Nasen beim Layerwechsel und Lücken im Top Infill
geschrieben von Charly148
|
Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 04:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
Moinsen,
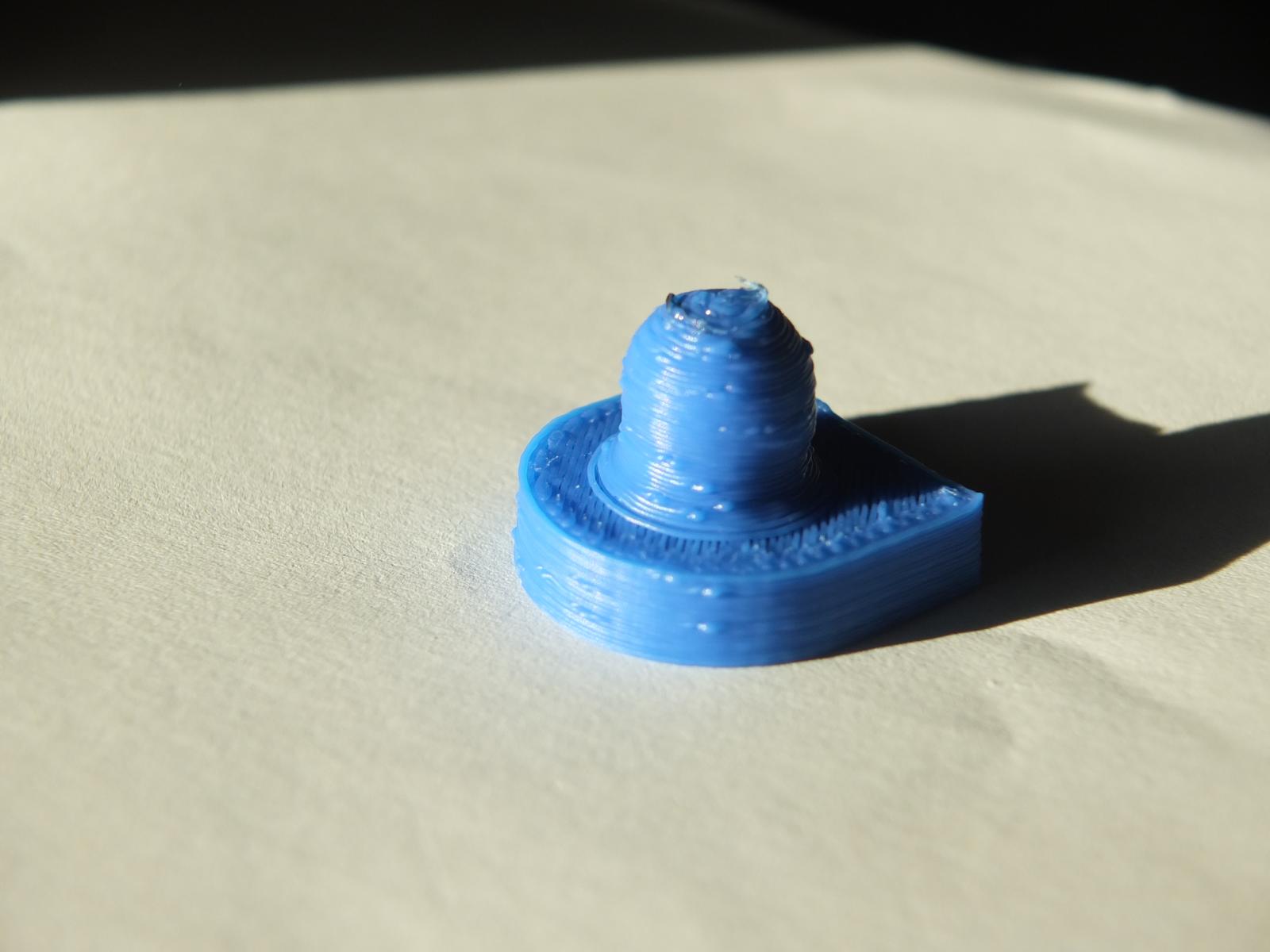
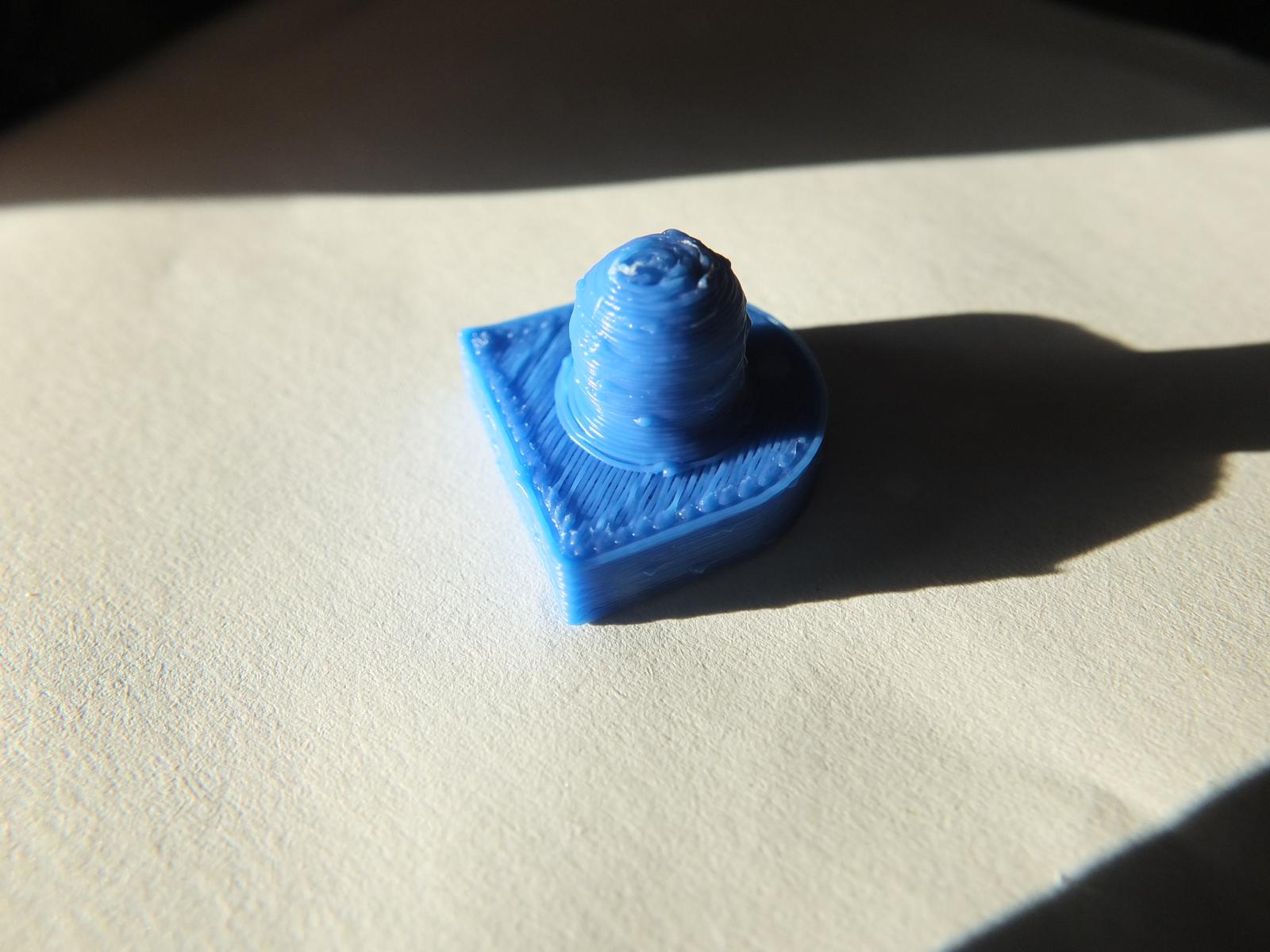
ich habe da ein kleines Problem mit meiner Druckqualität. Und zwar enstehen jedesmal beim Layerwechsel Nasen:
Ich habe in Slic3r 1.2.6 (selbes Ergebnis auch mit Cura und Slic3r 0.9.8) die Funktion "Random Starting Points" aktiviert. Schalte ich dieses aus entsteht eine Naht. First Layer und Perimeter sind perfekt und alles ist Maßhaltig bis auf wenige 1000stel.
Retract ist 1mm @ 25mm/s und min. Travel 2mm + Retract on layer change
Gedruckt wird E3D 3mm ABS @ 240°C; 75mm/s; 0.4mm Düse; Greg Wades
Desweiteren wird einfach der Top Solid Infill nicht geschlossen:
Die Bahnen liegen perfekt alle Lücken haben den selben Abstand und auch die selbe Breite. Ich habe bereits in Slic3r versucht die Extrusionsbreite vom Top Solid Infill auf 200% zu stellen (Bild ist mit 185%) => selbes Ergebnis. Mein Extruder ist kalibriert.
Hier nochmal alle Beschleunigen und Co.:
Habt ihr ne Idee woher das kommt bzw. wie ich das beseitige?
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
ich habe da ein kleines Problem mit meiner Druckqualität. Und zwar enstehen jedesmal beim Layerwechsel Nasen:

Ich habe in Slic3r 1.2.6 (selbes Ergebnis auch mit Cura und Slic3r 0.9.8) die Funktion "Random Starting Points" aktiviert. Schalte ich dieses aus entsteht eine Naht. First Layer und Perimeter sind perfekt und alles ist Maßhaltig bis auf wenige 1000stel.
