La bigone
Posted by Mourakami
|
Re: La bigone January 28, 2015 02:47PM |
Registered: 11 years ago Posts: 780 |
salut tous,
pourqu'oi allez au ciné ,ici on a tout le scénario écrit ,photos,avec son suspense
ça deviens alletant ,encore ,encore et c'est pareil pour d'autres penseurs/monteuurs sur ce forum ,respect .
kourou
pourqu'oi allez au ciné ,ici on a tout le scénario écrit ,photos,avec son suspense
ça deviens alletant ,encore ,encore et c'est pareil pour d'autres penseurs/monteuurs sur ce forum ,respect .
kourou
|
Re: La bigone January 28, 2015 05:36PM |
Registered: 9 years ago Posts: 252 |
Quote
kourou
salut tous,
pourqu'oi allez au ciné ,ici on a tout le scénario écrit ,photos,avec son suspense
ça deviens alletant ,encore ,encore et c'est pareil pour d'autres penseurs/monteuurs sur ce forum ,respect .
Merci,
Je viens de rentrer et pour l'extrudeur qui marche pas, je viens de percuter, il y a une protection lorsque la tête est froide (pas la mienne, celle de l'imprimante ;o) ) Bon ça c'est normalement réglé.
Cet après midi entre deux réunions je me suis penché sur le LCD. Le marlin est configuré, normalement la aussi ça devrait marcher.
Reste ce lit chauffant qui ne s'arrête pas de chauffer. Et là, j'ai rien trouvé dans le firmware qui pourrait expliquer ce comportement. J'ai un peu peur que ça soit hardware.
Je vais débrancher le lit pour régler le reste et après j'irai à la recherche de ce problème.
Faut que je trouve s'il y a une commande qui permet d'annuler la protection de l'extrudeur pour faire les tests et calibrer le débit du fil. J'ai profité de mon exploration dans le marlin cet après midi pour renseigner les déplacements par pas.
Bon allez je m'y mets.
A+
Mourakami
Edited 1 time(s). Last edit at 01/28/2015 05:37PM by Mourakami.
|
Re: La bigone January 28, 2015 06:13PM |
Registered: 10 years ago Posts: 697 |
M302 > pour deverouiller la protection de l'extrusion a froid
Pour le bed possible que ton MOSFET soit Kaput ! A tester
Edited 1 time(s). Last edit at 01/28/2015 06:20PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Pour le bed possible que ton MOSFET soit Kaput ! A tester
Edited 1 time(s). Last edit at 01/28/2015 06:20PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone January 28, 2015 07:24PM |
Registered: 9 years ago Posts: 252 |
Quote
fourmi
M302 > pour deverouiller la protection de l'extrusion a froid
Pour le bed possible que ton MOSFET soit Kaput ! A tester
Merci, servi sur un plateau même en pleine nuit. ;o)
Bon extrudeur OK, réglé au mm, le plateau aussi. Le LCD fonctionne bien. Il ne me reste plus que ce fichu mosfet.
Bon heureusement que le fil qui est arrivé est du pla. au moins je pourrai imprimer même sans chauffer le bed. Je suis impatient d'imprimer mais j'attends la colle thermique pour les drivers moteur. Ce sera pour ce week-end.
Bonne nuit à tous.
Mourakami
|
Re: La bigone January 29, 2015 01:44AM |
Registered: 10 years ago Posts: 200 |
|
Re: La bigone January 29, 2015 04:37AM |
Registered: 9 years ago Posts: 252 |
Quote
-=Pascal=-
Salut,
Regarde du côté de la thermistance de ton bed, donne t'elle une température cohérente ?
A+
Oui la température remontée de la thermistance du bed est cohérente, elle n'est donc pas en cause. Le mosfet laisse passer le courant en permanence, dès la mise sous tension sans aucun ordre de commande.
J'ai trouvé la référence de cette pièce, il faudrait que je confirme la panne de cet élément par un test.
Mourakami
|
Re: La bigone January 29, 2015 06:52AM |
Registered: 9 years ago Posts: 1,011 |
Facile, coupe le lit et la hotend dans repetier. Si tu as quand même une Led allumée en D3 ou D4, c'est que le mosfet est à changer 
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: La bigone January 29, 2015 07:34AM |
Registered: 9 years ago Posts: 252 |
|
Re: La bigone January 30, 2015 12:24PM |
Registered: 9 years ago Posts: 252 |
Bon l'imprimante est prête pour la première impression et effectivement le mosfet est mort. La LED du HeatedBed reste désespérément allumée même si tout est éteint dans Repetier.
Deux solutions s'offre à moi :
- remplacer le mosfet mais la je dois dire que dessouder et reposer le composant j'ai peur de faire des dommages collatéraux. Peut-être que vous connaîtriez un maître dans l'art de faire se genre d'opération sur paris ou marne la vallée.
- utiliser un relay sur une carte déportée pour remplacer cette fonction.
Que pensez-vous de ces alternatives. Il faut aussi que j'identifie la cause de cette mort subite. Mauvais composant ou erreur de branchement.
Bon cela ne m'empêchera pas de lancer la première impression ce soir.
Mourakami
Deux solutions s'offre à moi :
- remplacer le mosfet mais la je dois dire que dessouder et reposer le composant j'ai peur de faire des dommages collatéraux. Peut-être que vous connaîtriez un maître dans l'art de faire se genre d'opération sur paris ou marne la vallée.
- utiliser un relay sur une carte déportée pour remplacer cette fonction.
