Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
>
Seite 2
Druckgeschwindigkeit und Temperatur
geschrieben von Willy
|
Re: Druckgeschwindigkeit und Temperatur 20. July 2013 07:04 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Hier mal ein Beispiel, wo erst mit Temperaturvorgabe schnell gedruckt werden kann (ist die gleiche gcode-Datei, die auch für die Bilder oben verwendet wurde):
Die große Deckfläche erfordert bei 100 mm/s Druckgeschwindigkeit etwa 226°C. Dann wird die abgeschrägte Erhöhung gedruckt, wobei 2 Layer Zeit bleiben, um die Temperatur von 226°C auf 206°C zu senken. Danach folgt die Brücke (zum Einschieben einer Mutter), die mit 206°C ganz gut gelingt. Ohne Temperaturvorgabe hing die Brücke stärker durch, obwohl der Druck langsamer erfolgte (70 mm/s und 215°C konstante Temp).
@Stoffel: Eigentlich sollten berechnete Geschwindigkeiten und Vorgabe-Temperaturen jetzt passen, da ich das mehrfach quer geprüft habe. Wie VDX schon sagte sind das Skalierungs-Unterschiede. Würde die Temperaturachse von 185 bis 231,67 °C gehen, dann lägen die berechneten Temperaturen zunächst (vor der Heizzeit-Verschiebung) genau auf der blauen Linie.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker

Die große Deckfläche erfordert bei 100 mm/s Druckgeschwindigkeit etwa 226°C. Dann wird die abgeschrägte Erhöhung gedruckt, wobei 2 Layer Zeit bleiben, um die Temperatur von 226°C auf 206°C zu senken. Danach folgt die Brücke (zum Einschieben einer Mutter), die mit 206°C ganz gut gelingt. Ohne Temperaturvorgabe hing die Brücke stärker durch, obwohl der Druck langsamer erfolgte (70 mm/s und 215°C konstante Temp).
@Stoffel: Eigentlich sollten berechnete Geschwindigkeiten und Vorgabe-Temperaturen jetzt passen, da ich das mehrfach quer geprüft habe. Wie VDX schon sagte sind das Skalierungs-Unterschiede. Würde die Temperaturachse von 185 bis 231,67 °C gehen, dann lägen die berechneten Temperaturen zunächst (vor der Heizzeit-Verschiebung) genau auf der blauen Linie.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 01:37 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Hast du da jetzt ein Plugin in Skeinforge gebaut ? Oder wie machst du das ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 03:31 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Mit einem eigenen Programm, das den gcode einliest, wie die Firmware interpretiert (hoffentlich  ) und so die realen Geschwindigkeiten unter Berücksichtigung von jerk und Beschleunigung ermittelt. Diese Werte müssen so vorgegeben werden, wie sie auch in der FW stehen. Dann werden über jeweils 5 s Geschwindigkeitsmittelwerte gebildet, die zugehörigen Temperaturen berechnet und mit einer Vorlaufzeit von 3 s pro °C (beim Heizen) in die gcode-Datei eingefügt.
) und so die realen Geschwindigkeiten unter Berücksichtigung von jerk und Beschleunigung ermittelt. Diese Werte müssen so vorgegeben werden, wie sie auch in der FW stehen. Dann werden über jeweils 5 s Geschwindigkeitsmittelwerte gebildet, die zugehörigen Temperaturen berechnet und mit einer Vorlaufzeit von 3 s pro °C (beim Heizen) in die gcode-Datei eingefügt.
Das Programm habe ich mit meiner Lieblings-Entwicklungsumgebung - Turbo-Pascal - geschrieben. Wenn mein Sohn Lust hat (Zeit hat er, da Ferien ), dann konvertieren wir das noch in ein Java-Programm.
), dann konvertieren wir das noch in ein Java-Programm.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
) und so die realen Geschwindigkeiten unter Berücksichtigung von jerk und Beschleunigung ermittelt. Diese Werte müssen so vorgegeben werden, wie sie auch in der FW stehen. Dann werden über jeweils 5 s Geschwindigkeitsmittelwerte gebildet, die zugehörigen Temperaturen berechnet und mit einer Vorlaufzeit von 3 s pro °C (beim Heizen) in die gcode-Datei eingefügt.Das Programm habe ich mit meiner Lieblings-Entwicklungsumgebung - Turbo-Pascal - geschrieben. Wenn mein Sohn Lust hat (Zeit hat er, da Ferien
), dann konvertieren wir das noch in ein Java-Programm.LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 05:46 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Ferien, da sagst du was... alle Lieferanten haben die Klappen dicht gemacht..."Wir haben Urlaub" grumpfel...
Da wird man doch glatt genötigt selber Urlaub zu machen.
Dabei wollte ich doch ne andere Düse bauen und testen... Ideen muss man schnell umsetzen...
Jetzt kann ich das Material was ich dazu brauche nicht bestellen...
Turbo-Pascal ?? Gibbet das überhaupt noch ??
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Da wird man doch glatt genötigt selber Urlaub zu machen.
Dabei wollte ich doch ne andere Düse bauen und testen... Ideen muss man schnell umsetzen...
Jetzt kann ich das Material was ich dazu brauche nicht bestellen...
Turbo-Pascal ?? Gibbet das überhaupt noch ??
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 12:09 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 120 |
Stoffel15 Wrote:
-------------------------------------------------------
> Turbo-Pascal ?? Gibbet das überhaupt noch ??
Wenn's schnell und unschön werden soll, nehme ich's auch noch. Nur die DOS-Ebene ist etwas nervig.
(Zur Erklärung: Wenn man die oberste Schicht auf dem Flachschirm ablöst, findet man darunter die DOS-Ebene> <)
<)
Im Moment schlage ich mit einem Optimierungsprogramm für meine Fräs-Bohrmaschine herum. Sowas in Richtung TravelingSalesman-Problem. Das mache ich erstmal auch unter Turbo.
Tschö, Richard
-------------------------------------------------------
> Turbo-Pascal ?? Gibbet das überhaupt noch ??
Wenn's schnell und unschön werden soll, nehme ich's auch noch. Nur die DOS-Ebene ist etwas nervig.
(Zur Erklärung: Wenn man die oberste Schicht auf dem Flachschirm ablöst, findet man darunter die DOS-Ebene>
<)Im Moment schlage ich mit einem Optimierungsprogramm für meine Fräs-Bohrmaschine herum. Sowas in Richtung TravelingSalesman-Problem. Das mache ich erstmal auch unter Turbo.
Tschö, Richard
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 15:08 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
> Wenn's schnell und unschön werden soll...