Retract ist 1mm @ 25mm/s und min. Travel 2mm + Retract on layer change
Gedruckt wird E3D 3mm ABS @ 240°C; 75mm/s; 0.4mm Düse; Greg Wades
Desweiteren wird einfach der Top Solid Infill nicht geschlossen:

Die Bahnen liegen perfekt alle Lücken haben den selben Abstand und auch die selbe Breite. Ich habe bereits in Slic3r versucht die Extrusionsbreite vom Top Solid Infill auf 200% zu stellen (Bild ist mit 185%) => selbes Ergebnis. Mein Extruder ist kalibriert.
Hier nochmal alle Beschleunigen und Co.:

Habt ihr ne Idee woher das kommt bzw. wie ich das beseitige?
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 05:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Verwende Simplify, aber da gibt es sowas auch!
Betr. die kleinen Perlen: schalte mal versuchsweise den Retract ganz ab. Wenn es möglich ist einzustellen, die Förderung des Filament mindestens 2 Düsendurchmesser vor Layerende abschalten (Coast at End = .8) . Wenn weiterhin möglich und vorhanden, Wipe-Funktion ausprobieren (wischt vor dem Layerwechsel auf der bisherigen Bahn rückwärts die Düse sauber). Wenn vorhanden, Druckrichtung der Outer-Perimeter auf Außen-nach-Innen umstellen. Overlapping, gibt es das?
Betr. Infill Top Layer, mindestens 3 Layer einstellen, eher mehr und wenn Layerhöhe gering, umso mehr ...
H.
Betr. die kleinen Perlen: schalte mal versuchsweise den Retract ganz ab. Wenn es möglich ist einzustellen, die Förderung des Filament mindestens 2 Düsendurchmesser vor Layerende abschalten (Coast at End = .8) . Wenn weiterhin möglich und vorhanden, Wipe-Funktion ausprobieren (wischt vor dem Layerwechsel auf der bisherigen Bahn rückwärts die Düse sauber). Wenn vorhanden, Druckrichtung der Outer-Perimeter auf Außen-nach-Innen umstellen. Overlapping, gibt es das?
Betr. Infill Top Layer, mindestens 3 Layer einstellen, eher mehr und wenn Layerhöhe gering, umso mehr ...
H.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 05:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
Ich nutze Octoprint und Repetier Host und bin damit sehr zufrieden.  Ich werde mir sicherlich kein Programm holen, welches ich nicht vorher testen kann.
Ich werde mir sicherlich kein Programm holen, welches ich nicht vorher testen kann.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
Ich werde mir sicherlich kein Programm holen, welches ich nicht vorher testen kann.Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 05:31 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 11:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Damit die Layer gefullt werden hilft die extrusion width nicht! Dadurch erzeugst du nur dickere Bahnen, dafür aber weniger.
Wenn du Lücken im Infill hast musst du mit dem Multi hoch!
Die Blobbs bekommst vielleicht mit mehr retract weg. Ich würde dazu das Random Perimeter auf jeden Fall abschalten um es besser zu erkennen. Dieses Random verschleiert nur ein wenig das Problem.
Edit: Coast at end gibt es afaik nur bei S3D.
1-mal bearbeitet. Zuletzt am 07.02.15 11:09.
Wenn du Lücken im Infill hast musst du mit dem Multi hoch!
Die Blobbs bekommst vielleicht mit mehr retract weg. Ich würde dazu das Random Perimeter auf jeden Fall abschalten um es besser zu erkennen. Dieses Random verschleiert nur ein wenig das Problem.
Edit: Coast at end gibt es afaik nur bei S3D.
1-mal bearbeitet. Zuletzt am 07.02.15 11:09.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 11:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 489 |
Ggf. könnte auch helfen den retract speed zu erhöhen in Verbindung mit mehr retract.
Gruß Jürgen
Alles wird jut
Yet another Core XY 'YacXY'
Triffid_Hunter's_Calibration_Guide/de
Gruß Jürgen
Alles wird jut
Yet another Core XY 'YacXY'
Triffid_Hunter's_Calibration_Guide/de
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 11:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
So ich habe mal zwei Gcodes erstellt.
1. mit mehr retract 2mm statt 1mm
2. schnellerer retract 35mm/s statt 25mm/s
Ich werde die heute abend mal drucken und dann berichten. Weiter Tipps nehme ich gerne an.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
1. mit mehr retract 2mm statt 1mm
2. schnellerer retract 35mm/s statt 25mm/s
Ich werde die heute abend mal drucken und dann berichten. Weiter Tipps nehme ich gerne an.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 11:53 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
Wurstnase
... Die Blobbs bekommst vielleicht mit mehr retract weg. ...