Que pensez-vous de ces alternatives. Il faut aussi que j'identifie la cause de cette mort subite. Mauvais composant ou erreur de branchement.
Bon cela ne m'empêchera pas de lancer la première impression ce soir.
Mourakami
|
Re: La bigone January 30, 2015 12:44PM |
Registered: 9 years ago Posts: 1,011 |
Le transistor est hélas indispensable pour le bon fonctionnement, un relai ne peut rien résoudre. Bien souder un composant sur circuit c'est pas difficile. Il faut juste être bien calé dans un endroit propre, et chauffer en même temps la patte et le circuit. Ainsi l'étain colle bien aux deux. Il ne faut ni attendre trop longtemps, ni souffler sur la soudure pour qu'elle refroidisse. Attention aux vidéos youtube expliquant comment souder, tout y est dit et son contraire aussi. Sinon, n'importe quel réparateur électroménager te changera ton transistor. Les boutiques d'électronique aussi, bien qu'ils soient de plus en plus rares. Tant qu'à bricoler des machines, il faut apprendre à souder, tôt ou tard tu le feras. Sinon tu peux t'entrainer sur une vieille carte sans importance, en 5-6 soudures tu as compris le truc.
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: La bigone January 30, 2015 04:24PM |
Registered: 9 years ago Posts: 252 |
Bon, je viens de lancer la première impression, ça n'imprime pas bien, forcément ça n'accroche pas au plateau. bref pas très concluant.
Je sors les grands moyens, bombe de colle repositionnable, je règle la hauteur de la première couche et je repars pour le cube.
1ère impression
Mais franchement je trouve que ça monte pas. Les bords se décollent. Y a encore un truc qui cloche. Je file revérifier le Marlin et la stupeur
Au lieu de mettre 3200/0.8 j'ai mis 3200x0.8 pour l'axe Z. Forcément ça marche beaucoup moins bien.
Donc modification et je téléverse la nouvelle version
Bientôt la seconde impression.
@Zavashier
Avec la megatronics, j'ai plusieurs mosfets, je dois pouvoir utiliser un autre canal pour commander le heated bed à travers un relai mais c'est sur ça doit pas être la mer à boire de changer ce fichu machin.
Mourakami
Je sors les grands moyens, bombe de colle repositionnable, je règle la hauteur de la première couche et je repars pour le cube.
1ère impression
Mais franchement je trouve que ça monte pas. Les bords se décollent. Y a encore un truc qui cloche. Je file revérifier le Marlin et la stupeur
Au lieu de mettre 3200/0.8 j'ai mis 3200x0.8 pour l'axe Z. Forcément ça marche beaucoup moins bien.
Donc modification et je téléverse la nouvelle version
Bientôt la seconde impression.
@Zavashier
Avec la megatronics, j'ai plusieurs mosfets, je dois pouvoir utiliser un autre canal pour commander le heated bed à travers un relai mais c'est sur ça doit pas être la mer à boire de changer ce fichu machin.
Mourakami
|
Re: La bigone January 31, 2015 02:21PM |
Registered: 9 years ago Posts: 252 |
Alors ça imprime ?
Bah on essaye mais y a beaucoup de choses à maîtriser, et surtout entre les paramètres dans marlin, ceux de repetier et ceux de slic3r, il y en a toujours un que j'oublie de régler proprement. Bref je fais du fil de 0.4mm avec celui de 1,75mm.
Si cela intéresse quelqu'un ne pas hésiter à me contacter ! ;o)
Après quelques ratés sur des trucs de test, je me dis tant qu'à faire autant voir monter un truc rigolo qu'un cube. Vas-y donc pour un superbe yoda avec supports.
De toute façon si ça marche c'est un miracle, pourvu qu'elle arrive à imprimer quelques couches !
Vidéo impression yoda
Je trouve ça vraiment rapide comme déplacement, la vidéo n'est pas accélérée.
Il y a un truc bizarre alors que slic3r m'indiquait presque 4h00 d'impression, dans repetier je n'ai que 1h20 !
Mince je viens de comprendre j'ai laissé 300% pour les déplacements dans le mode manuel pour tester le déplacement en Z qui posait un petit problème mais j'y reviendrai.
Forcément à cette vitesse, les supports et la rétractation ne pardonne pas. La litone tournait entre 90 et 180 mm/s en fonction de la position du fil déposé (perimètre / remplissage).
Je ramène la vitesse à une valeur plus décente, mais c'est trop tard, la pièce est presque décollée ! Je laisse avancer l'impression au maximum !
Un peu plus de 80 couches déposées...
Bien sur ce n'est pas encore parfait, mais là je commence à comprendre quelques trucs.
Pour les choses à modifier ou déjà modifiée et autres remarques :
1- Il y avait une petite contrainte sur les tiges filetées, 3 fois rien mais comme la vitesse de déplacement pour revenir au home était très importante, les moteurs n'appréciaient pas le traitement et la hauteur au démarrage était aléatoire.
Donc suppression de la contrainte et graisse au lithium et aussi diminution de la vitesse maxi en Z (ce qui n'a pas d'impact de toute façon significatif sur le temps d'impression.
2- La colle en bombe repositionnable n'est pas suffisamment efficace, donc achat de laque programmée !
3- L'extrudeur bois fait main et conception maison marche parfaitement même avec des débits élevés.
4- Les réglages sont tellement nombreux qu'avant d'avoir une configuration correcte dans tous les softs et firmware je me suis un peu arraché les cheveux.
