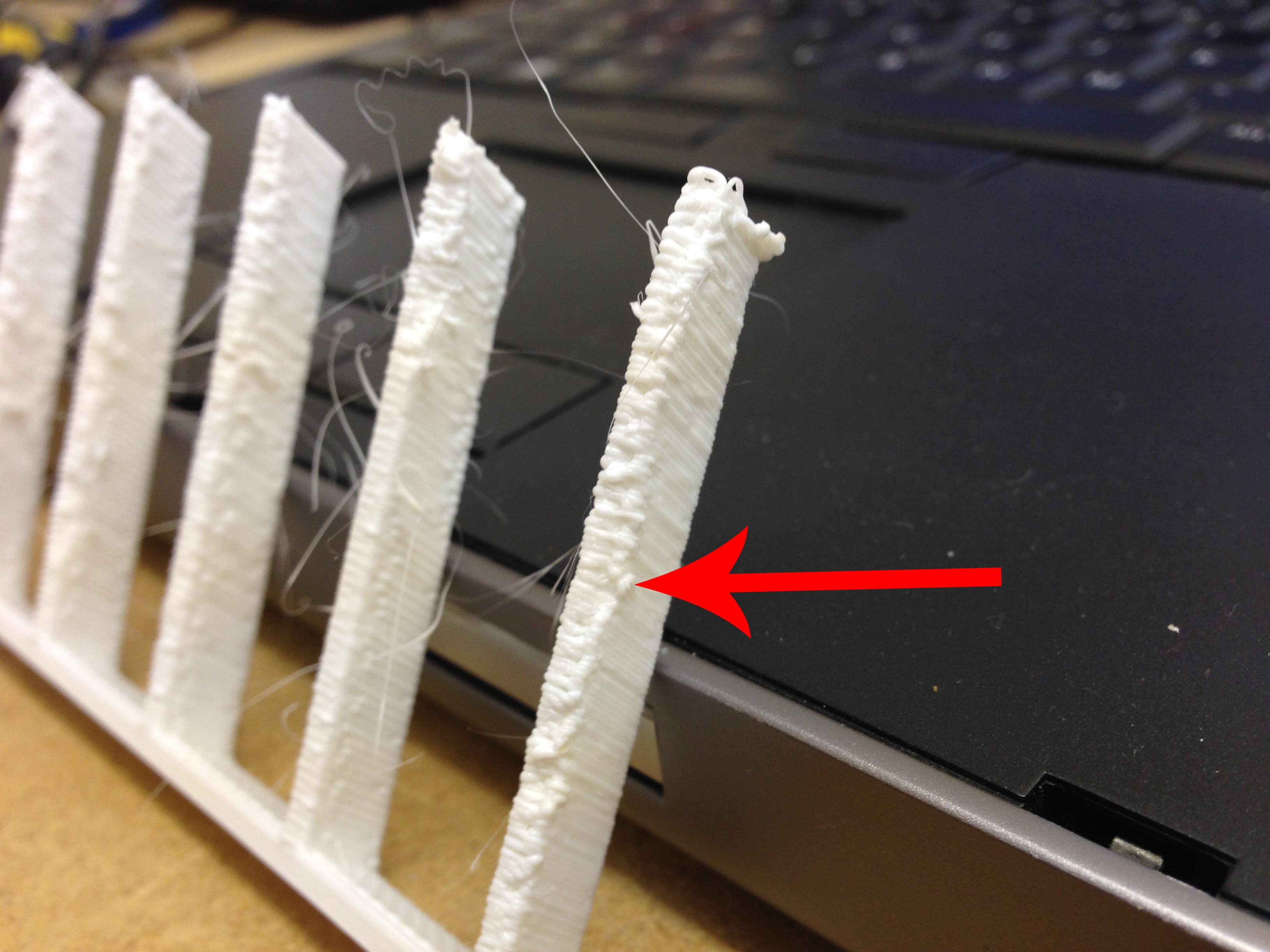
You are dropping steps on your Y axis stepper motor. Check for belt binding/over tightened belts, or depending on your electronics you may need to up the current to that motor.
I have dropped steps before when extruding too much plastic so that when the extruder passes on the next layer, it can actually get snagged by the material from the previous layer.
I have dropped steps before when extruding too much plastic so that when the extruder passes on the next layer, it can actually get snagged by the material from the previous layer.
|
Re: Help needed with Skeinforge settings April 14, 2013 07:03PM |
Registered: 11 years ago Posts: 1,320 |
|
Re: Help needed with Skeinforge settings April 14, 2013 09:24PM |
Registered: 17 years ago Posts: 824 |
Before drifting off to the second problem, which admittedly needs to be taken care of first, let's revisit the reason your other part prints so poorly. It is the design that is to blame, if blame isn't too strong a word. You see, those ribs have a lot going against them when you consider them on a layer by layer basis.
1. They are isolated from each other. This means your extruder has to stop, and start. A lot.
2. As isolated print areas, they are quite small. This does not give much time to start and stop the print within the island, making it critical that the retract feature be set precisely. I would not recommend using the retract feature of the slicing software if your firmware supports its own retract functions.
3. Using retract on small features is very touchy. In fact, it is so touchy when it comes to small features, that you may find it works great on one STL, and then flops on another.
It is not impossible to get good results, but you should really consider that the part is not designed to be the best print. Yes, there is a wow factor in printing the whole thing at once, but designing and printing it in multiple flat pieces would print much cleaner and be srtonger.
1. They are isolated from each other. This means your extruder has to stop, and start. A lot.
2. As isolated print areas, they are quite small. This does not give much time to start and stop the print within the island, making it critical that the retract feature be set precisely. I would not recommend using the retract feature of the slicing software if your firmware supports its own retract functions.
3. Using retract on small features is very touchy. In fact, it is so touchy when it comes to small features, that you may find it works great on one STL, and then flops on another.
It is not impossible to get good results, but you should really consider that the part is not designed to be the best print. Yes, there is a wow factor in printing the whole thing at once, but designing and printing it in multiple flat pieces would print much cleaner and be srtonger.
|
Re: Help needed with Skeinforge settings April 14, 2013 10:29PM |
Registered: 11 years ago Posts: 560 |
It's not the design, even if the print was two calibration cubes spaced apart the print would have these issues at the same settings..
The print problems here are just fine tuning issues to me, not major.
I've made much larger jumps to much smaller islands without blobs, strings, or ooze.
Edited 5 time(s). Last edit at 04/15/2013 11:09AM by Dirty Steve.
The print problems here are just fine tuning issues to me, not major.
I've made much larger jumps to much smaller islands without blobs, strings, or ooze.
Edited 5 time(s). Last edit at 04/15/2013 11:09AM by Dirty Steve.
