PLA infill is not sticking
Posted by rcleacock
|
PLA infill is not sticking September 03, 2014 05:10PM |
Registered: 9 years ago Posts: 6 |
Hello everyone,
I have a prusa i3v printer and I've been printing ABS for about a month now and I decided to switch to PLA. I've been having a few issues and have tried some things to help but I would like input.
1) I have pink PLA and I can get the printer to extrude the PLA but there is some backflow action happening as well (I am using a hexagon head). I have tried lowering the temperature (I am now printing at 175), speeding up and slowing down print speeds. I am using slic3r and I changed the print speed to 25mm/s on perimeter and 35 mm.s on infill. I have also changed the diameter to the average of the filament (2.97 mm) and the extrusion multiplier to .9. However some PLa still leaks out the top of the hotend.
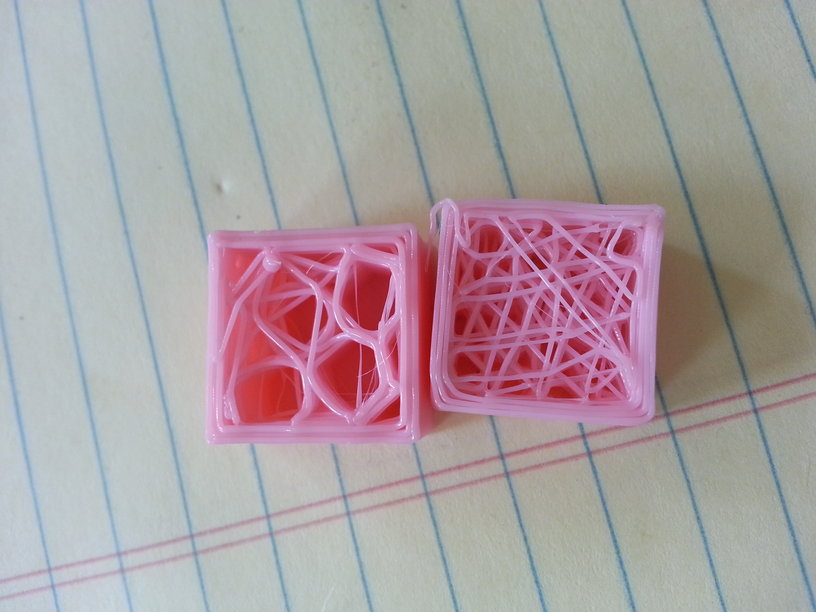
2) I've been printing test cubes and the infill is not sticking together which is causing the inside to be stringy and unstable. 2 examples are attached (one with a 15% infill at 180 and the other with a 25% infill at 175)
Any advice?
I have a prusa i3v printer and I've been printing ABS for about a month now and I decided to switch to PLA. I've been having a few issues and have tried some things to help but I would like input.
1) I have pink PLA and I can get the printer to extrude the PLA but there is some backflow action happening as well (I am using a hexagon head). I have tried lowering the temperature (I am now printing at 175), speeding up and slowing down print speeds. I am using slic3r and I changed the print speed to 25mm/s on perimeter and 35 mm.s on infill. I have also changed the diameter to the average of the filament (2.97 mm) and the extrusion multiplier to .9. However some PLa still leaks out the top of the hotend.
2) I've been printing test cubes and the infill is not sticking together which is causing the inside to be stringy and unstable. 2 examples are attached (one with a 15% infill at 180 and the other with a 25% infill at 175)
Any advice?
{kind=link}
{kind=link}
|
Re: PLA infill is not sticking September 04, 2014 02:52AM |
Registered: 9 years ago Posts: 45 |
About your 1), I guess you have too much pressure in the melting chamber of the hotend, resulting in a backflow, which is normally not allowed by a hot end design, but I'm not really familiar with the one you're using. You got a backflow instead of a classical jamming 
How about going back to a higher temperature in order to fluidize the PLA?
Edited 2 time(s). Last edit at 09/04/2014 02:54AM by thib88.
How about going back to a higher temperature in order to fluidize the PLA?
Edited 2 time(s). Last edit at 09/04/2014 02:54AM by thib88.
|
Re: PLA infill is not sticking September 04, 2014 04:48AM |
Registered: 13 years ago Posts: 1,797 |
some questions that would make this easier to help:
do you have a fan on the extruder cold region of the hot end to keep heat creep to a minimum? (this also reduces glass transition region of pla. when pla become soft it it really hard to push through. a fan keeps the glass transition region smaller and makes it flow easier.) also what happens if infill speed is lowered to 25 as well? if the same issue then the retraction setting would need to be calibrated.have you tried a layer height of 0.2mm? pla spreads thinner than abs, also it does not seem squished down as it normally should. so layer height may also require calibration. if the layers stick ok, but only the infill has issues, then nozzle diameter may need tweaks +/- a few 0.05mm.
Edited 3 time(s). Last edit at 09/04/2014 04:56AM by jamesdanielv.
do you have a fan on the extruder cold region of the hot end to keep heat creep to a minimum? (this also reduces glass transition region of pla. when pla become soft it it really hard to push through. a fan keeps the glass transition region smaller and makes it flow easier.) also what happens if infill speed is lowered to 25 as well? if the same issue then the retraction setting would need to be calibrated.have you tried a layer height of 0.2mm? pla spreads thinner than abs, also it does not seem squished down as it normally should. so layer height may also require calibration. if the layers stick ok, but only the infill has issues, then nozzle diameter may need tweaks +/- a few 0.05mm.