A bientôt pour la suite, mais cette première expérience est vraiment enrichissante et je suis content d'être passé par là pour imaginer la bigone qui reste mon objectif. Il y avait beaucoup de chose à penser et certaine que je n'ai pas correctement appréhendé comme la hauteur maxi d'impression. La hauteur des ressorts du bed, la présence des fils sur l'extrudeur, la modification de la forme de l'extrudeur fait qu'aujourd'hui je suis plus proche des 15cm que des 20 visés au début.
Encore beaucoup de chose a découvrir sur cette machine pour maitriser l'impression et sortir une belle pièce mais je suis déjà satisfait d'en être arrivé là.
Mourakami
Bah on essaye mais y a beaucoup de choses à maîtriser, et surtout entre les paramètres dans marlin, ceux de repetier et ceux de slic3r, il y en a toujours un que j'oublie de régler proprement. Bref je fais du fil de 0.4mm avec celui de 1,75mm.
Si cela intéresse quelqu'un ne pas hésiter à me contacter ! ;o)
Après quelques ratés sur des trucs de test, je me dis tant qu'à faire autant voir monter un truc rigolo qu'un cube. Vas-y donc pour un superbe yoda avec supports.

De toute façon si ça marche c'est un miracle, pourvu qu'elle arrive à imprimer quelques couches !
Vidéo impression yoda
Je trouve ça vraiment rapide comme déplacement, la vidéo n'est pas accélérée.
Il y a un truc bizarre alors que slic3r m'indiquait presque 4h00 d'impression, dans repetier je n'ai que 1h20 !
Mince je viens de comprendre j'ai laissé 300% pour les déplacements dans le mode manuel pour tester le déplacement en Z qui posait un petit problème mais j'y reviendrai.
Forcément à cette vitesse, les supports et la rétractation ne pardonne pas. La litone tournait entre 90 et 180 mm/s en fonction de la position du fil déposé (perimètre / remplissage).
Je ramène la vitesse à une valeur plus décente, mais c'est trop tard, la pièce est presque décollée ! Je laisse avancer l'impression au maximum !
Un peu plus de 80 couches déposées...



Bien sur ce n'est pas encore parfait, mais là je commence à comprendre quelques trucs.
Pour les choses à modifier ou déjà modifiée et autres remarques :
1- Il y avait une petite contrainte sur les tiges filetées, 3 fois rien mais comme la vitesse de déplacement pour revenir au home était très importante, les moteurs n'appréciaient pas le traitement et la hauteur au démarrage était aléatoire.
Donc suppression de la contrainte et graisse au lithium et aussi diminution de la vitesse maxi en Z (ce qui n'a pas d'impact de toute façon significatif sur le temps d'impression.
2- La colle en bombe repositionnable n'est pas suffisamment efficace, donc achat de laque programmée !
3- L'extrudeur bois fait main et conception maison marche parfaitement même avec des débits élevés.
4- Les réglages sont tellement nombreux qu'avant d'avoir une configuration correcte dans tous les softs et firmware je me suis un peu arraché les cheveux.
A bientôt pour la suite, mais cette première expérience est vraiment enrichissante et je suis content d'être passé par là pour imaginer la bigone qui reste mon objectif. Il y avait beaucoup de chose à penser et certaine que je n'ai pas correctement appréhendé comme la hauteur maxi d'impression. La hauteur des ressorts du bed, la présence des fils sur l'extrudeur, la modification de la forme de l'extrudeur fait qu'aujourd'hui je suis plus proche des 15cm que des 20 visés au début.
Encore beaucoup de chose a découvrir sur cette machine pour maitriser l'impression et sortir une belle pièce mais je suis déjà satisfait d'en être arrivé là.
Mourakami
|
Re: La bigone January 31, 2015 10:05PM |
Registered: 10 years ago Posts: 697 |
Perso c'est UHU,ça colle fort !!
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 01, 2015 05:10PM |
Registered: 9 years ago Posts: 252 |
Bonsoir toute petite session cette après midi entre un anniv d'un de mes garnements et une invit à diner, j'ai réussi à caler 1h de litone.
Faut dire que j'ai la pression les enfants regardent les pièces sortir avec un sourire un peu moqueur, faut dire qu'ils devaient s'attendre à voir sortir de belles figurines de pokemon ou autres objets parfaitement inutiles.
Je file faire les trousses des p'tiot. Mince, c'est pas de la uhu que j'ai pris cet année mais une marque de mdd. Il y a un numéro du service après vente si ça ne marche pas ;o)*
Je reprends la ou j'en était, je vérifie les écrous, en resserre un et j'envoie un petit cube à bonne vitesse. Il sort, un des angles est tordu, il va falloir penser à refroidir les pièces. Pendant l'impression je m'aperçoit qu'une pièce frotte sur une des tiges. J'ai bien trop serré l’écrou et la pièce en medium c'est suffisamment déformée. Faut vraiment avoir l’œil partout. Je règle ce petit problème.
l me reste une 1/2 heure, je récupère la pièce pour refroidir sur le site de Fourmi, et j'envoie la sauce.
Je vais être un peu juste en temps, alors j'accélère l'impression environ 75mm/s pour les contours et 150mm/s pour le remplissage en utilisant le mode manuel.
La pièce va à son terme, c'est déjà pas trop mal. Les parois sont très fines et il faut que je trouve encore les bons réglages. La vitesse importante n'a pas du aider mais il me semble que le débit est un peu faible.
Alors on a des couches de 0.2mm, un temps d'impression d'environ 12mn.