|
Re: Help needed with Skeinforge settings April 15, 2013 02:44AM |
Registered: 11 years ago Posts: 180 |
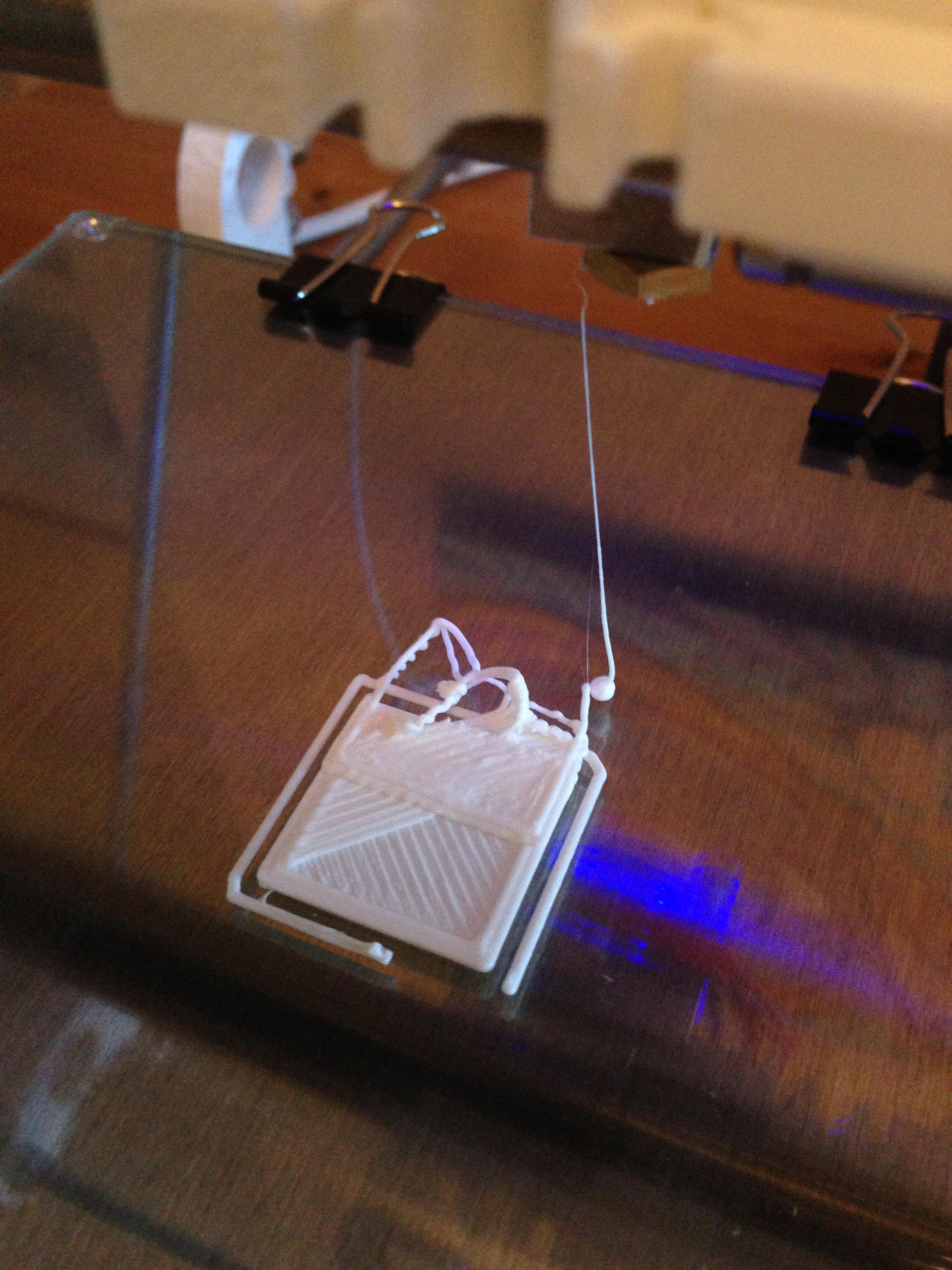
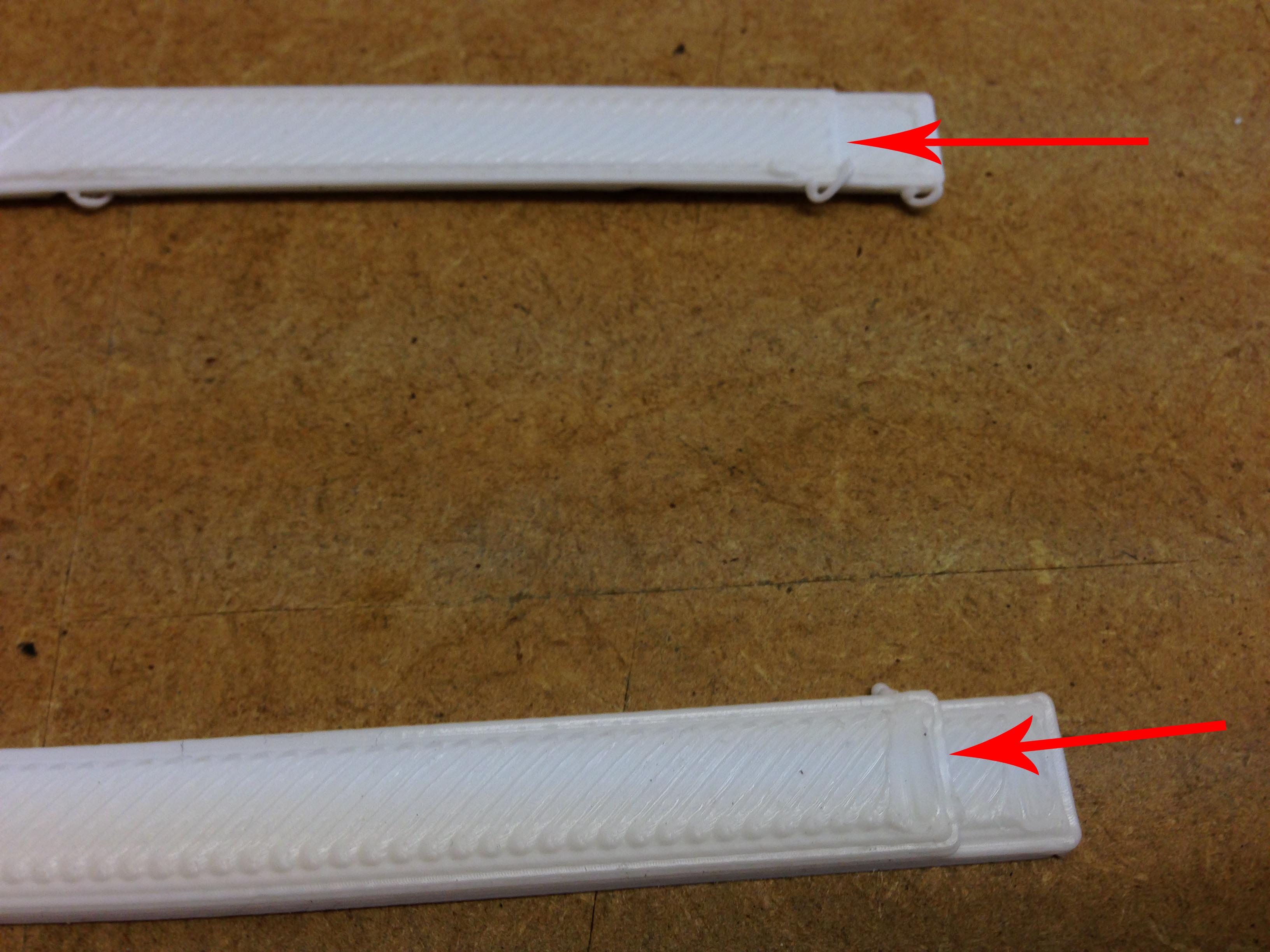
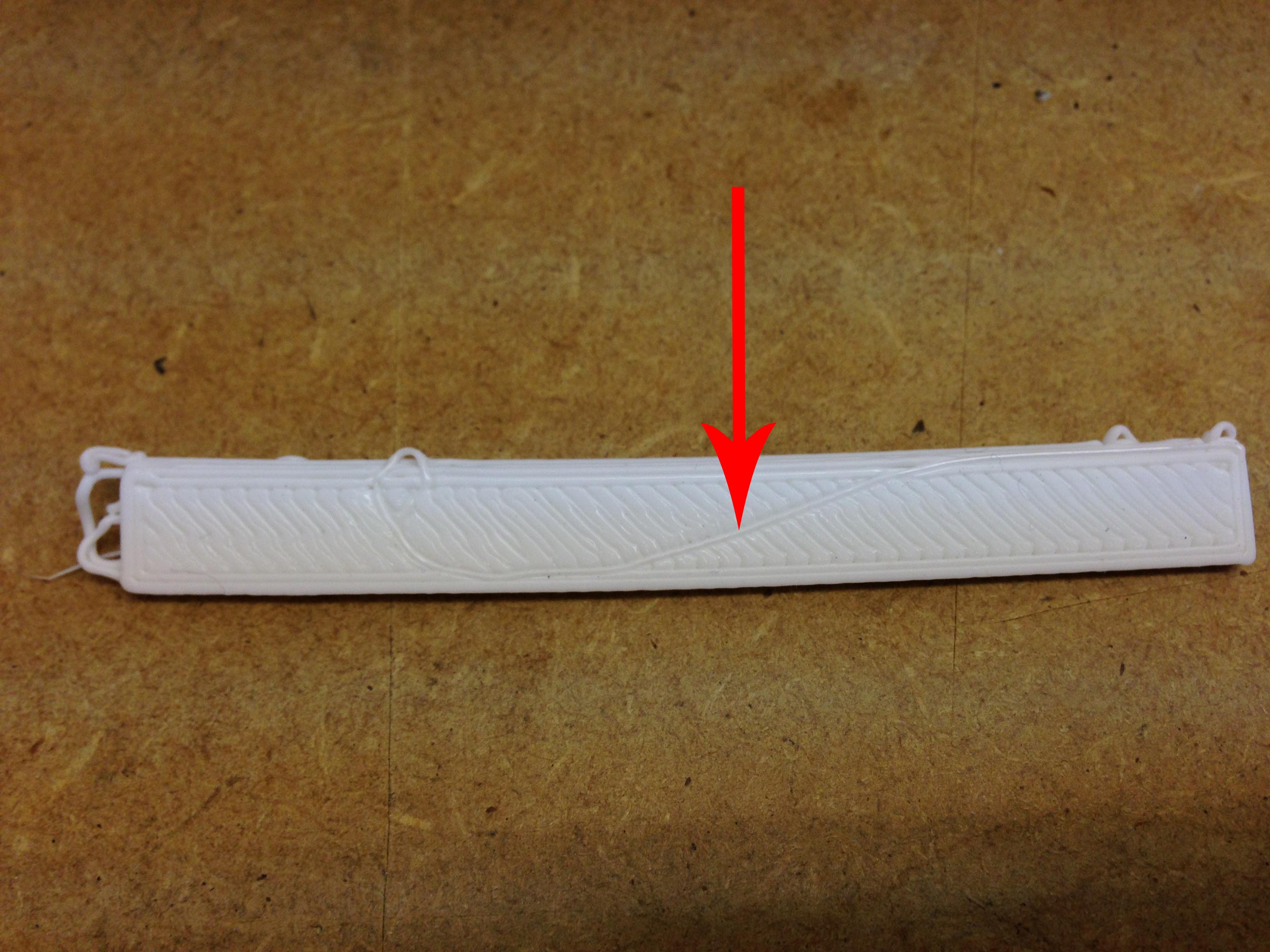
I've uploaded more images to give a better idea of the problems I'm having.
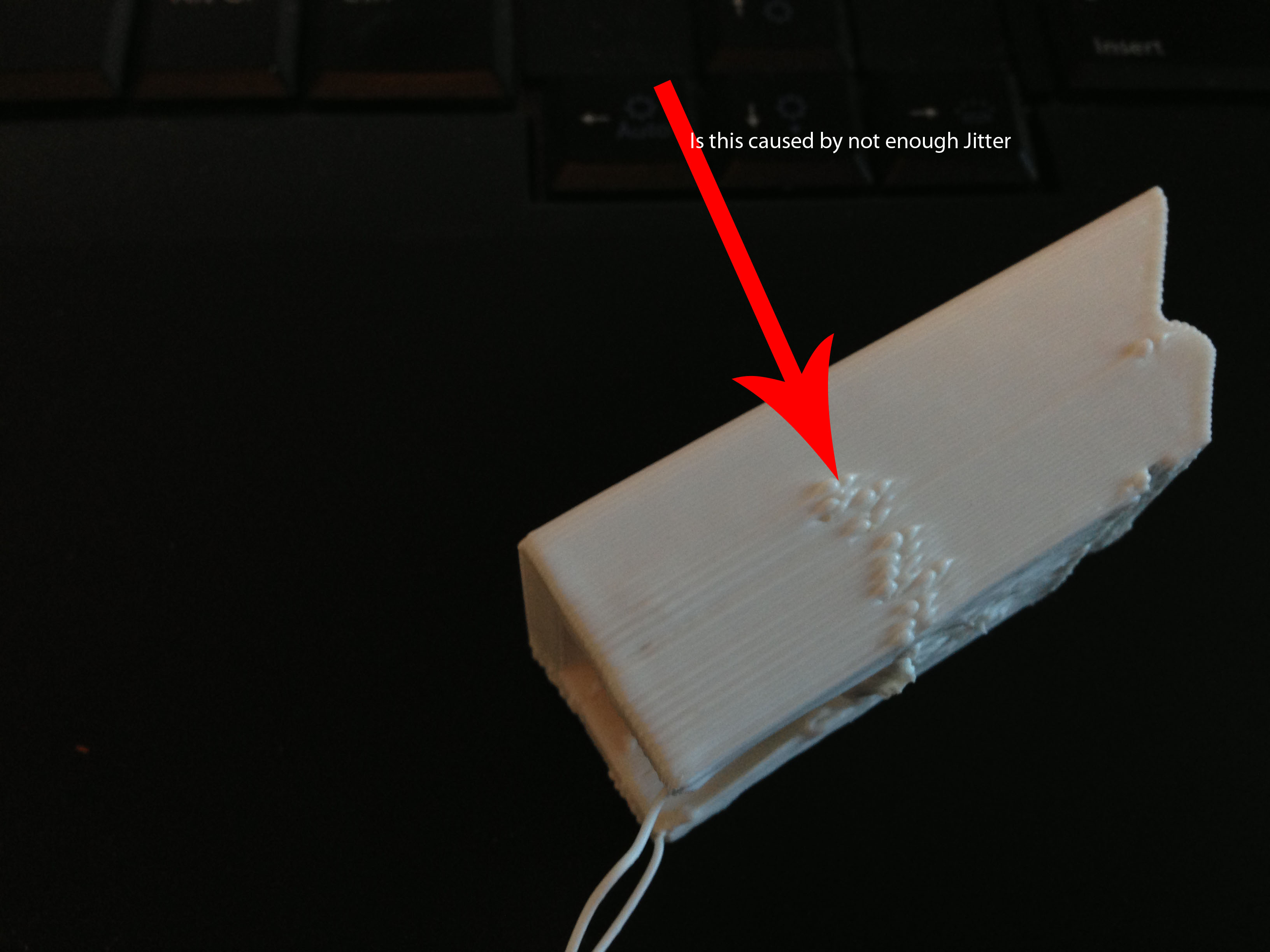
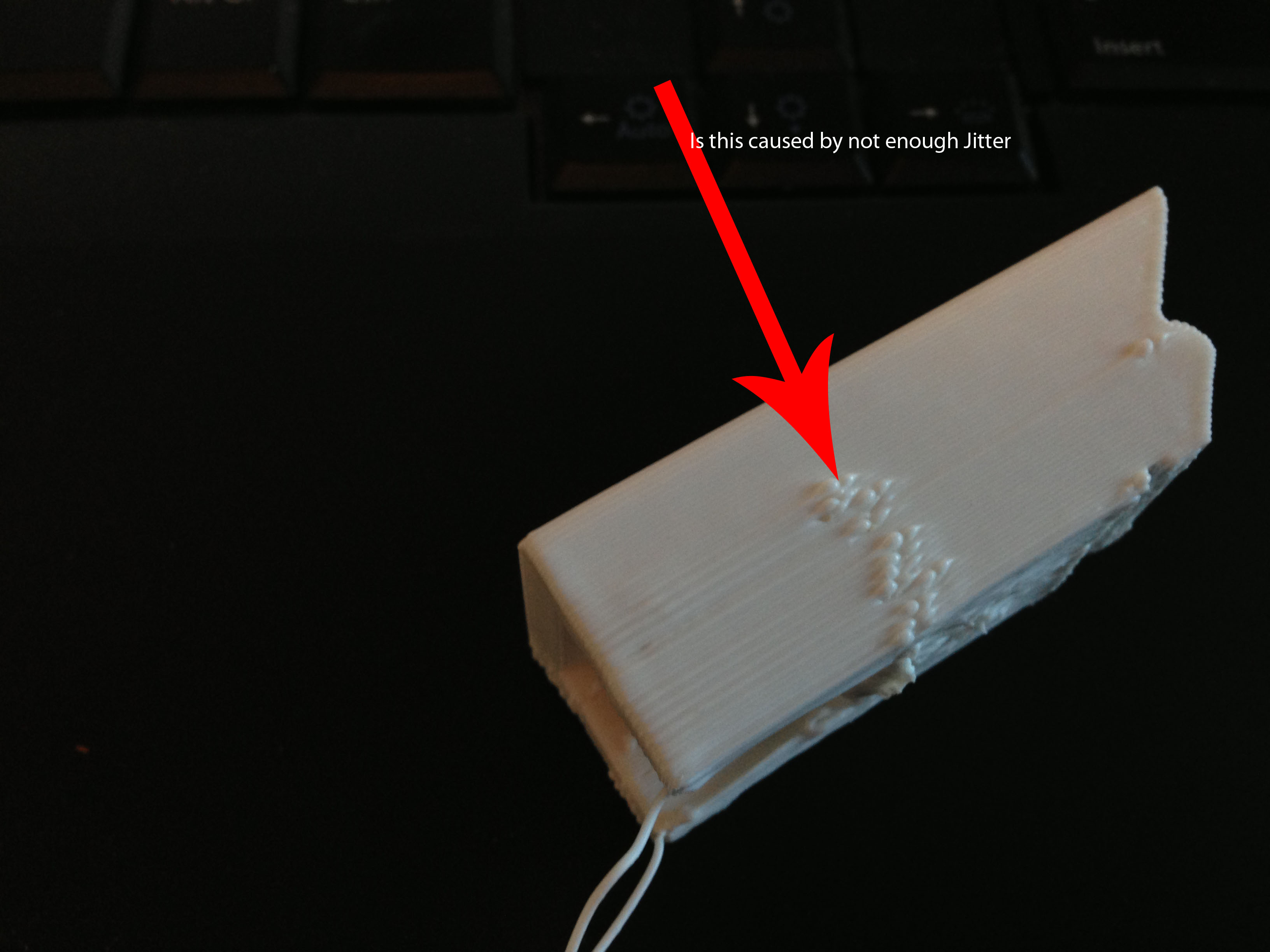
Image 1. Is this caused from the print starting in the same place every time?
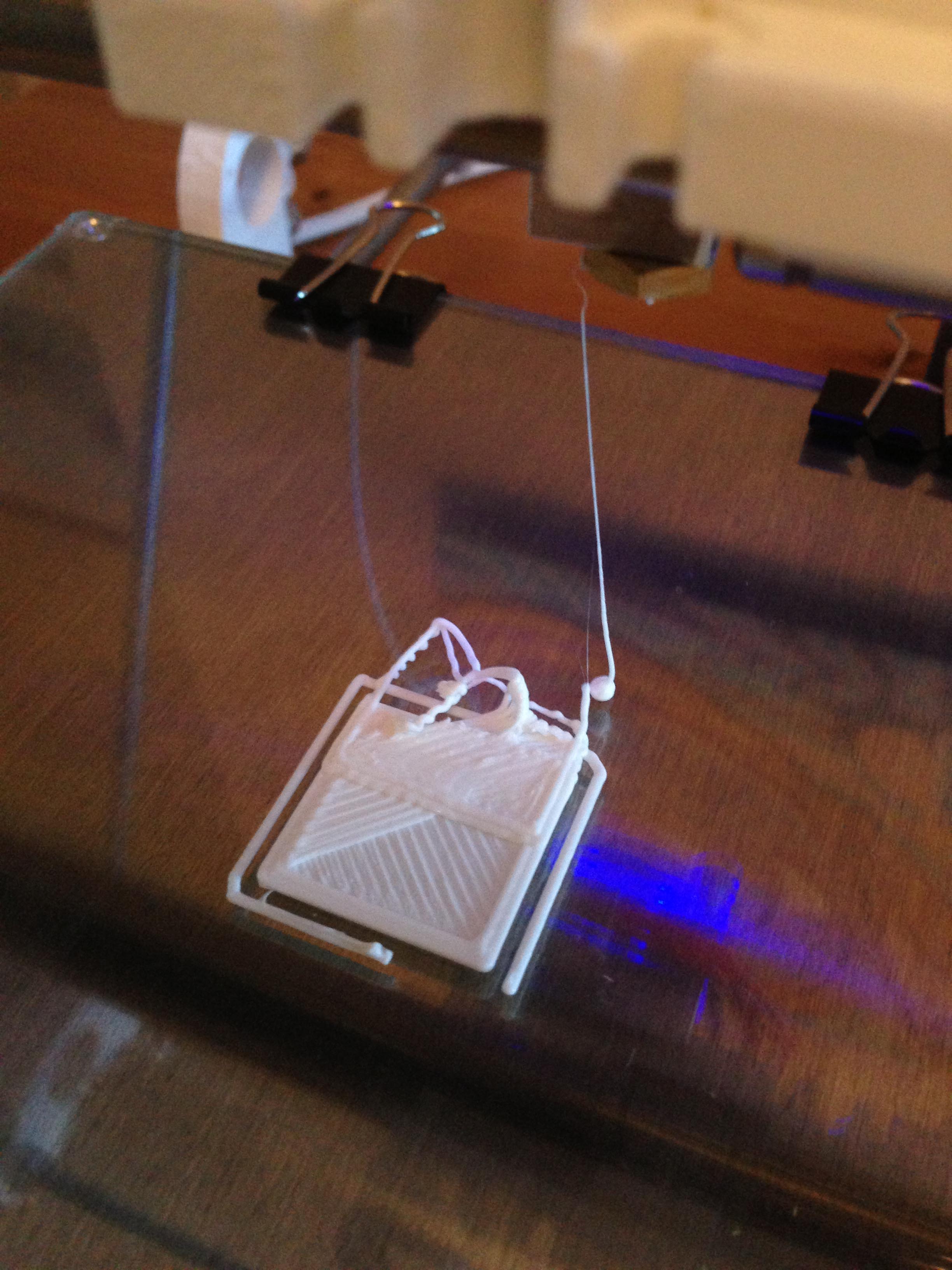
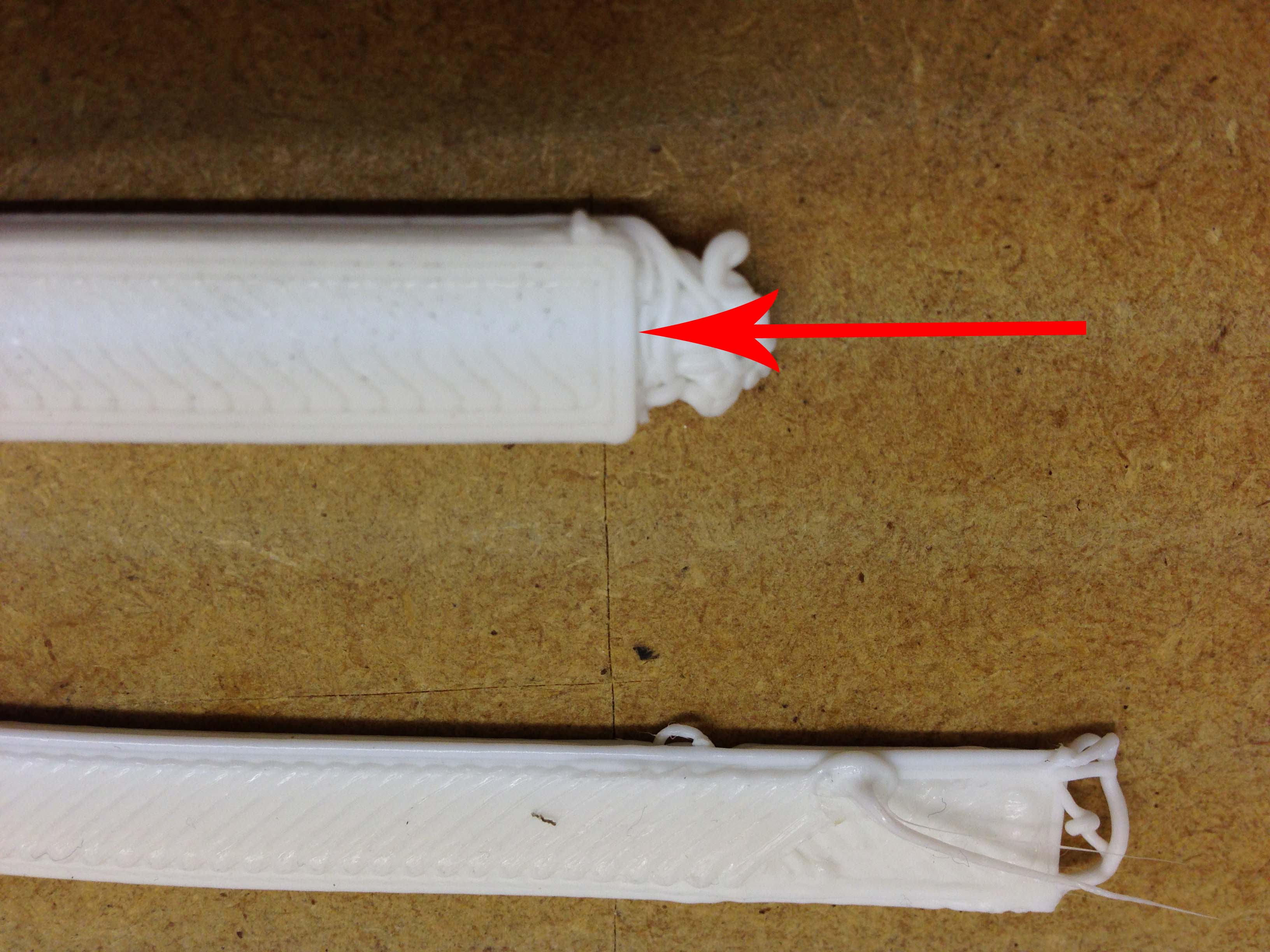
