Druck-Probleme ... und Lösungen
geschrieben von VDX
|
Re: Druck-Probleme ... und Lösungen 11. May 2012 14:57 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 56 |
|
Re: Druck-Probleme ... und Lösungen 12. May 2012 06:27 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Das hatten wir schon mal vor nem Jahr...
das geht auch ohne schnitzen... das mit den Lochraster bringts auf Dauer nicht.
Nimm Klebeband.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
das geht auch ohne schnitzen... das mit den Lochraster bringts auf Dauer nicht.
Nimm Klebeband.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druck-Probleme ... und Lösungen 24. May 2012 08:11 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
Hiho,
ich bräuchte dringed Rat bei einem Problem mit dem Drucken von PLA.
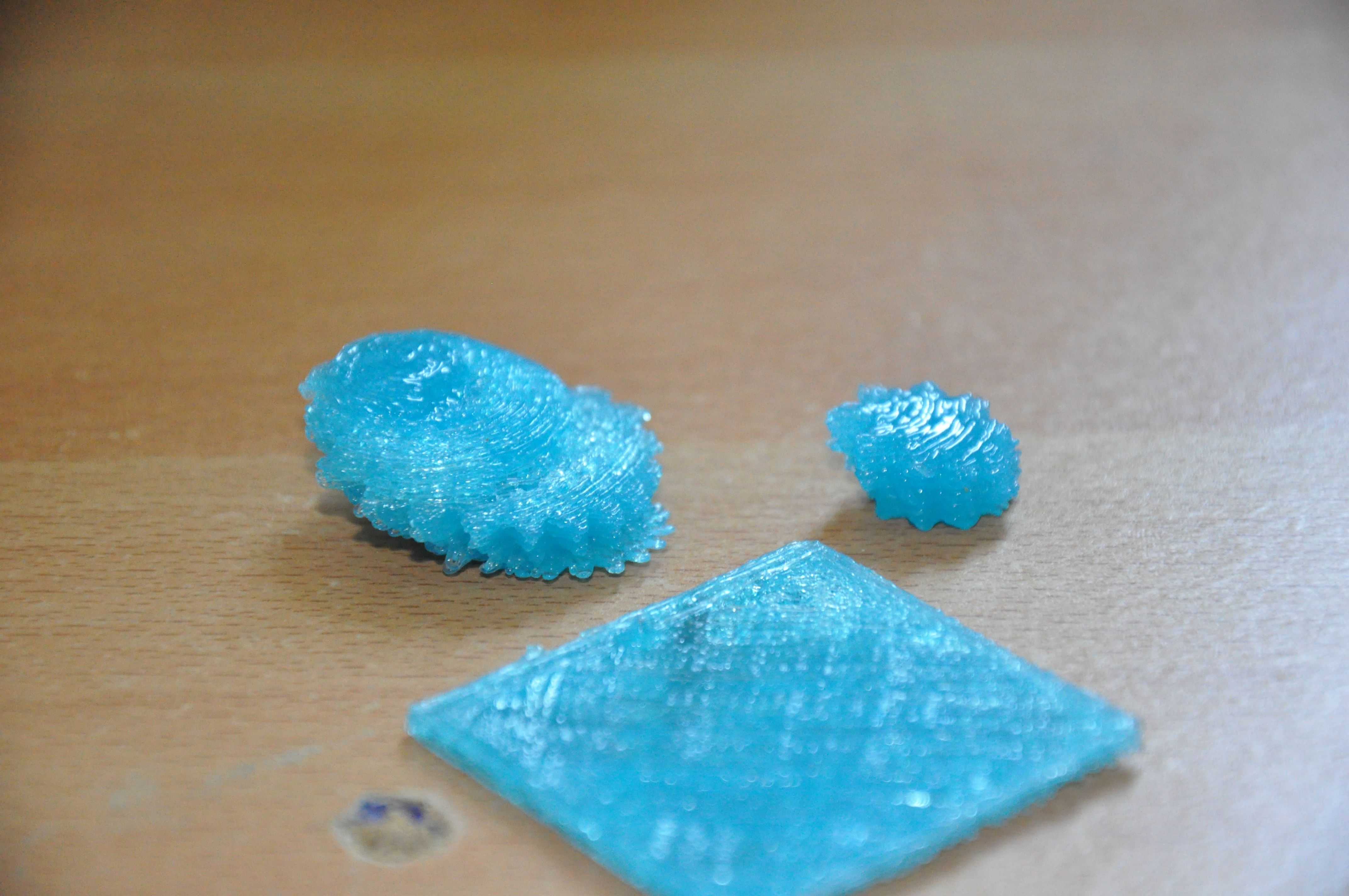
Seid ca 3-4 Wochen ist mein Reprap druckbereit, anfangs sah das ganze auch noch ganz ermutigend aus, meine ersten Gehversuche habe ich mit einem Stück ABS gemacht, was bei einer Bestellung als Probe mit beigelegt war. Die Ergebnisse sind nicht umwerfend aber wenn ich mir ansehe was ich nun mit meinem PLA verzapfe waren das schonmal Grundlagen zum Weiterarbeiten.(Bild1&2)
Das ABS war irgendwann alle und ich wollte, mangels Druckbett eh PLA drucken. Hierbei stoße ich allerdings nur auf Probleme, anfangs wurde kaum Material extrudiert (es entsteht nur eine Tröpfchenlinie), das hat sich irgendwann verbessert indem ich den Extrusion Multiplier im Slic3r hochgestellt hab und dem Extruder Motor ein bisschen mehr Saft zukommen ließ.