La cohésion dans l'axe vertical est bon sauf au endroit ou l'on passe d'une couche à l'autre. La rétractation assez forte créé des trous. Dans le plan horizontal, les périmètre se désolidarise parfois entre eux ce qui me laisse penser qu'il manque un poil de matière.
Pour la colle bâton de mdd ça marche tellement qu'il est impossible de retirer la pièce à la main, je passe l'envers de la vitre sous l'eau brûlante et la pièce vient facilement. En plus les traces de colles partent sans aucun soucis à l'eau chaude. Je retiens cette solution et vais m'approvisionner en tube grand format car celui que j'ai réussi à piquer à plus à voir avec un tube de baume à lèvre. (merci Fourmi)
La litone par contre ne bronche absolument pas malgré la vitesse importante, la machine est extrêmement rigide et le poids de l'ensemble la rend extrêmement stable.
Sur la tête d'impression, rien à dire, elle fait son job et elle le fait très bien, le seul point négatif pour le moment concerne la pièce imprimée portant le ventilateur du radiateur. Elle a un petit jeu avec la tête et vibre en émettant un bruit parasite pénible, il faut que je trouve un moyen de la caler proprement.
Mourakami
Edited 1 time(s). Last edit at 02/01/2015 05:11PM by Mourakami.
Faut dire que j'ai la pression les enfants regardent les pièces sortir avec un sourire un peu moqueur, faut dire qu'ils devaient s'attendre à voir sortir de belles figurines de pokemon ou autres objets parfaitement inutiles.
Je file faire les trousses des p'tiot. Mince, c'est pas de la uhu que j'ai pris cet année mais une marque de mdd. Il y a un numéro du service après vente si ça ne marche pas ;o)*
Je reprends la ou j'en était, je vérifie les écrous, en resserre un et j'envoie un petit cube à bonne vitesse. Il sort, un des angles est tordu, il va falloir penser à refroidir les pièces. Pendant l'impression je m'aperçoit qu'une pièce frotte sur une des tiges. J'ai bien trop serré l’écrou et la pièce en medium c'est suffisamment déformée. Faut vraiment avoir l’œil partout. Je règle ce petit problème.
l me reste une 1/2 heure, je récupère la pièce pour refroidir sur le site de Fourmi, et j'envoie la sauce.
Je vais être un peu juste en temps, alors j'accélère l'impression environ 75mm/s pour les contours et 150mm/s pour le remplissage en utilisant le mode manuel.


La pièce va à son terme, c'est déjà pas trop mal. Les parois sont très fines et il faut que je trouve encore les bons réglages. La vitesse importante n'a pas du aider mais il me semble que le débit est un peu faible.
Alors on a des couches de 0.2mm, un temps d'impression d'environ 12mn.
La cohésion dans l'axe vertical est bon sauf au endroit ou l'on passe d'une couche à l'autre. La rétractation assez forte créé des trous. Dans le plan horizontal, les périmètre se désolidarise parfois entre eux ce qui me laisse penser qu'il manque un poil de matière.
Pour la colle bâton de mdd ça marche tellement qu'il est impossible de retirer la pièce à la main, je passe l'envers de la vitre sous l'eau brûlante et la pièce vient facilement. En plus les traces de colles partent sans aucun soucis à l'eau chaude. Je retiens cette solution et vais m'approvisionner en tube grand format car celui que j'ai réussi à piquer à plus à voir avec un tube de baume à lèvre. (merci Fourmi)
La litone par contre ne bronche absolument pas malgré la vitesse importante, la machine est extrêmement rigide et le poids de l'ensemble la rend extrêmement stable.
Sur la tête d'impression, rien à dire, elle fait son job et elle le fait très bien, le seul point négatif pour le moment concerne la pièce imprimée portant le ventilateur du radiateur. Elle a un petit jeu avec la tête et vibre en émettant un bruit parasite pénible, il faut que je trouve un moyen de la caler proprement.
Mourakami
Edited 1 time(s). Last edit at 02/01/2015 05:11PM by Mourakami.
|
Re: La bigone February 02, 2015 04:26AM |
Registered: 10 years ago Posts: 697 |
Comme ce sont des petites pièces utilise la fonction "Auto cooling" dans Slicer,Onglet "Filament settings>cooling"
Cela rallonge le temps d'impression ,ta machine va aller moins vite mais tes couches auront le temps de refroidir.
Pour le jeu dans le support,tu peux le réduire en chauffant les 4 pattes pour pinçer un peu plus la hotend,ou caler avec du kapton.
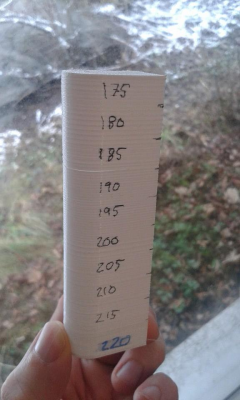
Pour la température d'extrusion tu peux aussi construire 2 tours ,en commençant a ta température d'extrusion et en baissant tout les 20 layers de 5°C et observe le rendu.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Cela rallonge le temps d'impression ,ta machine va aller moins vite mais tes couches auront le temps de refroidir.
Pour le jeu dans le support,tu peux le réduire en chauffant les 4 pattes pour pinçer un peu plus la hotend,ou caler avec du kapton.