Image 2. It now seems to start from a new point on the print after the first 2/3 layers. You can see in image 3 that it then wants to add it to other end of the print. Is this caused by the mother jumping, or is it down to the STL file? The first time I printed this part I never had the problem, so I don't know why this is happening now.
Image 3. You can see how it want to add it to the other side of the print.
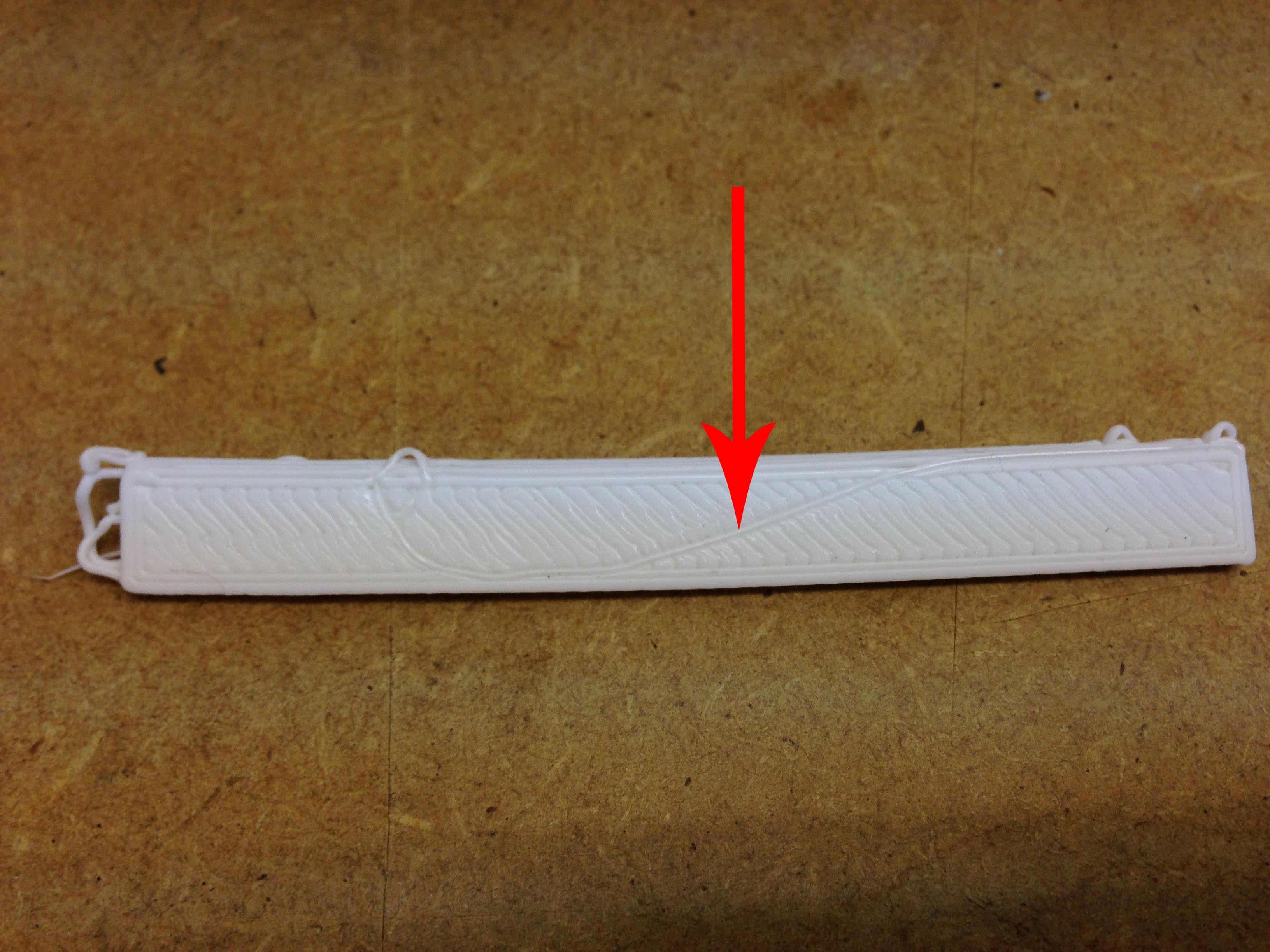
Image 4. It now wants to add this to print at the begining.
Sorry if I'm asking the same questions, I just want to get it right and understand what causes all this.
Thanks
Dan
Back to my real job now... printing canvases not plastic.
Image 1. Is this caused from the print starting in the same place every time?
Image 2. It now seems to start from a new point on the print after the first 2/3 layers. You can see in image 3 that it then wants to add it to other end of the print. Is this caused by the mother jumping, or is it down to the STL file? The first time I printed this part I never had the problem, so I don't know why this is happening now.
Image 3. You can see how it want to add it to the other side of the print.
Image 4. It now wants to add this to print at the begining.
Sorry if I'm asking the same questions, I just want to get it right and understand what causes all this.
Thanks
Dan
Back to my real job now... printing canvases not plastic.
|
Re: Help needed with Skeinforge settings April 15, 2013 11:14AM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 15, 2013 01:52PM |
Registered: 11 years ago Posts: 180 |
Thanks for all the help on this. You was right about the Y axis, the belt was slack.
