Top Layer Issues ... does not compute
Posted by djzman
|
Top Layer Issues ... does not compute March 30, 2015 10:23PM |
Registered: 9 years ago Posts: 14 |
Hi all ... I have to say at the outset that I have read many replies to similar issues ... something here just doesn't compute, however.
Appologies if I'm missing something easy ...
So, just to provide some relevant background ... I have had my MakerFarm i3v up and running for several months and have gotten some really nice prints. Using the default settings from MakerFarm (225 deg, 100 mm/sec top layer, 0.2 infill, PLA), I have, for example, printed several very nice 25 x 25 x 25 mm cubes ... excellent corners, 0.2 infill and nice smooth top layers. In addition, I have printed "the frog" at various layer thicknesses ... no issues. Many other successful prints. The hot end is a Hexagon, 0.4 mm, 3mm filament.
OK, now I'm trying to print a relatively thin (6 mm) large, flat object. I calibrated the extruder. I have a cooling fan. I have tried several temps ranging from 195 (bottom layers delaminated a bit) to 225. I'm printing PLA. I have a heated bed at 70 deg C. I tried various top layer speeds ranging from 50 to 150. In all cases the results varied from pillowed to really bad where individual lines were convexly raised up so much that on the following pass the machine vibrated violently as it collided with the previous layer.
On my final try (210 deg, 150 top layer speed, part fan on, 70x70x6mm square) I started getting the same results as the top layer moved toward the center of the square. In a fit of frustration, I tried turning the speed down to 50% ... it got worse. I a further fit of frustration, I turned the speed UP to 200% ... IT GOT BETTER?!?!
OK, remember that that 25mm cube, with the same size infill worked flawlessly.
Everything I have read says turn the speed down ... temp down ... etc.
What is this result trying to tell me? I'm probably missing something in my frustration ... hoping someone can shed light on this.
Appologies if I'm missing something easy ...
So, just to provide some relevant background ... I have had my MakerFarm i3v up and running for several months and have gotten some really nice prints. Using the default settings from MakerFarm (225 deg, 100 mm/sec top layer, 0.2 infill, PLA), I have, for example, printed several very nice 25 x 25 x 25 mm cubes ... excellent corners, 0.2 infill and nice smooth top layers. In addition, I have printed "the frog" at various layer thicknesses ... no issues. Many other successful prints. The hot end is a Hexagon, 0.4 mm, 3mm filament.
OK, now I'm trying to print a relatively thin (6 mm) large, flat object. I calibrated the extruder. I have a cooling fan. I have tried several temps ranging from 195 (bottom layers delaminated a bit) to 225. I'm printing PLA. I have a heated bed at 70 deg C. I tried various top layer speeds ranging from 50 to 150. In all cases the results varied from pillowed to really bad where individual lines were convexly raised up so much that on the following pass the machine vibrated violently as it collided with the previous layer.
On my final try (210 deg, 150 top layer speed, part fan on, 70x70x6mm square) I started getting the same results as the top layer moved toward the center of the square. In a fit of frustration, I tried turning the speed down to 50% ... it got worse. I a further fit of frustration, I turned the speed UP to 200% ... IT GOT BETTER?!?!
OK, remember that that 25mm cube, with the same size infill worked flawlessly.
Everything I have read says turn the speed down ... temp down ... etc.
What is this result trying to tell me? I'm probably missing something in my frustration ... hoping someone can shed light on this.
|
Re: Top Layer Issues ... does not compute March 31, 2015 12:04AM |
Registered: 10 years ago Posts: 1,401 |
its getting better at higher speeds because bridging works better at high speeds, specially when you are extruding PLA at 210 -225 degrees. If you try to bridge at slower speeds it will sag and chances are the filament will brake before reaching the other end. at those temperatures PLA is too soft and wobbly and will not bridge really good unless as you did you go crazy fast.