Pour la température d'extrusion tu peux aussi construire 2 tours ,en commençant a ta température d'extrusion et en baissant tout les 20 layers de 5°C et observe le rendu.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 02, 2015 05:02AM |
Registered: 9 years ago Posts: 252 |
Quote
fourmi
Comme ce sont des petites pièces utilise la fonction "Auto cooling" dans Slicer,Onglet "Filament settings>cooling"
Cela rallonge le temps d'impression ,ta machine va aller moins vite mais tes couches auront le temps de refroidir.
Pour le jeu dans le support,tu peux le réduire en chauffant les 4 pattes pour pinçer un peu plus la hotend,ou caler avec du kapton.
Pour la température d'extrusion tu peux aussi construire 2 tours ,en commençant a ta température d'extrusion et en baissant tout les 20 layers de 5°C et observe le rendu.
Pas con la tour en baissant la température toute les 20 couches, je regarderai le réglage pour ralentir sur les petites pièces. En même temps je m'attendais à avoir ce genre de problème vu que j'ai accéléré la vitesse d'impression pour ne pas être à la bourre pour mon dîner.
Et en plus ma température doit être bien trop haute. Je dois certainement pouvoir descendre de 25°C pour commencer à 180°C alors que la je commence à 205 sur la première couche et ça continu à 200. Beaucoup de choses à optimiser.
Merci
Mourakami
|
Re: La bigone February 02, 2015 10:55AM |
Registered: 9 years ago Posts: 252 |
Je préparai le fichier pour l'impression de ce soir, et je m'aperçois que le fichier généré par slic3r comporte des endroits ou l'épaisseur est très fine (1 seul fil). Les défauts sur la pièce sont apparu exactement là ou le slicer change de niveau ou si la paroi est très fine.
Fourmi as-tu cet aspect lors du tranchage (au niveau de la croix par ex) ?
Mourakami
Fourmi as-tu cet aspect lors du tranchage (au niveau de la croix par ex) ?

Mourakami
|
Re: La bigone February 02, 2015 03:29PM |
Registered: 9 years ago Posts: 252 |
Les choses commencent à se mettre en place.
Après un test de température sur des tours mais avorté avant la fin à cause des déformations, je relance une bouche de ventilation avec des vitesse plus standard en activant l'auto cooling. Bien sur le temps d'impression n'est plus du tout le même, surtout que j'ai augmenté aussi le remplissage (même si sur cette pièce il n'y en a pas trop).
J'ai aussi modifier le diamètre de fil pour qu'il y ait un peu plus de matière.
De toute évidence, les impressions a plus de 150mm/s sont trop ambitieuse pour l'instant, le fil se dépose pas de manière suffisamment homogène.
Donc voilà le résultat :
Bien sur, il reste encore les déformations mais la il faut installer la ventilation de la pièce et je devrai obtenir la qualité requise.
Mourakami
Après un test de température sur des tours mais avorté avant la fin à cause des déformations, je relance une bouche de ventilation avec des vitesse plus standard en activant l'auto cooling. Bien sur le temps d'impression n'est plus du tout le même, surtout que j'ai augmenté aussi le remplissage (même si sur cette pièce il n'y en a pas trop).
J'ai aussi modifier le diamètre de fil pour qu'il y ait un peu plus de matière.
De toute évidence, les impressions a plus de 150mm/s sont trop ambitieuse pour l'instant, le fil se dépose pas de manière suffisamment homogène.
Donc voilà le résultat :




Bien sur, il reste encore les déformations mais la il faut installer la ventilation de la pièce et je devrai obtenir la qualité requise.
Mourakami
|
Re: La bigone February 02, 2015 04:27PM |
Registered: 10 years ago Posts: 697 |
Quote
Mourakami
Je préparai le fichier pour l'impression de ce soir, et je m'aperçois que le fichier généré par slic3r comporte des endroits ou l'épaisseur est très fine (1 seul fil). Les défauts sur la pièce sont apparu exactement là ou le slicer change de niveau ou si la paroi est très fine.
Fourmi as-tu cet aspect lors du tranchage (au niveau de la croix par ex) ?
[attachment 48371 slic3r-boucheventilation.png]
Mourakami
Je vais regarder ça
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 03, 2015 01:56AM |
Registered: 10 years ago Posts: 697 |
j'ai controler,oui ce problème apparaît quand on tranche avec Slicer,sous Cura non.
Je vois que tu as activer la fonction "support",mais normalement pas besoin pour cette pièce.
Imprime en 2 a la fois,tu verras ça sera mieux,si tu n'as pas mis le ventilo encore .
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Je vois que tu as activer la fonction "support",mais normalement pas besoin pour cette pièce.
Imprime en 2 a la fois,tu verras ça sera mieux,si tu n'as pas mis le ventilo encore .
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 03, 2015 02:41AM |
Registered: 9 years ago Posts: 299 |
Quote
fourmi
Comme ce sont des petites pièces utilise la fonction "Auto cooling" dans Slicer,Onglet "Filament settings>cooling"
Cela rallonge le temps d'impression ,ta machine va aller moins vite mais tes couches auront le temps de refroidir.
Pour le jeu dans le support,tu peux le réduire en chauffant les 4 pattes pour pinçer un peu plus la hotend,ou caler avec du kapton.
Pour la température d'extrusion tu peux aussi construire 2 tours ,en commençant a ta température d'extrusion et en baissant tout les 20 layers de 5°C et observe le rendu.
peut-être pourriez-vous me donner votre avis : pour moi il est plus facile de chauffer (et plus rapide) que de refroidir : pourquoi on ne commence pas par la température la plus basse en bas ?
(pour éviter les pb d'adhésion et donc de tenue) ?