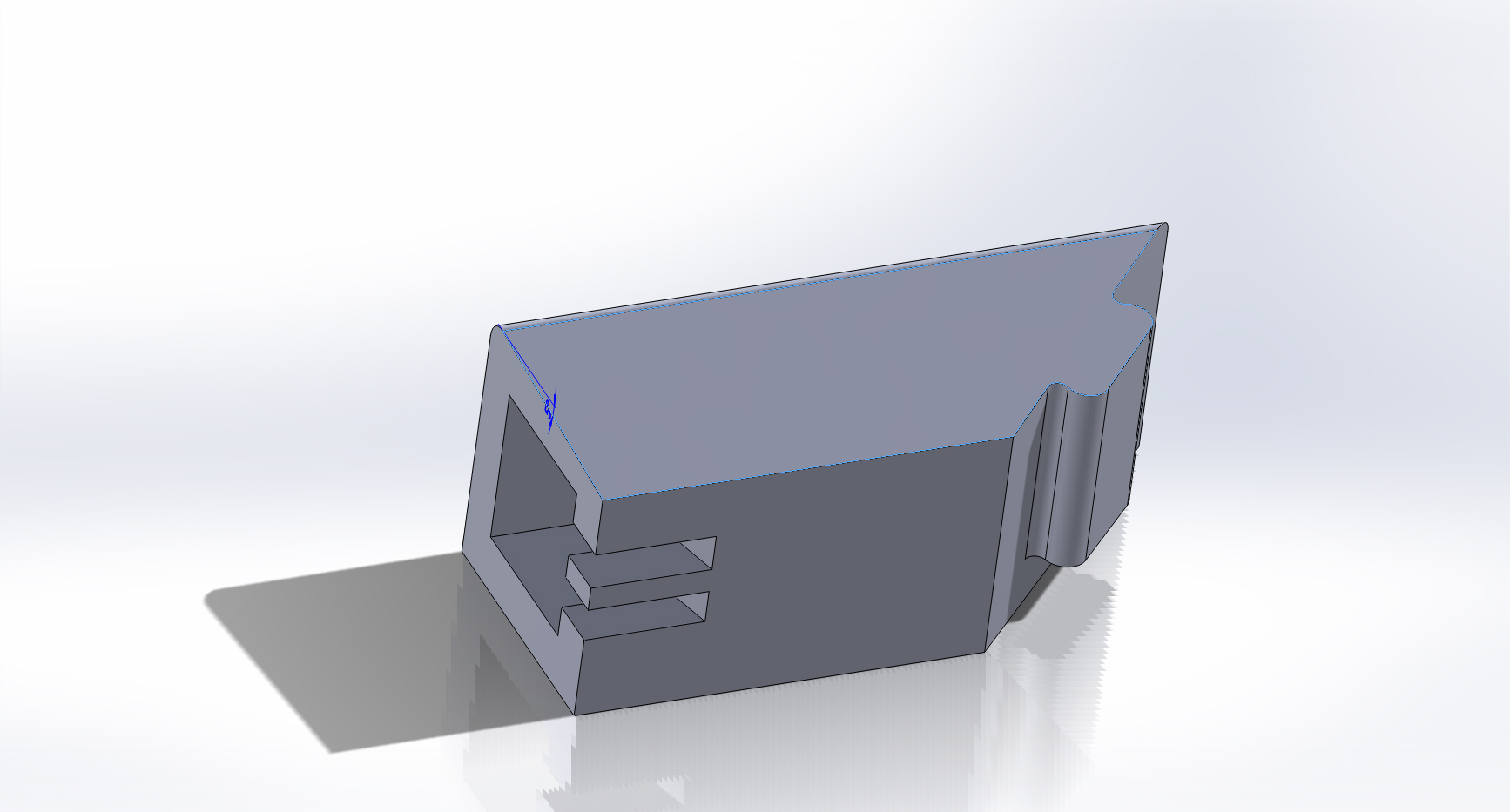
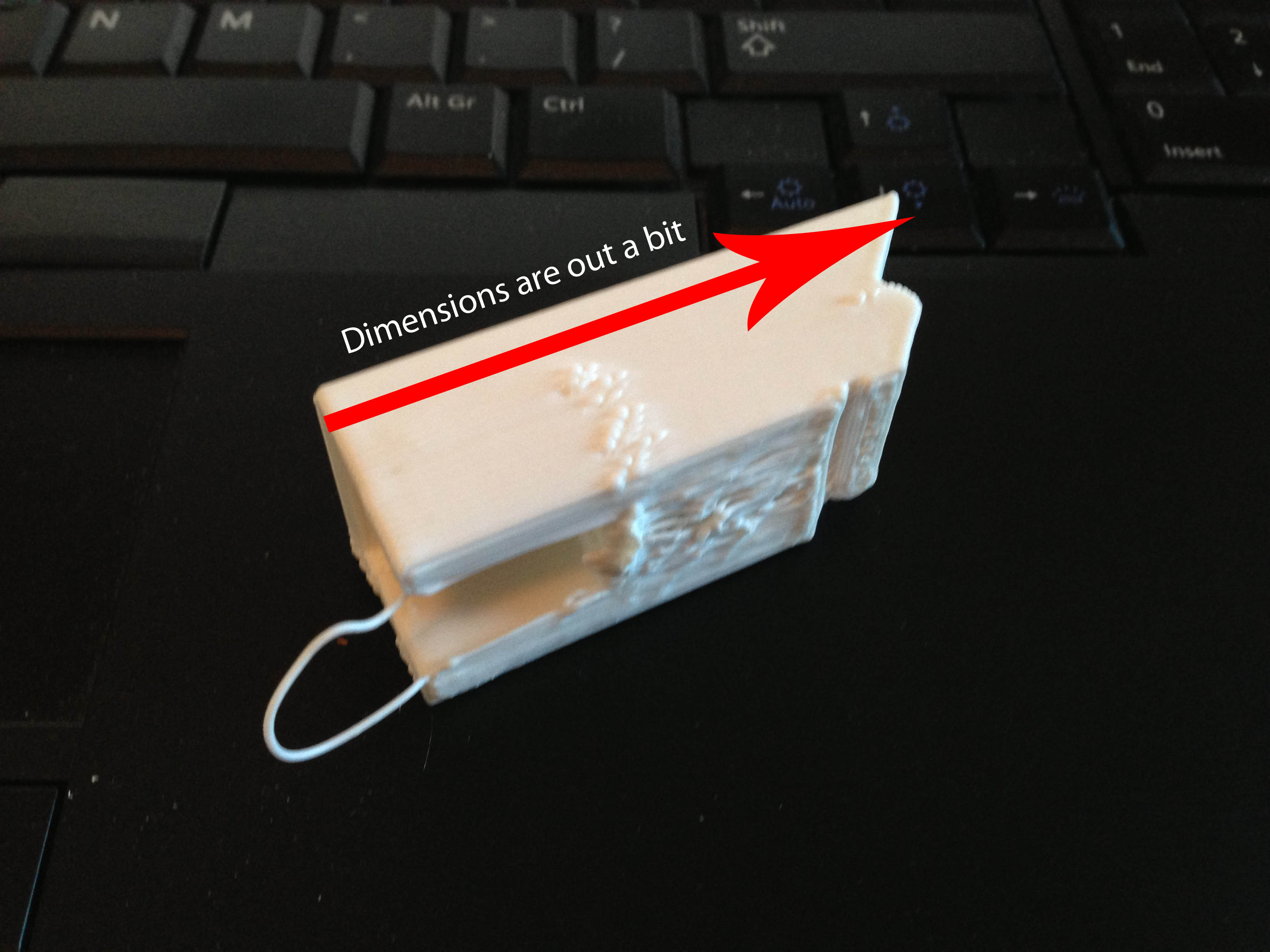
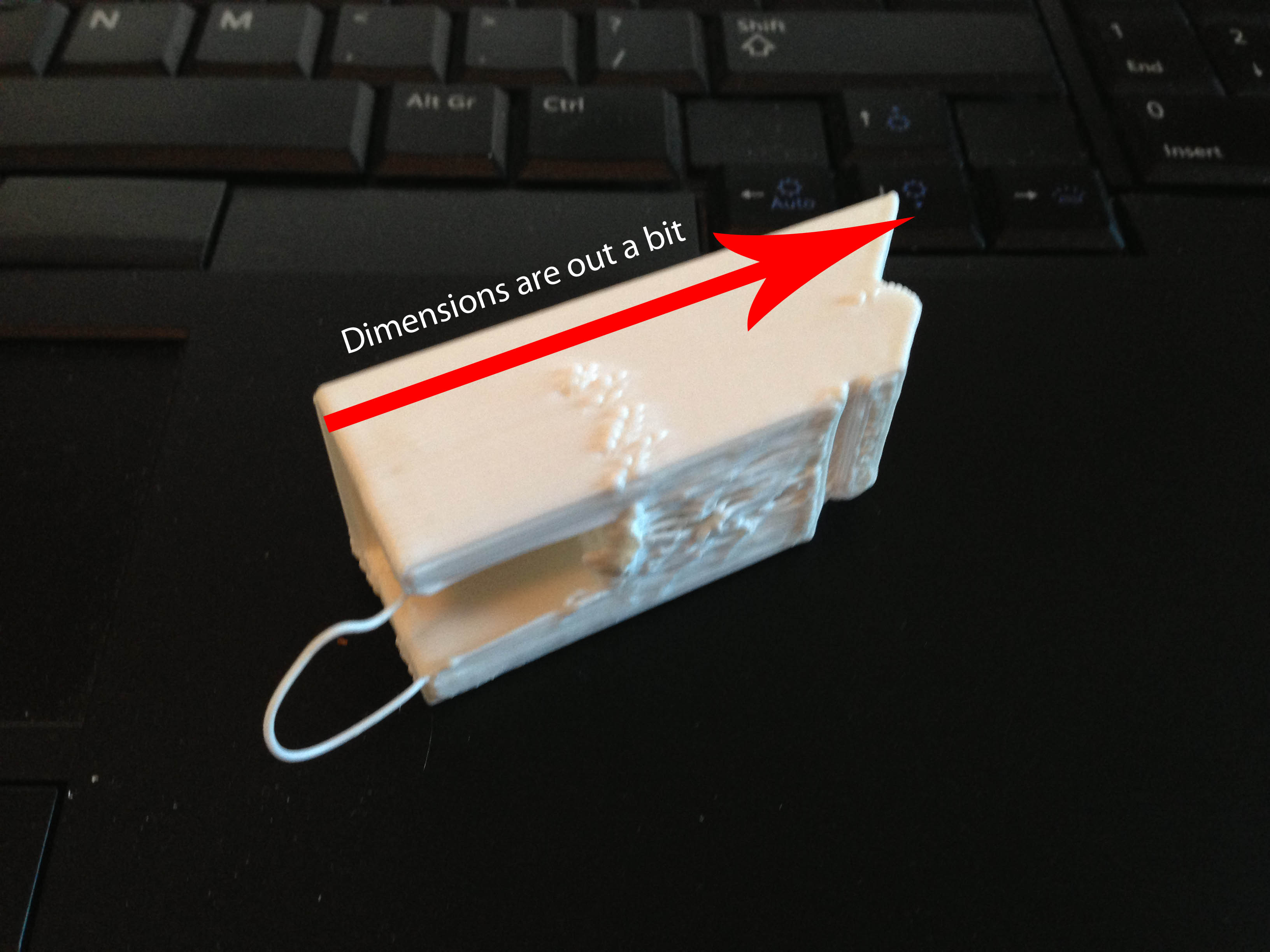
Attached is a model I designed for an idea and also some image on what it printed. If you could guide me on how I could improve it, it would be much appreciated.
I feel like it's improving but still a way to go.
How can I improve the printing dimensions of the print, they are coming out a bit to small?
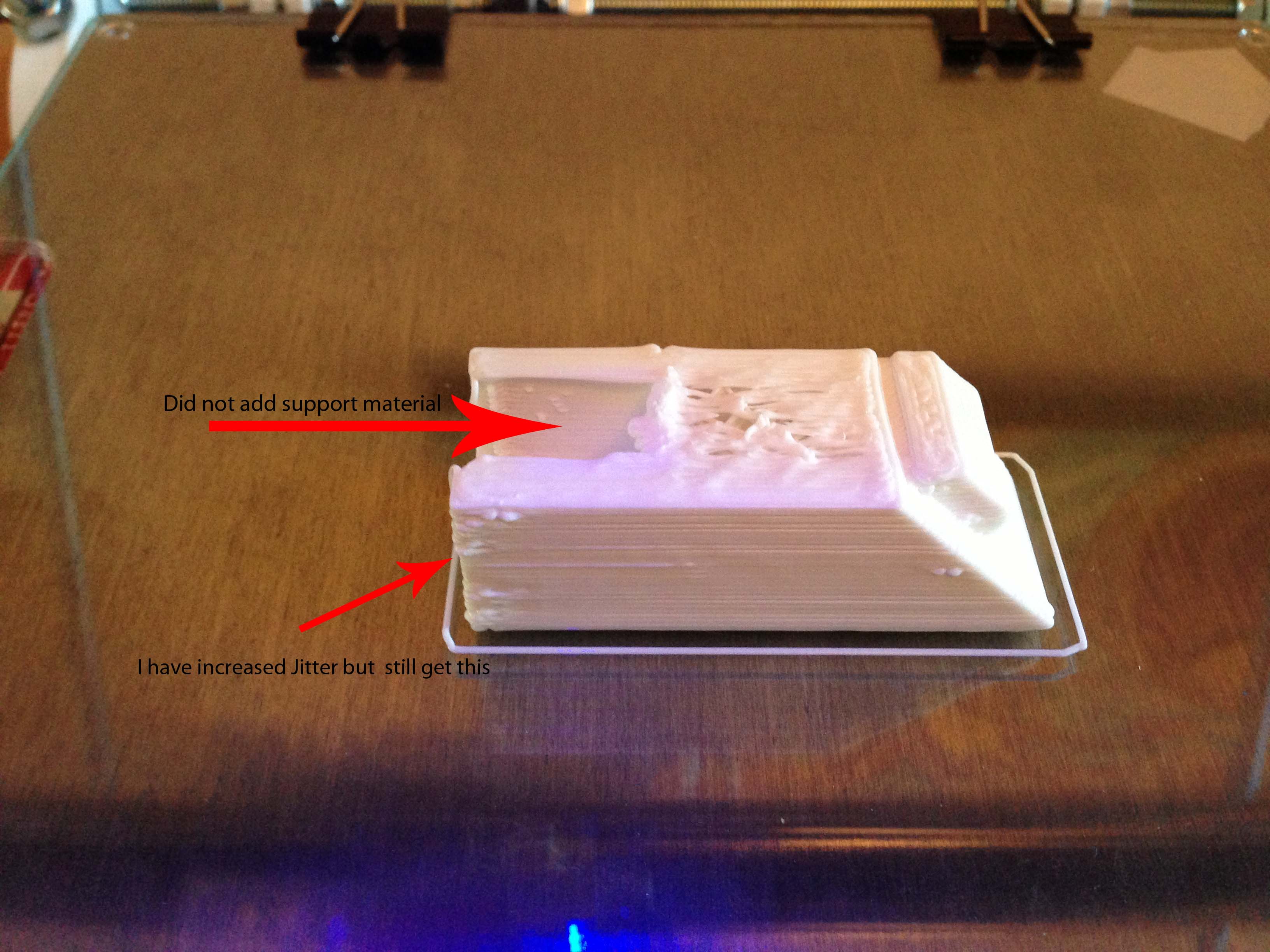
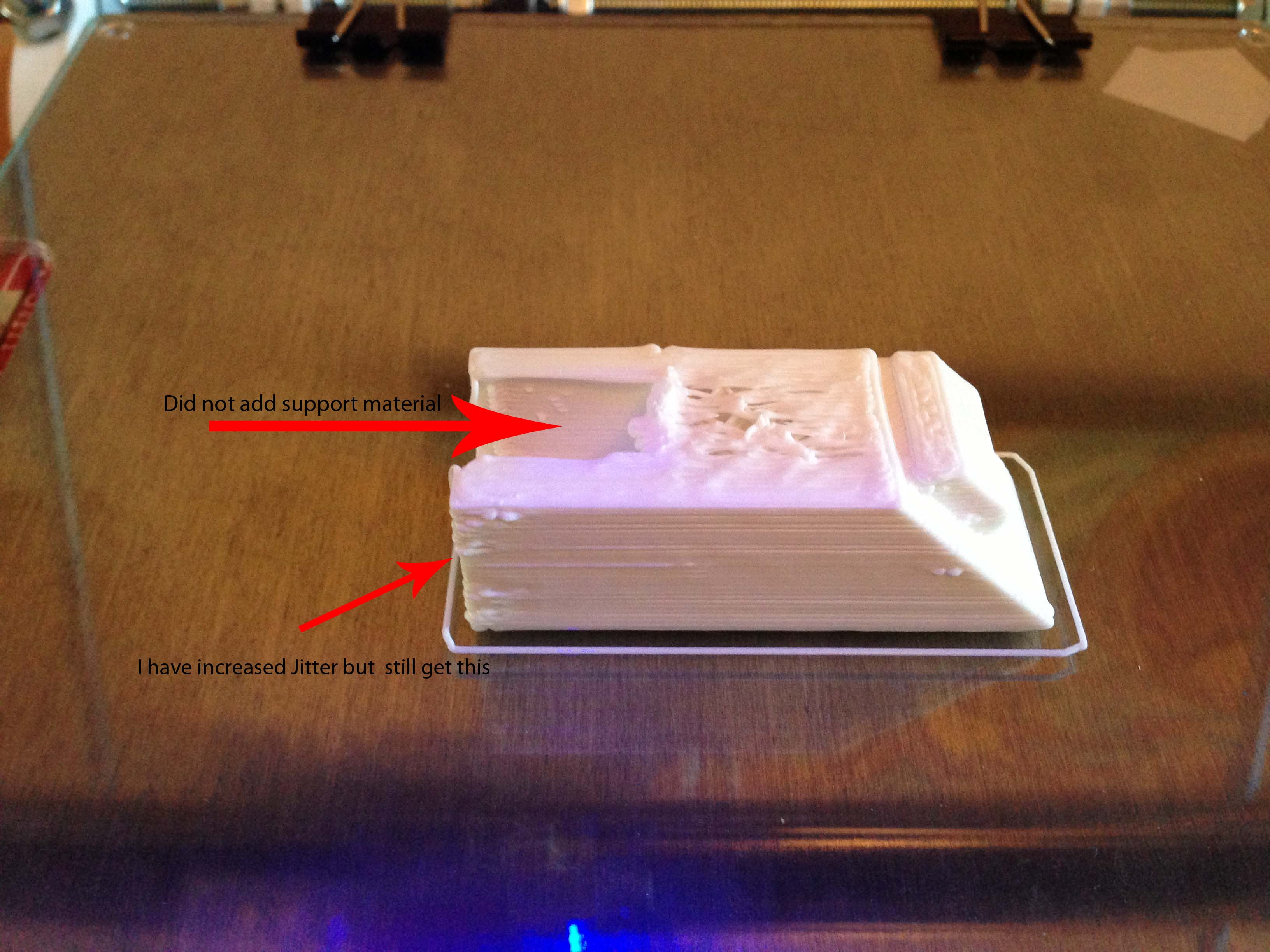
Is image 3 still a jitter problem or is that down to much extrusion. It always seems to happen where a layer stops then meets up again.
Where can I find the setting for adding support material? Is that standard setting you would use for this?
Is there a way to change the side it prints on i.e. the bottom of the model not the side?
Thanks again
Attached is a model I designed for an idea and also some image on what it printed. If you could guide me on how I could improve it, it would be much appreciated.
I feel like it's improving but still a way to go.
How can I improve the printing dimensions of the print, they are coming out a bit to small?
Is image 3 still a jitter problem or is that down to much extrusion. It always seems to happen where a layer stops then meets up again.
Where can I find the setting for adding support material? Is that standard setting you would use for this?
Is there a way to change the side it prints on i.e. the bottom of the model not the side?
Thanks again
|
Re: Help needed with Skeinforge settings April 15, 2013 02:13PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 15, 2013 02:22PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 15, 2013 02:23PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 15, 2013 02:26PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 15, 2013 02:35PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 15, 2013 02:48PM |