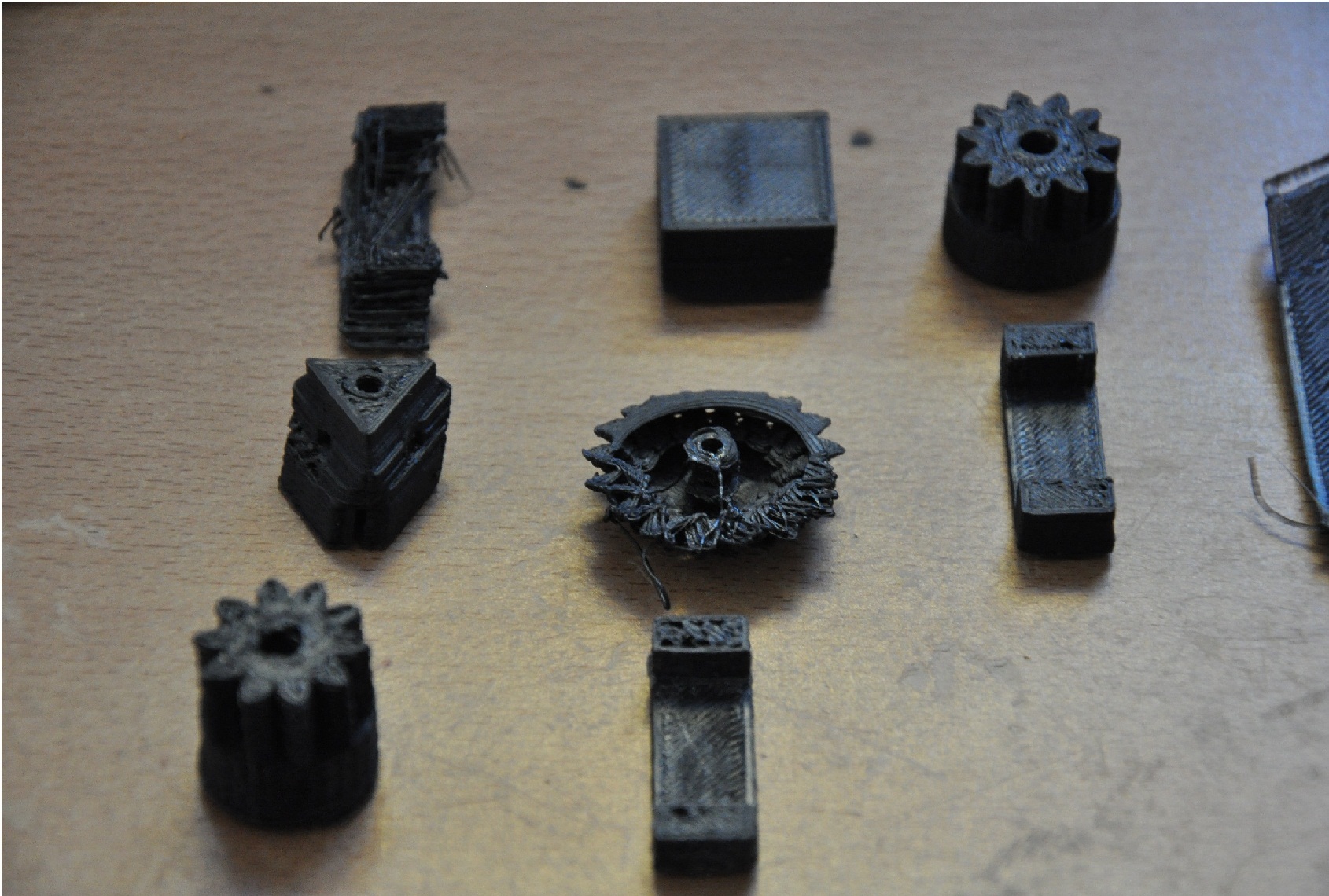
Besser sieht das ganze aber immernoch nicht aus, der Faden reißt teilweise immernoch ab, die erste Schicht wird meist noch ordentlich gedruckt aber dadrüber entsteht nur Chaos. Das Material wird nicht gleichmäßig aufgetragen und dort wo es aufgetragen wird, wird es hinter der Düse hergezogen und es bilden sich lokal Klumpen.(Bild 3).
Desweiteren vertstopft mir alle 10 min (natürlich nich im festen Intervall^^) die Düse(0,35mm), nicht einmal per Hand bekommt man dann noch den Faden nach unten gedrückt, rausgezogen sehen diese Stücke dann aus wie auf Bild 3. Dieses Stück schneide ich ab, drücke mit neuem Material nach und es geht wieder, aber normal kann das ja nicht sein.
Ich hab hier auch schon gelesen, dass sich ABS verfestigt wenn vorher PLA gedruckt wurde, mein Problem ist nur eher umgekehrt und die Düse habe ich auch wie hier beschrieben mit Aceton gereinigt.
Die Teile auf den Fotos sollten übrigens mal Teile für das hier werden [www.thingiverse.com], bis auf das ABS Quadrat.
Zu meinem System:
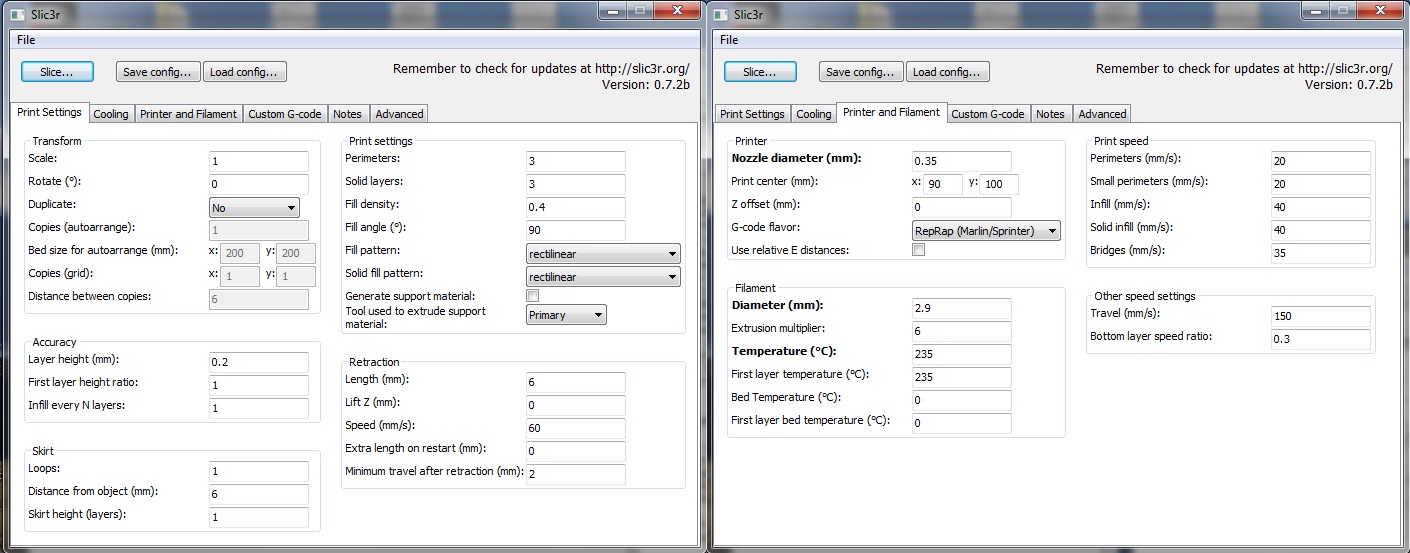
Es handelt sich um einen Mendel Prusa, mit Ramps 1.4, bei der Firmware und Hostsoftware habe ich mich erst einmal auf die Protos Software verlassen (der Reprap ist allerdings nicht von Grrf). Zum erzeugen des Gcodes verwende ich Slic3r, da mir die unzähligen Einstellungsmöglichkeiten von Skeinforge ersteinmal Kopfzerbrechen bereitet haben, ich lasse mich aber gerne eines besseren belehren.
