Trying to Optimize my Printer.... Getting Frustrated
Posted by Zernebog
|
Trying to Optimize my Printer.... Getting Frustrated October 29, 2014 01:09PM |
Registered: 9 years ago Posts: 8 |
I have a Rostock Delta printer and I have been trying to finetune all of my calibration setting for some time now. I have gotten my prints to look a lot better, but there are still some errors that I can't seem to fix. I am printing ABS with the hotend at 215C and the heated bed at 90C. I have played with retraction, speed, extruder steps, etc. The only thing I can think it might be is a loose belt (or too tight if that is possible?). I can hear a very faint almost scraping/rattling noise intermittently when I am printing. I provided some pictures that show the common errors I am seeing. Any help would be greatly appreciated!!!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 29, 2014 01:52PM |
Registered: 10 years ago Posts: 770 |
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 29, 2014 02:16PM |
Registered: 10 years ago Posts: 1,401 |
I'm not a delta guy, but with several kgs. of filament gone for experimentation, I can try to assist you with the extrusion problem part.
You said you have play a lot with the settings, but I think you need to play some more.
First is your retraction settings: bowden systems store a lot of force in the filament, and small retraction settings don't work, just guessing should be minimum of 4~6mm.
Temperature: 215 is really on the very low side of ABS, more comfortable temperatures range between 230 and 240 (even more important with open frames). With such a low temperature, filament is not liquid enough to bond right neither inter layer nor same layer infill.
One of my favorites, infill % and infill to perimeter overlap: I have seen so many bad parts caused just because of these two overlook settings: keep these two at the minimum possible.