Hat bei mir nur bedingt geholfen!
Habe Bowden-Drucker und da ist das Spiel des Filaments im Bowden recht hoch, vorgegeben sind vom Hersteller um 5 mm Retract. Ich kann ruhigen Gewissens behaupten, dass ich von 3 - 8 mm alles hinreichend ausprobiert habe, leider mit mäßigem Erfolg.
Deutlich besser wurde es mit der Einstellung 0,5 mm (!) bei gleichzeitig -0,5 mm "Extra Restart Distance" (S3D-spezifisch?), das heißt, die erneute Zuführung auf 0,0 wurde im Ergebnis unterbunden und zudem braucht der Drucker auch noch Zeit, um die "Lücke" im Materialfluß zu Beginn des neuen Layers auszugleichen. Das hat zu einem Nahezu-Erfolg geführt.
Darauf aufbauend habe ich eben mit 0-Retract das Ganze versucht - und siehe da, ich hatte den saubersten Druck seit Anbeginn vor einem halben Jahr! Dass das nur für Einzelobjekte gilt ist wohl selbstredend und bei den Verfahrwegen sollten auch keine "Abzweigungen" vorkommen, sodass der Drucker nicht im Durchlauf des äußersten Perimeters gestört wird.
Wer welches Programm gut findet ist mir ja sowas von Schnuppe... ich kann halt nur mit den Optionen meines Programms hausieren gehen, wie vergleichbare Funktionen anderswo heißen und wo sie zu finden sind, entzieht sich meiner Kenntnis. Und ganz nebenbei, auch S3D kocht nur mit Wasser resp. mit Plastik!
H.
2-mal bearbeitet. Zuletzt am 07.02.15 11:57.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 07. February 2015 16:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
So es ist getan. Nach rund 10 Testdrucken bin ich endlich zufrieden. 
Was habe ich geändert?
1. Kein Retract beim Layerwechsel: Die Nasen kommen vom Ruckartigen "Nachschieben" nach dem Retract beim wieder ansetzen.
2. Multi auf 1.02 angepasst und Filamentdicke auf 2.96mm geändert.
3. Drastische Temperatursenkung auf 230°C von 240°C.
4. Seam Position auf Aligned.
5. Default Extrusion Width auf 0.4
6. Top Solid Layer auf 3 Layer.
Bin erstmal zufrieden. Das Objekt ist recht klein 2x2cm, daher denke ich, dass es an großen Objekten kaum auffallen wird.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter

Was habe ich geändert?
1. Kein Retract beim Layerwechsel: Die Nasen kommen vom Ruckartigen "Nachschieben" nach dem Retract beim wieder ansetzen.
2. Multi auf 1.02 angepasst und Filamentdicke auf 2.96mm geändert.
3. Drastische Temperatursenkung auf 230°C von 240°C.
4. Seam Position auf Aligned.
5. Default Extrusion Width auf 0.4
6. Top Solid Layer auf 3 Layer.
Bin erstmal zufrieden. Das Objekt ist recht klein 2x2cm, daher denke ich, dass es an großen Objekten kaum auffallen wird.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 08. February 2015 01:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 489 |
Das sind aber ein bischen viele Kompromisse. Erhöhe mal deinen retractspeed und schalte 'lift z' an, 0,5 mm sollten reichen.Quote
Dass das nur für Einzelobjekte gilt ist wohl selbstredend und bei den Verfahrwegen sollten auch keine "Abzweigungen" vorkommen, sodass der Drucker nicht im Durchlauf des äußersten Perimeters gestört wird.
Gruß Jürgen
Alles wird jut
Yet another Core XY 'YacXY'
Triffid_Hunter's_Calibration_Guide/de
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 08. February 2015 04:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
Das werde ich später mal testen!
Ich musste relativ viel ändern, da ich viele Einstellungen in Slic3r für den Anfang auf dem Standart hab stehen lassen. Jetzt muss ich nurnoch die Seam Position wieder auf Random oder Nearest stellen, damit die Naht weg ist und im druck verschwindet.
Könnte es vlt. helfen noch die Funktion External Perimater First anzuschalten? Theoretisch müsste die Naht dann ja Innen Richtung Infill auftreten?! Oder nicht?
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
Ich musste relativ viel ändern, da ich viele Einstellungen in Slic3r für den Anfang auf dem Standart hab stehen lassen. Jetzt muss ich nurnoch die Seam Position wieder auf Random oder Nearest stellen, damit die Naht weg ist und im druck verschwindet.
Könnte es vlt. helfen noch die Funktion External Perimater First anzuschalten? Theoretisch müsste die Naht dann ja Innen Richtung Infill auftreten?! Oder nicht?
