Printing large mendel pieces in ABS without warping
Posted by brnrd
|
Printing large mendel pieces in ABS without warping April 11, 2011 11:18AM |
Registered: 13 years ago Posts: 1,780 |
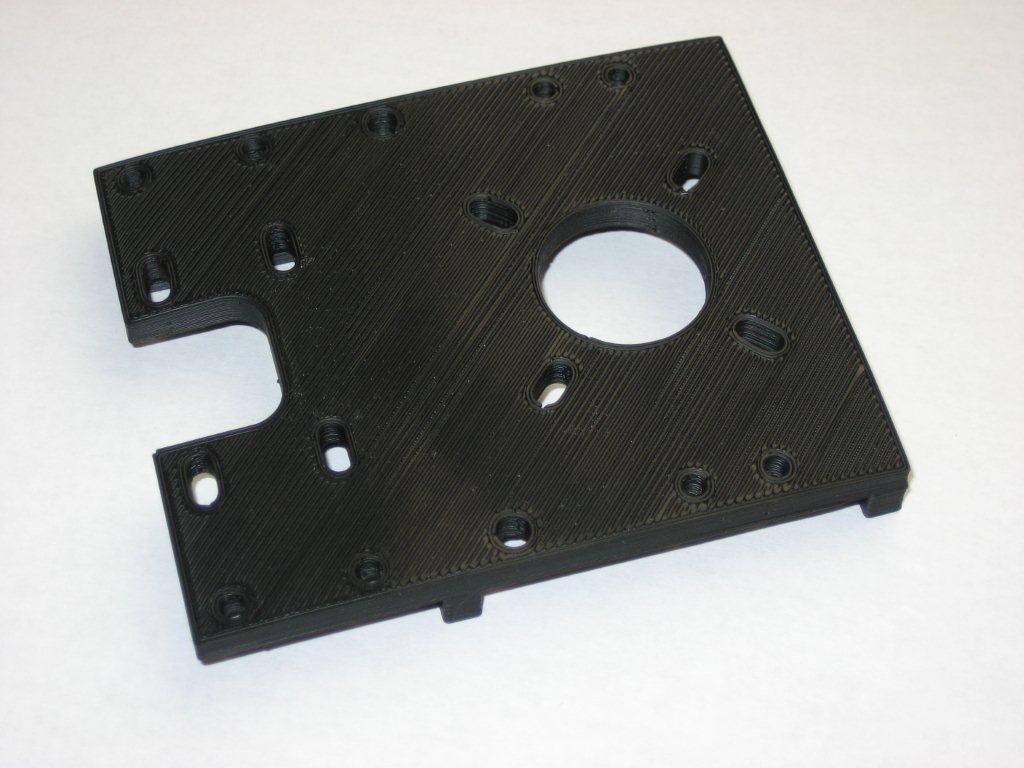
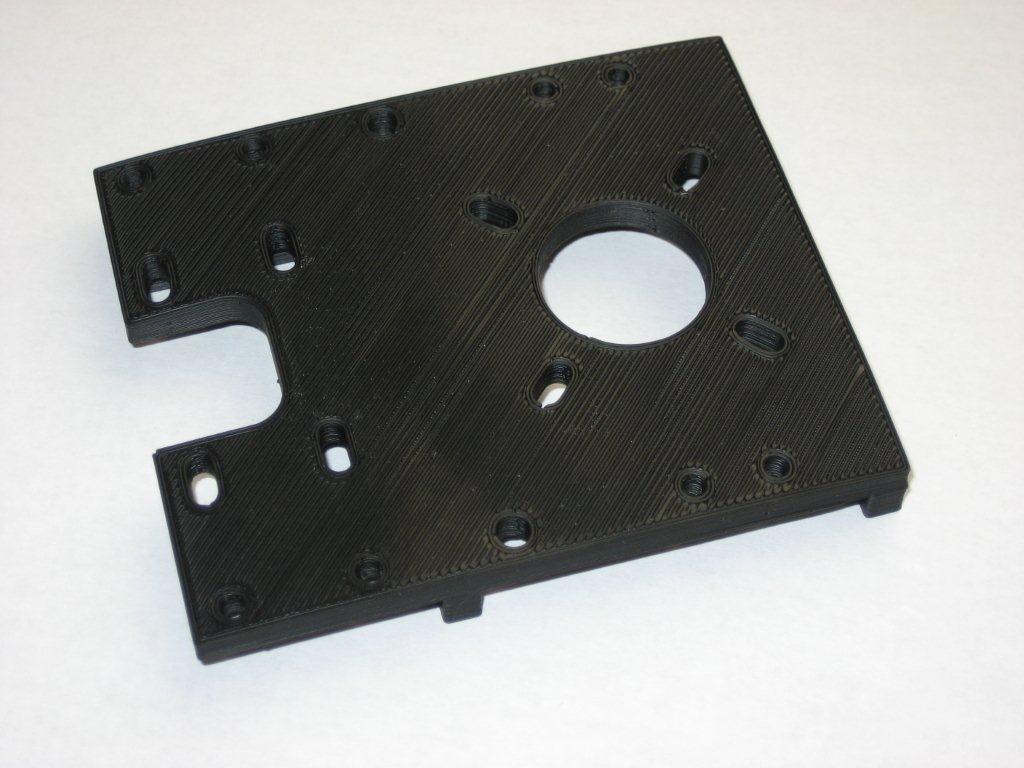
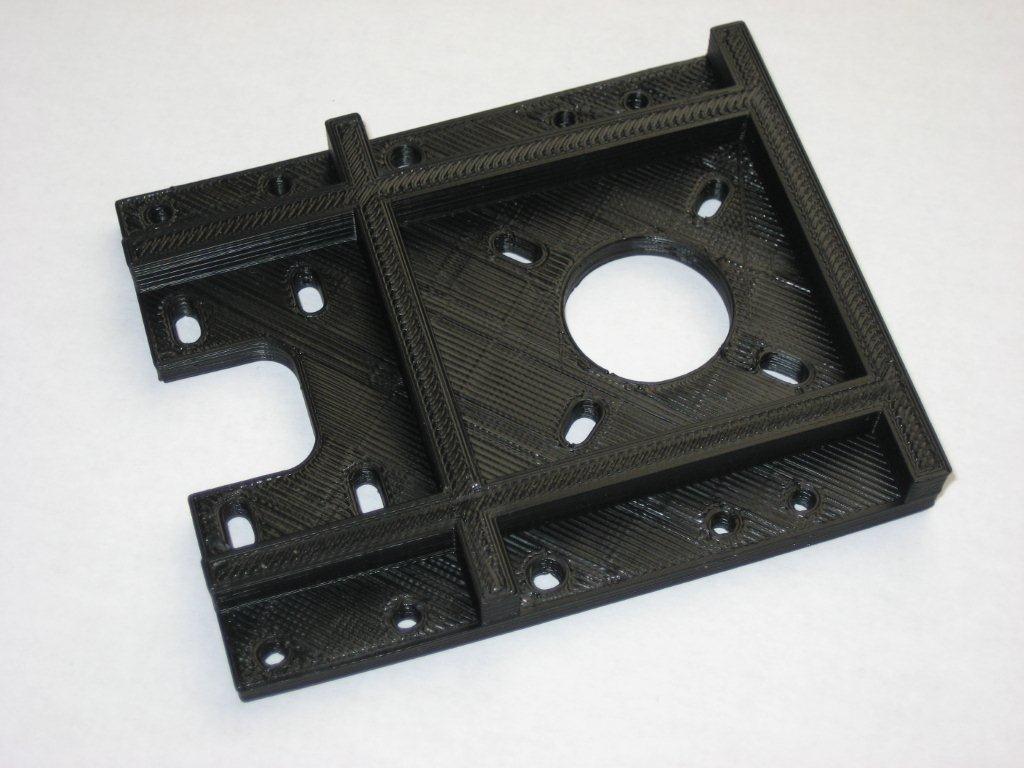
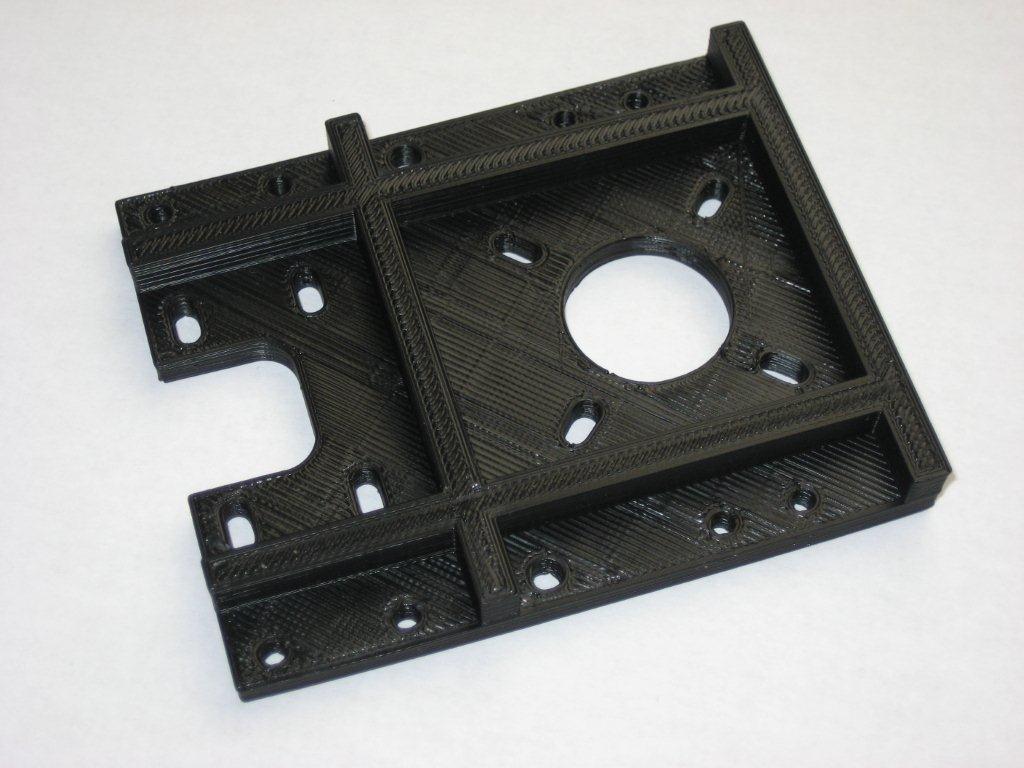
How are people able to print large Mendel pieces in ABS without warping? I just printed the gears in Adrian's extruder on kapton over aluminum at 100-115C and it came out great (picture in another post). But when I tried to print the alternate x-motor bracket (mount), the corners came out warp. It's only a little larger than the driven gear but I know that warping