Speed: : delta printers are known for their speed capabilities, but before you can run you need to learn how to walk. Don't know at which speed you ar running your printer, but slow it down some an see the results.
Now, the mechanical part I leave it to someone with more experience in deltas than me.
Hope that this helps
Edited 1 time(s). Last edit at 10/29/2014 02:18PM by ggherbaz.
You said you have play a lot with the settings, but I think you need to play some more.
First is your retraction settings: bowden systems store a lot of force in the filament, and small retraction settings don't work, just guessing should be minimum of 4~6mm.
Temperature: 215 is really on the very low side of ABS, more comfortable temperatures range between 230 and 240 (even more important with open frames). With such a low temperature, filament is not liquid enough to bond right neither inter layer nor same layer infill.
One of my favorites, infill % and infill to perimeter overlap: I have seen so many bad parts caused just because of these two overlook settings: keep these two at the minimum possible.
Speed: : delta printers are known for their speed capabilities, but before you can run you need to learn how to walk. Don't know at which speed you ar running your printer, but slow it down some an see the results.
Now, the mechanical part I leave it to someone with more experience in deltas than me.
Hope that this helps
Edited 1 time(s). Last edit at 10/29/2014 02:18PM by ggherbaz.
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 30, 2014 11:23AM |
Registered: 9 years ago Posts: 8 |
Thanks so much for the help! I have been incrementally increasing the temperature and the retraction with positive results. I am still seeing some imperfections around the holes in the print, where it looks like the filament smeared instead of laid down nicely. I am not convinced I have hones in on the right temperature yet though so that may be part of it. I am currently at 240C. How would I tell if I had gone too high? Thanks for the continued advice!