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 08. February 2015 04:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
I.R.Gendwer
... Das sind aber ein bischen viele Kompromisse. Erhöhe mal deinen retractspeed und schalte 'lift z' an, 0,5 mm sollten reichen.
Du übersiehst, dass das ein VERSUCH sein soll für eine bestimmte Art von Objekten, für das ich das in Rede stehende Druckwerk als geradezu prädestiniert ansehe.
Und damit niemand auf die Idee kommt, dass das in allen Fällen das Allheilmittel ist - meine Einschränkungen.
In S3D kann ich im Übrigen bestimmen, dass ein Retract nur durchgeführt werden soll, wenn über "freie Fläche" gefahren wird (z.B. bei Mehrfach-Objekten);
die Option "Lift" ist in S3D Standard (Retraction Vertical Lift). Ein Retract ohne Vertical Lift kann bewirken, dass Material sogar zurück gesaugt wird. Dann hat man nicht nur mit den Knubbeln am Anfang des neuen Layers zu kämpfen, sondern ggf am Ende das vorherigen Layers mit Löchern. Das kann man in S3D auch mit der Option "Wipe" umgehen oder zumindest lindern.
Wenn zu flüssig, "verliert" die Düse an der neuen Position schon Material, bevor das Filament wieder vor gerückt wird (wie nennt man das? Vortrieb?) Und das wiederum hängt erheblich mit der Druckgeschwindigkeit zusammen, die m.E. bei diesem Objekt sehr niedrig sein sollte; also Geschwindigkeit und Temperatur eher runter als rauf!
Mit einem größeren Retract kann man den Bock aber auch zum Gärtner machen; außerdem spielt die Viskosität des aufgeschmolzenen Materials ein erhebliche Rolle wie auch die Länge des Düsenkanals (bei mir unter 1 mm > E3DV6).
Den Retract fahre ich üblicherweise mit 120 mm/s, aber auch da muss man Variationen ausprobieren. Ich habe Testwürfel im Dutzend gedruckt, wenn es alles so einfach wäre, hätte ich es sicher geschrieben.
H.
2-mal bearbeitet. Zuletzt am 08.02.15 04:32.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 02. March 2015 14:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
Ich forsche auch schon geraume Zeit, diese blobs wegzukriegen.
Bei mir treten sie allerdings nicht beim Layerwechsel sondern beim Perimeterwechsel auf. Ich sehe das besonders gut bei runden Objekten, da es sonst in den Ecken versteckt ist.
Da steht die Düse für Sekundenbruchteile und durch den Druck im Bowden drückt es da einen kleinen Punkt raus.
Beim nächsten Drüberfahren wird er dann nach aussen "gewalzt".
Leider gibt es diese coast at the end bei simplify nur bei Layerwechsel aber nicht beim Perimeterwechsel.
Grüsse.
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Ich forsche auch schon geraume Zeit, diese blobs wegzukriegen.
Bei mir treten sie allerdings nicht beim Layerwechsel sondern beim Perimeterwechsel auf. Ich sehe das besonders gut bei runden Objekten, da es sonst in den Ecken versteckt ist.
Da steht die Düse für Sekundenbruchteile und durch den Druck im Bowden drückt es da einen kleinen Punkt raus.
Beim nächsten Drüberfahren wird er dann nach aussen "gewalzt".
Leider gibt es diese coast at the end bei simplify nur bei Layerwechsel aber nicht beim Perimeterwechsel.
Grüsse.
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 02. March 2015 19:11 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... hast Du schon die Variationen mit Inside / Outside first ausprobiert? Das sollte das Problem eigentlich lösen, ist ja schließlich dafür gedacht.
Perimeter werden auch nach außen "gequetscht", wenn beim Infill zuviel Überschneidung und / oder zuviel ExtrusionWidth eingestellt ist.
Und wenn das alles nicht hilft, mal mit Filamentdurchmesser resp. Multiplier spielen.
H.
Nachtrag:
Ich habe das nochmals nachgelesen ( [www.forum.simplify3d.com]), ich kann nicht erkennen, dass sich Coasting Distance nur auf Layer beziehen soll. Es ist nur die Rede von "Bahnen" und darunter kann man alle Bewegungen der Düse verstehen, egal ob Perimeter, Infill usw., Layer ist die Schicht. Vielleicht hast Du in ADVANCED "Only Retract when crossing open spaces" eingeschaltet, dann gibts innerhalb des Objekts eben kein Retract und somit auch kein Coasting Distances ( ... Coasting Distance: Setting a coasting value can be good if you want to empty out your nozzle before doing a retract.)
1-mal bearbeitet. Zuletzt am 02.03.15 19:40.
Perimeter werden auch nach außen "gequetscht", wenn beim Infill zuviel Überschneidung und / oder zuviel ExtrusionWidth eingestellt ist.