Site perso en construction / personal blog under construction: [histoires-de-constructions.net]
|
Re: La bigone February 03, 2015 02:52AM |
Registered: 10 years ago Posts: 697 |
cette tour est juste faites pour controler l'état de surface en fonction de la température
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 03, 2015 03:00AM |
Registered: 9 years ago Posts: 299 |
Quote
fourmi
cette tour est juste faites pour controler l'état de surface en fonction de la température
ça j'ai bien compris, mais pourquoi ne pas commencer par la température la plus basse ? c'est plus facile de chauffer que de refroidir, non ?
Maintenant il y a sûrement des raisons techniques/pratiques qui font que !!!!
Site perso en construction / personal blog under construction: [histoires-de-constructions.net]
|
Re: La bigone February 03, 2015 04:00AM |
Registered: 9 years ago Posts: 1,011 |
L'adhérence est meilleure plus l'extrusion est chaude, en tous cas c'est ce que j'ai remarqué sur le verre. Mourakami, ça fait plaisir de voir tes premières extrusions. Tu parle d'augmenter le diamètre du fil. Pour moi ce n'est pas une variable d'ajustement. C'est une mesure que l'on fait sur le fil, la plus précise possible. Par contre, c'est sur le flow que tu peux jouer (réglage filament dans cura), car par l'extrusion le volume entre le fil brut et le fil extrudé va varier. J'ai noté que la manière dont le volume évolue change un peu à chaque bobine. Pour régler le flow, je règle d'abord mes steps per mm de mon extrudeur, puis j'entre mon diamètre de fil le plus précisément possible. Enfin j'imprime un cube avec un contour avec une épaisseur égale au diamètre de ma buse. Je mesure l'épaisseur des murs du cube, et j'ajuste le flow avec une règle de trois. Et ça permet d'avoir une bonne valeur partout, extérieurs, intérieurs, murs fins, etc. Je te dis ça car sur tes impressions il me semblerait plutôt qu'il y ait trop de matière. De toute manière, dans un premier temps, tu vas imprimer plus de cubes, de colonnes et de pièces de torture que des pièces utiles...
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: La bigone February 03, 2015 04:22AM |
Registered: 9 years ago Posts: 252 |
Quote
Zavashier
L'adhérence est meilleure plus l'extrusion est chaude, en tous cas c'est ce que j'ai remarqué sur le verre. Mourakami, ça fait plaisir de voir tes premières extrusions. Tu parle d'augmenter le diamètre du fil. Pour moi ce n'est pas une variable d'ajustement. C'est une mesure que l'on fait sur le fil, la plus précise possible. Par contre, c'est sur le flow que tu peux jouer (réglage filament dans cura), car par l'extrusion le volume entre le fil brut et le fil extrudé va varier. J'ai noté que la manière dont le volume évolue change un peu à chaque bobine. Pour régler le flow, je règle d'abord mes steps per mm de mon extrudeur, puis j'entre mon diamètre de fil le plus précisément possible. Enfin j'imprime un cube avec un contour avec une épaisseur égale au diamètre de ma buse. Je mesure l'épaisseur des murs du cube, et j'ajuste le flow avec une règle de trois. Et ça permet d'avoir une bonne valeur partout, extérieurs, intérieurs, murs fins, etc. Je te dis ça car sur tes impressions il me semblerait plutôt qu'il y ait trop de matière. De toute manière, dans un premier temps, tu vas imprimer plus de cubes, de colonnes et de pièces de torture que des pièces utiles...
J’étais sous slic3r, effectivement je viens de lancer une impression en passant par cura (pas d'artefact sur la pièce), j'ai vu que je pouvais ajuster le flow, c'est ce que j'ai fait. Mais j'ai eu un petit bourrage dans la tête (peut-être une particule de medium ?) qui a ruiné l'impression. Je vais la relancer,
Je vais faire le calibrage avec l'épaisseur des murs.
En fait je veux aller un peu vite que la mule, la calibration est un art que je ne maîtrise pas encore.
Mourakami
|
Re: La bigone February 03, 2015 12:36PM |
Registered: 9 years ago Posts: 252 |
Calibration du débit de fil fait, le réglage dans le marlin est bon. Sur la dimension des pièces, j'ai une erreur de 0,2% au plus.
Par contre je me suis aperçu que le bourrage n'est absolument pas du à un corps étranger. Pour je ne sais quelle raison, lorsque la tête rentre longuement en contact avec les partie qui se déforme et lorsqu'elle passe en vitesse plus rapide pour faire le nid d'abeille du remplissage, le débit devient difficile jusqu'à s'interrompre. J'ai regardé si l'extrudeur était un peu faiblard mais impossible de pousser le fil à la main. La première fois en montant à 220°C le bouchon saute. La dernière tentative, il a fallu que je monte la température jusqu'à 235°C pour que ça redevienne fluide.
J'ai réussi a reproduire ce problème sous slic3r mais visiblement c'est beaucoup plus présent sous cura. Même en montant la température cela se produit toujours au même endroit sur la pièce en cours d'impression.
Et pour finir, un petit yoda sans support sans remplissage, c'est passé mais les déformation étaient très importante lors de l'impression, c'est presque un miracle qu'il soit sorti.
Bref lorsque les déformations sont contenues l'aspect est plutôt correct (voir le mur de 0,4mm d'épaisseur) mais sinon ça devient compliqué donc j'attend le ventilo de 30x30 pour aller plus avant.