Registered: 11 years ago Posts: 560 |
|
Re: Help needed with Skeinforge settings April 15, 2013 03:01PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 15, 2013 03:25PM |
Registered: 11 years ago Posts: 560 |
Dimension>Retraction distance (with everything dialed in correctly this should be around 1mm or less) This can cause the blobs at the start points due to the amount of time the nozzle is not moving to retract the filament 2.2mm.
Fill>Thread Sequence(best setting is Loops>Perimeter>Infill
Support material settings are under Raft tab, support is tricky in SF.
If your machine steps/mm calibration is correct, you may need to modify the model itself. I don't know what would be easy freeware software out there for model manipulation, I use 3DS Max. Same for rotating the model so that you can change what face of the model is facing down.
You may want to check out KISSlicer. Really good prints, fast slicing, and easy to learn. If you check it out, don't download the version on the site, go into the KISSlicer forum/News thread, and download the latest build at the top of the news forum posts.
Fill>Thread Sequence(best setting is Loops>Perimeter>Infill
Support material settings are under Raft tab, support is tricky in SF.
If your machine steps/mm calibration is correct, you may need to modify the model itself. I don't know what would be easy freeware software out there for model manipulation, I use 3DS Max. Same for rotating the model so that you can change what face of the model is facing down.
You may want to check out KISSlicer. Really good prints, fast slicing, and easy to learn. If you check it out, don't download the version on the site, go into the KISSlicer forum/News thread, and download the latest build at the top of the news forum posts.
|
Re: Help needed with Skeinforge settings April 15, 2013 03:47PM |