is worse on corners. Does everyone else printing these in ABS have a heated chamber like Nophead? Or is my bed temperature too low?
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 11:57AM |
Registered: 13 years ago Posts: 384 |
The temperature seems fine. How did you measure the temperature of your heated bed? You bed may have some cooler spots...
reprapworld.com
PLA, ABS, PETG multiple colors (3 and 1.75 mm) €16,49 / kg
Megatronics 3.0 €79.99 / Minitronics €37,19
reprapworld.com
PLA, ABS, PETG multiple colors (3 and 1.75 mm) €16,49 / kg
Megatronics 3.0 €79.99 / Minitronics €37,19
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 01:34PM |
Registered: 13 years ago Posts: 1,780 |
I gave a wide range since I don't have an accurate measure of the surface temperature. I have an aluminum plate (between 3-4 mm) with kapton tape on top of the Prusa Heatbed PCB with a thermistor taped with kapton under the PCB (circuit board side) and then insulation. I set the bed temperature to 120 in the firmware under bang-bang control. I've measure with an IR gun in the past around 110-115 C but I don't know how much to trust it because the bed is reflective. According to the IR gun, the bed seem to have cool spots but they are further out towards the sides and corners. I had the part centered in the bed (Multiply option in Skeinforge). I've printed wider parts that didn't warp (110x90mmx15mm) but they were not solid.