Mourakami

Par contre je me suis aperçu que le bourrage n'est absolument pas du à un corps étranger. Pour je ne sais quelle raison, lorsque la tête rentre longuement en contact avec les partie qui se déforme et lorsqu'elle passe en vitesse plus rapide pour faire le nid d'abeille du remplissage, le débit devient difficile jusqu'à s'interrompre. J'ai regardé si l'extrudeur était un peu faiblard mais impossible de pousser le fil à la main. La première fois en montant à 220°C le bouchon saute. La dernière tentative, il a fallu que je monte la température jusqu'à 235°C pour que ça redevienne fluide.
J'ai réussi a reproduire ce problème sous slic3r mais visiblement c'est beaucoup plus présent sous cura. Même en montant la température cela se produit toujours au même endroit sur la pièce en cours d'impression.
Et pour finir, un petit yoda sans support sans remplissage, c'est passé mais les déformation étaient très importante lors de l'impression, c'est presque un miracle qu'il soit sorti.


Bref lorsque les déformations sont contenues l'aspect est plutôt correct (voir le mur de 0,4mm d'épaisseur) mais sinon ça devient compliqué donc j'attend le ventilo de 30x30 pour aller plus avant.
Mourakami
|
Re: La bigone February 03, 2015 03:04PM |
Registered: 10 years ago Posts: 697 |
Essayé de pousser le fil à la main sans extrudeur,à différentes températures,à un moment tu va le sentir plus fluide ,la ça sera bon.
Pour ton phénomène de bourrage,vu que tu passe d'une faible vitesse à une grosse vitesse ,le fil n'as pas le temps fondre donc tu forces énormément sur le fil.
Souvent on dit que le PLA a la fâcheuse tendance a s'expanser,le pousser à grande vitesse pour moi ça le comprime aussi d'où cette déformation visible quand on le retire.
T'es à combien en vitesse rapide ??
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Pour ton phénomène de bourrage,vu que tu passe d'une faible vitesse à une grosse vitesse ,le fil n'as pas le temps fondre donc tu forces énormément sur le fil.
Souvent on dit que le PLA a la fâcheuse tendance a s'expanser,le pousser à grande vitesse pour moi ça le comprime aussi d'où cette déformation visible quand on le retire.
T'es à combien en vitesse rapide ??
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: La bigone February 03, 2015 04:33PM |
Registered: 9 years ago Posts: 252 |
Quote
fourmi
Essayé de pousser le fil à la main sans extrudeur,à différentes températures,à un moment tu va le sentir plus fluide ,la ça sera bon.
Pour ton phénomène de bourrage,vu que tu passe d'une faible vitesse à une grosse vitesse ,le fil n'as pas le temps fondre donc tu forces énormément sur le fil.
Souvent on dit que le PLA a la fâcheuse tendance a s'expanser,le pousser à grande vitesse pour moi ça le comprime aussi d'où cette déformation visible quand on le retire.
T'es à combien en vitesse rapide ??
J'ai essayé à plusieurs vitesses mais à chaque fois la vitesse de l'infill est le double de celle des contours. Je suis passé d'un couple 30/60 jusqu'à 75/150. Le résultat est toujours le même et surtout au même endroit sur la pièce. Je ferai des tests avec une vitesse homogène entre l'infill et les contours.
En tout cas merci pour les conseils avisés.
Mourakami
|
Re: La bigone February 09, 2015 05:03AM |
Registered: 9 years ago Posts: 252 |
Après quelques heures dans le froid a supporter une équipe de France chanceuse et un peu mollassonne.
Je me suis remis sur la litone en affinant quelques réglages, rajoutant un nouveau ventilateur, les choses se passent mieux.
J'ai donc fait un premier essais de pièce "utile". Un bouchon/égouttoir d'évier. Un machin bien tordu qui doit avoir les bonnes cotes car il y a un joint thorique qui fait l'étanchéité du système.
Donc une première modélisation et une première impression pour voir.
L'impression sans support se déroule jusqu'au bout mais la qualité est moyenne. Il faut dire que le dimensionnement de la grille est vraiment fine et avec la buse de 0.4mm ce n'est pas l'idéal. La présence du ventilateur semble améliorer l'impression mais le ventilateur que j'ai récupéré est faiblard.
Je suis pas mécontent du résultat, je vais modifier la pièce pour que l'impression soit plus facile. c'est surtout sur le début de la grille ou les éléments sont en surplomb important que cela merdoie copieusement mais c'est pas illogique.
Par contre,j'ai beaucoup de mal a bien régler la hauteur du plateau ce qui a un impact sur la qualité des premières couches. Je doit donc trouver une solution plus fiable sur le réglage de la hauteur de heatedbed et j'ai aussi le sentiment que la précision du contacteur de fin de course est un peu aléatoire.
Sinon sur les très bonnes surprises, la mégatronics située en dessous du châssis supporte très bien le traitement de même que l'alimentation qui n'aura pas besoin de l'aide d'un ventilateur. Je vais pouvoir confectionner une grille. Pour le reste rien à signaler pour l'instant. Le petit point dur que j'avais sur l'axe Z n'est pas réapparu et la graisse au lithium fait parfaitement son travail.
Il faut que je me penche sur l'accélération max de l'extrudeur, il est effectivement possible que la dilatation du pla soit source de petit blocage lors de rétractation très rapide.
Mourakami
Edited 2 time(s). Last edit at 02/09/2015 02:34PM by Mourakami.

Je me suis remis sur la litone en affinant quelques réglages, rajoutant un nouveau ventilateur, les choses se passent mieux.