Das "Unschöne" kann die Programmiererin überhaupt nur bei den einfachen Programmiersprachen erkennen (Fortran, C ohne ++, Pascal, ...). Wie unschön heutige Programme sind, merkt sie nur noch an den ständigen Sicherheitsupdates.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Das "Unschöne" kann die Programmiererin überhaupt nur bei den einfachen Programmiersprachen erkennen (Fortran, C ohne ++, Pascal, ...). Wie unschön heutige Programme sind, merkt sie nur noch an den ständigen Sicherheitsupdates
.LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 22. July 2013 17:42 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.890 |
... für 'Traveling Salesman'-Optimierungen von bis zu Tausenden von Bohrlöchern hatte ich mir seinerzeit (um etwa 1988 herum) aus der SdW ein paar Algorythmen für ein selbstoptimierendes 'Neuronales Netzwerk' für GFA-Basic umgeschrieben -- wundere mich seitdem, warum sowas danach nicht mehr Schule gemacht hat ... in GFA-Basic als NN hat's für 500 Bohrlöcher etwa 10 Minuten für den zu 99,9% kürzesten Weg gebraucht, ein proffessioneller in Assembler geschriebener 'Brute-Force'-Löser brauchte die doppelte Zeit 
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Druckgeschwindigkeit und Temperatur 23. July 2013 06:27 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Für das Travelling Salesman Problem gibt es Concorde: [www.math.uwaterloo.ca]
Es ist so ziemlich alles schon mal gelöst, man muss es nur finden
Es ist so ziemlich alles schon mal gelöst, man muss es nur finden
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 29. July 2013 07:02 |
Hallo zusammen,
ich bin ein Neueinsteiger bei den Reprap Druckern.
Ich habe eine CNC Portalfräse und habe mir einen Extruder mit 43mm Eurohalsaufnahme selbst gebaut. Als Coldend habe ich mir einen Wade Extruder gekauft. Dieser sitzt auf einer 43mm Aufnahme. Unterhalb experimentiere ich gerade mit verschiedenen selbstgebauten Hotends herum. Ich bin in der glücklichen Lage eine Drehmaschine zu haben
Als Host und Firmware verwende ich die neuste Repetier Software mit einem Gen7 Nachbau. Alles bestens soweit.
Beim Lesen hier im Forum und auch in der Configuration.h ist mir aufgefallen, dass die erreichten Geschwindigkeiten bei mir scheinbar deutlich geringer sind. Mit meiner "besten" Düse (200°C mit 3mm PLA und 0,5mm) schaffe ich 200mm/min kontinuierlich. Das wären also 3,33mm/sec.
In der Configuration.h steht als Default Wert z.B. #define EXT0_MAX_FEEDRATE 30 (mm/sec) d.h. 1800mm/min!
Auch hier im Forum lese ich von so hohen Werte.
Ist mein "bestes" Hotend so schlecht oder verstehe ich die Werte falsch?
Die Werte geben doch die Milimeter des eingezogenen (3mm) Filaments an, oder?
Ich beziehe mich hier auf das Feld "Extruder" -> "Geschwindigkeit [mm/min]" im Repetier Host 0.90c.
Vielen Dank!
Dirk
ich bin ein Neueinsteiger bei den Reprap Druckern.
Ich habe eine CNC Portalfräse und habe mir einen Extruder mit 43mm Eurohalsaufnahme selbst gebaut. Als Coldend habe ich mir einen Wade Extruder gekauft. Dieser sitzt auf einer 43mm Aufnahme. Unterhalb experimentiere ich gerade mit verschiedenen selbstgebauten Hotends herum. Ich bin in der glücklichen Lage eine Drehmaschine zu haben
Als Host und Firmware verwende ich die neuste Repetier Software mit einem Gen7 Nachbau. Alles bestens soweit.
Beim Lesen hier im Forum und auch in der Configuration.h ist mir aufgefallen, dass die erreichten Geschwindigkeiten bei mir scheinbar deutlich geringer sind. Mit meiner "besten" Düse (200°C mit 3mm PLA und 0,5mm) schaffe ich 200mm/min kontinuierlich. Das wären also 3,33mm/sec.
In der Configuration.h steht als Default Wert z.B. #define EXT0_MAX_FEEDRATE 30 (mm/sec) d.h. 1800mm/min!
Auch hier im Forum lese ich von so hohen Werte.
Ist mein "bestes" Hotend so schlecht oder verstehe ich die Werte falsch?
Die Werte geben doch die Milimeter des eingezogenen (3mm) Filaments an, oder?
Ich beziehe mich hier auf das Feld "Extruder" -> "Geschwindigkeit [mm/min]" im Repetier Host 0.90c.
Vielen Dank!
Dirk
|
Re: Druckgeschwindigkeit und Temperatur 29. July 2013 07:30 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Du verstehst die Werte falsch. Meistens beziehen sich Angaben hier im Forum auf die Druckgeschwindigkeit.
Wenn Du mal auf die erste Seite gehst und Dir das unterste Diagramm ansiehst (blaue und rote Linien), dann erkennst Du, dass ich für 3,3 mm/s Filamentgeschwindigkeit ca. 230°C vorgebe, damit es gut funktioniert. Die EXT0_MAX_FEEDRATE ist eigentlich nur für Retract-Bewegungen relevant, wobei ein Wade eher bei 10 - 15 mm/s betrieben wird (Ein Direct-drive Bowden deutlich schneller).
Wenn Du 3,3 mm/s kontinuierlich bei 200°C schaffst, dann poste doch bitte mal Deine Konstruktion .
.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Wenn Du mal auf die erste Seite gehst und Dir das unterste Diagramm ansiehst (blaue und rote Linien), dann erkennst Du, dass ich für 3,3 mm/s Filamentgeschwindigkeit ca. 230°C vorgebe, damit es gut funktioniert. Die EXT0_MAX_FEEDRATE ist eigentlich nur für Retract-Bewegungen relevant, wobei ein Wade eher bei 10 - 15 mm/s betrieben wird (Ein Direct-drive Bowden deutlich schneller).
Wenn Du 3,3 mm/s kontinuierlich bei 200°C schaffst, dann poste doch bitte mal Deine Konstruktion
.LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 29. July 2013 09:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 9 |
Hallo Willy,
vielen Dank für die Richtigstellung. Das beruhigt mich doch
Ich habe hier gerade leider kein Foto vom aktuellen Hotend, poste ich später.