Edited 3 time(s). Last edit at 09/04/2014 04:56AM by jamesdanielv.
|
Re: PLA infill is not sticking September 04, 2014 02:54PM |
Registered: 9 years ago Posts: 6 |
I increased the speed of the infill to 75 mm/s and temperature to 195 so that the PLA might stick more, which did not work for problem #2. However, changing the layer height to .2mm made the infill stick finally! Thanks for the input.
I have a theory that the backflow may be from a z height that is too low, but I'm not positive. The fan comes with a shroud that covers the cold end for the hexagon head. The print looks nice after changing the layer height to .2mm, but there still is backflow.
Edited 1 time(s). Last edit at 09/04/2014 02:57PM by rcleacock.
I have a theory that the backflow may be from a z height that is too low, but I'm not positive. The fan comes with a shroud that covers the cold end for the hexagon head. The print looks nice after changing the layer height to .2mm, but there still is backflow.
Edited 1 time(s). Last edit at 09/04/2014 02:57PM by rcleacock.
|
Re: PLA infill is not sticking September 04, 2014 03:35PM |
Registered: 13 years ago Posts: 1,797 |
i would check your starting z height, that sounds like it could be causing the increase in back pressure. do you have a picture of your hot end and fan setup? if increasing infill speed makes it work better then the pla is probably heating up to the top of the hot end when it does not move thru as quickly. there is also a possible chance that flow rate may still need to be calibrated down.
try turning off retraction and see if infill improves short term. take an image of that as well. we all can help troubleshoot.
your hot end may need more active cooling on the cold region of the hot end itself.
try turning off retraction and see if infill improves short term. take an image of that as well. we all can help troubleshoot.
your hot end may need more active cooling on the cold region of the hot end itself.
|
Re: PLA infill is not sticking September 04, 2014 04:55PM |
Registered: 9 years ago Posts: 6 |
Here is a picture of the fan set up let me know if you need more angles. Also I have attached a picture of the printed cube when the layer height was decreased to .2 mm. The infill worked perfectly but the solid layers did not fill in enough. I tried to decrease the nozzle diameter to fix this, but it did not appear to work.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: PLA infill is not sticking September 04, 2014 07:55PM |
Registered: 13 years ago Posts: 1,797 |
how many top infill layers do you have it set to currently?
and also you can change the thickness of the lines by increasing flow rate for infill in the print settings->infill. change value from 0 to 100% or to 110%
you can also modify bridge flow rate if needed (this is the first layer above a gap. the setting is in the same section.[manual.slic3r.org]
and also you can change the thickness of the lines by increasing flow rate for infill in the print settings->infill. change value from 0 to 100% or to 110%
you can also modify bridge flow rate if needed (this is the first layer above a gap. the setting is in the same section.[manual.slic3r.org]
|
Re: PLA infill is not sticking September 05, 2014 01:32PM |
Registered: 9 years ago Posts: 6 |
Okay I changed the thickness of the lines to 110% for the perimeter solid infill and top infill. That was the only difference between the old print (top) that had a good infill but the spacing was too wide and the bottom print. Any ideas on why that happened?
I also did a separate test where I decreased the extrusion multiplier to .85 and .8, however the backflow seemed to increase instead of decrease. Was i supposed to increase the extrusion multiplier?
Edited 2 time(s). Last edit at 09/05/2014 02:05PM by rcleacock.
I also did a separate test where I decreased the extrusion multiplier to .85 and .8, however the backflow seemed to increase instead of decrease. Was i supposed to increase the extrusion multiplier?
Edited 2 time(s). Last edit at 09/05/2014 02:05PM by rcleacock.
{kind=link}
{kind=link}
|
Re: PLA infill is not sticking September 05, 2014 05:41PM |
Registered: 13 years ago Posts: 1,797 |
this issue is more of a cooling issue and top layers issue. the pla is hot enough when it exists it sags. now that the top layer of pla is closer together it takes longer to cool.
try setting extrusion where it was for that build that has under infill but is otherwise ok, and then reduce nozzle size by 0.05mm, reduce your pla temp by up to 15deg c in 7.5 deg increments (do 2 builds), and increase top layers by 2 up to 7 layers top . it looks like you only have 1 top layer. it wont be perfect this is why it is better for 3-7 top layers. you wont have a better top layer until you have a fan cooling the printed part as it is bridging. now that i know you don't have an active fan to cool the pla, lowering extrusion temp and reducing printing speed may be best option.
another thing can you measure your pla feedstock when it exits the nozzle. there may be die swell witch is ok. can you provide the measurement?
your almost there!
Edited 2 time(s). Last edit at 09/05/2014 05:46PM by jamesdanielv.
try setting extrusion where it was for that build that has under infill but is otherwise ok, and then reduce nozzle size by 0.05mm, reduce your pla temp by up to 15deg c in 7.5 deg increments (do 2 builds), and increase top layers by 2 up to 7 layers top . it looks like you only have 1 top layer. it wont be perfect this is why it is better for 3-7 top layers. you wont have a better top layer until you have a fan cooling the printed part as it is bridging. now that i know you don't have an active fan to cool the pla, lowering extrusion temp and reducing printing speed may be best option.
another thing can you measure your pla feedstock when it exits the nozzle. there may be die swell witch is ok. can you provide the measurement?
your almost there!
Edited 2 time(s). Last edit at 09/05/2014 05:46PM by jamesdanielv.
Sorry, only registered users may post in this forum.