The other question is: How many top layers are you setting? large pieces need between 4 and 6 top layers to fully close the part (specially with a 20% infill)
Now to answer you question: PLA will print and bridge better between 195 and 200 degrees, bridging needs to be around 80% faster than regular printing so for 100mm/sec you need to bridge at 180 so your 200% was exaggerated but in the right direction, also extrusion need to increase when bridging.
The other question is: How many top layers are you setting? large pieces need between 4 and 6 top layers to fully close the part (specially with a 20% infill)
Now to answer you question: PLA will print and bridge better between 195 and 200 degrees, bridging needs to be around 80% faster than regular printing so for 100mm/sec you need to bridge at 180 so your 200% was exaggerated but in the right direction, also extrusion need to increase when bridging.
|
Re: Top Layer Issues ... does not compute March 31, 2015 08:36AM |
Registered: 9 years ago Posts: 14 |
ggherbaz,
Thank you for the quick reply. I understand what you are saying, I will try a specific test at lower temps, higher speeds. But a few things still do not add up.
The problem is not sagging, it's just the opposite. The individual strands are raising up (convex) a major portion of a mm and/or pillowing up, not down.
Also, why does the small cube work perfectly at 225 deg, 100 mm/s? The honeycomb pattern on the inside is identical. Is this something like: since the heated bed is so close to the top layer it's having an effect on the top layer print? (I tried one test where I lowered the temp of the bed after the first layer, but the print warped and let loose of the bed.)
I do have 5 top layers programmed (0.2 x 5 = 1 mm) but honestly I never get that far. I'm not comfortable having the printer (relatively) violently vibrate over the first raised up first layer. This is a first top layer issue.
One other, maybe, easy question: is the first top layer considered "bridges" or "top solid infill" as far as Slic3r parameters are concerned?
Thanks for any continued insight.
Thank you for the quick reply. I understand what you are saying, I will try a specific test at lower temps, higher speeds. But a few things still do not add up.
The problem is not sagging, it's just the opposite. The individual strands are raising up (convex) a major portion of a mm and/or pillowing up, not down.
Also, why does the small cube work perfectly at 225 deg, 100 mm/s? The honeycomb pattern on the inside is identical. Is this something like: since the heated bed is so close to the top layer it's having an effect on the top layer print? (I tried one test where I lowered the temp of the bed after the first layer, but the print warped and let loose of the bed.)
I do have 5 top layers programmed (0.2 x 5 = 1 mm) but honestly I never get that far. I'm not comfortable having the printer (relatively) violently vibrate over the first raised up first layer. This is a first top layer issue.
One other, maybe, easy question: is the first top layer considered "bridges" or "top solid infill" as far as Slic3r parameters are concerned?
Thanks for any continued insight.
|
Re: Top Layer Issues ... does not compute March 31, 2015 08:58AM |
Registered: 10 years ago Posts: 1,401 |
The convex effect is cause by the fan cooling a quite hot PLA, it will happen too with lower temps but will be less noticeable. Yes even though it is part of the top layers settings, the first top layer usually have a different pattern compare to other ones and uses bridging elements, so you need to adjust your bridging settings specially speed and extrusion.
Now since you mention that all this happens in the first top layer, YES it will, and its normal to happen no slicer is perfect and holes and missed links will happen but by the 3 to 4 top layer it will be flat.
Now since you mention that all this happens in the first top layer, YES it will, and its normal to happen no slicer is perfect and holes and missed links will happen but by the 3 to 4 top layer it will be flat.
|
Re: Top Layer Issues ... does not compute April 04, 2015 03:26PM |
Registered: 9 years ago Posts: 14 |
OK, some progress.
I tried all of the suggestions in various combinations. We created a 70x70x6 mm square to make the testing faster.
It started out failing in the same way. Ended up with 215 deg first two layers (they were delaminating at lower temps), 208 for the rest of the part. Fan on (didn't have any effect on the problem). 180 mm/s top layers. As you can see in the picture, the test square is really pretty good now.
