Calibration issue with Delta printer
Posted by Nate523
|
Re: Calibration issue with Delta printer April 02, 2016 05:10PM |
Registered: 8 years ago Posts: 89 |
Thanks again guys. Currently I am double checking all the components. I took off the top frame, checked my towers, placed it back on, loosened then tightened the nuts. The towers seem parallel using a large ruler, but I want to check once I get my large calipers to see if they actually are. Using the ruler though it seemd pretty spot on.
I used a Square, and there is definitely a little bit of twist, I'm now waiting for some parts to make a setup like nebbian to adjust the twist a bit because seems like the whole thing is twisted clockwise by a half a millimeter or so.
I also double checked my diagonal rods, there were two that seemed longer than the others, so I took apart them and put them back together so that they are equal to each other in length. They are cheap China brand though, I should invest in some better quality at some point if all this doesn't help out. Once I get the twist fixed I will try to calibrate the printer again and see if it helps out!
I used a Square, and there is definitely a little bit of twist, I'm now waiting for some parts to make a setup like nebbian to adjust the twist a bit because seems like the whole thing is twisted clockwise by a half a millimeter or so.
I also double checked my diagonal rods, there were two that seemed longer than the others, so I took apart them and put them back together so that they are equal to each other in length. They are cheap China brand though, I should invest in some better quality at some point if all this doesn't help out. Once I get the twist fixed I will try to calibrate the printer again and see if it helps out!
|
Re: Calibration issue with Delta printer April 03, 2016 09:03AM |
Registered: 8 years ago Posts: 916 |

|
Re: Calibration issue with Delta printer April 03, 2016 11:56PM |
Registered: 8 years ago Posts: 89 |
Allright, so one step closer to getting things setup, but I ran into something that is bothering me. The "What does this doe?" about tower angles. I get that they must be accurate, but what exactly is concept behind it. I was messing with my printer today, and realized that when I adjust the y axis manually, it wasn't going directly towards the z axis tower like I'm supposing it should, instead it would cross the axis at an angle? I adjusted both the x and y towers until it went straight towards the z tower and back in a straight line. I'm just curious, that is what the angles are doing correct? making sure that it knows exactly where the towers are and such? I'm assuming the twist that I am going to fix here with some hardware soon also would affect how the extruder travels, and would cause it to not go straight up and down the y axis if there was twist. Just a curious thought ultimately I am going to use d42's calibration page again now that I know what direction of error I am supposed to use, but I was curious on the basic information on how the angles effect calibration?
|
Re: Calibration issue with Delta printer April 06, 2016 01:16AM |
Registered: 8 years ago Posts: 89 |
Update!
Well guys thank you so much for your help, I took the following steps:
1. Gutted all electrical components, leaving only the frame.
2. Loosened all fastener bolts, and then refastened making sure to measure out the triangle shape and that the towers were parallel as I was tightening stuff up. Took about twice to do so properly. Got a pair of jumbo 24 in calipers that are supposedly within 0.05mm, but with any calipers, not really... but I feel pretty confident that the towers are pretty close to within 0.05 to 0.1 mm off now, much better than the .2 off they were when I first checked.
3. Installed turnbuckles and wires on two faces suggested by nebbian to adjust for the twist. I could visibly see that my frame was twisted clockwise by a significant amount. I used a L-Square from home depot, the 13 dollar one instead of the 3 dollar one, and adjusted accordingly until I got the inner corners to be straight. Strangely, I couldnt get the front to be straight, seemed like nothing was changing them, but I felt like if the inner corners are straight, maybe the extrusions themselves are not perfect? I dunno kinda weird. It took out the twist visually it seemed, so I figured it was a step in the right direction.
4. Reinstalled all electronics, this included adding a few fans underneath, which I realized I wasn't having stepper motors overheat, they were cross talking with the endstops, so somewhere on a long print, it would randomly go out of wack. If you guys have any suggestions on how to keep them from cross talking great, but I turned that option off in the firmware.