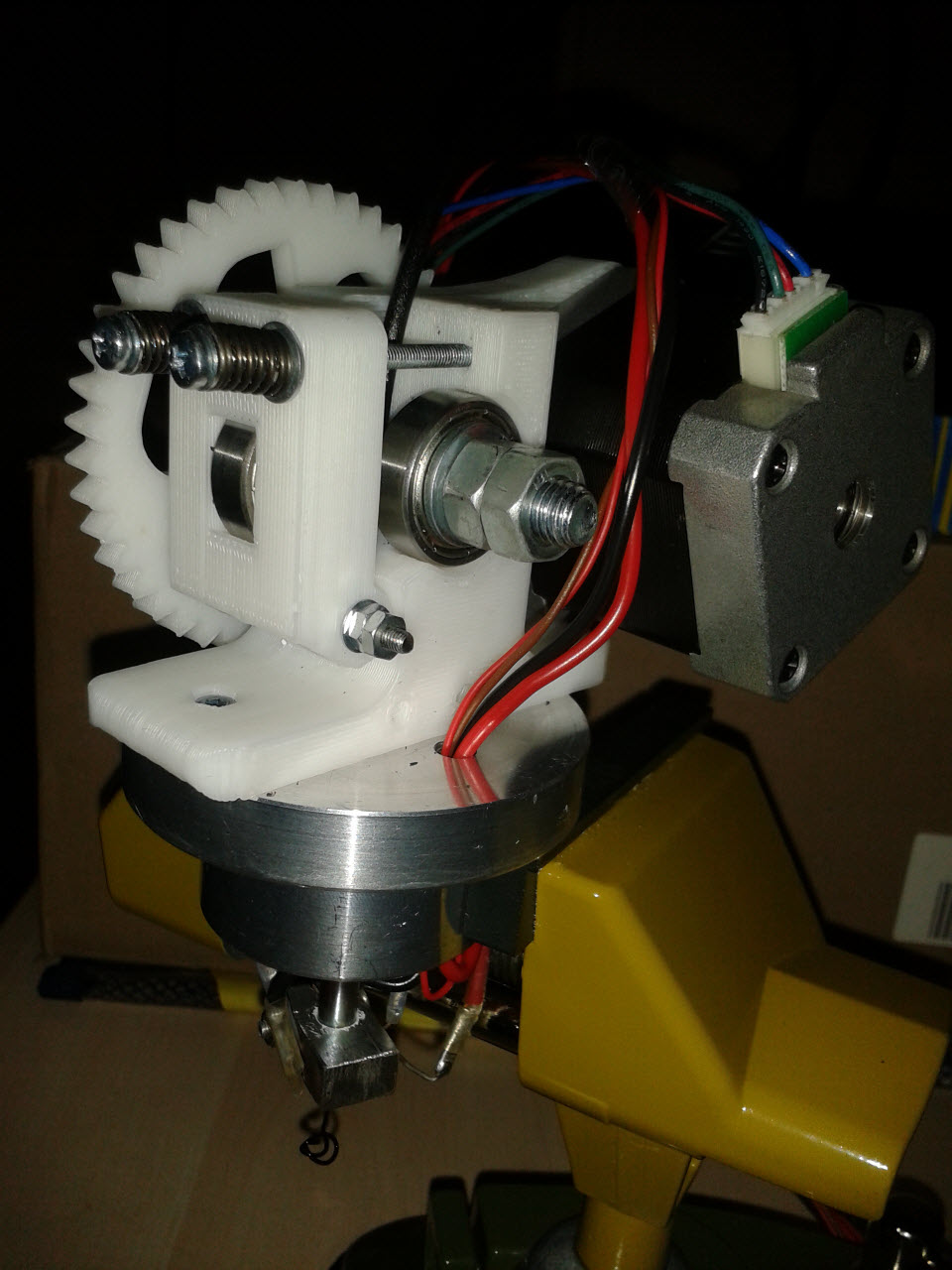
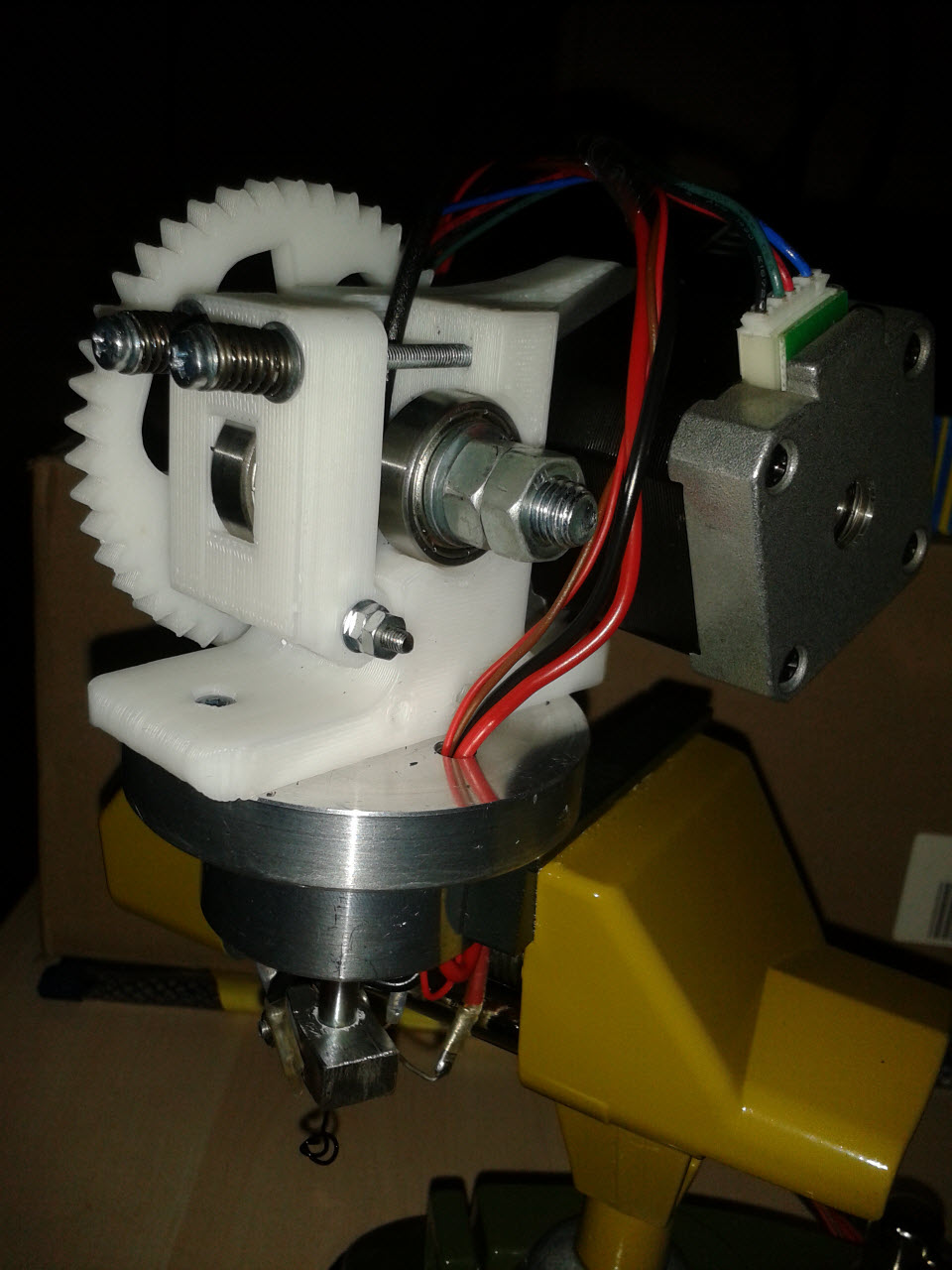
Ein Foto vom Wade Extruder auf dem 43mm Eurohals
Und ein Foto von dem Vorläufer des jetzigen Hotends
Das Hotend auf dem Bild ist 51mm lang und hat sich nicht bewehrt. Das Filament läst sich sehr schlecht schieben.