Die wichtigsten Einstellungen meiner Slic3r Config habe ich in Bild 4 reingesteckt.
Ich dreh mich irgendwie im Kreis und verschlimmbessere eigtl. nur durch Rumspielen an der Temperatur und den Geschwindigkeiten, es wäre toll wenn Ihr Rat wisst.
ich bräuchte dringed Rat bei einem Problem mit dem Drucken von PLA.
Seid ca 3-4 Wochen ist mein Reprap druckbereit, anfangs sah das ganze auch noch ganz ermutigend aus, meine ersten Gehversuche habe ich mit einem Stück ABS gemacht, was bei einer Bestellung als Probe mit beigelegt war. Die Ergebnisse sind nicht umwerfend aber wenn ich mir ansehe was ich nun mit meinem PLA verzapfe waren das schonmal Grundlagen zum Weiterarbeiten.(Bild1&2)
Das ABS war irgendwann alle und ich wollte, mangels Druckbett eh PLA drucken. Hierbei stoße ich allerdings nur auf Probleme, anfangs wurde kaum Material extrudiert (es entsteht nur eine Tröpfchenlinie), das hat sich irgendwann verbessert indem ich den Extrusion Multiplier im Slic3r hochgestellt hab und dem Extruder Motor ein bisschen mehr Saft zukommen ließ.
Besser sieht das ganze aber immernoch nicht aus, der Faden reißt teilweise immernoch ab, die erste Schicht wird meist noch ordentlich gedruckt aber dadrüber entsteht nur Chaos. Das Material wird nicht gleichmäßig aufgetragen und dort wo es aufgetragen wird, wird es hinter der Düse hergezogen und es bilden sich lokal Klumpen.(Bild 3).
Desweiteren vertstopft mir alle 10 min (natürlich nich im festen Intervall^^) die Düse(0,35mm), nicht einmal per Hand bekommt man dann noch den Faden nach unten gedrückt, rausgezogen sehen diese Stücke dann aus wie auf Bild 3. Dieses Stück schneide ich ab, drücke mit neuem Material nach und es geht wieder, aber normal kann das ja nicht sein.
Ich hab hier auch schon gelesen, dass sich ABS verfestigt wenn vorher PLA gedruckt wurde, mein Problem ist nur eher umgekehrt und die Düse habe ich auch wie hier beschrieben mit Aceton gereinigt.
Die Teile auf den Fotos sollten übrigens mal Teile für das hier werden [www.thingiverse.com], bis auf das ABS Quadrat.
Zu meinem System:
Es handelt sich um einen Mendel Prusa, mit Ramps 1.4, bei der Firmware und Hostsoftware habe ich mich erst einmal auf die Protos Software verlassen (der Reprap ist allerdings nicht von Grrf). Zum erzeugen des Gcodes verwende ich Slic3r, da mir die unzähligen Einstellungsmöglichkeiten von Skeinforge ersteinmal Kopfzerbrechen bereitet haben, ich lasse mich aber gerne eines besseren belehren.
Die wichtigsten Einstellungen meiner Slic3r Config habe ich in Bild 4 reingesteckt.
Ich dreh mich irgendwie im Kreis und verschlimmbessere eigtl. nur durch Rumspielen an der Temperatur und den Geschwindigkeiten, es wäre toll wenn Ihr Rat wisst.
|
Re: Druck-Probleme ... und Lösungen 24. May 2012 12:06 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 198 |
Ich hab das jetzt zwar nicht so mit Slic3r, aber der Extrusion-Multiplier=6 ist bedeutend zu hoch. Er versucht dadurch das 6-fache der normalerweise benötigten (errechneten) Menge PLA durch die Düse zu drücken. Stell das mal probehalber auf 1. Auch die Temperaturen erscheinen mir etwas hoch. Ich drucke ABS mit 225°C - 245°C, je nach Sorte. PLA soll doch weniger brauchen.
Grüße von
Mirko
1-mal bearbeitet. Zuletzt am 24.05.12 15:52.
Grüße von
Mirko
1-mal bearbeitet. Zuletzt am 24.05.12 15:52.
|
Re: Druck-Probleme ... und Lösungen 24. May 2012 12:38 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
|
Re: Druck-Probleme ... und Lösungen 24. May 2012 13:49 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
|
Re: Druck-Probleme ... und Lösungen 24. May 2012 15:19 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 56 |
|
Re: Druck-Probleme ... und Lösungen 30. May 2012 15:28 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Es ist aber auch ein Fehler in ein und die selbe Düse ABS und PLA zu tun.... das gibt immer Probleme.
Die beiden Materialien vertragen sich nicht... die ersten 20-30m kann man mit Sicherheit vergessen...
Von ABS auf PLA geht so grade noch, aber umgekehrt wird der Extruder zu schwergängig. Und das dauert lange bis sich das wieder gibt.
Auf alles was nach dem Wechsel (am Anfang) läuft, kann man sich nicht verlassen, da darf man keine Rückschlüsse ziehen auf seine Einstellungen.
Normalerweise müsste man die Düse bei jedem Wechsel zwischen ABS und PLA sauber machen. Und das ist nicht ohne...
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Die beiden Materialien vertragen sich nicht... die ersten 20-30m kann man mit Sicherheit vergessen...
Von ABS auf PLA geht so grade noch, aber umgekehrt wird der Extruder zu schwergängig. Und das dauert lange bis sich das wieder gibt.
Auf alles was nach dem Wechsel (am Anfang) läuft, kann man sich nicht verlassen, da darf man keine Rückschlüsse ziehen auf seine Einstellungen.
Normalerweise müsste man die Düse bei jedem Wechsel zwischen ABS und PLA sauber machen. Und das ist nicht ohne...
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druck-Probleme ... und Lösungen 02. June 2012 14:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
|
Re: Druck-Probleme ... und Lösungen 04. June 2012 09:28 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
Ich kam jetzt endlich mal wieder zum testen, wenig Zeit und ein Fehler mit der Z Achse hatten mich erst einmal daran gehindert...
Mit heruntergeschalteter Füllung auf 1 und ner Temperatur von 190° kommt leider kaum bis garkein PLA aus der Düse. Abstand vom Drucktisch sollte ausreichend sein (so, dass ein Stück Papier dazwischen passt). Die Temperatur sollte aber so ordentlich sein, denn wenn ich ihn mal testweise 5 mm extrudieren lasse, kommt Material, nur beim Abfahren der Gcodes nicht.