Registered: 11 years ago Posts: 180 |
|
Re: Help needed with Skeinforge settings April 19, 2013 01:02PM |
Registered: 11 years ago Posts: 12 |
danlad1631 Wrote:
-------------------------------------------------------
> Thanks. Sorry one last question for now... I've
> changed the temerature to 190 in "Temperature" but
> it stays at 200 when printing, is this the correct
> place to change the setting?
I had the same problem. Took me lots of swearing and searching before I figured out what to do.
You need to find the start file. It's a text file in your Skeinforge directory, so open with what ever you use for this.
Find "start_PLA.gcode" Or "start_ABS.gcode" if that is what you are using.
Look at where it says 200, and change it to your preferred temprature. Then restart Skeinforge and what ever front end you are using for the setting to take effect properly.
-------------------------------------------------------
> Thanks. Sorry one last question for now... I've
> changed the temerature to 190 in "Temperature" but
> it stays at 200 when printing, is this the correct
> place to change the setting?
I had the same problem. Took me lots of swearing and searching before I figured out what to do.
You need to find the start file. It's a text file in your Skeinforge directory, so open with what ever you use for this.
Find "start_PLA.gcode" Or "start_ABS.gcode" if that is what you are using.
Look at where it says 200, and change it to your preferred temprature. Then restart Skeinforge and what ever front end you are using for the setting to take effect properly.
|
Re: Help needed with Skeinforge settings April 19, 2013 01:21PM |
Registered: 13 years ago Posts: 643 |
|
Re: Help needed with Skeinforge settings April 19, 2013 04:58PM |
Registered: 11 years ago Posts: 12 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.