Material Messing (Ms58) mit 6mm Aussendurchmesser und 3mm Bohrung bis 1mm vor das Ende. 0,5mm Bohrung von der anderen Seite.
Die Heizung ist ein Aluklotz 20 x 12 x 8mm mit einem 6,8 Ohm 2W Widerstand (Reichelt "2W DRAHT 6,8"). Ich hatten keinen niederohmigeren mehr... Als Temperaturfühler nehme ich einen KTY84-130 (Reichelt "KTY 84-130") mit eigener Tabelle gemäß Datenblatt.
Kleber ist "JB WELD" von Reichelt, der soll bis 300°C gehen und hat sich bisher bewehrt.
Das neue Hotend ist durch Abstechen des Alten entstanden. Jetzt ist es nur noch 30mm lang und besitzt ein M6 Außengewinde.
Zusätzlich habe ich noch einen PTFE Adapter gedreht der 20mm lang und 10mm Durchmesser hat. 3mm durchgehende Bohrung und M6 Innengewinde auf der einen Seite. (Die 10mm kommen von meinem 43mm Eurohals.) Heizung ist die gleiche.
Vg Dirk
1-mal bearbeitet. Zuletzt am 29.07.13 09:57.
vielen Dank für die Richtigstellung. Das beruhigt mich doch
Ich habe hier gerade leider kein Foto vom aktuellen Hotend, poste ich später.
Ein Foto vom Wade Extruder auf dem 43mm Eurohals

Und ein Foto von dem Vorläufer des jetzigen Hotends

Das Hotend auf dem Bild ist 51mm lang und hat sich nicht bewehrt. Das Filament läst sich sehr schlecht schieben.
Material Messing (Ms58) mit 6mm Aussendurchmesser und 3mm Bohrung bis 1mm vor das Ende. 0,5mm Bohrung von der anderen Seite.
Die Heizung ist ein Aluklotz 20 x 12 x 8mm mit einem 6,8 Ohm 2W Widerstand (Reichelt "2W DRAHT 6,8"). Ich hatten keinen niederohmigeren mehr... Als Temperaturfühler nehme ich einen KTY84-130 (Reichelt "KTY 84-130") mit eigener Tabelle gemäß Datenblatt.
Kleber ist "JB WELD" von Reichelt, der soll bis 300°C gehen und hat sich bisher bewehrt.
Das neue Hotend ist durch Abstechen des Alten entstanden. Jetzt ist es nur noch 30mm lang und besitzt ein M6 Außengewinde.
Zusätzlich habe ich noch einen PTFE Adapter gedreht der 20mm lang und 10mm Durchmesser hat. 3mm durchgehende Bohrung und M6 Innengewinde auf der einen Seite. (Die 10mm kommen von meinem 43mm Eurohals.) Heizung ist die gleiche.
Vg Dirk
1-mal bearbeitet. Zuletzt am 29.07.13 09:57.
|
Re: Druckgeschwindigkeit und Temperatur 30. July 2013 03:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 9 |
Hallo,
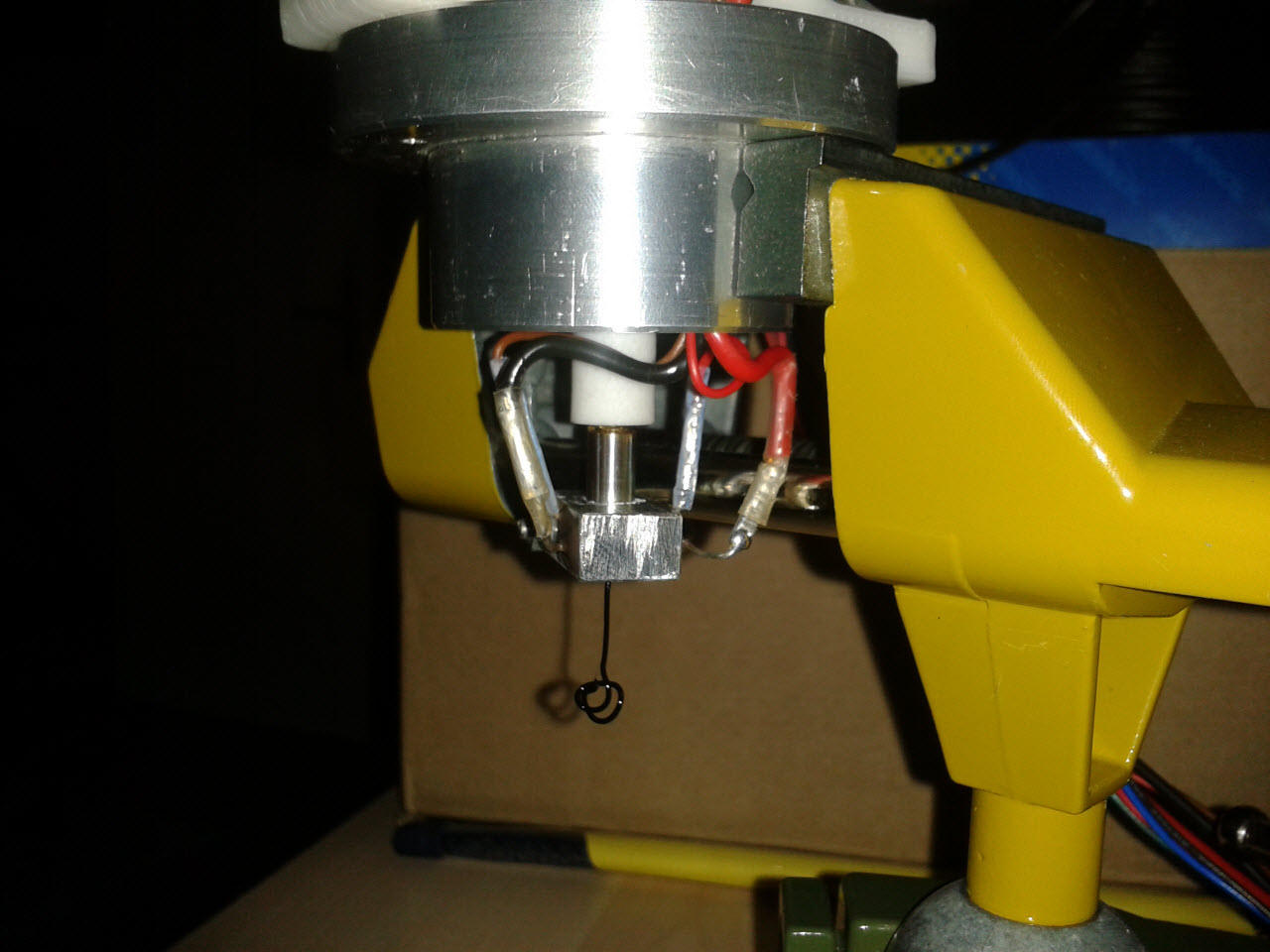
hier die Fotos von meinem aktuellen Hotend und Extruder.