Und wenn das alles nicht hilft, mal mit Filamentdurchmesser resp. Multiplier spielen.
H.
Nachtrag:
Ich habe das nochmals nachgelesen ( [www.forum.simplify3d.com]), ich kann nicht erkennen, dass sich Coasting Distance nur auf Layer beziehen soll. Es ist nur die Rede von "Bahnen" und darunter kann man alle Bewegungen der Düse verstehen, egal ob Perimeter, Infill usw., Layer ist die Schicht. Vielleicht hast Du in ADVANCED "Only Retract when crossing open spaces" eingeschaltet, dann gibts innerhalb des Objekts eben kein Retract und somit auch kein Coasting Distances ( ... Coasting Distance: Setting a coasting value can be good if you want to empty out your nozzle before doing a retract.)
1-mal bearbeitet. Zuletzt am 02.03.15 19:40.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 02:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Coasting ist nur in kleinen Dosen wirklich brauchbar, da es einfach die Düse leerlaufen lässt. Ich würde das nicht zu hoch einstellen. Die meisten Nasen kommen wenn man zu viel drückt.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 02:53 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 268 |
Quote
Wurstnase
Die meisten Nasen kommen wenn man zu viel drückt.
Das heißt Beschleunigung und Geschwindigkeit runter, oder!? Müsste ich am Wochenende mal testen.
Grüße Philipp
exiguus v1.4 Bautagebuch
Mein Blog inkl. Newsletter
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 03:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Nein, das heißt Steps vom Extruder runter oder Multi runter.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 03:30 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
Wurstnase
Coasting ist nur in kleinen Dosen wirklich brauchbar ...
... so gesehen schon, aber alles im Leben ist eben relativ! Wenn ich das Volumen auf den letzten sagen wir mal 3 mm der Bahn mit 0,4 mm Düse, 0,5 mm ExtrusionWidth und 0,2 mm Layerhöhe ausrechnen wollte, würde ich Excel & Co bemühen, um mit den vielen Nullen nicht durcheinander zu kommen
Um von 0,05 mm Layer und dünner gar nicht erst zu reden.Ist alles Erfahrungssache, ich komme mit meinem Mankati (Bowden, 4,5 mm Retract, Layer 0,1 - 0,2 mm) mit 3 mm Coasting bestens zurecht und habe Null Probleme mit Bobbels & Co. Und ganz sicher haben andere Parameter wie Drucktemperatur usw. aber auch ein gewichtiges Wörtchen mitzureden.
"Plattwalzen" und "beiseiteschieben" wie oben beschrieben kann die Düse im nachfolgenden Durchgang m.E. nur, wenn zuviel Material aufgebracht ist. Das gilt es zuerst abzustellen, alles Weitere ist Feintuning (dass es keine mechanischen Probleme gibt, setze ich voraus!).
Geschwindigkeit reduzieren? Ja klar, gilt ja gemeinhin, dass langsamere Geschwindigkeit bessere Druckqualität ergibt. Das bezieht sich aber eher auf die Verklebung und Kühlzeit der neuen Bahn mit der Vorherigen. Die Materialförderung korrespondiert mit der Düsenbewegung einschließlich deren Geschwindigkeit. Das Herabsetzen verhindert also nicht den Materialüberschuß, wenigstens nicht signifikant. Falsch eingestellte Filamentdurchmesser z.B. sind da viel ausschlaggebender.
H.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 03:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Ja klar hat man bei 3mm coasting keine Probleme mehr mit Blasen oder so. Aber du handelst dir halt andere Probleme ein. Kein Material an Kanten z.B.
Mit Coasting hast du keine Kontrolle mehr über dein Filament.
Mit Coasting hast du keine Kontrolle mehr über dein Filament.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 04:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
Welche Coasting und Wipe distance habt ihr denn so eingestellt?
Ich bin momentan bei 0,4mm Coasting und 0,5mm Wipe und habe noch kleine Probleme mit den Blobs. Egal was ich versuche, ganz weg bekomme ich die nicht.
E-Steps usw. sind natürlich kalibriert.
Grüße
Marco
Thingiverse
Ich bin momentan bei 0,4mm Coasting und 0,5mm Wipe und habe noch kleine Probleme mit den Blobs. Egal was ich versuche, ganz weg bekomme ich die nicht.
E-Steps usw. sind natürlich kalibriert.

Grüße
Marco
Thingiverse
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 07:43 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
wie dein letzter Satz im Nachtrag schon sagt, das coasting wirkt nur beim retract. Ich habe da 1,2mm eingestellt und es funktioniert wunderbar.
Der kleine Pickel der dann zum blob rausgedrückt wird, entsteht wie schon beschrieben, beim Perimeterwechsel. Der kurze Moment wo die Düse da stillsteht.