@Stoffel15
Das mit der verunreinigten Düse ist hoffentlich nichtmehr das Problem, nachdem ich mit ABS gedruckt habe, habe ich die Düse im Aceton Bad+Draht gesäubert und seiddem ist auch ein Schwämmchen über dem Extruder, wie du es mir am Telefon geraten hattest.^^
Ich versuch mich mal wieder mit dem Extrusion Multiplier langsam hoch zu tasten.
Mit heruntergeschalteter Füllung auf 1 und ner Temperatur von 190° kommt leider kaum bis garkein PLA aus der Düse. Abstand vom Drucktisch sollte ausreichend sein (so, dass ein Stück Papier dazwischen passt). Die Temperatur sollte aber so ordentlich sein, denn wenn ich ihn mal testweise 5 mm extrudieren lasse, kommt Material, nur beim Abfahren der Gcodes nicht.
@Stoffel15
Das mit der verunreinigten Düse ist hoffentlich nichtmehr das Problem, nachdem ich mit ABS gedruckt habe, habe ich die Düse im Aceton Bad+Draht gesäubert und seiddem ist auch ein Schwämmchen über dem Extruder, wie du es mir am Telefon geraten hattest.^^
Ich versuch mich mal wieder mit dem Extrusion Multiplier langsam hoch zu tasten.
|
Re: Druck-Probleme ... und Lösungen 12. June 2012 07:17 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Hallo Rhungar,
hast Du das Problem lösen können?
Ich habe seit kurzem das gleiche Problem - ebenfalls mit schwarzem PLA (von GRRF). Vorher hatte ich nur mit naturfarbenem PLA gedruckt, da hatte ich die Probleme nicht. Seit ich das schwarze verwende werden die Durchflussstörungen anscheinend immer schlimmer. Auch das naturfarbene zickt jetzt. Das Infill sieht aus wie eine Kraterlandschaft und bei den Perimetern fehlt öfters ein Stück.
Kann es sein, dass das schwarze PLA Ablagerungen oder Klumpen im Hotend bildet, die den Durchfluss behindern?
Vor den Problemen hatte ich mit einer 0,5er Düse, Multiplier 1,5, 185° relativ ordentliche Ergebnisse auch bei etwas höheren Geschwindigkeiten (so ca. 50mm Perimeter, 70mm infill).
Jetzt muss ich den Multiplier auf 3-4 stellen bei 195-205°, damit halbwegs was rauskommt. Zusätzlich Extruder stärker eingestellt und nicht über 35mm schnell.
Kann jemand helfen?
Noch eine weitere Frage: Waagerechte Oberseiten von Objekten ergeben bei mir keine einheitliche Fläche. Es sieht so aus wie ein abgebrochener Druck. Also man sieht die Perimeter und das Infill. Ist das immer so oder habe ich da eine Einstellung übersehen?
Ich drucke mit einem GRRF Protos, Pronterface und Slic3r vom Mac aus.
Danke für Hilfe!
Alterego
hast Du das Problem lösen können?
Ich habe seit kurzem das gleiche Problem - ebenfalls mit schwarzem PLA (von GRRF). Vorher hatte ich nur mit naturfarbenem PLA gedruckt, da hatte ich die Probleme nicht. Seit ich das schwarze verwende werden die Durchflussstörungen anscheinend immer schlimmer. Auch das naturfarbene zickt jetzt. Das Infill sieht aus wie eine Kraterlandschaft und bei den Perimetern fehlt öfters ein Stück.
Kann es sein, dass das schwarze PLA Ablagerungen oder Klumpen im Hotend bildet, die den Durchfluss behindern?
Vor den Problemen hatte ich mit einer 0,5er Düse, Multiplier 1,5, 185° relativ ordentliche Ergebnisse auch bei etwas höheren Geschwindigkeiten (so ca. 50mm Perimeter, 70mm infill).
Jetzt muss ich den Multiplier auf 3-4 stellen bei 195-205°, damit halbwegs was rauskommt. Zusätzlich Extruder stärker eingestellt und nicht über 35mm schnell.
Kann jemand helfen?
Noch eine weitere Frage: Waagerechte Oberseiten von Objekten ergeben bei mir keine einheitliche Fläche. Es sieht so aus wie ein abgebrochener Druck. Also man sieht die Perimeter und das Infill. Ist das immer so oder habe ich da eine Einstellung übersehen?
Ich drucke mit einem GRRF Protos, Pronterface und Slic3r vom Mac aus.
Danke für Hilfe!
Alterego
|
Re: Druck-Probleme ... und Lösungen 12. June 2012 10:20 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 30 |
Sollte wirklich ein Fremdkörper in der Düse sein hilft folgendes:
Auf Extruder Temperatur heizen, paar mm extrudieren, auf ~80 °C (bei PLA, bei ABS an die Temperatur ran, wo es noch weich ist) runterkühlen lassen, und dann das Plastik rausziehen. Mit Glück bleibt der Schmodder im weichem aber festem Plastik gefangen.
Auf Extruder Temperatur heizen, paar mm extrudieren, auf ~80 °C (bei PLA, bei ABS an die Temperatur ran, wo es noch weich ist) runterkühlen lassen, und dann das Plastik rausziehen. Mit Glück bleibt der Schmodder im weichem aber festem Plastik gefangen.
|
Re: Druck-Probleme ... und Lösungen 12. June 2012 12:51 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
|
Re: Druck-Probleme ... und Lösungen 15. June 2012 02:25 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 56 |
Hallo Zusammen!
Ich hab mir ein Schwarzes PLA Bestellt(nix China). Es konnte nichts extrudiert werden. Das PLA passte nicht in den Teflonschlauch der Düse weil es 3.01mm Dick war(mit der Hand und Zange brachte ich unter Schweiss mal eine kleine Extrution zusammen). Den Teflon aufbohren machte es nur noch schlimmer, beim zurückziehen des PLAs klepte es dann am Teflonschlauch fest!
Messt also nach wenn ihr neues Material bestellt war nicht das erste mal das ich 3.01mm PLA bekommen habe!
LG Erwin
Ich hab mir ein Schwarzes PLA Bestellt(nix China). Es konnte nichts extrudiert werden. Das PLA passte nicht in den Teflonschlauch der Düse weil es 3.01mm Dick war(mit der Hand und Zange brachte ich unter Schweiss mal eine kleine Extrution zusammen). Den Teflon aufbohren machte es nur noch schlimmer, beim zurückziehen des PLAs klepte es dann am Teflonschlauch fest!
Messt also nach wenn ihr neues Material bestellt war nicht das erste mal das ich 3.01mm PLA bekommen habe!