Laut Aufheizkurve benötigt das Hotend ca. 1,5min um auf 200°C zu kommen. Später sieht man das die Heizleistung bei ca. 50% liegt. Das wäre ideal, nur zeigt das Bild den Ruhezustand und nicht den aktiven (druckenden) Zustand. Da sinkt die Temperatur etwas und die Heizleistung geht auf ca. 60-65%. Die Heizung ist also etwas schwach... 12V * 12V / 6,8Ohm = 21W
Aufbau ist in meinem letzten Post beschrieben. Ich habe (derzeit) keinen Lüfter oder Kühlkörper dran.
Auf die 200mm/min bin ich heute nicht mehr gekommen?!? Bis 150mm/min hat die Fördermenge (z.B. 50mm) gestimmt.
Vg Dirk
1-mal bearbeitet. Zuletzt am 30.07.13 06:18.
hier die Fotos von meinem aktuellen Hotend und Extruder.
Laut Aufheizkurve benötigt das Hotend ca. 1,5min um auf 200°C zu kommen. Später sieht man das die Heizleistung bei ca. 50% liegt. Das wäre ideal, nur zeigt das Bild den Ruhezustand und nicht den aktiven (druckenden) Zustand. Da sinkt die Temperatur etwas und die Heizleistung geht auf ca. 60-65%. Die Heizung ist also etwas schwach... 12V * 12V / 6,8Ohm = 21W
Aufbau ist in meinem letzten Post beschrieben. Ich habe (derzeit) keinen Lüfter oder Kühlkörper dran.
Auf die 200mm/min bin ich heute nicht mehr gekommen?!? Bis 150mm/min hat die Fördermenge (z.B. 50mm) gestimmt.
Vg Dirk
1-mal bearbeitet. Zuletzt am 30.07.13 06:18.
|
Re: Druckgeschwindigkeit und Temperatur 30. July 2013 08:21 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Hast du das Ding etwa in Teflon geschraubt ? 
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 30. July 2013 08:35 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Quote
Stoffel15
Hast du das Ding etwa in Teflon geschraubt ?
 Ja, hat er! Das hält keine Monat durch!
Ja, hat er! Das hält keine Monat durch!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Druckgeschwindigkeit und Temperatur 30. July 2013 09:13 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Deren hab ich auch noch ein schönes
Stammt vom Mai 2010...
1-mal bearbeitet. Zuletzt am 30.07.13 09:22.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Stammt vom Mai 2010...

1-mal bearbeitet. Zuletzt am 30.07.13 09:22.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 31. July 2013 03:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 9 |

|
Re: Druckgeschwindigkeit und Temperatur 31. July 2013 03:57 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Ab 170° wird Teflon weich. Da hält auf Dauer kein Gewinde mehr drin.
Deshalb sind dann später mal Querbolzen drunter gemacht worden um die Messingrohre zu stützen... bringt aber auch nicht viel, weil sich das Teflon dann an der Übergangsstelle aufbläht und den Kunststoff durch lässt.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Deshalb sind dann später mal Querbolzen drunter gemacht worden um die Messingrohre zu stützen... bringt aber auch nicht viel, weil sich das Teflon dann an der Übergangsstelle aufbläht und den Kunststoff durch lässt.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 31. July 2013 04:06 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
die Heizleistung geht auf ca. 60-65%. Die Heizung ist also etwas schwach...
Eigenartige Schlussfolgerung. Da sind immer noch 35% Reserve drin. Ich würde sagen, die Heizleistung ist genau richtig.
Dass die Temperatur ein wenig runter geht liegt nicht an der Heizleistung, sondern an der Einstellung des Reglers. Genauer: den P, I und D-Werten der Firmware. M303 laufen zu lassen soll ja Wunder wirken.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 18. October 2013 16:26 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 346 |
Moin Leute,
ich habe ja auch eine Reihe Versuche zum Hotend durch geführt, ich habe Hotenden mit 8mm Heizlänge bis 40mm Heizlänge getestet. Meine Erfahrung ist die, dass durch die Länge der Arbeitsbereich definiert wird. Man muss schon genau wissen in welchem Bereich das Hotend funktionieren soll. Das Drucken mit PLA ist beim ganzmetall Hotend wesentlich empfindlicher bezüglich der Parameter als ABS oder PA. Die Arbeit von Willi finde ich sehr interessant, das wird einen großen Fortschritt bringen. Die Systemträgheit ist allerdings ein "Problem", doch das muss man halt mit beobachten.
Ich würde einen sogenannten Beobachterregler vorschlagen, damit sollte man das Regelverhalten und auch das Nachlaufverhalten deutlich verbessern können. Das macht physikalisch mehr Sinn als die Vorsteuerung einer Totzeit.
@NixToDo:
Zum PTFE Isolator, Kunststoff dehnt sich etwa 10mal stärker als Metall bei Erwärmung. Das heißt wenn Du eine Metallschraube in eine Kunsttoffmutter drehst und du dann beide Teile erwärmst, wird es locker. Das bedeutet wenn du deine Konstruktion umdrehst Außengewinde auf dem Kunststoff und innen Gewinde in das Metall erhöhst Du die Standfestigkeit deiner Konstruktion um etwa 50%. Meine erste Düse hat auf diese Weise 4 oder 5 Monate gehalten. Aber ehrlich PTFE ist nicht das richtige Material.