J'ai donc fait un premier essais de pièce "utile". Un bouchon/égouttoir d'évier. Un machin bien tordu qui doit avoir les bonnes cotes car il y a un joint thorique qui fait l'étanchéité du système.
Donc une première modélisation et une première impression pour voir.

L'impression sans support se déroule jusqu'au bout mais la qualité est moyenne. Il faut dire que le dimensionnement de la grille est vraiment fine et avec la buse de 0.4mm ce n'est pas l'idéal. La présence du ventilateur semble améliorer l'impression mais le ventilateur que j'ai récupéré est faiblard.


Je suis pas mécontent du résultat, je vais modifier la pièce pour que l'impression soit plus facile. c'est surtout sur le début de la grille ou les éléments sont en surplomb important que cela merdoie copieusement mais c'est pas illogique.
Par contre,j'ai beaucoup de mal a bien régler la hauteur du plateau ce qui a un impact sur la qualité des premières couches. Je doit donc trouver une solution plus fiable sur le réglage de la hauteur de heatedbed et j'ai aussi le sentiment que la précision du contacteur de fin de course est un peu aléatoire.
Sinon sur les très bonnes surprises, la mégatronics située en dessous du châssis supporte très bien le traitement de même que l'alimentation qui n'aura pas besoin de l'aide d'un ventilateur. Je vais pouvoir confectionner une grille. Pour le reste rien à signaler pour l'instant. Le petit point dur que j'avais sur l'axe Z n'est pas réapparu et la graisse au lithium fait parfaitement son travail.
Il faut que je me penche sur l'accélération max de l'extrudeur, il est effectivement possible que la dilatation du pla soit source de petit blocage lors de rétractation très rapide.
Mourakami
Edited 2 time(s). Last edit at 02/09/2015 02:34PM by Mourakami.
|
Re: La bigone February 09, 2015 01:59PM |
Registered: 10 years ago Posts: 697 |
Pour le retract vu que tu as le pignon de l'extrudeur trés prés de la hotend ,1mm devrait etre suffisant
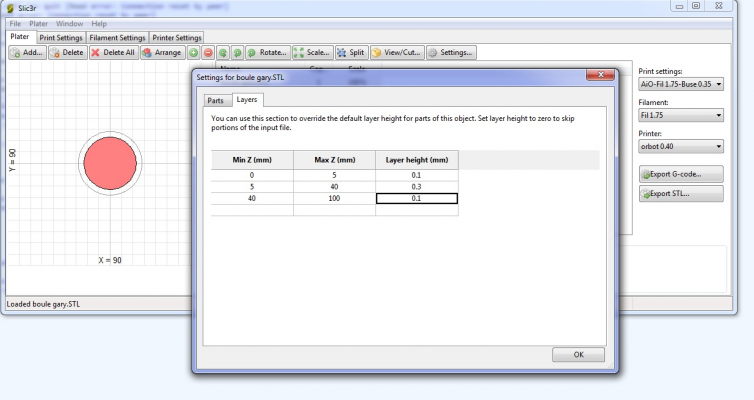
Pour les pièces qui sont en surplomb il existe une petite technique dans Slic3r.
Tu peux définir différentes hauteur de couche et dans ton cas ,c'est très pratique.
Ouvre Slic3r (l'executable qui se trouve dans le dossier de repetier Host).
Ajoute ta pièce sur le plateau
Va a l'onglet "Settings>Layers
Défini tes hauteurs de couche suivant les déports sur ta pièce
Clique sur OK
Clique Export GCODE
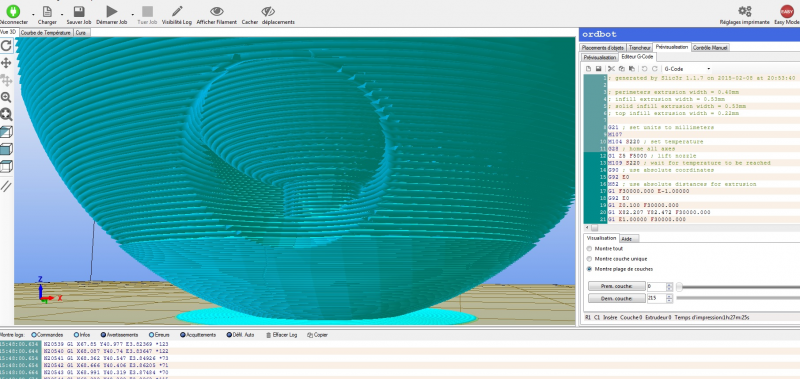
Ensuite tu ouvre ton fichier Gcode dans repetier Host et tu devrais voir les différences de hauteurs.
Edited 1 time(s). Last edit at 02/09/2015 02:03PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Pour les pièces qui sont en surplomb il existe une petite technique dans Slic3r.
Tu peux définir différentes hauteur de couche et dans ton cas ,c'est très pratique.
Ouvre Slic3r (l'executable qui se trouve dans le dossier de repetier Host).
Ajoute ta pièce sur le plateau
Va a l'onglet "Settings>Layers
Défini tes hauteurs de couche suivant les déports sur ta pièce
Clique sur OK
Clique Export GCODE
Ensuite tu ouvre ton fichier Gcode dans repetier Host et tu devrais voir les différences de hauteurs.
Edited 1 time(s). Last edit at 02/09/2015 02:03PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]


.gif){kind=link}
{kind=link}
Sorry, only registered users may post in this forum.