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 30, 2014 12:24PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 30, 2014 01:03PM |
Registered: 9 years ago Posts: 8 |
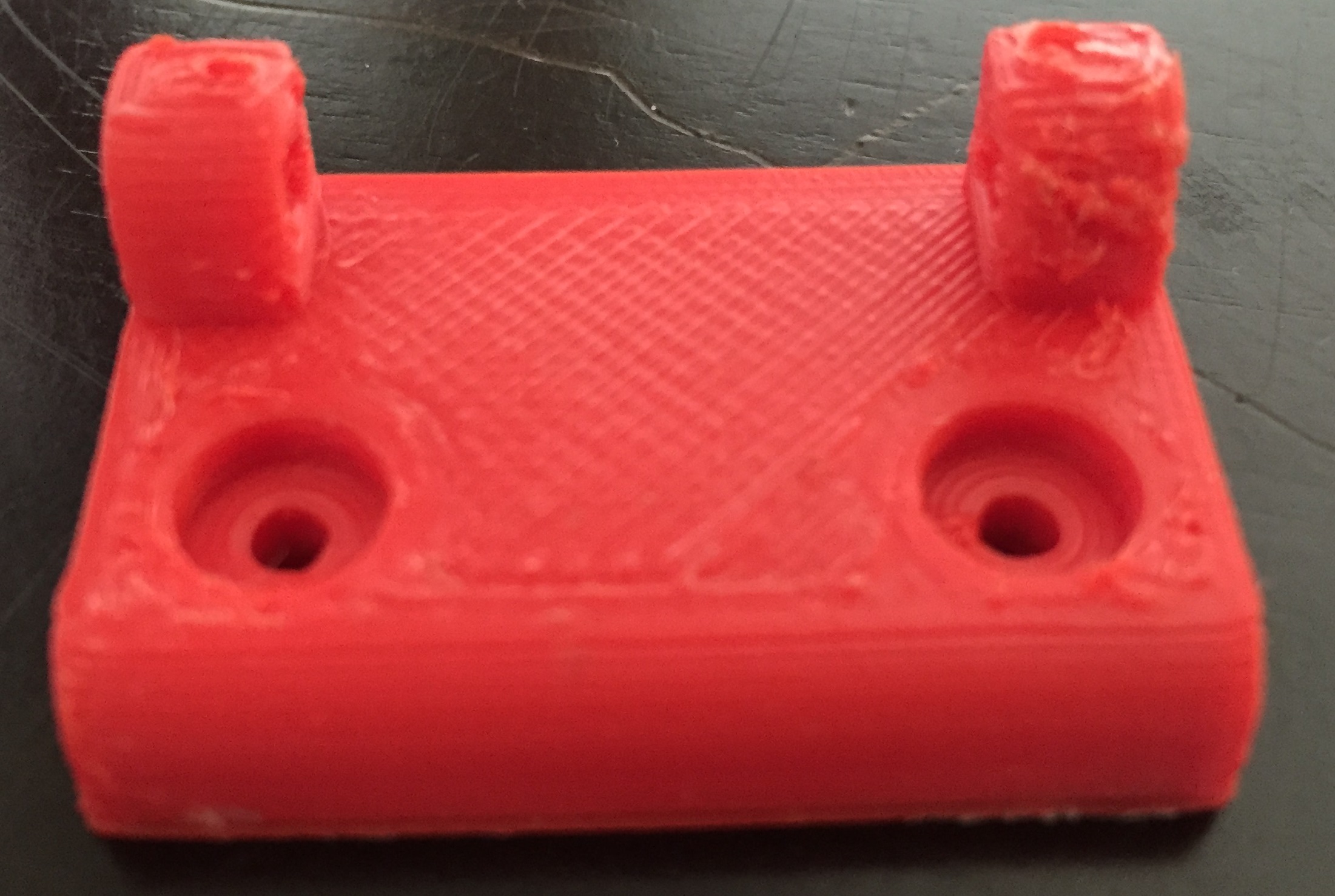
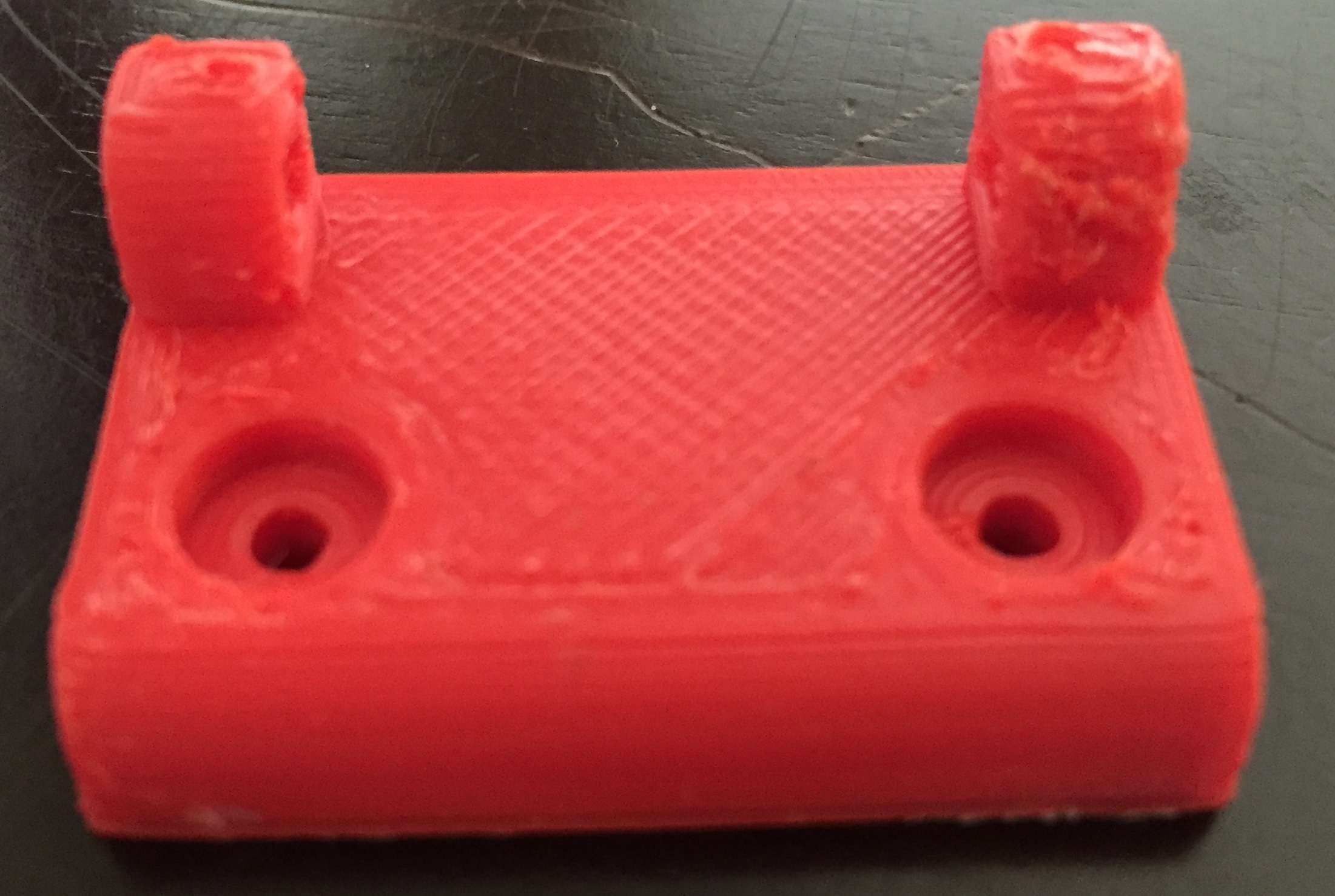
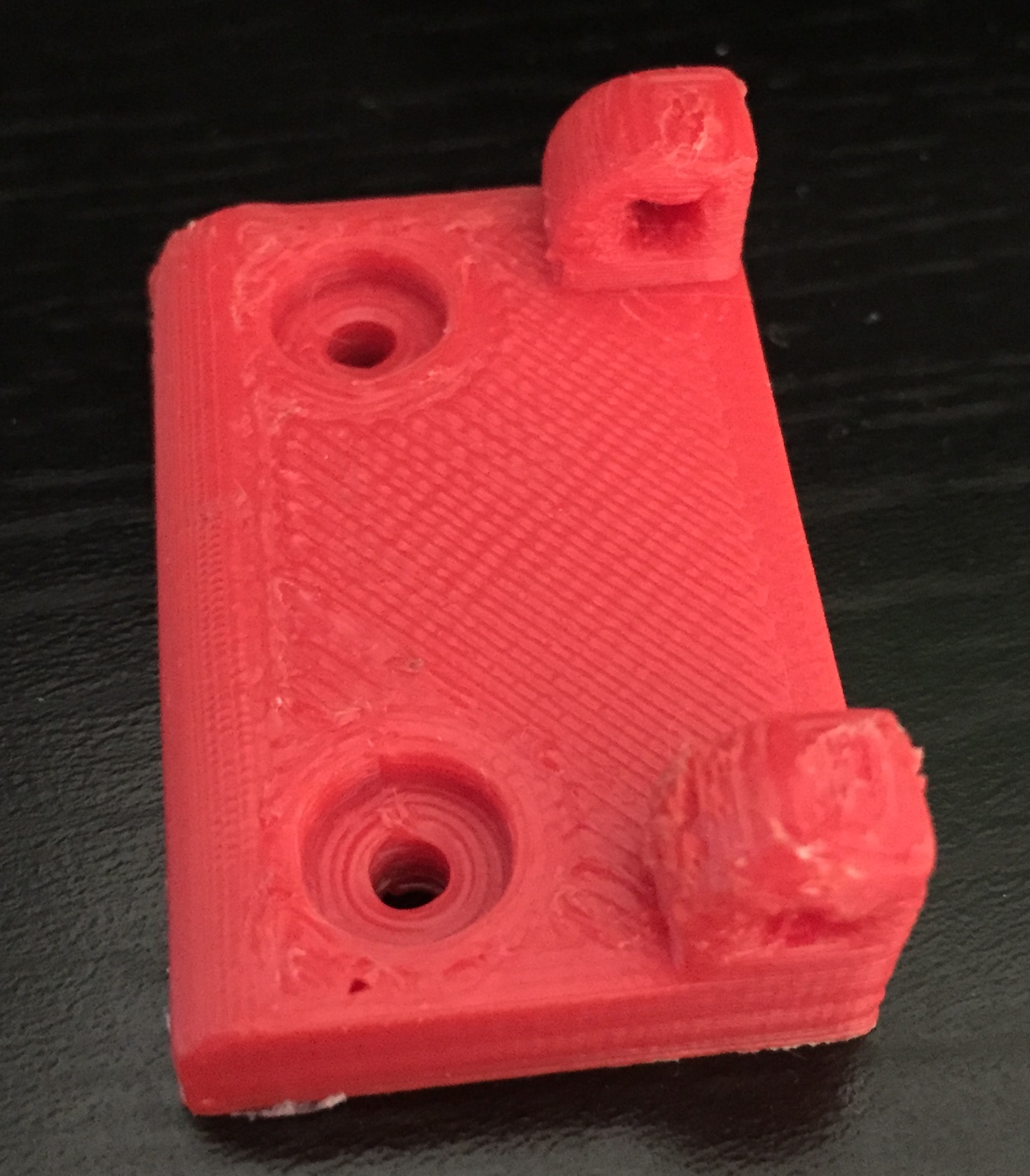
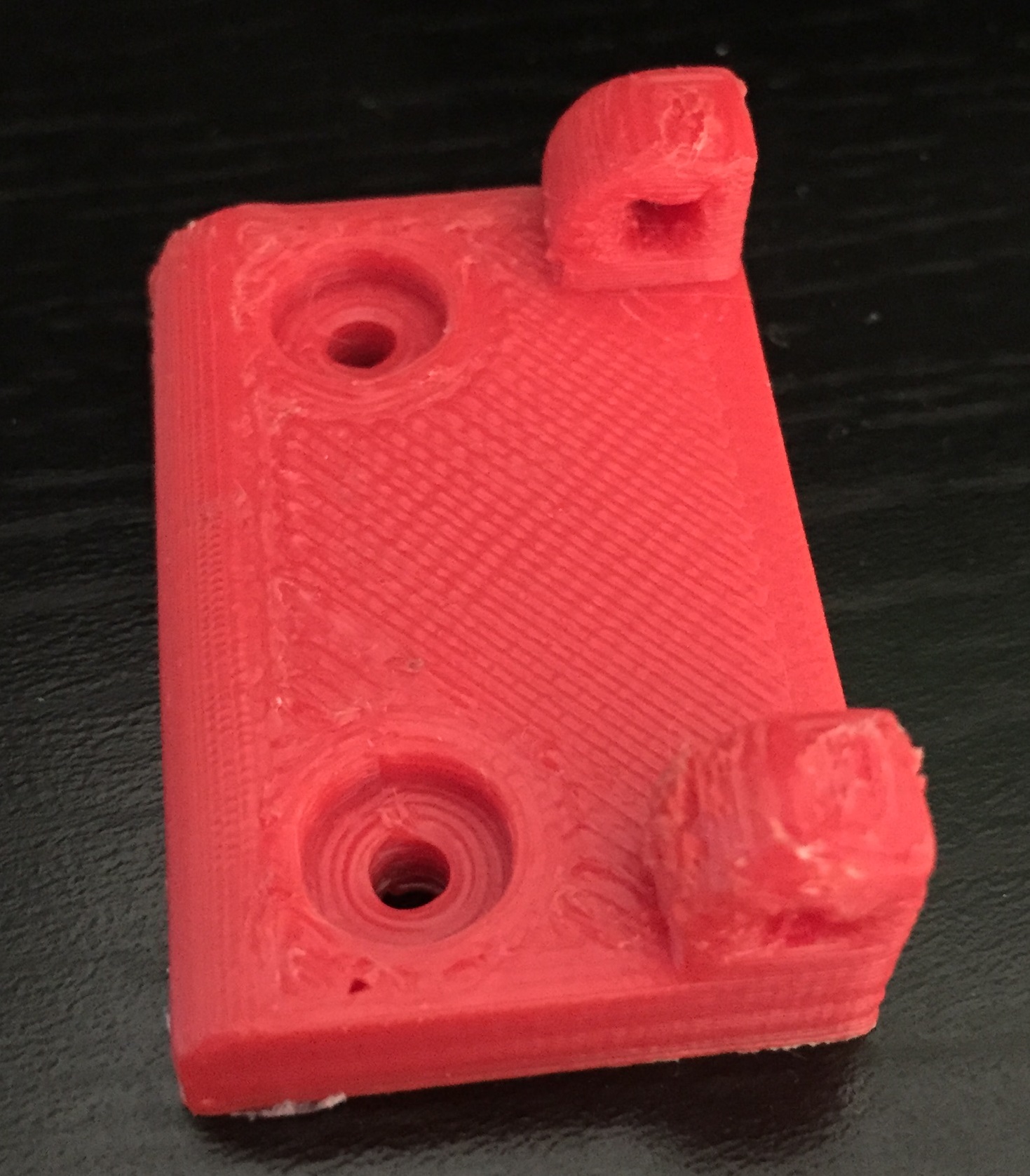
Ok so I think 240C is where I want to be, but there are still some issues. The first picture I uploaded is what the part looks like with increasing temperature from right to left (Original Thread Post Part, 240C, 245C). The other two pictures are close-ups of the 240C and 245C. The 245C started to look like the filamnet melted before it cooled, which I assume means it is too hot. I was using a retraction of 5mm on the 240C part. My extrusion width is set to 0.55mm because my nozzle is 0.5mm. I also ramped the bed temp to 100C which seems to eliminate all warping. So, I guess the last problems I am looking to solve are the blobs forming around the raised portions of the part, and the spotty layering around the holes. Just some additional info: Infill = 25% and I am using sli3er for my prints. Where should I go from here?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 30, 2014 02:14PM |
Registered: 10 years ago Posts: 770 |
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 30, 2014 02:26PM |
Registered: 10 years ago Posts: 1,401 |
Change nozzle size to either.50 or .45, reduce the extrusion multiplier to 0.90~0.95, lower your infill to perimeter overlap, don't exceed 40%. 240 looks the best temperature for your filament, the smaller the part the lower speed you need to used try 30mm/sec.
Let me know how it comes with those settings.
Let me know how it comes with those settings.