Gruß
Philipp
ich habe ja auch eine Reihe Versuche zum Hotend durch geführt, ich habe Hotenden mit 8mm Heizlänge bis 40mm Heizlänge getestet. Meine Erfahrung ist die, dass durch die Länge der Arbeitsbereich definiert wird. Man muss schon genau wissen in welchem Bereich das Hotend funktionieren soll. Das Drucken mit PLA ist beim ganzmetall Hotend wesentlich empfindlicher bezüglich der Parameter als ABS oder PA. Die Arbeit von Willi finde ich sehr interessant, das wird einen großen Fortschritt bringen. Die Systemträgheit ist allerdings ein "Problem", doch das muss man halt mit beobachten.
Ich würde einen sogenannten Beobachterregler vorschlagen, damit sollte man das Regelverhalten und auch das Nachlaufverhalten deutlich verbessern können. Das macht physikalisch mehr Sinn als die Vorsteuerung einer Totzeit.
@NixToDo:
Zum PTFE Isolator, Kunststoff dehnt sich etwa 10mal stärker als Metall bei Erwärmung. Das heißt wenn Du eine Metallschraube in eine Kunsttoffmutter drehst und du dann beide Teile erwärmst, wird es locker. Das bedeutet wenn du deine Konstruktion umdrehst Außengewinde auf dem Kunststoff und innen Gewinde in das Metall erhöhst Du die Standfestigkeit deiner Konstruktion um etwa 50%. Meine erste Düse hat auf diese Weise 4 oder 5 Monate gehalten. Aber ehrlich PTFE ist nicht das richtige Material.
Gruß
Philipp
|
Re: Druckgeschwindigkeit und Temperatur 07. December 2013 10:57 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 236 |
|
Re: Druckgeschwindigkeit und Temperatur 17. December 2013 05:25 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
Hi
ich sitze gerade an einer Thermodynamik Übung und dachte mir, dass hier müsste man doch mit dem ersten Hauptsatz beschreiben können.
0=°Q+P+°M(hzu-hab)
°Q = Wärmemengenstrom
P ist meistens zugeführte mechanisch Leistung in dem Fall wird das wohl der druck von extruder sein. aber es geht auch Leistung durch Reibung verloren. -schwierig zu bestimmen-
°M ist der Masse strom = Filament
hzu-hab berechnet sich mit dh=cdT+vdp -auch schwierig zu bestimmen-
Um den Durchfluss zu erhöhen müsste man als entweder die Wärmemenge erhöhen oder die Reibung verringern.
Die zugeführte Wärmemenge könnte man mit einer höheren Temperatur (was hier gemachtwird) oder mit einer größeren Oberfläche erhöhen.
Man könnte auch die kraftübertragung am Extruder verbessern und dann das Filament fester reindrücken, halte ich aber nicht für sinnvoll.
Meine Theorie ist dass das PLA nicht durchgewärmt ist wenn es mit einer höheren Geschwindigkeit gedruckt wird
wie schnell erstarrt PLA wenn es mit einer höheren Temperatur extrudiert wird? kann man da Unterschiede feststellen zu langsam mit niedriger Temperatur?
Gruß Kevin
ps ich bin ein Neuling und drucke ABS also habe ich keine Ahnung wie sich PLA verhält
ich sitze gerade an einer Thermodynamik Übung und dachte mir, dass hier müsste man doch mit dem ersten Hauptsatz beschreiben können.
0=°Q+P+°M(hzu-hab)
°Q = Wärmemengenstrom
P ist meistens zugeführte mechanisch Leistung in dem Fall wird das wohl der druck von extruder sein. aber es geht auch Leistung durch Reibung verloren. -schwierig zu bestimmen-
°M ist der Masse strom = Filament
hzu-hab berechnet sich mit dh=cdT+vdp -auch schwierig zu bestimmen-
Um den Durchfluss zu erhöhen müsste man als entweder die Wärmemenge erhöhen oder die Reibung verringern.
Die zugeführte Wärmemenge könnte man mit einer höheren Temperatur (was hier gemachtwird) oder mit einer größeren Oberfläche erhöhen.
Man könnte auch die kraftübertragung am Extruder verbessern und dann das Filament fester reindrücken, halte ich aber nicht für sinnvoll.
Meine Theorie ist dass das PLA nicht durchgewärmt ist wenn es mit einer höheren Geschwindigkeit gedruckt wird
wie schnell erstarrt PLA wenn es mit einer höheren Temperatur extrudiert wird? kann man da Unterschiede feststellen zu langsam mit niedriger Temperatur?
Gruß Kevin
ps ich bin ein Neuling und drucke ABS also habe ich keine Ahnung wie sich PLA verhält
|
Re: Druckgeschwindigkeit und Temperatur 17. December 2013 06:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Den v dp Teil der Enthalpie kannst Du getrost vernachlässigen. Dann ist es deutlich einfacher zu berechnen . Die Frage, die ich mir bei PLA stelle, ist, ob auch eine Schmelzwärme zu berücksichtigen ist (ähnlich wie beim Übergang Eis zu Wasser ).
> Meine Theorie ist dass das PLA nicht durchgewärmt ist
> wenn es mit einer höheren Geschwindigkeit gedruckt wird
Das vermute ich auch. Dazu hatte ich mal Berechnungen angestellt: Wärmeverteilung im Filament
> wie schnell erstarrt PLA ... ?
Gute Frage ...
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
. Die Frage, die ich mir bei PLA stelle, ist, ob auch eine Schmelzwärme zu berücksichtigen ist (ähnlich wie beim Übergang Eis zu Wasser ).> Meine Theorie ist dass das PLA nicht durchgewärmt ist
> wenn es mit einer höheren Geschwindigkeit gedruckt wird
Das vermute ich auch. Dazu hatte ich mal Berechnungen angestellt: Wärmeverteilung im Filament
> wie schnell erstarrt PLA ... ?
Gute Frage ...
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 18. April 2014 08:58 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Um das Thema noch einmal aufzugreifen hier meine unqualifizierte Meinung.
@Willy/Windiesel
Wenn das Filament nicht durchgewärmt ist, wäre doch eine längere Düse von Vorteil.
Das Filament hat dann mehr Zeit zum Schmelzen. Man benötigt dann auch nicht so viel Wärme, damit das Filament nicht verbrennt.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Um das Thema noch einmal aufzugreifen hier meine unqualifizierte Meinung.