LG Erwin
|
Re: Druck-Probleme ... und Lösungen 15. June 2012 04:00 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Spezifiziert ist das Zeug ja häufig mit 3,0 +/-0,1 mm Toleranz, wobei mir die Minustoleranz aber deutlich größer zu sein scheint (eher bei -0,2 mm). Wenn es dann aber auch noch elliptisch wird, z.B. durch das Aufrollen, dann können die Messwerte zwischen 2,6 und 3,2 mm liegen. Diese Erfahrungswerte basieren auf insgesamt 8 Rollen ABS und einer Rolle PLA in unterschiedlichen Farben.
Insofern würde ich 3,01 mm als extrem hochwertiges Material einstufen.
LG, Willy
Insofern würde ich 3,01 mm als extrem hochwertiges Material einstufen.
LG, Willy
|
Re: Druck-Probleme ... und Lösungen 19. June 2012 02:36 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 56 |
|
Re: Druck-Probleme ... und Lösungen 05. July 2012 17:42 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
Bei mir hat sich in den letzten Wochen leider nicht viel getan,
Die Versuche mit dem PLA habe ich irgendwann aufgegeben, hab die Düse gefühlte 100 mal abgebaut, im heißen Zustand vom Material befreit und dann in Aceton und mit Litze gewaschen, durch das häufige An- und Abschrauben der Düse ist dann auch noch ein Thermistor drauf gegangen.
Ich bin dann dazu übergegangen es nochmal mit ABS zu versuchen, ein Freund druckt mit exakt der selben Hard/-Software ABS, also wollte ich das mal als Vergleich nutzen. Anfangs sah das ganz in Ordnung aus aber nach kurzer Zeit wieder zähfließender Verkehr, bei ihm wird das Material ordentlich extrudiert.
Ich werd mir jetzt einfach mal ne neue Düse besorgen in die dann NUR ABS reinkommt, denn an was anderem kann es meiner Meinung nach nichtmehr liegen. Soll nicht heißen, dass ich denke die Düse war schlechter Qualität, vielmehr werde ich sie durch meine ständigen Fummeleien versaut haben, der Teflonschlauch sieht nicht mehr so glatt aus und ob da nicht wirklich noch ein PLA/ABS Gemisch in der Düsenspitze vorhanden ist kann ich auch nach wiederholter Reinigung nicht ausschließen.
Die Versuche mit dem PLA habe ich irgendwann aufgegeben, hab die Düse gefühlte 100 mal abgebaut, im heißen Zustand vom Material befreit und dann in Aceton und mit Litze gewaschen, durch das häufige An- und Abschrauben der Düse ist dann auch noch ein Thermistor drauf gegangen.
Ich bin dann dazu übergegangen es nochmal mit ABS zu versuchen, ein Freund druckt mit exakt der selben Hard/-Software ABS, also wollte ich das mal als Vergleich nutzen. Anfangs sah das ganz in Ordnung aus aber nach kurzer Zeit wieder zähfließender Verkehr, bei ihm wird das Material ordentlich extrudiert.
Ich werd mir jetzt einfach mal ne neue Düse besorgen in die dann NUR ABS reinkommt, denn an was anderem kann es meiner Meinung nach nichtmehr liegen. Soll nicht heißen, dass ich denke die Düse war schlechter Qualität, vielmehr werde ich sie durch meine ständigen Fummeleien versaut haben, der Teflonschlauch sieht nicht mehr so glatt aus und ob da nicht wirklich noch ein PLA/ABS Gemisch in der Düsenspitze vorhanden ist kann ich auch nach wiederholter Reinigung nicht ausschließen.
|
Re: Druck-Probleme ... und Lösungen 13. August 2012 07:47 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 9 |
Er tut es!
Nachdem der Drucker zwecks Prüfungen etc. einige Zeit lang still stand hab ichs jetzt endlich geschafft.
Zur Lösung:
Da ich der Düse nichtmehr trauen konnte (es könnten sich ja doch irgendwelche Metallspäne von der gehobbten Schraube hinein verirrt haben) habe ich mich entscheiden sie auszuwechseln. Mit der neuen Düse [reprap-fab.org] -Danke Wolfgang!- hat das per Hand extrudieren schonmal wieder ohne großen Kraftaufwand funktioniert.
Die selbstgehobbte Schraube wurde ebenfalls durch eine aus dem Shop ersetzt.
Dann hatte ich allerdings noch das Problem, dass ich die Schraube ins Filament gefressen hat, statt es zu fördern, das lag einfach daran das ich schon längst den Überblick über meine Änderungen verloren hatte, der Extruder Polulu hatte viel zu viel Spannung. Also damit wieder runter das er gerade so genug Kraft hat.
Ergebnis: Der Drucker Extrudiert.
Ich hab dann gemerkt das ich mit der Kalibrierung nochmal von 0 beginnen sollte, da ich einfach schon viel zu viel rumgefuscht habe, das habe ich dann wie hier beschrieben getan: [reprap.org]
So hab ich dann die Betthöhe endlich vernünftig eingestellt und auch ein Problem mit Aussetzern auf der Y Achse(sieht man noch bei einigen Teilen im Bild) war ebenfalls schnell behoben, indem ich nen Lüfter über das RAMPS gesetzt habe.
Irgendwie schon komisch Probleme die mich Monate lang beschäftigt hatten waren innerhalb eines Vormittags gelöst, naja manchmal hat man ein Brett vorm Kopf.
Nachdem der Drucker zwecks Prüfungen etc. einige Zeit lang still stand hab ichs jetzt endlich geschafft.
Zur Lösung:
Da ich der Düse nichtmehr trauen konnte (es könnten sich ja doch irgendwelche Metallspäne von der gehobbten Schraube hinein verirrt haben) habe ich mich entscheiden sie auszuwechseln. Mit der neuen Düse [reprap-fab.org] -Danke Wolfgang!- hat das per Hand extrudieren schonmal wieder ohne großen Kraftaufwand funktioniert.
Die selbstgehobbte Schraube wurde ebenfalls durch eine aus dem Shop ersetzt.
Dann hatte ich allerdings noch das Problem, dass ich die Schraube ins Filament gefressen hat, statt es zu fördern, das lag einfach daran das ich schon längst den Überblick über meine Änderungen verloren hatte, der Extruder Polulu hatte viel zu viel Spannung. Also damit wieder runter das er gerade so genug Kraft hat.
Ergebnis: Der Drucker Extrudiert.
Ich hab dann gemerkt das ich mit der Kalibrierung nochmal von 0 beginnen sollte, da ich einfach schon viel zu viel rumgefuscht habe, das habe ich dann wie hier beschrieben getan: [reprap.org]
So hab ich dann die Betthöhe endlich vernünftig eingestellt und auch ein Problem mit Aussetzern auf der Y Achse(sieht man noch bei einigen Teilen im Bild) war ebenfalls schnell behoben, indem ich nen Lüfter über das RAMPS gesetzt habe.