Innen/Aussen zuerst habe ich auch schon getestet, macht da keinen Unterschied.
Wenn ich langsamer drucke ist der Effekt logischerweise geringer, da beim Stop der Düse weniger Druck im Bowden ist.
Man bräuchte ein "costing bei Perimeterwechsel". Mal sehen ob eine Änderung bei "Only Retract when crossing open spaces" was bringt.
Grüße
Sascha
1-mal bearbeitet. Zuletzt am 03.03.15 07:45.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
wie dein letzter Satz im Nachtrag schon sagt, das coasting wirkt nur beim retract. Ich habe da 1,2mm eingestellt und es funktioniert wunderbar.
Der kleine Pickel der dann zum blob rausgedrückt wird, entsteht wie schon beschrieben, beim Perimeterwechsel. Der kurze Moment wo die Düse da stillsteht.
Innen/Aussen zuerst habe ich auch schon getestet, macht da keinen Unterschied.
Wenn ich langsamer drucke ist der Effekt logischerweise geringer, da beim Stop der Düse weniger Druck im Bowden ist.
Man bräuchte ein "costing bei Perimeterwechsel". Mal sehen ob eine Änderung bei "Only Retract when crossing open spaces" was bringt.
Grüße
Sascha
Quote
horst.w
... hast Du schon die Variationen mit Inside / Outside first ausprobiert? Das sollte das Problem eigentlich lösen, ist ja schließlich dafür gedacht.
Perimeter werden auch nach außen "gequetscht", wenn beim Infill zuviel Überschneidung und / oder zuviel ExtrusionWidth eingestellt ist.
Und wenn das alles nicht hilft, mal mit Filamentdurchmesser resp. Multiplier spielen.
H.
Nachtrag:
Ich habe das nochmals nachgelesen ( [www.forum.simplify3d.com]), ich kann nicht erkennen, dass sich Coasting Distance nur auf Layer beziehen soll. Es ist nur die Rede von "Bahnen" und darunter kann man alle Bewegungen der Düse verstehen, egal ob Perimeter, Infill usw., Layer ist die Schicht. Vielleicht hast Du in ADVANCED "Only Retract when crossing open spaces" eingeschaltet, dann gibts innerhalb des Objekts eben kein Retract und somit auch kein Coasting Distances ( ... Coasting Distance: Setting a coasting value can be good if you want to empty out your nozzle before doing a retract.)
1-mal bearbeitet. Zuletzt am 03.03.15 07:45.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 08:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Ggf. schonmal versucht mit der Retract-Geschwindigkeit nach oben zu gehen. Bei meinem Airtripper mit 1.75mm gehe ich auf 120mm/s bei ca. 2,5 bis 3mm.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 12:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
loco
... Egal was ich versuche, ganz weg bekomme ich die nicht. ...
Ist das PLA-Filament?
Dann messe es nochmal genau aus und stelle den Wert so wie ermittelt beim Filamentdurchmesser ein. Den Multiplier stellst Du auf zunächst 0,90 und hangelst Dich dann in 0,03er Schritten nach oben.
Bei meinem aktuellen PLA, das ich heute morgen aufgelegt habe, bringt 0,95 das absolut beste Ergebnis: keine Ausdrückungen, keine Bobbelchen, aber auch keine Hungerlöcher, wie ich sie mit 0,90 gehabt habe.
Gleiches mit ABS, hier bei Multiplier 1,00 anfangen.
Ein Versuch ist's wert.
H.
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 03. March 2015 18:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
Ja, ist PLA. Der Extruder ist wie schon gesagt kalibriert, da gehört natürlich auch der Filamentdurchmesser dazu.
Der Top Infill ist richtig glatt, wenn ich jetzt den Flow reduziere hab ich da nur wieder Löcher drin...
Ich werds wohl nochmal mit mehr Coasting und/oder weniger Wipe Distance versuchen.
Grüße
Marco
Thingiverse
Der Top Infill ist richtig glatt, wenn ich jetzt den Flow reduziere hab ich da nur wieder Löcher drin...
Ich werds wohl nochmal mit mehr Coasting und/oder weniger Wipe Distance versuchen.
Grüße
Marco
Thingiverse
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 07:56 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
ich habe mal mit den Einstellungen von simplify gespielt, bekomme aber keine Verbesserung hin. Im Detail:
- Beschleunigung von 1200 auf 3000 -> keine Verbesserung
- Coasting von 1,2mm auf 4mm (er coastet auch bei Perimeterwechsel) -> keine Verbesserung
- Jerk von 5 - 20 -> keine Verbesserung
- Temeratur des Filaments 7° runter -> keine Verbesserung
- retract ein bei Perimeterwechsel -> keine Verbesserung
Habe den Startpunkt mal von random auf fest eingestellt um besser sehen zu können was passiert.