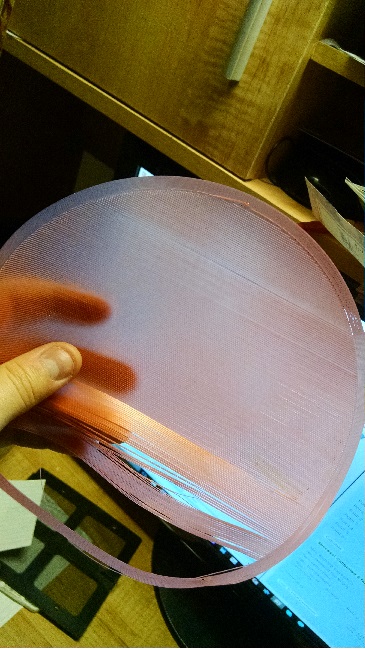
5. Once everything was battened down, I ran D42's calibration, just went ahead and started with the 6 factor. after the second iteration, was seeing awesome improvments. I did a test print after about 4 iterations, but as it didn't come out quite perfect, rechecked the numbers and I had forgotten to change one of the angles. Did 2 more iterations really trying to get the nozzle at the same distance each time I checked its height. So roughly after about 6-8 iterations, I checked a dry run of a 100mm diameter circle, at 0.15mm layer height, and it looked awesome. Actually running the new print right now and there is obviously still some difference in height, but way better than the .2mm off I was getting at the start of all this.
Two attached pictures, one of my rig, and another of the bad test print I did showing that the height was wrong because I messed up the angle.
Once again thanks a lot guys, would've taken me forever to figure out how to get this 3d printer to level out properly. Errors now I looking more like imperfections in the craft mirror that I am using as a build plate, and also the fact that I am not using a 3 screw orientation of the bed, it has multiple screws, so they might not all be perfectly fastening the bed. And kudos on that calibration calculator D42, it works very well when you put the right darn numbers in it!
-Nate
Well guys thank you so much for your help, I took the following steps:
1. Gutted all electrical components, leaving only the frame.
2. Loosened all fastener bolts, and then refastened making sure to measure out the triangle shape and that the towers were parallel as I was tightening stuff up. Took about twice to do so properly. Got a pair of jumbo 24 in calipers that are supposedly within 0.05mm, but with any calipers, not really... but I feel pretty confident that the towers are pretty close to within 0.05 to 0.1 mm off now, much better than the .2 off they were when I first checked.
3. Installed turnbuckles and wires on two faces suggested by nebbian to adjust for the twist. I could visibly see that my frame was twisted clockwise by a significant amount. I used a L-Square from home depot, the 13 dollar one instead of the 3 dollar one, and adjusted accordingly until I got the inner corners to be straight. Strangely, I couldnt get the front to be straight, seemed like nothing was changing them, but I felt like if the inner corners are straight, maybe the extrusions themselves are not perfect? I dunno kinda weird. It took out the twist visually it seemed, so I figured it was a step in the right direction.
4. Reinstalled all electronics, this included adding a few fans underneath, which I realized I wasn't having stepper motors overheat, they were cross talking with the endstops, so somewhere on a long print, it would randomly go out of wack. If you guys have any suggestions on how to keep them from cross talking great, but I turned that option off in the firmware.
5. Once everything was battened down, I ran D42's calibration, just went ahead and started with the 6 factor. after the second iteration, was seeing awesome improvments. I did a test print after about 4 iterations, but as it didn't come out quite perfect, rechecked the numbers and I had forgotten to change one of the angles. Did 2 more iterations really trying to get the nozzle at the same distance each time I checked its height. So roughly after about 6-8 iterations, I checked a dry run of a 100mm diameter circle, at 0.15mm layer height, and it looked awesome. Actually running the new print right now and there is obviously still some difference in height, but way better than the .2mm off I was getting at the start of all this.
Two attached pictures, one of my rig, and another of the bad test print I did showing that the height was wrong because I messed up the angle.
Once again thanks a lot guys, would've taken me forever to figure out how to get this 3d printer to level out properly. Errors now I looking more like imperfections in the craft mirror that I am using as a build plate, and also the fact that I am not using a 3 screw orientation of the bed, it has multiple screws, so they might not all be perfectly fastening the bed. And kudos on that calibration calculator D42, it works very well when you put the right darn numbers in it!
-Nate
|
Re: Calibration issue with Delta printer April 06, 2016 04:45AM |
Registered: 8 years ago Posts: 916 |
Good stuff Nate, I'm glad you're getting better results now. It can be very frustrating when you can't figure out what's wrong. Deltas are cantankerous, fussy animals.
The test print looks like you're really on the right track with your calibration. Good luck with finalising your setup. I think you'll be printing decent parts very soon.
The test print looks like you're really on the right track with your calibration. Good luck with finalising your setup. I think you'll be printing decent parts very soon.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.