Irgendwie schon komisch Probleme die mich Monate lang beschäftigt hatten waren innerhalb eines Vormittags gelöst, naja manchmal hat man ein Brett vorm Kopf.
|
Re: Druck-Probleme ... und Lösungen 16. October 2012 13:45 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 17 |
Hi Leute,
dann will ich mich auch mal mit meinem Problemchen anschließen. Ich habe einen gemoddeten emaker Huxley und der druckt mittlerweile auch echt schön, nur ist es mir jetzt schon zum wiederholten male passiert, das mitten im druck die Y-Achse einfach die bewegung eingestellt hat, ergo x und z bewegen sich brav weiter, aber der tisch steht still.
Ich kühle meine Steppertreiber schon mit einem kleinen Kupferkühlkörper und einem Lüfter, die waren auch kalt. Ergo hier kein Hitzeproblem. Mein Rechner wurde während dem Druck für nichts anderes verwendet. Sobald ich dann die Motoren aus machen lässt sich der Tisch auch ganz normal bewegen, da hakt und hängt auch nix.
Das passiert immer mal wieder auf unterschiedlichen Layern. Und irgendwie nervt es kaum einen Druck fertig zu kriegen...
Ich verwende die Elektronik von Chopper mit einer Kombination aus der aktuellen Sprinter und dem pronterface. Jemand Tipps für mich wie ich das in den Griff kriege?
Grüße Yulivee
dann will ich mich auch mal mit meinem Problemchen anschließen. Ich habe einen gemoddeten emaker Huxley und der druckt mittlerweile auch echt schön, nur ist es mir jetzt schon zum wiederholten male passiert, das mitten im druck die Y-Achse einfach die bewegung eingestellt hat, ergo x und z bewegen sich brav weiter, aber der tisch steht still.
Ich kühle meine Steppertreiber schon mit einem kleinen Kupferkühlkörper und einem Lüfter, die waren auch kalt. Ergo hier kein Hitzeproblem. Mein Rechner wurde während dem Druck für nichts anderes verwendet. Sobald ich dann die Motoren aus machen lässt sich der Tisch auch ganz normal bewegen, da hakt und hängt auch nix.
Das passiert immer mal wieder auf unterschiedlichen Layern. Und irgendwie nervt es kaum einen Druck fertig zu kriegen...
Ich verwende die Elektronik von Chopper mit einer Kombination aus der aktuellen Sprinter und dem pronterface. Jemand Tipps für mich wie ich das in den Griff kriege?
Grüße Yulivee
|
Re: Druck-Probleme ... und Lösungen 18. October 2012 06:26 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
|
Re: Druck-Probleme ... und Lösungen 19. October 2012 08:25 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
|
Re: Druck-Probleme ... und Lösungen 23. October 2012 13:31 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 17 |
Sorry das ich mich jetzt erst wieder melde, kam seit letzter woche praktisch nicht zum drucken.
Wie bereits erwähnt benutze ich die Elektronik von Chopper, diese verwendet aufgelötete SMD-Steppertreiber von TI. Die kann ich nicht mal eben umstecken, zumal ich da noch Kühlkörper draufgeklebt habe.
Das Poti vom Y-Achsentreiber steht genau in der Mitte. Nichtsdestrotrotz ist mir beim letzten Mal als das Problem auftrat aufgefallen, das der Motor meiner Y-Achse _ziemlich_ heiß wird. Nicht so, das man sich die Finger verbrennt, aber schon unangenehm. Ich dreh die Treiber mal etwas zurück und probiere mal ob es dann besser wird.
Danke auf jedenfall erstmal für die Tipps!
Grüße
Yulivee
Wie bereits erwähnt benutze ich die Elektronik von Chopper, diese verwendet aufgelötete SMD-Steppertreiber von TI. Die kann ich nicht mal eben umstecken, zumal ich da noch Kühlkörper draufgeklebt habe.
Das Poti vom Y-Achsentreiber steht genau in der Mitte. Nichtsdestrotrotz ist mir beim letzten Mal als das Problem auftrat aufgefallen, das der Motor meiner Y-Achse _ziemlich_ heiß wird. Nicht so, das man sich die Finger verbrennt, aber schon unangenehm. Ich dreh die Treiber mal etwas zurück und probiere mal ob es dann besser wird.
Danke auf jedenfall erstmal für die Tipps!
Grüße
Yulivee
|
Re: Druck-Probleme ... und Lösungen 23. October 2012 15:09 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 17 |
So ich habe nochmal bisschen probiert.
Die Potis von den Motoren hab ich so niedrig gestellt das ich gerade keine Schrittfehler mehr habe. Die Motoren werden jetzt auch nichtmehr als handwarm.
Trotzdem ist mir im Druck wieder der Tisch stehen geblieben, es bewegt sich nur x und y weiter. Ich habe ihn dann drucken lassen und getestet:
1.) Versuch - an allen Kabeln gewackelt. Kein Erfolg
2.) Versuch - Motorstrom von Y langsam hochgedreht. ==> Der Tisch fing an zu vibrieren, also er fährt ganz schnell ganz kurz vor un zurück. weis nicht wie ich das jetzt beschreiben soll... Wenn ich den Druck abbreche und die Motoren ausstelle, kann ich den Tisch mit der Hand bewegen.
Jemand ne Idee?
Grüße Yulivee
Die Potis von den Motoren hab ich so niedrig gestellt das ich gerade keine Schrittfehler mehr habe. Die Motoren werden jetzt auch nichtmehr als handwarm.
Trotzdem ist mir im Druck wieder der Tisch stehen geblieben, es bewegt sich nur x und y weiter. Ich habe ihn dann drucken lassen und getestet:
1.) Versuch - an allen Kabeln gewackelt. Kein Erfolg
2.) Versuch - Motorstrom von Y langsam hochgedreht. ==> Der Tisch fing an zu vibrieren, also er fährt ganz schnell ganz kurz vor un zurück. weis nicht wie ich das jetzt beschreiben soll... Wenn ich den Druck abbreche und die Motoren ausstelle, kann ich den Tisch mit der Hand bewegen.
Jemand ne Idee?
Grüße Yulivee
|
Re: Druck-Probleme ... und Lösungen 21. November 2012 13:31 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 22 |
Hallöchen.
Da bisher keiner geantwortet hat, schreibe ich jetzt einfach was.
Ich hatte dasselbe Problem. Ich hatte dieses Problem allerdings mit China StepSticks an sogar 2 Achsen(in meinem Fall meine Schuld).
Die eine Achse ging sporadisch, bei der anderen war der Treiber futsch.