@Willy/Windiesel
Wenn das Filament nicht durchgewärmt ist, wäre doch eine längere Düse von Vorteil.
Das Filament hat dann mehr Zeit zum Schmelzen. Man benötigt dann auch nicht so viel Wärme, damit das Filament nicht verbrennt.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Druckgeschwindigkeit und Temperatur 18. April 2014 14:08 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.470 |
Ich habe während der Merlin Entwicklung Hotends aller möglichen Längen gebaut und kann nur sagen das lange Heissbereiche einfach nicht funktionieren. Das ist sinnvoll für Spritzguss, aber beim Drucken macht es nur Ärger.Quote
Fridi
Moin moin aus HU.
Um das Thema noch einmal aufzugreifen hier meine unqualifizierte Meinung.
@Willy/Windiesel
Wenn das Filament nicht durchgewärmt ist, wäre doch eine längere Düse von Vorteil.
Das Filament hat dann mehr Zeit zum Schmelzen. Man benötigt dann auch nicht so viel Wärme, damit das Filament nicht verbrennt.
Gruß
Frithjof
Nach meiner Erfahrung ist Kürzer einfach besser. Bei der Merlin Düse habe ich versucht den Schmelzbereich so kleinn wie möglich zu halten und ich sehe das selbe bei praktisch allen anderen Düsen. Bisher hat sich das sehr bewährt.
Da steckt jetzt kein großartiges Know How von mir dahinter sondern lediglich zig Dutzende Versuche.
Grüße
Björn
Björn
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Druckgeschwindigkeit und Temperatur 18. April 2014 14:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Hallo Björn,
muss hier nicht ein wenig differenziert werden? Merlin Hotend hat einen 10mm hohen Heizblock, des weiteren ist in diesen Heizblock ein 20mm langes Messingstück eingeschraubt. Sprich gesamt 20mm mehr oder weniger gute Wärmeverteilung. Bei einer Edelstahlkonstruktion ist die Wärmeverteilung dann anders. Klar, man unterbricht durch den Einstich stückweit bereits nach 10-12mm die Wärmeverteilung + Düse kommt man allerdings hier auch auf 18-20mm. Habe das noch nicht ganz raus, allerdings erlauben es längere Zonen schneller zu drucken, dafür ein wenig ungenauer, kürzere Zonen sind dann für genauere allerdings langsamere Drücke. Lange Zonen tropfen schneller, kürzere dafür nicht.
Gruß
Mirco
Druckwerk-3D.com
muss hier nicht ein wenig differenziert werden? Merlin Hotend hat einen 10mm hohen Heizblock, des weiteren ist in diesen Heizblock ein 20mm langes Messingstück eingeschraubt. Sprich gesamt 20mm mehr oder weniger gute Wärmeverteilung. Bei einer Edelstahlkonstruktion ist die Wärmeverteilung dann anders. Klar, man unterbricht durch den Einstich stückweit bereits nach 10-12mm die Wärmeverteilung + Düse kommt man allerdings hier auch auf 18-20mm. Habe das noch nicht ganz raus, allerdings erlauben es längere Zonen schneller zu drucken, dafür ein wenig ungenauer, kürzere Zonen sind dann für genauere allerdings langsamere Drücke. Lange Zonen tropfen schneller, kürzere dafür nicht.
Gruß
Mirco
Druckwerk-3D.com
|
Re: Druckgeschwindigkeit und Temperatur 19. April 2014 16:56 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
Hi
Ich habe ja mal groß hier rumgetönt das zu berechnen. Aber ich bin mit meinen Ergebnissen nicht zufrieden.
bei meinen Berechnungen kam raus, dass man um PLA von 20°C auf 200°C bei einer Druckgeschwindigkeit von 100mm/s mit einer 0,5 Nozzel
etwa 5W bis 6W wärme Leistung benötigt.
Da sind halt keinerlei Verluste einberechnet, sprich die Wärmeübertragung an die Luft berücksichtigt.
@Frithjof
Bei einem so kleinen Durchmesser in der Nozzel ist das Filament enorm schnell warm.
Da musst du schon extrem schnell drucken, dass das nicht durchgewärmt ist.
Ich denke, dass die Länge des Röhrchens die Expansion nach dem Extrudieren beeinflusst. Ich weiß gar nicht wo ich das gelesen habe, aber
um so länger das Röhrchen ist, um so weniger expandiert das Filament nach der Extrusion.
Das Phänomen, dass man bei höherer Temperatur schneller drucken kann, hängt auch damit zusammen, dass die übertragene Wärmemenge/Leistung
maßgeblich von der Temperaturdifferenz an der Grenzfläche abhängt.
Ich habe seit längern eine Idee, und zwar das Filament vorzuheizen.
Das hätte ein paar Vorteile aber würde auch große technische Probleme mit sich bringen.
Vorteile wären z.B. man benötigt einen kleineren Schmelzbereich -> weniger tropfen.
Ein weiterer Vorteil wäre, dass das Filament in der Mitte schon warm ist und leichter schmilzt.
Ich würde behaupten, dass dann höhere Geschwindigkeiten möglich wären.
Bisher hat es mir an Zeit und Fertigungsmöglichkeiten gefehlt, deshalb habe ich aufgehört die Idee zu verfolgen.
Es ergeben sich aber auch größere technische Probleme.
das erste ist wie transportiere ich die Wärme an dem Filament nach oben und gebe die Wärme gleichmäßig an das Filament ab.
dann noch das Problem, dass die Wärme in dem Filament hochkriecht und an ungünstigen Stellen schmilzt.
Gruß Kevin
Ich habe ja mal groß hier rumgetönt das zu berechnen. Aber ich bin mit meinen Ergebnissen nicht zufrieden.
bei meinen Berechnungen kam raus, dass man um PLA von 20°C auf 200°C bei einer Druckgeschwindigkeit von 100mm/s mit einer 0,5 Nozzel
etwa 5W bis 6W wärme Leistung benötigt.
Da sind halt keinerlei Verluste einberechnet, sprich die Wärmeübertragung an die Luft berücksichtigt.
@Frithjof
Bei einem so kleinen Durchmesser in der Nozzel ist das Filament enorm schnell warm.
Da musst du schon extrem schnell drucken, dass das nicht durchgewärmt ist.
Ich denke, dass die Länge des Röhrchens die Expansion nach dem Extrudieren beeinflusst. Ich weiß gar nicht wo ich das gelesen habe, aber
um so länger das Röhrchen ist, um so weniger expandiert das Filament nach der Extrusion.
Das Phänomen, dass man bei höherer Temperatur schneller drucken kann, hängt auch damit zusammen, dass die übertragene Wärmemenge/Leistung
maßgeblich von der Temperaturdifferenz an der Grenzfläche abhängt.