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 31, 2014 11:17AM |
Registered: 9 years ago Posts: 8 |
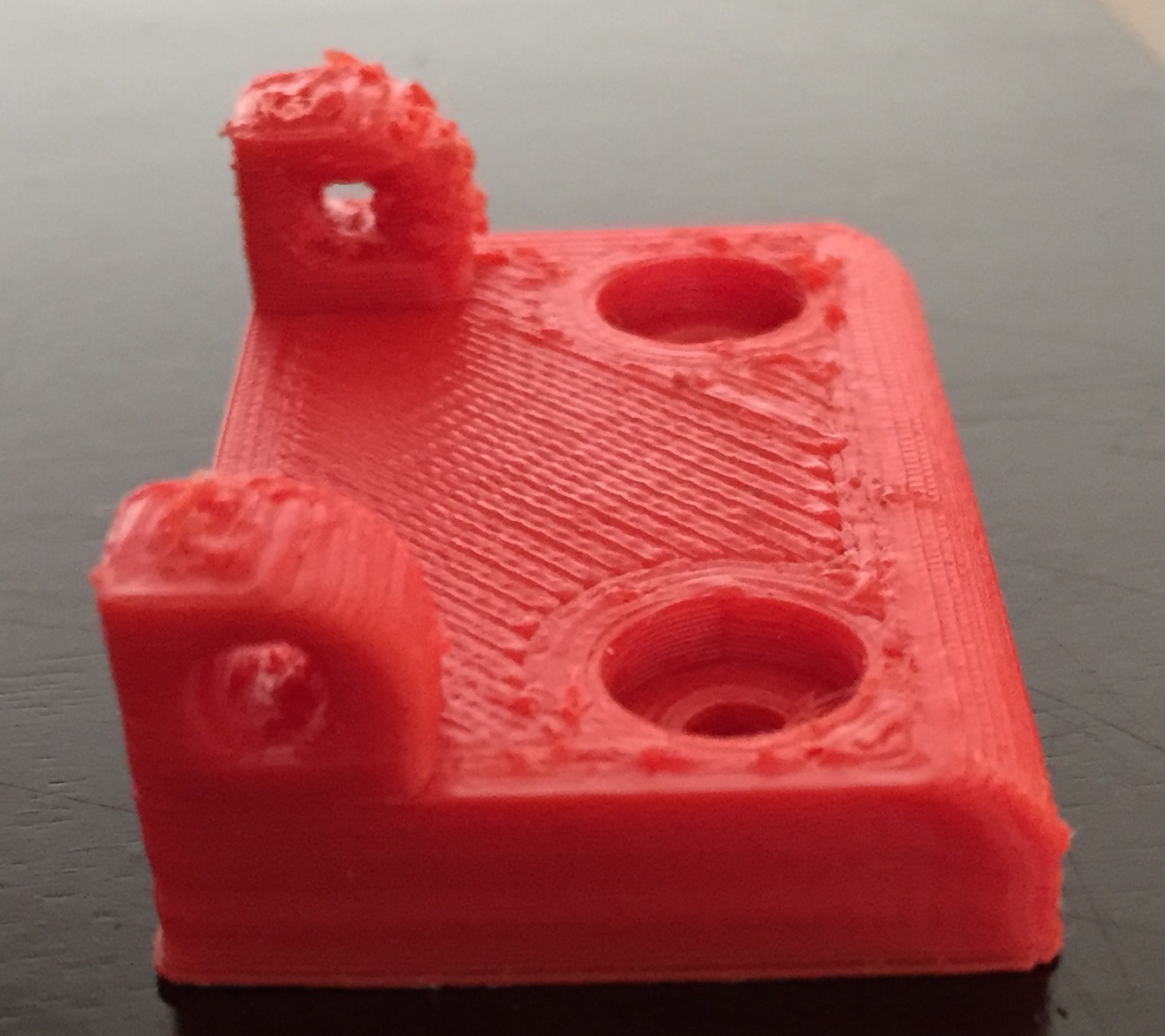
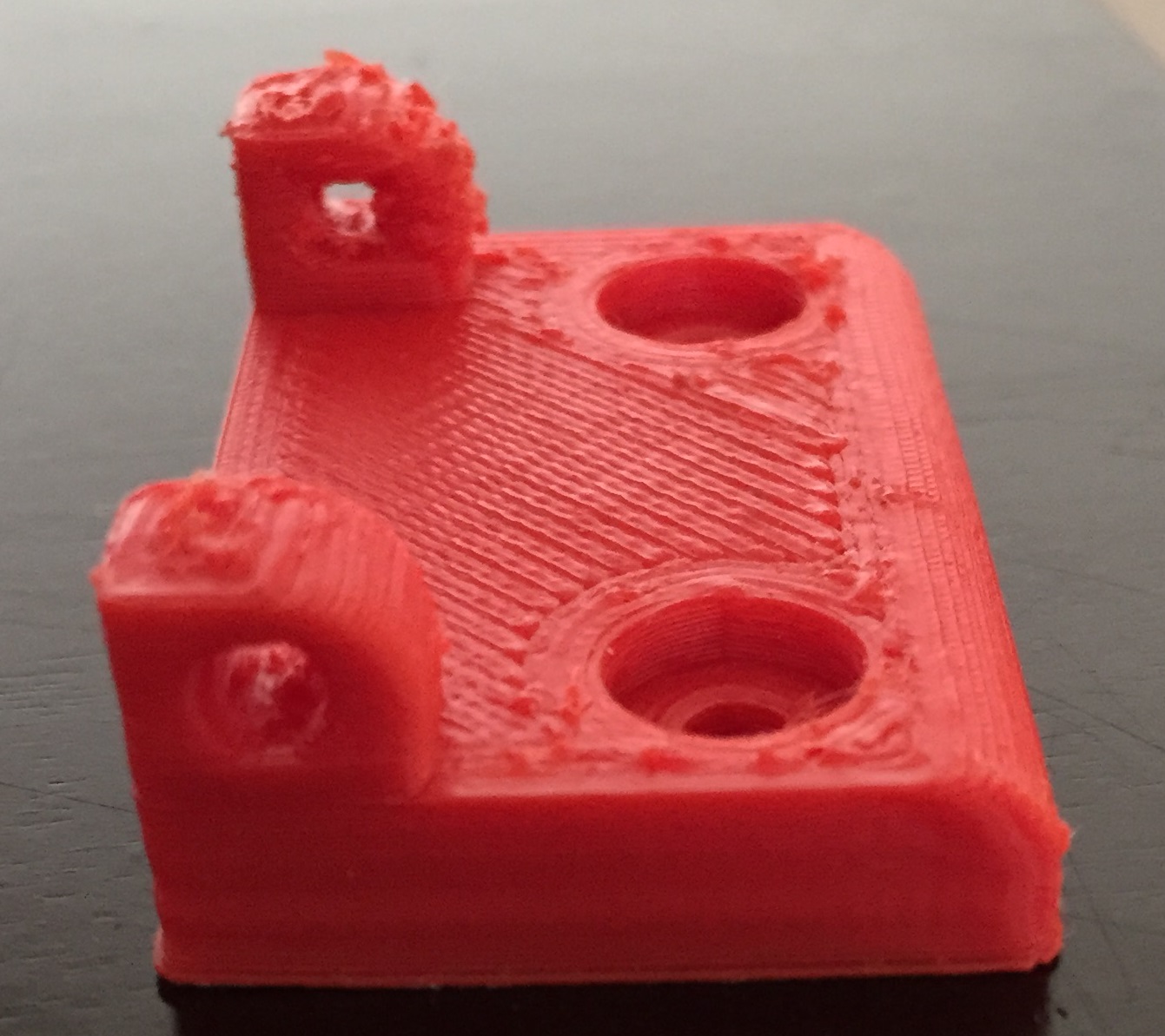
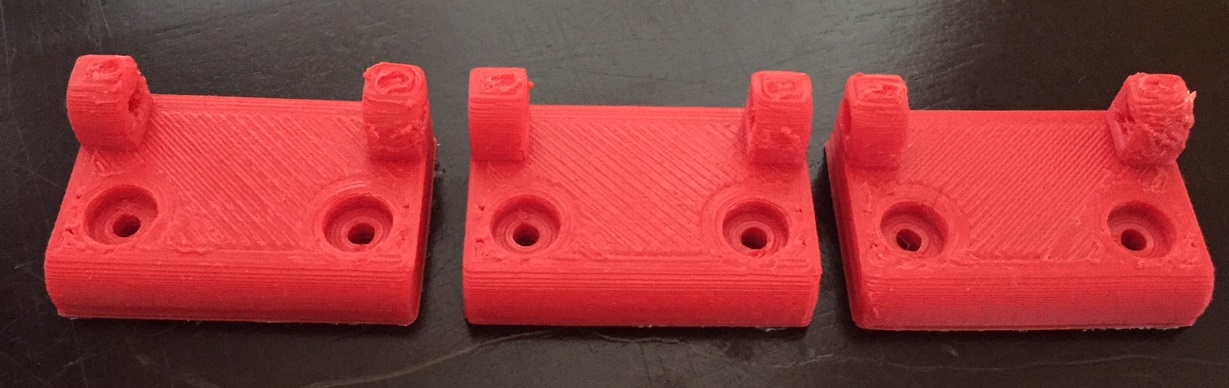
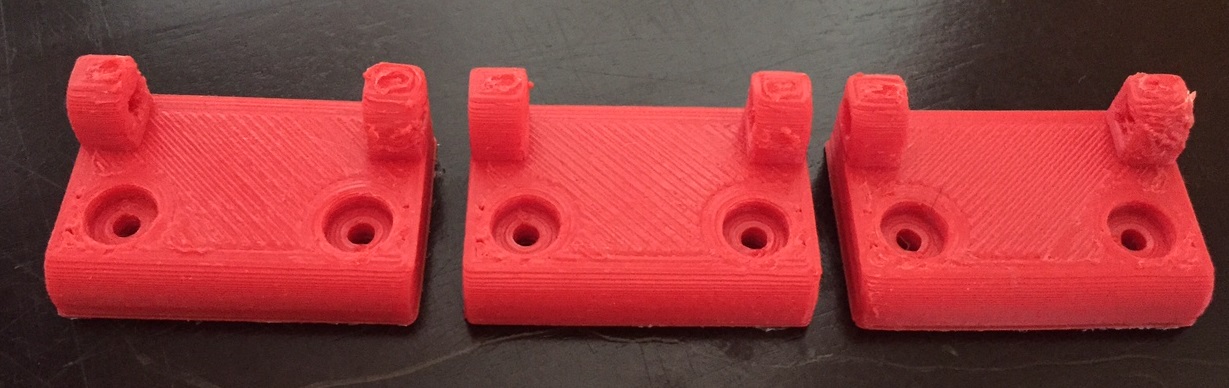
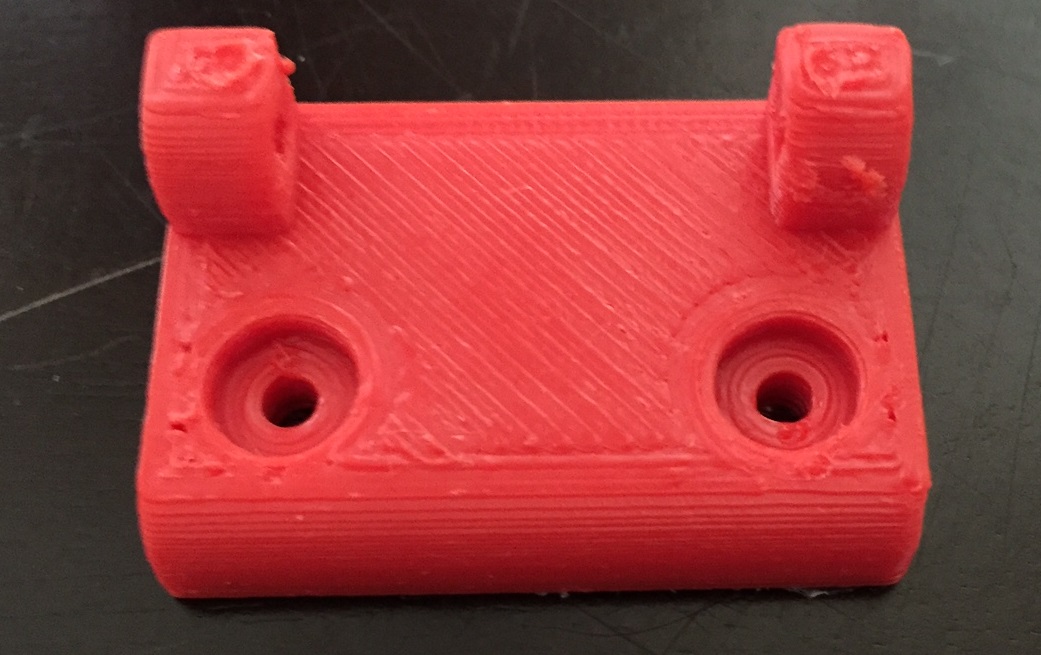
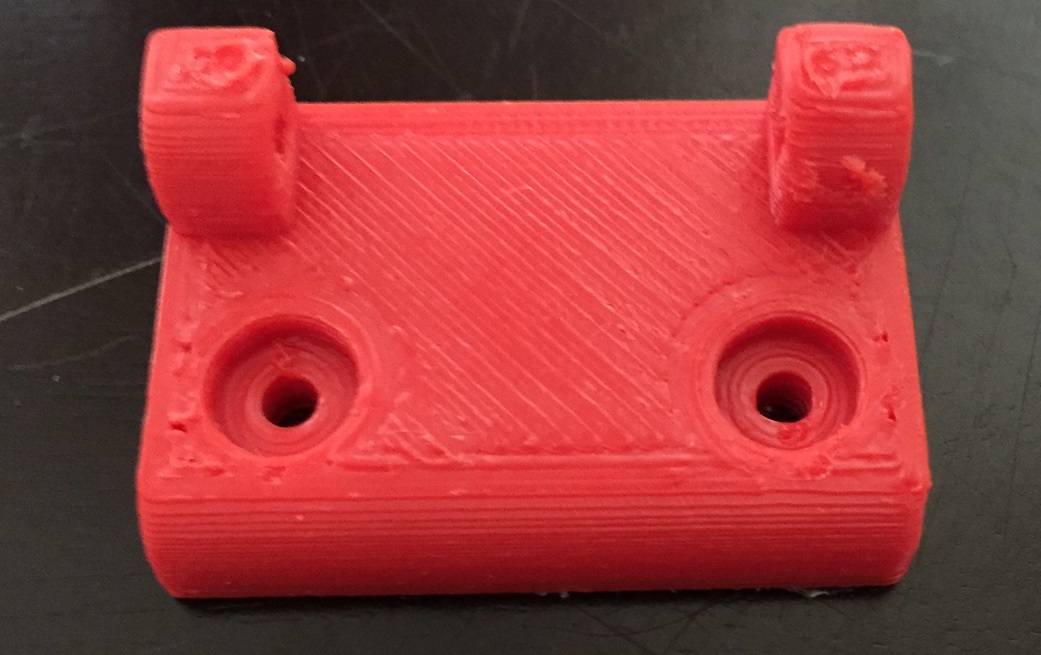
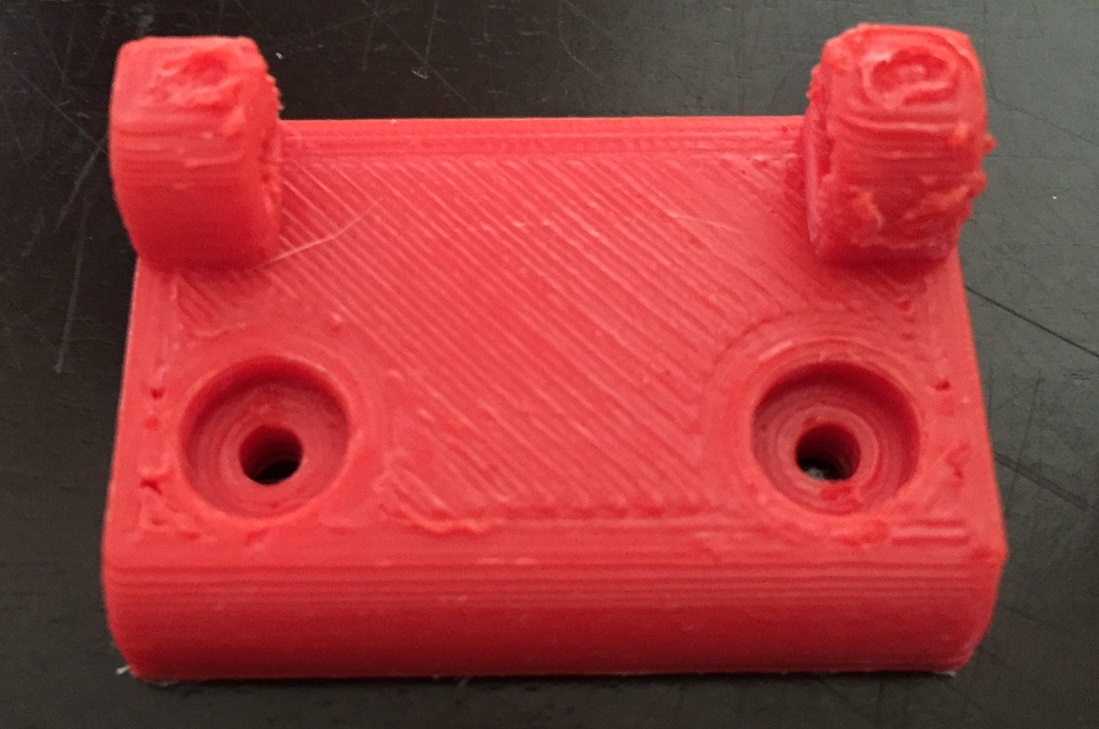
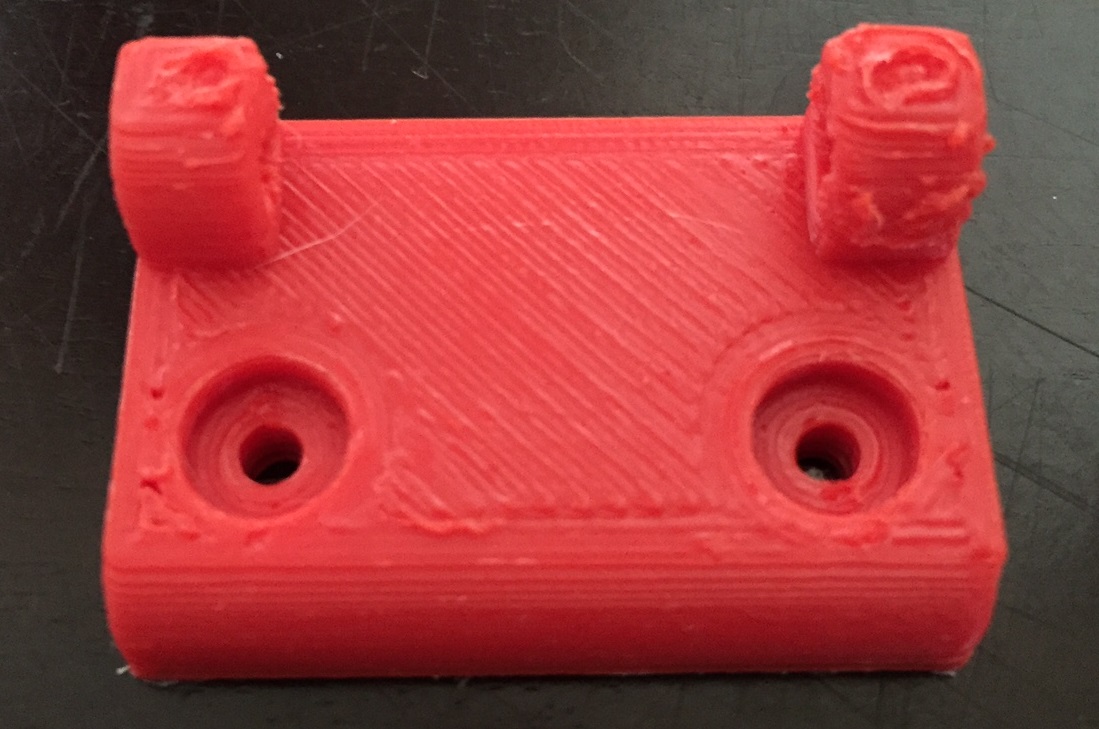
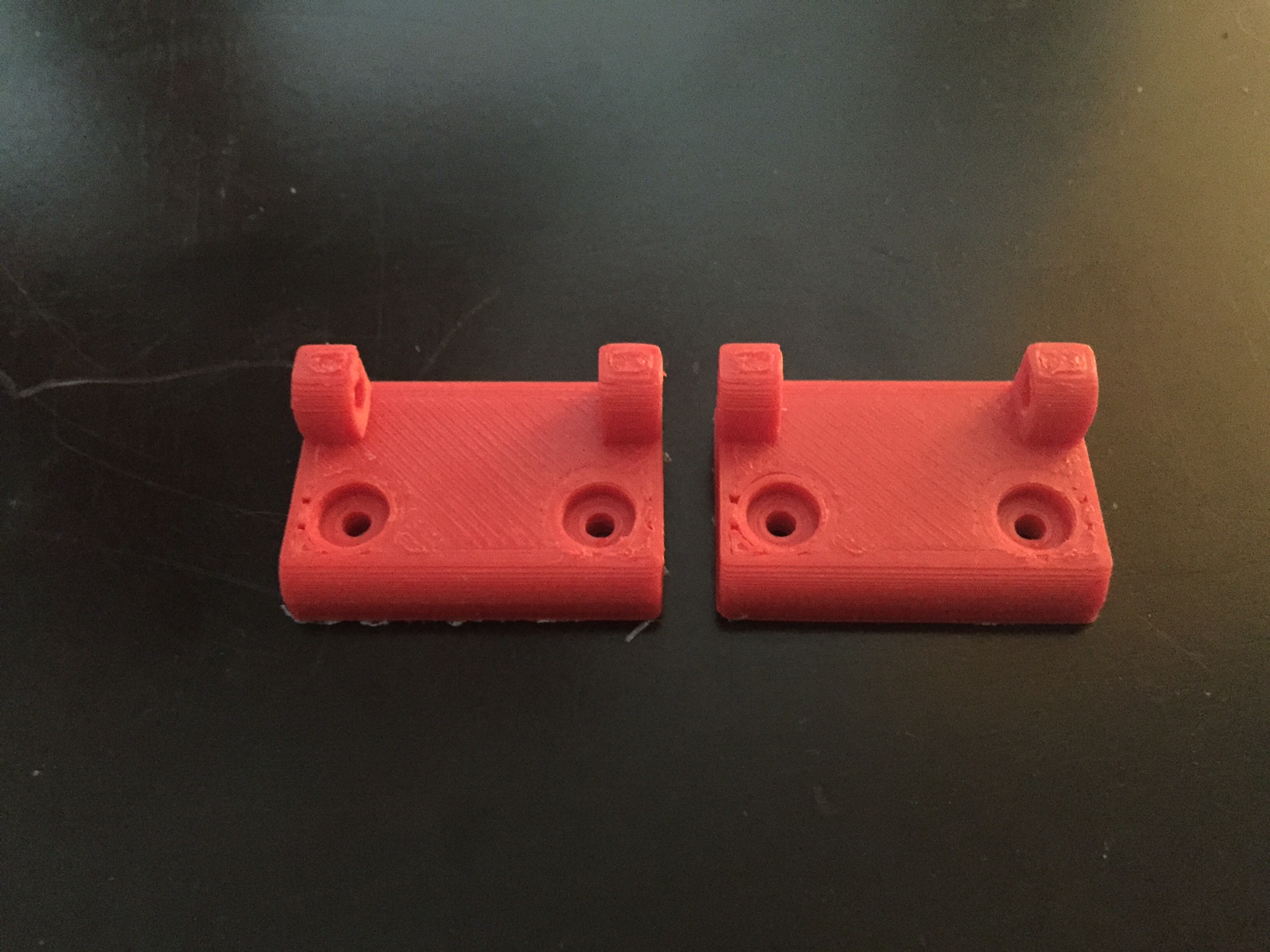
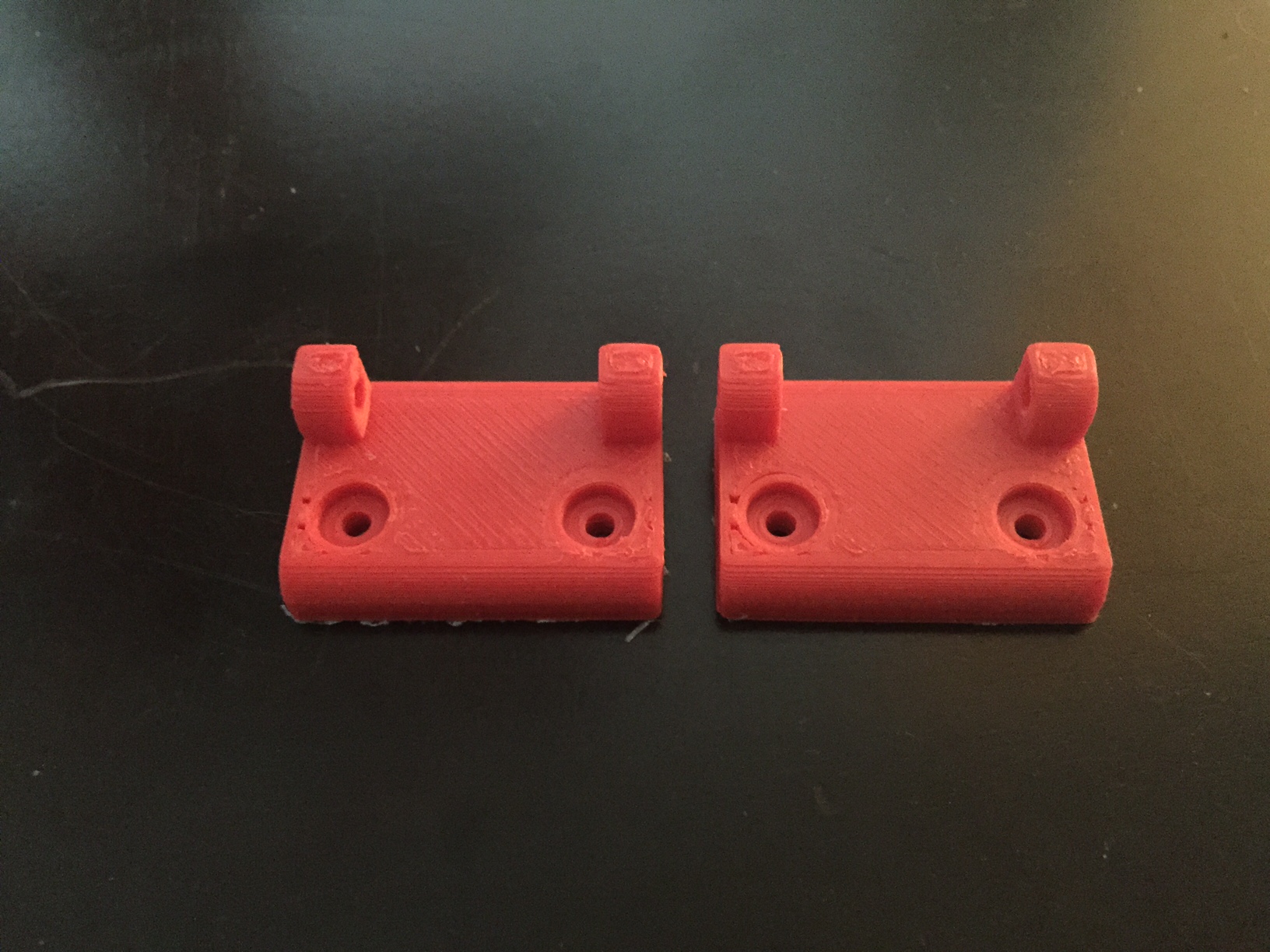
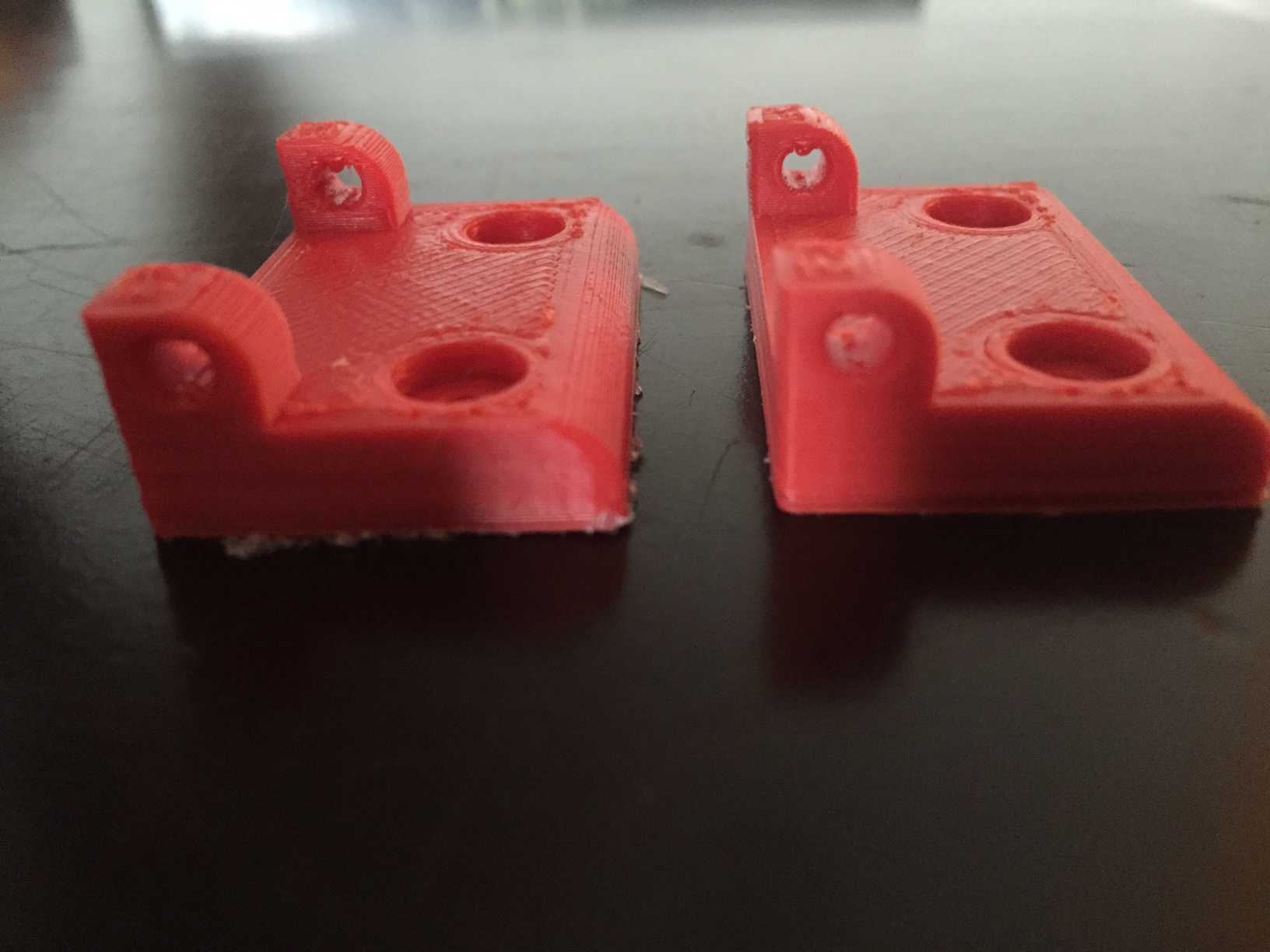