So wie ich das sehe, macht die Düse beim Start des neuen Perimeters einen kleinen dickeren Punkt, der dann breit gedrückt wird. Daher helfen auch die meisten der o.g. Einstellungen nicht, da sie ja nur auf das Ende des Perimeters wirken..
Aber wie kann man den Startpunkt beeinflussen (kein retract)?
Auf dem Bild ist folgendes eingestellt:
retract aus
XY Beschleunigung 3000
Speed 100mm/sek
Layerhöhe 0,2mm PLA bei 200°C
random start aus
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ich habe mal mit den Einstellungen von simplify gespielt, bekomme aber keine Verbesserung hin. Im Detail:
- Beschleunigung von 1200 auf 3000 -> keine Verbesserung
- Coasting von 1,2mm auf 4mm (er coastet auch bei Perimeterwechsel) -> keine Verbesserung
- Jerk von 5 - 20 -> keine Verbesserung
- Temeratur des Filaments 7° runter -> keine Verbesserung
- retract ein bei Perimeterwechsel -> keine Verbesserung
Habe den Startpunkt mal von random auf fest eingestellt um besser sehen zu können was passiert.
So wie ich das sehe, macht die Düse beim Start des neuen Perimeters einen kleinen dickeren Punkt, der dann breit gedrückt wird. Daher helfen auch die meisten der o.g. Einstellungen nicht, da sie ja nur auf das Ende des Perimeters wirken..
Aber wie kann man den Startpunkt beeinflussen (kein retract)?
Auf dem Bild ist folgendes eingestellt:
retract aus
XY Beschleunigung 3000
Speed 100mm/sek
Layerhöhe 0,2mm PLA bei 200°C
random start aus

Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 07:59 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Hast du die Beschleunigung und die Geschwindigkeiten auch in deiner config.h angepasst?
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 08:50 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 09:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Ja ok, dass meinte ich quasi. Klang so als ob du die Werte im Slicer angegeben hast.
Wenn du nicht gerade runde Objekte hast, kannst du bei S3D auch angeben, in welcher Ecke er den Layerwechsel vornehmen soll. Dadurch kannst die Dinger in eine Ecke 'verbannen' die man eh nicht so sieht.
Beim Extruder habe ich 9000acc/120mm/s bei 2.5mm bis 3mm retract. Drucken tue ich mit 70mm/s Perimeter (35 Externe) und 120mm/s infill. Das ganze bei 2000acc.
Aber ganz wegbekommen wird man die wohl nicht. Irgendwo muss er ja den Layerwechsel machen.
Ich drucke aber auch meistens mit Slic3r. Vielleicht kannst das ja mal gegenüber stellen.
Wenn du nicht gerade runde Objekte hast, kannst du bei S3D auch angeben, in welcher Ecke er den Layerwechsel vornehmen soll. Dadurch kannst die Dinger in eine Ecke 'verbannen' die man eh nicht so sieht.
Beim Extruder habe ich 9000acc/120mm/s bei 2.5mm bis 3mm retract. Drucken tue ich mit 70mm/s Perimeter (35 Externe) und 120mm/s infill. Das ganze bei 2000acc.
Aber ganz wegbekommen wird man die wohl nicht. Irgendwo muss er ja den Layerwechsel machen.
Ich drucke aber auch meistens mit Slic3r. Vielleicht kannst das ja mal gegenüber stellen.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 11:04 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Wenn man den Slicer so einstellt, dass er den äußeren Perimeter zuletzt druckt, hat man am Anfang des nächsten Layer den Punkt nicht außen, sondern innen, wenn die Nase erst beim Start des nächsten Layers entsteht.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Wenn man den Slicer so einstellt, dass er den äußeren Perimeter zuletzt druckt, hat man am Anfang des nächsten Layer den Punkt nicht außen, sondern innen, wenn die Nase erst beim Start des nächsten Layers entsteht.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Nasen beim Layerwechsel und Lücken im Top Infill 04. March 2015 13:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin Frithjof,
wie ich geschrieben habe, beim Start des Perimeters. Auch der Äussere hat einen Anfang....
Ich drucke auch immer die Inneren zuerst, ausser bei diesen Tests.
Die blobs sind auch innen.
Grüsse
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
wie ich geschrieben habe, beim Start des Perimeters. Auch der Äussere hat einen Anfang....
Ich drucke auch immer die Inneren zuerst, ausser bei diesen Tests.
Die blobs sind auch innen.
Grüsse
Sascha
Quote
Fridi
Moin moin aus HU.
Wenn man den Slicer so einstellt, dass er den äußeren Perimeter zuletzt druckt, hat man am Anfang des nächsten Layer den Punkt nicht außen, sondern innen, wenn die Nase erst beim Start des nächsten Layers entsteht.
Gruß
Frithjof
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.