Ich kann nur anraten den Motor gegen einen anderen zu tauschen. Ich bin mir bewusst dass es viel Arbeit ist und auch dass es keine zündende Idee ist, aber nur so kannst du dir nachher sicher sein, ob es am Motor oder am Motortreiber liegt.
Da bisher keiner geantwortet hat, schreibe ich jetzt einfach was.
Ich hatte dasselbe Problem. Ich hatte dieses Problem allerdings mit China StepSticks an sogar 2 Achsen(in meinem Fall meine Schuld).
Die eine Achse ging sporadisch, bei der anderen war der Treiber futsch.
Ich kann nur anraten den Motor gegen einen anderen zu tauschen. Ich bin mir bewusst dass es viel Arbeit ist und auch dass es keine zündende Idee ist, aber nur so kannst du dir nachher sicher sein, ob es am Motor oder am Motortreiber liegt.
|
Re: Druck-Probleme ... und Lösungen 26. February 2013 17:10 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 109 |
Hallo,
ich kapiers grad nicht,
ich versuche gerade beim Calibrieren die Testobjekte zu drucken. PLA 225°C Bett 55°C
im angehängten Bild sind die Testwürfel für das Infill, allerdings auf 1x1x0,5cm verkleinert. (Möchte da nicht so viel Filament verschwenden...) der ganz linke nur halb auf dem Bild ist mit Extrusion Multiplier 1 gedruckt, der nächste, der schon recht gut ausschaut mit 0,5, die anderen beiden mit 0,4 - da sieht man aich beim Infill zwischenräume, obwohl Infill auf 1 steht im Slic3r.
Im Log wird mir auch angezeigt, daß 30,8mm Filament benötigt werden. - Nachgemessen habe ich jetzt beim letzten Ausdruck einen tatsächlichen Verbrauch von knapp 86mm. Daraufhin dachte ich, daß die Steps/m in der Firmware doch nicht passen und habe im Repetier Host das Einfahren von 40mm Filament gestartet - es wurden auch wirklich nur 40mm Filament zurückgefahren. (In der manuellen Kontrolle bei Extruder1 Einfahren 40mm)
Bin ich nur zu doof dafür?
Edith:
ich habe eben auch mal den G-Code-Befehl E-10 eingegeben, da ist das Filament genau nur 10mm rausgefahren und mit E10 wieder 10mm rein.
Edith2: Habs gefunden:
In Slic3r in den Printer Settings hatte ich Teacup eingegeben, aber den Haken bei relative E Distance nicht gesetzt. Danach machen die motoren schöne Musik beim Laufen und die teile passen...
2-mal bearbeitet. Zuletzt am 26.02.13 18:24.
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de
ich kapiers grad nicht,
ich versuche gerade beim Calibrieren die Testobjekte zu drucken. PLA 225°C Bett 55°C
im angehängten Bild sind die Testwürfel für das Infill, allerdings auf 1x1x0,5cm verkleinert. (Möchte da nicht so viel Filament verschwenden...) der ganz linke nur halb auf dem Bild ist mit Extrusion Multiplier 1 gedruckt, der nächste, der schon recht gut ausschaut mit 0,5, die anderen beiden mit 0,4 - da sieht man aich beim Infill zwischenräume, obwohl Infill auf 1 steht im Slic3r.
Im Log wird mir auch angezeigt, daß 30,8mm Filament benötigt werden. - Nachgemessen habe ich jetzt beim letzten Ausdruck einen tatsächlichen Verbrauch von knapp 86mm. Daraufhin dachte ich, daß die Steps/m in der Firmware doch nicht passen und habe im Repetier Host das Einfahren von 40mm Filament gestartet - es wurden auch wirklich nur 40mm Filament zurückgefahren. (In der manuellen Kontrolle bei Extruder1 Einfahren 40mm)
Bin ich nur zu doof dafür?
Edith:
ich habe eben auch mal den G-Code-Befehl E-10 eingegeben, da ist das Filament genau nur 10mm rausgefahren und mit E10 wieder 10mm rein.
Edith2: Habs gefunden:
In Slic3r in den Printer Settings hatte ich Teacup eingegeben, aber den Haken bei relative E Distance nicht gesetzt. Danach machen die motoren schöne Musik beim Laufen und die teile passen...
2-mal bearbeitet. Zuletzt am 26.02.13 18:24.
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de
|
Re: Druck-Probleme ... und Lösungen 27. February 2013 05:35 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Spuckt der Slicer eigentlich inzwischen G83/G83 aus? Tut er das, sollte es eigentlich egal sein, ob relatives oder absolutes E eingestellt sind. Falls nicht, das bitte als Bug bei Slic3r melden.
Inzwischen gibt es übrigens einen Print Troubleshooting Pictorial Guide: [reprap.org] Sehr guter Ansatz, finde ich, auch wenn das Template für die grünen Kästen noch nicht recht klappt.
Inzwischen gibt es übrigens einen Print Troubleshooting Pictorial Guide: [reprap.org] Sehr guter Ansatz, finde ich, auch wenn das Template für die grünen Kästen noch nicht recht klappt.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druck-Probleme ... und Lösungen 07. March 2013 18:22 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 331 |
@Bruchflieger
So lange drucke ich ja auch noch nicht, doch deine Testwürfel sehen aus wie zu
Heiß gedruckt.
Ich druck mein PLA Filament wirklich bei 185 Grad wie empfohlen und gehe mit der Betttemperatur
Nach 2 Layern bei so kleinen Teilen auf 50 Grad runter
Bei kleineren, filigranen Teilen hat es mir auch schon geholfen mal 2 Teile mit einmal zu Drucken
Damit die Layer auch anständig abkühlen können. Dann matscht das nicht so.
Das du mit dem Multiplexer so weit runter muss oder gehst sollte nicht sein.
Hast die Einzugslänge des Extruders eigendlich schon Kalibriert?
mfg Ralf
Prusa i2 - Ramps 1.4 | DDP | Mk2a | Direktdrive - 0,4er Düse und Prusa i2 (Umbau) Gen7 v1.5 | DDP | Kapton-Heater 12V | Direktdrive V3 - 1,75mm + 0,5er Düse
FW-Repetier v1.92.8 + Host v2.1.3 | Skeinfore v12.03.14 | Sparkcube v1.1XL 300mm-Z im Bau
So lange drucke ich ja auch noch nicht, doch deine Testwürfel sehen aus wie zu
Heiß gedruckt.
Ich druck mein PLA Filament wirklich bei 185 Grad wie empfohlen und gehe mit der Betttemperatur
Nach 2 Layern bei so kleinen Teilen auf 50 Grad runter
Bei kleineren, filigranen Teilen hat es mir auch schon geholfen mal 2 Teile mit einmal zu Drucken
Damit die Layer auch anständig abkühlen können. Dann matscht das nicht so.