Ich habe seit längern eine Idee, und zwar das Filament vorzuheizen.
Das hätte ein paar Vorteile aber würde auch große technische Probleme mit sich bringen.
Vorteile wären z.B. man benötigt einen kleineren Schmelzbereich -> weniger tropfen.
Ein weiterer Vorteil wäre, dass das Filament in der Mitte schon warm ist und leichter schmilzt.
Ich würde behaupten, dass dann höhere Geschwindigkeiten möglich wären.
Bisher hat es mir an Zeit und Fertigungsmöglichkeiten gefehlt, deshalb habe ich aufgehört die Idee zu verfolgen.
Es ergeben sich aber auch größere technische Probleme.
das erste ist wie transportiere ich die Wärme an dem Filament nach oben und gebe die Wärme gleichmäßig an das Filament ab.
dann noch das Problem, dass die Wärme in dem Filament hochkriecht und an ungünstigen Stellen schmilzt.
Gruß Kevin
|
Re: Druckgeschwindigkeit und Temperatur 19. April 2014 17:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Hallo Kevin,
Die gleichen überlegungen hatte ich auch schon mal. PLA wird sehr schnell weich, das vorwärmen kannst hier vergessen, bekommst einen rohrkrepierer. Habe ich auch schon versucht. Das problem ist zum teil das design vom heizblock und düse, diese zwei dinge müssen miteinander harmonieren, die thermalbarriere ist wichtig, allerdings ist das problem seit edelstahl und co. Lösbar. Rest macht die heizung, block und düse. Hier bin ich nach monaten immer noch nicht beim optimum. Qualität wie bei e3d erreiche ich locker, allerdings misse ich die geschwindigkeit von meiner 2. düse die mittlerweile über 400mm/s geht. Dieses ding baut allerdings viel zu viel druck auf, so dass die ecken unsauber werden. Normale düse geht wie das e3d ding, genau so, vielleicht ein wenig besser, aber subjektive bewertung. Die 2. Etwas anderes design ist verdammt schnell, aber die ecken, hier merkt man einfach dass es noch nix ist. Gerade, kein thema.
Gruß
Mirco
Druckwerk-3D.com
Die gleichen überlegungen hatte ich auch schon mal. PLA wird sehr schnell weich, das vorwärmen kannst hier vergessen, bekommst einen rohrkrepierer. Habe ich auch schon versucht. Das problem ist zum teil das design vom heizblock und düse, diese zwei dinge müssen miteinander harmonieren, die thermalbarriere ist wichtig, allerdings ist das problem seit edelstahl und co. Lösbar. Rest macht die heizung, block und düse. Hier bin ich nach monaten immer noch nicht beim optimum. Qualität wie bei e3d erreiche ich locker, allerdings misse ich die geschwindigkeit von meiner 2. düse die mittlerweile über 400mm/s geht. Dieses ding baut allerdings viel zu viel druck auf, so dass die ecken unsauber werden. Normale düse geht wie das e3d ding, genau so, vielleicht ein wenig besser, aber subjektive bewertung. Die 2. Etwas anderes design ist verdammt schnell, aber die ecken, hier merkt man einfach dass es noch nix ist. Gerade, kein thema.
Gruß
Mirco
Druckwerk-3D.com
|
Re: Druckgeschwindigkeit und Temperatur 20. April 2014 07:11 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hey Mirco....baust du deine Düsen selbst? Ich frag nur weil ich vor zwei Tagen mal nen Versuch gewagt hab. War ziemlich beschissen zu fertigen.
Die Idee dahinter war eigentlich die...weniger hitzeübertragendes Messing direkt über dem Druck zu haben. Quasi das selbe Design wie E3D....nur ne längere Spitze.
Allerdings hat mich das 0.2er Loch gut Nerven gekostet.
Gruß Sven
Die Idee dahinter war eigentlich die...weniger hitzeübertragendes Messing direkt über dem Druck zu haben. Quasi das selbe Design wie E3D....nur ne längere Spitze.
Allerdings hat mich das 0.2er Loch gut Nerven gekostet.
Gruß Sven
|
Re: Druckgeschwindigkeit und Temperatur 20. April 2014 12:31 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Hallo Sven,
ja ich baue meine Düsen selbst. Allerdings nicht ganz so DIY wie hier manchmal gewünscht. Habe schon eine sehr gut ausgestattete Werkstatt mit Drehmaschine, Fräsmaschine usw.
Es kommt immer darauf an wie Du das 0,2er Loch fertigst. Wenn Du "nur" eine Bohrmaschine hast ist es schon ein wenig schwierig, dann am besten die Düse einspannen und den Bohrer per Hand führen. Je weniger Drehzahl Du hast desto weniger Druck auf den Bohrer.
Gruß
Mirco
Druckwerk-3D.com
ja ich baue meine Düsen selbst. Allerdings nicht ganz so DIY wie hier manchmal gewünscht. Habe schon eine sehr gut ausgestattete Werkstatt mit Drehmaschine, Fräsmaschine usw.
Es kommt immer darauf an wie Du das 0,2er Loch fertigst. Wenn Du "nur" eine Bohrmaschine hast ist es schon ein wenig schwierig, dann am besten die Düse einspannen und den Bohrer per Hand führen. Je weniger Drehzahl Du hast desto weniger Druck auf den Bohrer.
Gruß
Mirco
Druckwerk-3D.com
|
Re: Druckgeschwindigkeit und Temperatur 20. April 2014 13:19 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Nene Mirco...ich bin mind. genauso gut ausgestattet. Eine Dreh und Fräsmaschine ist obligatorisch.... ein AC/DC WIG und ein Schnellhobler eher Zugabe. Den Härteofen kennst du ja und ne Laminierwerkstatt gibts auch noch. Handwerkzeug zähl ich nicht mit.
Sooo....genug Schwanzvergleich....lach.
Ich hab nur Probleme wenn ich tiefer als drei mm Bohren muss bzw der Durchbruch von 0.2 auf 2mm killt manchmal den VHM Bohrer. Und billig sind die nich. 0.35 geht besser.
Wie tief ist bei dir die dünne Bohrung?
Gruß Sven
Handwerkzeug zähl ich nicht mit. Sooo....genug Schwanzvergleich....lach.
Ich hab nur Probleme wenn ich tiefer als drei mm Bohren muss bzw der Durchbruch von 0.2 auf 2mm killt manchmal den VHM Bohrer. Und billig sind die nich. 0.35 geht besser.
Wie tief ist bei dir die dünne Bohrung?
Gruß Sven


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.