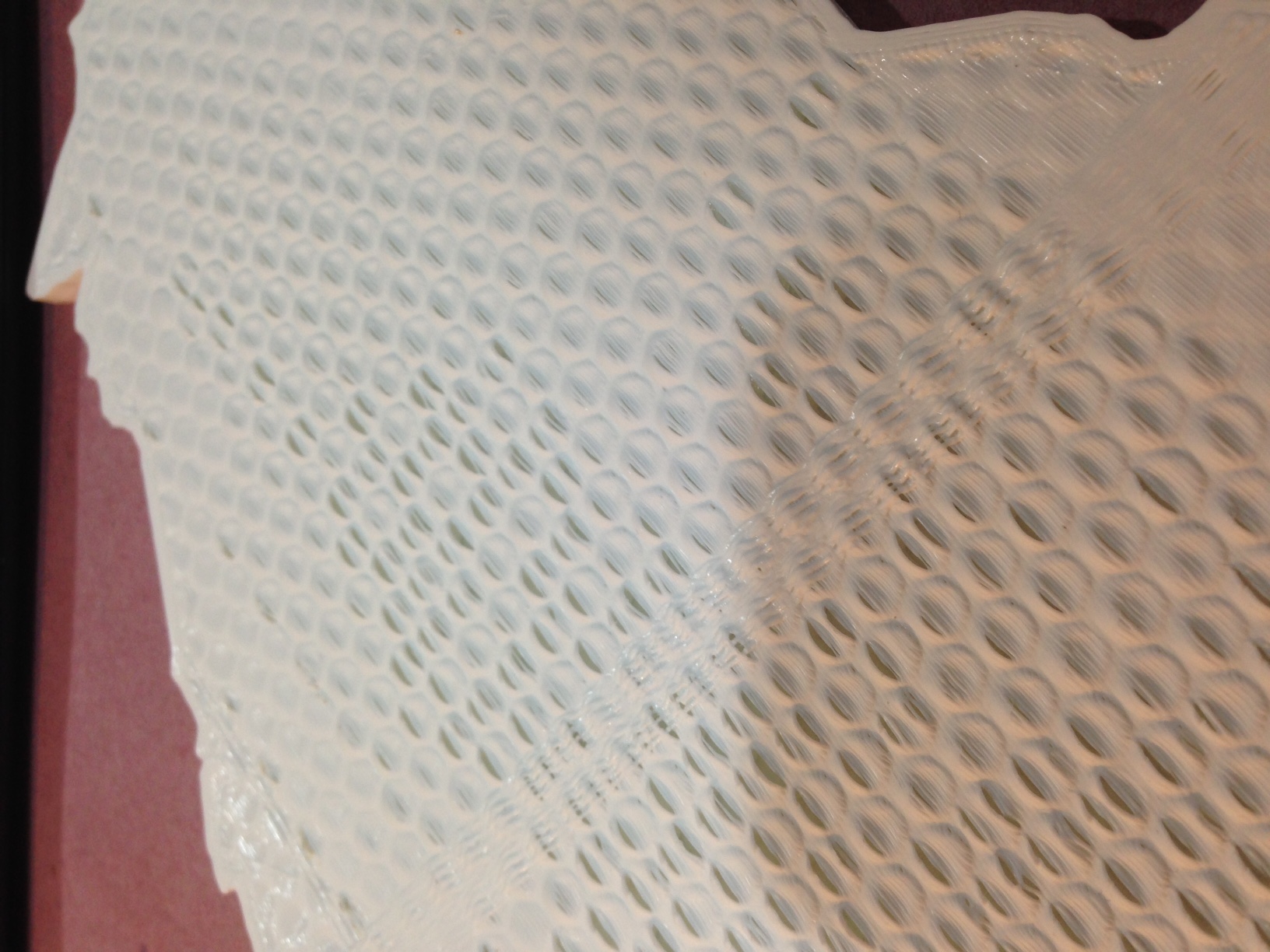