Das du mit dem Multiplexer so weit runter muss oder gehst sollte nicht sein.
Hast die Einzugslänge des Extruders eigendlich schon Kalibriert?
mfg Ralf
Prusa i2 - Ramps 1.4 | DDP | Mk2a | Direktdrive - 0,4er Düse und Prusa i2 (Umbau) Gen7 v1.5 | DDP | Kapton-Heater 12V | Direktdrive V3 - 1,75mm + 0,5er Düse
FW-Repetier v1.92.8 + Host v2.1.3 | Skeinfore v12.03.14 | Sparkcube v1.1XL 300mm-Z im Bau
|
Re: Druck-Probleme ... und Lösungen 08. March 2013 19:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 109 |
Hallo Ralf,
Im edit hatte ichs schon gepostet - Der Fehler war damals hauptsächlich, daß ich den Haken für relative E-Position für die Teacup FW nicht gesetzt hatte im Sic3r. Dadurch wurde im Gcode in jeder zeile der Wert der vorigen dazuaddiert und das sollte dann kummulativ verdruckt werden - aber der Drucker hat das in jeder Zeile neu ausgedruckt, obwohl nur die Differenz gedrucj´kt werden sollte (ich kanns grad nicht anders erklären)
Haken Gesetzt jetzt war in jeder Zeile der Wert für E soviel, wie wirklich gedruckt werden sollte. - Die Steps/mm hatte ich vorher ausgerechnet, gemessen und überprüft eingegeben in FW.
Ähm Aber gedruckt war es trotzdem zu heiß - nur war das bei den Bildern nicht der Hauptfehler.
Leider will das PLA mit 187°C gedruckt auf dem 60° Bett nicht haften - werde mit dem ersten Layer wieder heißer gehen müssen...
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de
Im edit hatte ichs schon gepostet - Der Fehler war damals hauptsächlich, daß ich den Haken für relative E-Position für die Teacup FW nicht gesetzt hatte im Sic3r. Dadurch wurde im Gcode in jeder zeile der Wert der vorigen dazuaddiert und das sollte dann kummulativ verdruckt werden - aber der Drucker hat das in jeder Zeile neu ausgedruckt, obwohl nur die Differenz gedrucj´kt werden sollte (ich kanns grad nicht anders erklären)
Haken Gesetzt jetzt war in jeder Zeile der Wert für E soviel, wie wirklich gedruckt werden sollte. - Die Steps/mm hatte ich vorher ausgerechnet, gemessen und überprüft eingegeben in FW.
Ähm Aber gedruckt war es trotzdem zu heiß
- nur war das bei den Bildern nicht der Hauptfehler.Leider will das PLA mit 187°C gedruckt auf dem 60° Bett nicht haften - werde mit dem ersten Layer wieder heißer gehen müssen...
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de
|
Re: Druck-Probleme ... und Lösungen 08. March 2013 19:35 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 331 |
Ich mach PLA erste Layer 200 Grad und Bett 55.
Danach mit 185 weiter. Nach dem 2-3 Layer das Bett dann auf
50 Grad runter. Das klappt bei mir sehr gut.
Ich muss selbst nach dem abkühlen die Teile von der Glasplatte runter brechen.
Manches mal sogar mit Zange oder Schraubenzieher.
Die Glasplatte hab ich allerdings mit Hong Kong Kapton Tape beklebt.
Das Filament scheint doch sehr verschieden zu sein.
mfg Ralf
Prusa i2 - Ramps 1.4 | DDP | Mk2a | Direktdrive - 0,4er Düse und Prusa i2 (Umbau) Gen7 v1.5 | DDP | Kapton-Heater 12V | Direktdrive V3 - 1,75mm + 0,5er Düse
FW-Repetier v1.92.8 + Host v2.1.3 | Skeinfore v12.03.14 | Sparkcube v1.1XL 300mm-Z im Bau
Danach mit 185 weiter. Nach dem 2-3 Layer das Bett dann auf
50 Grad runter. Das klappt bei mir sehr gut.
Ich muss selbst nach dem abkühlen die Teile von der Glasplatte runter brechen.
Manches mal sogar mit Zange oder Schraubenzieher.
Die Glasplatte hab ich allerdings mit Hong Kong Kapton Tape beklebt.
Das Filament scheint doch sehr verschieden zu sein.
mfg Ralf
Prusa i2 - Ramps 1.4 | DDP | Mk2a | Direktdrive - 0,4er Düse und Prusa i2 (Umbau) Gen7 v1.5 | DDP | Kapton-Heater 12V | Direktdrive V3 - 1,75mm + 0,5er Düse
FW-Repetier v1.92.8 + Host v2.1.3 | Skeinfore v12.03.14 | Sparkcube v1.1XL 300mm-Z im Bau
|
Re: Druck-Probleme ... und Lösungen 09. March 2013 11:44 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 109 |
Hi,
ich habe vorhin nochmal versucht zu drucken. bei 200 °C im 1. Layer würde er auf dem Bett haften, aber aus Gründen, die mir nicht in die Birne wollen, wird der Druckkopf für den nächsten Layer nicht angehoben. - geht kurz hoch für Lift 0,5 dann aber wieder um den gleichen Brtrag wieder runter - Gcode ist da aber korrekt. 1. Layer 0,5 hoch - Dann lift zum Bewegen auf 1,4mm und dann am Startpunkt des neuen Layers auf 0,9mm absenken - nur die Achse geht aber komplett wieder runter... - Hab schon die ganzen Geschwindigkeiten herab gesetzt...
Ach so - Firmware jetzt Repetier 0.8.1
- Irgendwie werde ich das Gefühl nicht los, daß mein Drucker mich hasst....
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de
ich habe vorhin nochmal versucht zu drucken. bei 200 °C im 1. Layer würde er auf dem Bett haften, aber aus Gründen, die mir nicht in die Birne wollen, wird der Druckkopf für den nächsten Layer nicht angehoben. - geht kurz hoch für Lift 0,5 dann aber wieder um den gleichen Brtrag wieder runter - Gcode ist da aber korrekt. 1. Layer 0,5 hoch - Dann lift zum Bewegen auf 1,4mm und dann am Startpunkt des neuen Layers auf 0,9mm absenken - nur die Achse geht aber komplett wieder runter... - Hab schon die ganzen Geschwindigkeiten herab gesetzt...
Ach so - Firmware jetzt Repetier 0.8.1
- Irgendwie werde ich das Gefühl nicht los, daß mein Drucker mich hasst....
LG Bruchi.
CNC-Modellbau und Frässervice: www.modellbau-mit-cnc.de


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Dieses Thema wurde beendet. Eine Antwort ist daher nicht möglich.