Hotend issues while extruding PLA
Posted by fff_jpl
|
Hotend issues while extruding PLA April 22, 2015 01:46PM |
Registered: 9 years ago Posts: 2 |
Hope to get some input on printing issue (similar, I think, to that reported here: [forums.reprap.org] ; without clear solution...)
Big problems getting repeatable success with PLA printing on my Mendel RepRap. Can print ABS + HIPS with excellent results, and great repeatability. With PLA, some runs print fine and others fail mid-print due to filament-extrusion issues. None seem to fail at the beginning of print, so it's not an issue with adhesion to bed, or initial gap between hotend and bed. Also, upon failure, hobbed-bolt chews gouge into filament, so culprit is likely in hotend section, not extruder / motor / gear / bolt section.
In all cases, I'm printing same GCode (sliced from ~1in "wedding cake" calibration STL supplied by "Make:" printer shootout), with same hardware, same US-made PLA filament, and same hotend/bed settings. Hardware is fairly beefy: all metal hotend and direct-drive (non- Bowden) extruder, with all-metal gears. Temp control of hotend, after manual PID loop tuning, is good to accuracy of thermistor (1%). Print-speed settings are all well under standard defaults of slicer (say, ~40mm/sec). Filament spool is mounted on bearings to prevent binding as it is fed into extruder (and not, no problem with this for ABS / HIPS).
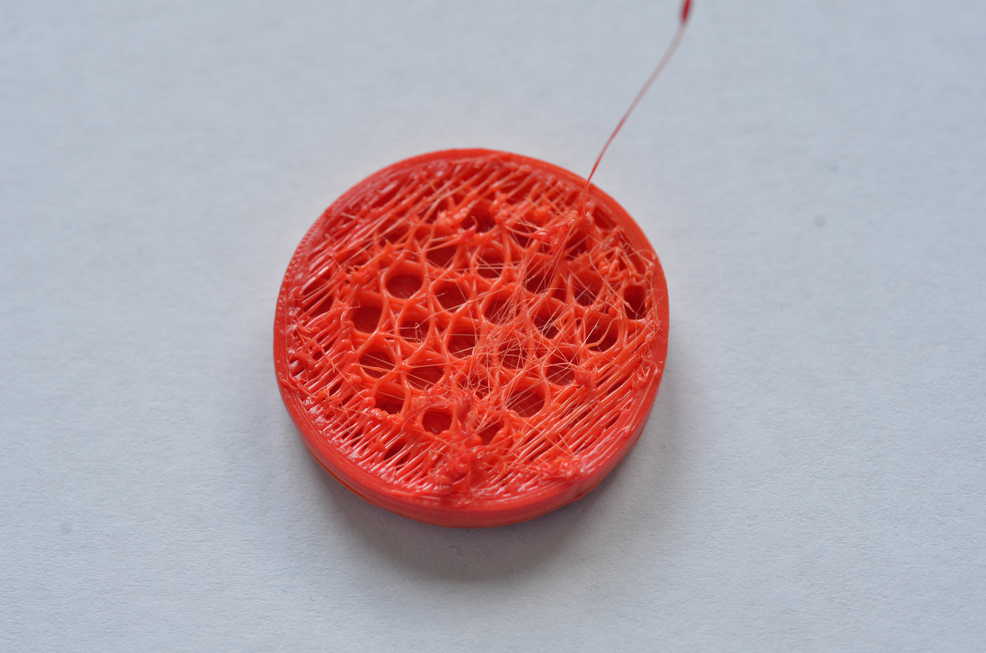
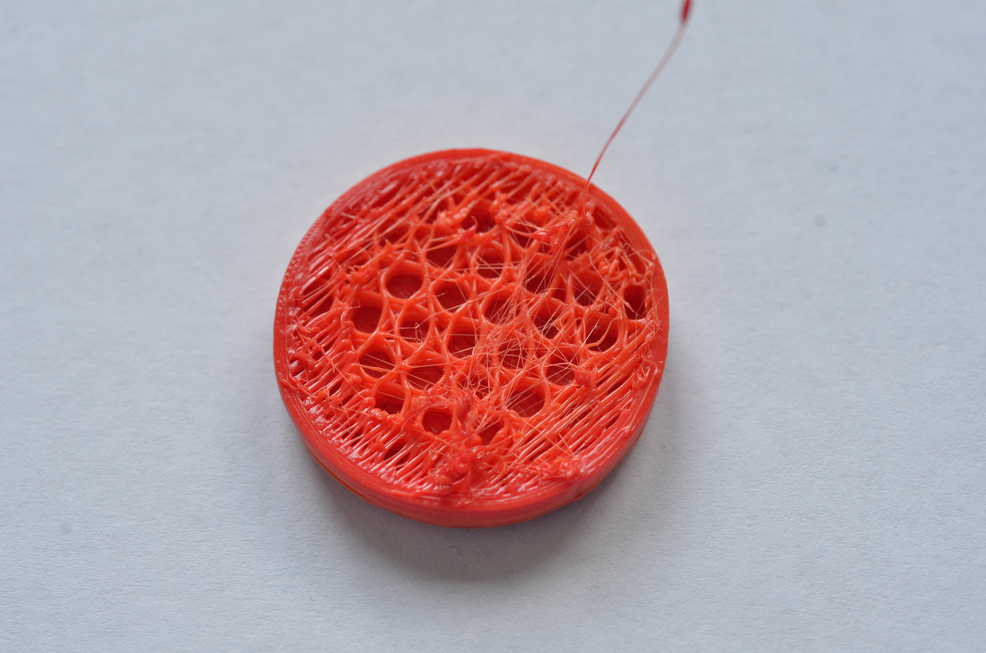
Please see attached pics, showing successful print, and various different failed prints. Also, see picture of tip of PLA filament, pulled out of hotend after failed print.