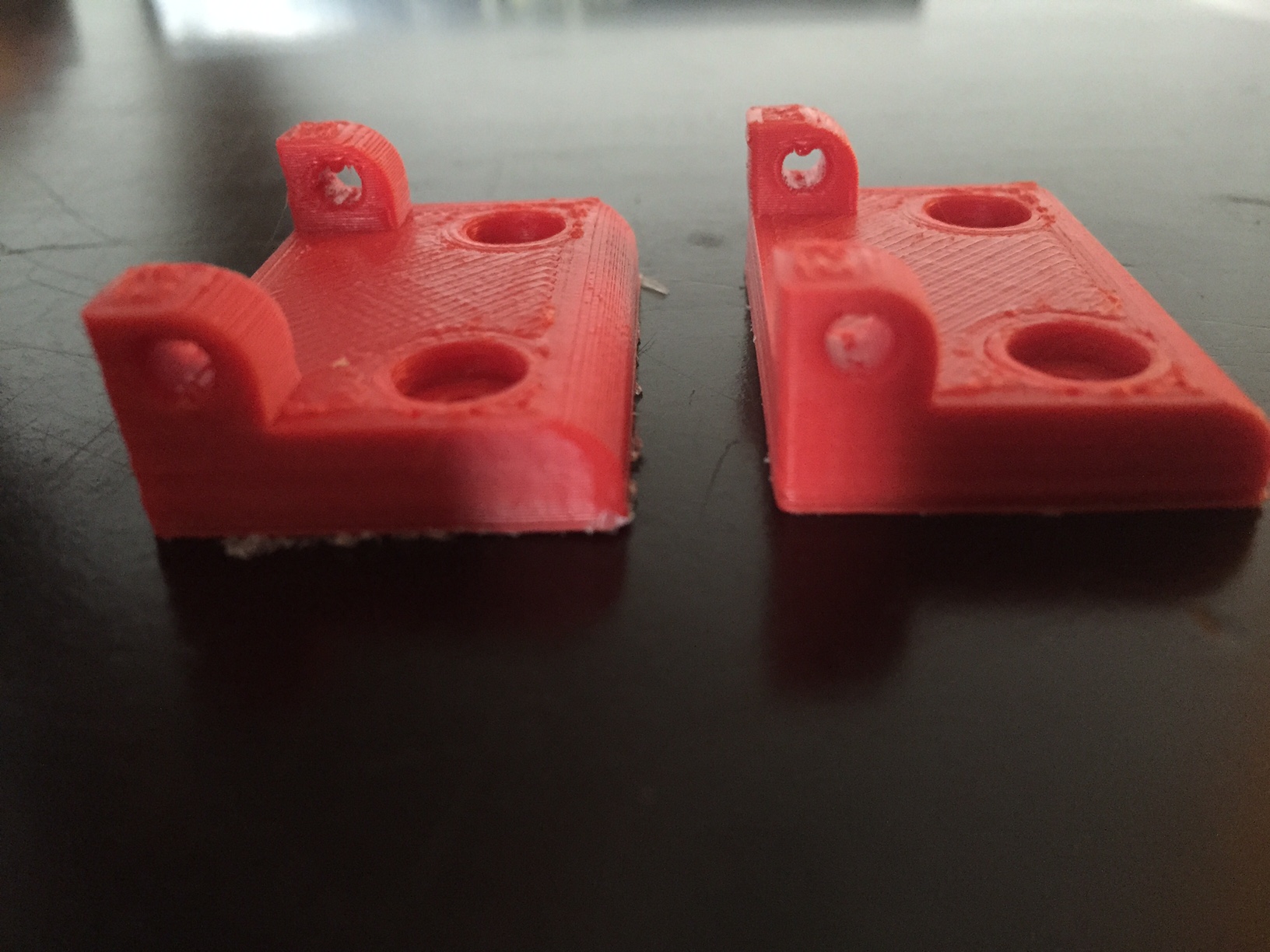
Eureka! So, I changed my extrusion width to 0.5 and the multiplier to 0.95. I wasn't able to find where to change the perimeter overlap setting in slic3r so I left that alone. The pictures below are of different speeds. The right part in both images was printed at 75% speed and the left part was printed at 100% speed. After looking at them, it doesn't look like the decreased speed gives enough of a jump in quality to justify it. Either way, the parts are greatly improved over the original. I plan to continue making tiny tweaks to tighten up the prints here and there, but overall this is a huge step forward. I can't thank ggherbaz enough for all your help!!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Trying to Optimize my Printer.... Getting Frustrated October 31, 2014 01:47PM |
Registered: 10 years ago Posts: 1,401 |
Thanks, i'm glad that I could help. One last advise if I may: like everyone else I started 3D printing wanting to print a Monet or Michelangelo "quality" thing and quick enough realized that I was getting more of a Picasso at best, if not more like a freak of nature, it can become frustrating and stressful. Get the time to understand your printer and the software before you keep on printing, design simple and complicated parts and fill your built plate with it and test every posible settings and combinations possible see how much difference something can come out with different speeds, nozzle sizes, temperatures, retractions, etc. I have about two 60 gallon trash bags full of test prints, I bought at least one roll of each material I was thinking of using and went through all possible problematic prints and find the best solution for it. This way I didn't get frustrated because I was only testing and actually start having fun with it doing weird stuff and learning at the same time. Now I know when to say no to a customer, and not get stuck with an impossible print and getting bad reviews from my customers, and how to give them the best possible print.
I hope you enjoy 3D printing as much as I do.
I hope you enjoy 3D printing as much as I do.
Sorry, only registered users may post in this forum.