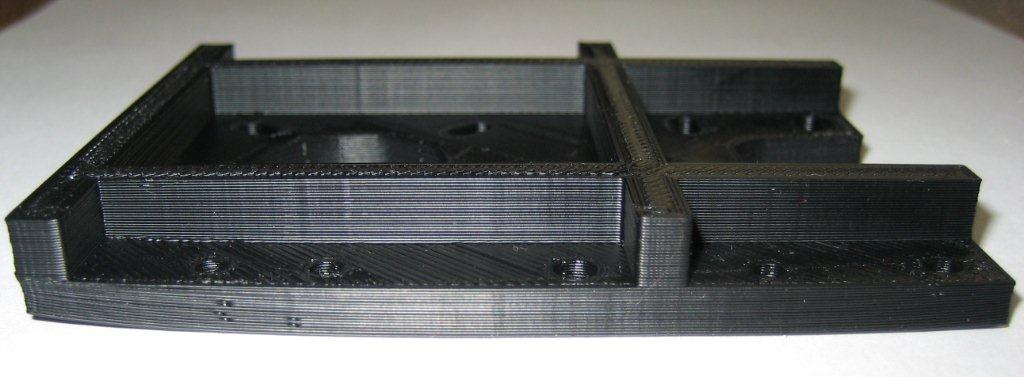
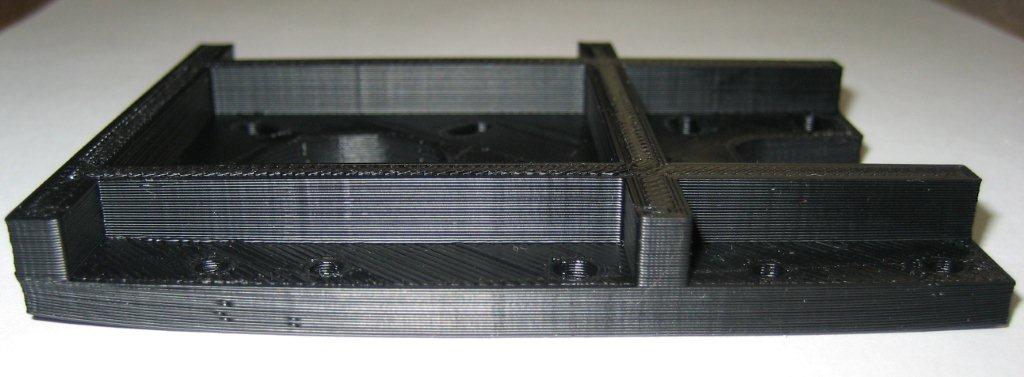
Looking at the warped part, the bottom layer is not filled as well as the top. The top looks better but I can still see through to the next layer in some places. I wonder if I need decrease my filament packing density parameter. (I'll attach pictures soon)
Edited 1 time(s). Last edit at 04/11/2011 02:17PM by brnrd.
Looking at the warped part, the bottom layer is not filled as well as the top. The top looks better but I can still see through to the next layer in some places. I wonder if I need decrease my filament packing density parameter. (I'll attach pictures soon)
Edited 1 time(s). Last edit at 04/11/2011 02:17PM by brnrd.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 02:24PM |
Registered: 13 years ago Posts: 1,797 |
I think that many people are using the rafting, also skeinforge 40 has skirts or so I've been told to keep parts from cooling too quick. skirts basically wall around the object when there are corners. there is steep learning going into the latest skein versions, so below is the way to modify your stl to print.
It is a lot less painful to print something without a raft, so I created a few wall objects about 10mm high and 1-2mm x 15mm wide in openscad, exported as stl, then use heekscad, to load the stl. I call these walls jackets.
heekscad allows you to import several stl files together.