Some initial thoughts (and attempts to minimize such issues):
(1) Extruding PLA filament while hotend is not hot enough, resulting in eventual back-pressure up thermal break and forcing jam... To prevent this, I systematically tried successive prints with higher temperatures until prints started working (some / most of time). Right now, I'm at 225C hotend, and I still get many failed prints (but not nearly as many as when extruding at 195C or 205C or 215C). Given filament supplier's recommendation to extrude their PLA at ~210C, haven't wanted to go higher than 225C, without first getting input here. My all-metal hotend could easily go higher.
(2) Heat-/thermal-break could be getting too hot... However, I have a dedicated fan (with high CFM air-flow) blowing directly over the heat-break's fins, and set it to run 100% of the time during prints, so I'd be a bit surprised if that were the cause.
(3) Filament might have adsorbed too much water due to hygroscopic nature of PLA. My environment is reasonably dry, but I have dessicants on order to counter this (have *not* yet received them, so, for now, it is relatively uncontrolled). However, I have tried other brand-new PLA filaments (not shown in pics) right out of properly sealed shipping bag from filament supplier, and seen similar issues. That would suggest it's not really a moisture issue.
(4) Filament might not have specified diameter (or ovality) as nominally expected (1.75mm). To handle, averaged multiple filament measurements with calipers (got 1.78mm with slightly greater than expected deviation, but still within tolerance); used as input to slicer to ensure proper metering of extruded plastic.
Thoughts / ideas / input much appreciated...
Big problems getting repeatable success with PLA printing on my Mendel RepRap. Can print ABS + HIPS with excellent results, and great repeatability. With PLA, some runs print fine and others fail mid-print due to filament-extrusion issues. None seem to fail at the beginning of print, so it's not an issue with adhesion to bed, or initial gap between hotend and bed. Also, upon failure, hobbed-bolt chews gouge into filament, so culprit is likely in hotend section, not extruder / motor / gear / bolt section.
In all cases, I'm printing same GCode (sliced from ~1in "wedding cake" calibration STL supplied by "Make:" printer shootout), with same hardware, same US-made PLA filament, and same hotend/bed settings. Hardware is fairly beefy: all metal hotend and direct-drive (non- Bowden) extruder, with all-metal gears. Temp control of hotend, after manual PID loop tuning, is good to accuracy of thermistor (1%). Print-speed settings are all well under standard defaults of slicer (say, ~40mm/sec). Filament spool is mounted on bearings to prevent binding as it is fed into extruder (and not, no problem with this for ABS / HIPS).
Please see attached pics, showing successful print, and various different failed prints. Also, see picture of tip of PLA filament, pulled out of hotend after failed print.
Some initial thoughts (and attempts to minimize such issues):
(1) Extruding PLA filament while hotend is not hot enough, resulting in eventual back-pressure up thermal break and forcing jam... To prevent this, I systematically tried successive prints with higher temperatures until prints started working (some / most of time). Right now, I'm at 225C hotend, and I still get many failed prints (but not nearly as many as when extruding at 195C or 205C or 215C). Given filament supplier's recommendation to extrude their PLA at ~210C, haven't wanted to go higher than 225C, without first getting input here. My all-metal hotend could easily go higher.
(2) Heat-/thermal-break could be getting too hot... However, I have a dedicated fan (with high CFM air-flow) blowing directly over the heat-break's fins, and set it to run 100% of the time during prints, so I'd be a bit surprised if that were the cause.
