Pun intended. This thread is a spinoff of the 'hobbed bolt optimal depth' thread, in that I wanted to specifically talk about an idea I had for an alternative to the hobbed bolt method of extrusion.
It's a pun, because my idea involves both spinning and threads.
So here's what I was thinking... the problem with the hobbed bolt is that A.) it tends to slip if there's too much back pressure, B.) it takes up space and adds weight.
This may have been done in some way or another already, but what if we attach a gear or pulley to the nozzle, and simply make the hole a little smaller than the filament and tap it. I've tried it - using a .118" hole tapped at 6-32 in a 303SS hotend, I can pull 3mm ABS filament easily by hand. All it would take is using a similar hotend to what exists, and attaching a plastic gear to it. Then I'd turn the stepper pointing downwards and create a new mounting block.
Advantages:
1.) stronger pull force, no slippage.
2.) low profile.
3.) potentially, it could work-heat the material and you wouldn't have to provide as much electric heat.
4.) potential for expansion to pellet or dust material feeding, and thus recycling waste plastic.
Attached are a few prototypes I have so far:
The Standard Parts one is made from standard parts. From Mcmaster Carr, I used four (4) zinc-coated steel standoffs, and threaded the outside myself. Ideally, for heat resistance, it needs to be stainless steel, but I just don't have the tools to thread that 18-8 stuff. I used 1/4" ID copper washers, 1/4-20 aluminum nuts to tie the 4 standoffs together, a traditional .25mm nozzle from Ultimachine, and a 20-tooth pulley from Ultimachine, as well as 32AWG Kanthal Resistance Wire coated with 3mm Silica Braided Ekowool insulation, from Amazon.com. I haven't gotten it to work yet, because of the limited machining capabilities I have with Stainless Steel. For now, I just have a model.
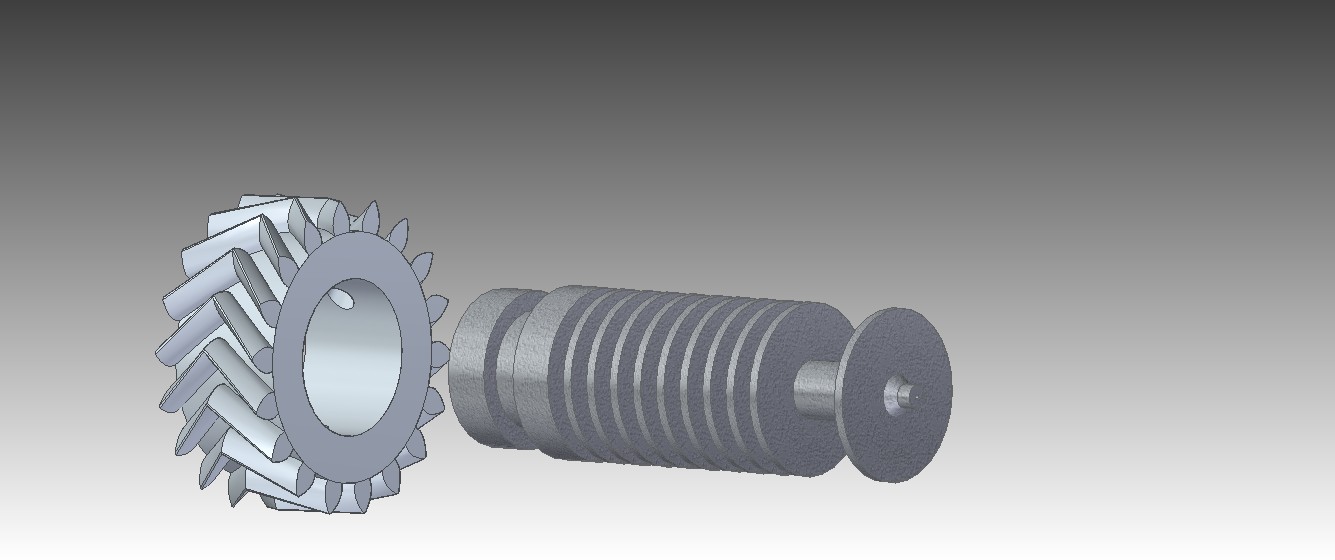
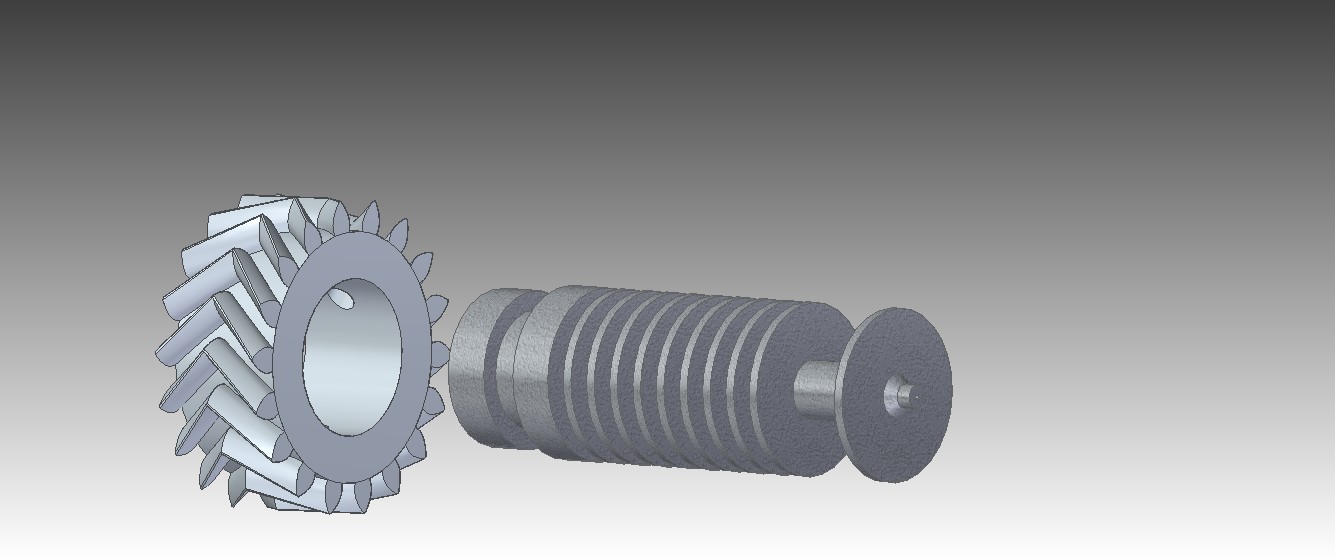
The Machined one is something I had machined, and was able to tap the inside hole and pull 3mm ABS by hand. The design needed revision to allow for a rotating heater, so I've also attached a picture (the Excruder) of what it would look like finished, with a herringbone gear on top. The slot that normally gets held in place by a wooden mount (or somesuch) would instead be used as a bearing surface as the whole thing rotates and sucks in plastic.
And SINCE I have limited machining capabilities, it would be thrilling if any hobbyists out there would like to take this up as a spare-time project or something. It really needs to be machined (I used 11/16" 303 Stainless to make the machined one... had a guy at work do it on his lathe, and microdrilled the .5mm hole, but it takes him a long time.) FYI, I was able to extrude plastic with the stainless steel model by using one of the heater cartridges jammed into one of those holes... so I know that model works in stationary mode, but I'm still working on a few kinks.
Edited 1 time(s). Last edit at 09/29/2013 06:47PM by Wissing.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}