I wanted to add the jackets in, then imported the wall, rotated it and placed it 1mm away from main object. you want to wall in and enclose all outside angels. it worked for me OK. here is an example of that very part you are having issues with. [www.thingiverse.com] with pictures of printed parts.
another thing, i keep my heated bed at 150deg for the entire build.
heekscad download [code.google.com]
It is a lot less painful to print something without a raft, so I created a few wall objects about 10mm high and 1-2mm x 15mm wide in openscad, exported as stl, then use heekscad, to load the stl. I call these walls jackets.
heekscad allows you to import several stl files together.
I wanted to add the jackets in, then imported the wall, rotated it and placed it 1mm away from main object. you want to wall in and enclose all outside angels. it worked for me OK. here is an example of that very part you are having issues with. [www.thingiverse.com] with pictures of printed parts.
another thing, i keep my heated bed at 150deg for the entire build.
heekscad download [code.google.com]
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 02:40PM |
Admin Registered: 17 years ago Posts: 7,879 |
I can print that part without a chamber but I only use 25% honeycomb infill. I don't know if I could do it 100% solid.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 02:40PM |
Registered: 13 years ago Posts: 1,780 |
Thanks!
I tried to use the skirt feature once for that purpose and it just made a mess of my print. The problem is as the skirt got higher, it started to warp too and and it eventually came off the bed. It might be better if there was an option to make it thicker instead of only being one filament wide.
Adding walls around the corners is better. I guess I can do that too. But I was hoping to learn other tricks. Perhaps PET does better than kapton. Does ABS stick to PET better than to kapton? I think I need to proceed with building a chamber. My plan is to make one with removable sides and top since I found that I'm always having to access something from different directions.
I tried to use the skirt feature once for that purpose and it just made a mess of my print. The problem is as the skirt got higher, it started to warp too and and it eventually came off the bed. It might be better if there was an option to make it thicker instead of only being one filament wide.
Adding walls around the corners is better. I guess I can do that too. But I was hoping to learn other tricks. Perhaps PET does better than kapton. Does ABS stick to PET better than to kapton? I think I need to proceed with building a chamber. My plan is to make one with removable sides and top since I found that I'm always having to access something from different directions.
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 02:44PM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 03:28PM |
Admin Registered: 17 years ago Posts: 7,879 |
I would say ABS sticks to Kapton better than PET when new. When I used Kapton I needed a removable plate held down with magnets so that I could flex it to release the object. With PET I can break it off when it has cooled, so now I can go back to a solid bed.
I did find Kapton lost its grip with repeated use quicker than PET but I never tried cleaning it with acetone to restore it.
[www.hydraraptor.blogspot.com]
I did find Kapton lost its grip with repeated use quicker than PET but I never tried cleaning it with acetone to restore it.
[www.hydraraptor.blogspot.com]
|
Re: Printing large mendel pieces in ABS without warping April 11, 2011 11:57PM |
Registered: 13 years ago Posts: 50 |
Maybe not a great help, but i also found that some corners still lifted when i was printing ABS on kapton. The ABS just didn't stick well enough to the kapton. My printbed: my heated bed is below 125C.
I found that i can make the ABS stick to the Kapton very very well by "degreasing" the kapton with a propane torch. Kapton is in theory a fire-hazard so be careful! I found that it is not so much the heating of the torch but more the degreasing effect that makes the ABS stick much better to the kapton and prevent warping.
I print absolutely free of raft, skirts etc and 100% flat all the time. So just keep trying new methods and you'll find one that works for you!
Good luck,
Frank
I found that i can make the ABS stick to the Kapton very very well by "degreasing" the kapton with a propane torch. Kapton is in theory a fire-hazard so be careful! I found that it is not so much the heating of the torch but more the degreasing effect that makes the ABS stick much better to the kapton and prevent warping.
I print absolutely free of raft, skirts etc and 100% flat all the time. So just keep trying new methods and you'll find one that works for you!
Good luck,
Frank
|
Re: Printing large mendel pieces in ABS without warping July 08, 2013 08:03PM |
Registered: 11 years ago Posts: 126 |
My first printer so far (a Prusa i3) uses a 4mm thick glass mirror for the heated bed surface. Bare glass, cleaned with a solvent and kept heated at 70-80°C, can work pretty well with PLA, but ABS will pull right off. With both materials you'll get more reliable adherence with kapton, PET, or blue tape on the bed.