(3) Filament might have adsorbed too much water due to hygroscopic nature of PLA. My environment is reasonably dry, but I have dessicants on order to counter this (have *not* yet received them, so, for now, it is relatively uncontrolled). However, I have tried other brand-new PLA filaments (not shown in pics) right out of properly sealed shipping bag from filament supplier, and seen similar issues. That would suggest it's not really a moisture issue.
(4) Filament might not have specified diameter (or ovality) as nominally expected (1.75mm). To handle, averaged multiple filament measurements with calipers (got 1.78mm with slightly greater than expected deviation, but still within tolerance); used as input to slicer to ensure proper metering of extruded plastic.
Thoughts / ideas / input much appreciated...
Attachments:
open | download - GoodPrint1.jpg (29.9 KB)
open | download - FilamentAfterJam.jpg (20.6 KB)
open | download - FailedPrint1.jpg (36.6 KB)
open | download - FailedPrint2.jpg (32.5 KB)
open | download - FailedPrint3.jpg (27.4 KB)
open | download - FailedPrint4.jpg (19.3 KB)
open | download - FailedPrint5.jpg (25.6 KB)
open | download - GoodPrint1.jpg (29.9 KB)
{kind=link}
{kind=link}
open | download - FilamentAfterJam.jpg (20.6 KB)
{kind=link}
{kind=link}
open | download - FailedPrint1.jpg (36.6 KB)
{kind=link}
{kind=link}
open | download - FailedPrint2.jpg (32.5 KB)
{kind=link}
{kind=link}
open | download - FailedPrint3.jpg (27.4 KB)
{kind=link}
{kind=link}
open | download - FailedPrint4.jpg (19.3 KB)
{kind=link}
{kind=link}
open | download - FailedPrint5.jpg (25.6 KB)
{kind=link}
{kind=link}
|
Re: Hotend issues while extruding PLA April 22, 2015 01:52PM |
Registered: 9 years ago Posts: 977 |
This is the classic case where heat slowly creeps up the heatbreak and midprint, the PLA filament expands and jams the hotend. Very annoying (from experience).
The solution is also well known and basically consists in using a heatbreak with a PTFE (Teflon) liner going down all the way to the nozzle. These are available for less than $1 per piece, I usually buy them in packs of 5.
The solution is also well known and basically consists in using a heatbreak with a PTFE (Teflon) liner going down all the way to the nozzle. These are available for less than $1 per piece, I usually buy them in packs of 5.
|
Re: Hotend issues while extruding PLA April 22, 2015 02:53PM |
Registered: 9 years ago Posts: 2 |
Hi Andrew --- Really appreciate your quick response! So, it seems like culprit might be what I said in Issue #2 above? Good to know. However, my (all-metal) hotend doesn't have room for PTFE tubing to be inserted down the heat-break. Any other suggestions? Any chance it might be another issue, or is this almost always the problem giving what I see? Thanks!
|
Re: Hotend issues while extruding PLA April 22, 2015 03:04PM |
Registered: 9 years ago Posts: 977 |
Indeed some people re-drill the heatbreak to a larger bore and insert a short piece of PTFE tube liner.
Another solution that only works sporadically is to lubricate the stainless steel heatbreak with cooking oil (!) and then heat the hotend to 220C to try to coat the inside of the heatbreak with something that will not adhere to the molten PLA.
Etc... I guess you get the gist of it.
Another solution that only works sporadically is to lubricate the stainless steel heatbreak with cooking oil (!) and then heat the hotend to 220C to try to coat the inside of the heatbreak with something that will not adhere to the molten PLA.
Etc... I guess you get the gist of it.
|
Re: Hotend issues while extruding PLA April 22, 2015 05:24PM |
Registered: 9 years ago Posts: 569 |
What kind of hotend do you have? Is it authenticate or a clone that might have less restrictive quality controls.
Perhaps you should try a temperature calibration test for your printer. 225 seems excessive for PLA and might be the source of your heat creep, though every printer is going to be different. I found RepRap Neo's YouTube video on the subject to be very helpful. Once you have a good temperature dialed in, the canola oil tip might provide better results.
If you are worried about moisture in the filament, I have heard putting it in the oven set to 50 degrees C works well, though I would do a little more research on settings and timing before trying it out.
Perhaps you should try a temperature calibration test for your printer. 225 seems excessive for PLA and might be the source of your heat creep, though every printer is going to be different. I found RepRap Neo's YouTube video on the subject to be very helpful. Once you have a good temperature dialed in, the canola oil tip might provide better results.
If you are worried about moisture in the filament, I have heard putting it in the oven set to 50 degrees C works well, though I would do a little more research on settings and timing before trying it out.
Sorry, only registered users may post in this forum.