I got frustrated with bare glass because it's too unreliable, so for a while I went with acetone-cleaned kapton and got great results. But after a while the plastic stops sticking well to the kapton and you have to replace it. As I'd need to replace tape anyway, for a while I went with blue tape cleaned with acetone (to remove some of the wax), and sometimes brushed with ABS dissolved in acetone (ABS juice). The problem with treated blue tape is sometimes the ABS contraction is so strong it pulls the tape up right off the glass. Also ABS will sometimes stick too well to the treated blue tape, leaving blue paper stuck to the bottom of the object. Of course these aren't problems with PET or Kapton.
Lately I've been trying bare glass again to print some middle-sized Mendel parts, this time covering the surface with ABS juice, just pouring it onto the cold surface then heating it up till it hardens. My last two prints came out very well. I kept the bed at 90°C and the nozzle at 220°C, which is good for this batch of white ABS. (At too-high temperatures this ABS seems to get "puffy" and leaves ridges.) Of course I also used a large Brim. I've only used the Raft option a couple of times, but I hear it improves results with larger objects.
I have a piece of acrylic I want to try printing on. Supposedly you can print ABS onto cold acrylic, but I need to experiment with this before I'll believe it. My general understanding about ABS is that it's better for it to stay warm throughout the print and only cool off at the end, because uneven shrinkage pulls the print off the bed and causes layers to separate and crack. But apparently if the ABS is printed onto a cold surface each layer cools off more quickly (similar to printing PLA with a fan), shrinking at the same time, and so there is never a huge cumulative shrinkage of several layers pulling upwards together.
Personally I'd like to see a time-lapse of some ABS prints in differing conditions, heated bed, acrylic bed, with heat lamps, with an enclosed warm build area, etc., because it's hard to picture the dynamics and how they might be tuned just from a pile of end results.
Edited 2 time(s). Last edit at 07/08/2013 08:12PM by Thinkyhead.
I got frustrated with bare glass because it's too unreliable, so for a while I went with acetone-cleaned kapton and got great results. But after a while the plastic stops sticking well to the kapton and you have to replace it. As I'd need to replace tape anyway, for a while I went with blue tape cleaned with acetone (to remove some of the wax), and sometimes brushed with ABS dissolved in acetone (ABS juice). The problem with treated blue tape is sometimes the ABS contraction is so strong it pulls the tape up right off the glass. Also ABS will sometimes stick too well to the treated blue tape, leaving blue paper stuck to the bottom of the object. Of course these aren't problems with PET or Kapton.
Lately I've been trying bare glass again to print some middle-sized Mendel parts, this time covering the surface with ABS juice, just pouring it onto the cold surface then heating it up till it hardens. My last two prints came out very well. I kept the bed at 90°C and the nozzle at 220°C, which is good for this batch of white ABS. (At too-high temperatures this ABS seems to get "puffy" and leaves ridges.) Of course I also used a large Brim. I've only used the Raft option a couple of times, but I hear it improves results with larger objects.
I have a piece of acrylic I want to try printing on. Supposedly you can print ABS onto cold acrylic, but I need to experiment with this before I'll believe it. My general understanding about ABS is that it's better for it to stay warm throughout the print and only cool off at the end, because uneven shrinkage pulls the print off the bed and causes layers to separate and crack. But apparently if the ABS is printed onto a cold surface each layer cools off more quickly (similar to printing PLA with a fan), shrinking at the same time, and so there is never a huge cumulative shrinkage of several layers pulling upwards together.
Personally I'd like to see a time-lapse of some ABS prints in differing conditions, heated bed, acrylic bed, with heat lamps, with an enclosed warm build area, etc., because it's hard to picture the dynamics and how they might be tuned just from a pile of end results.
Edited 2 time(s). Last edit at 07/08/2013 08:12PM by Thinkyhead.
|
Re: Printing large mendel pieces in ABS without warping July 08, 2013 08:34PM |
Registered: 11 years ago Posts: 126 |
Just saw this, haha! [www.thingiverse.com]
Sorry, only registered users may post in this forum.