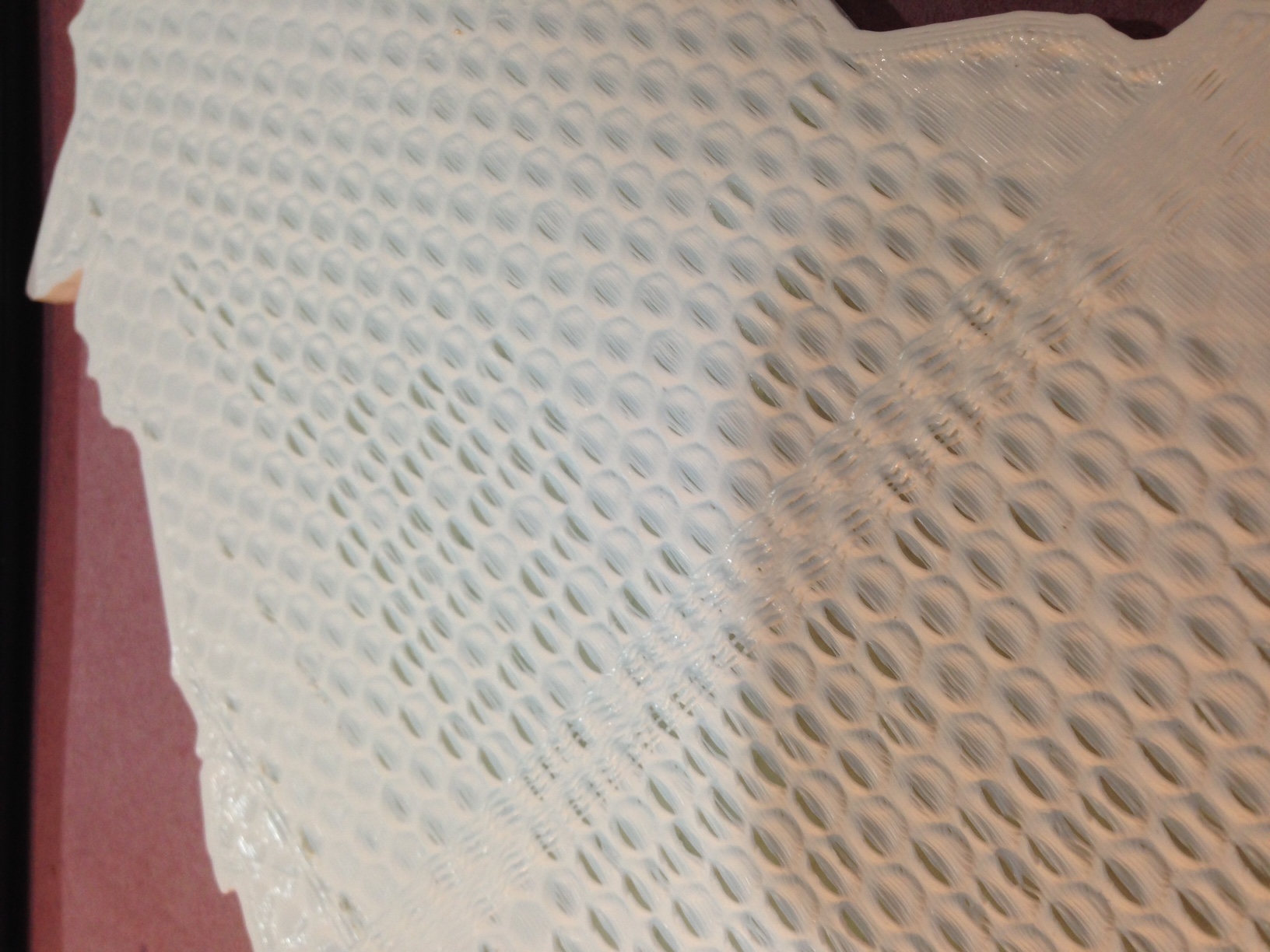
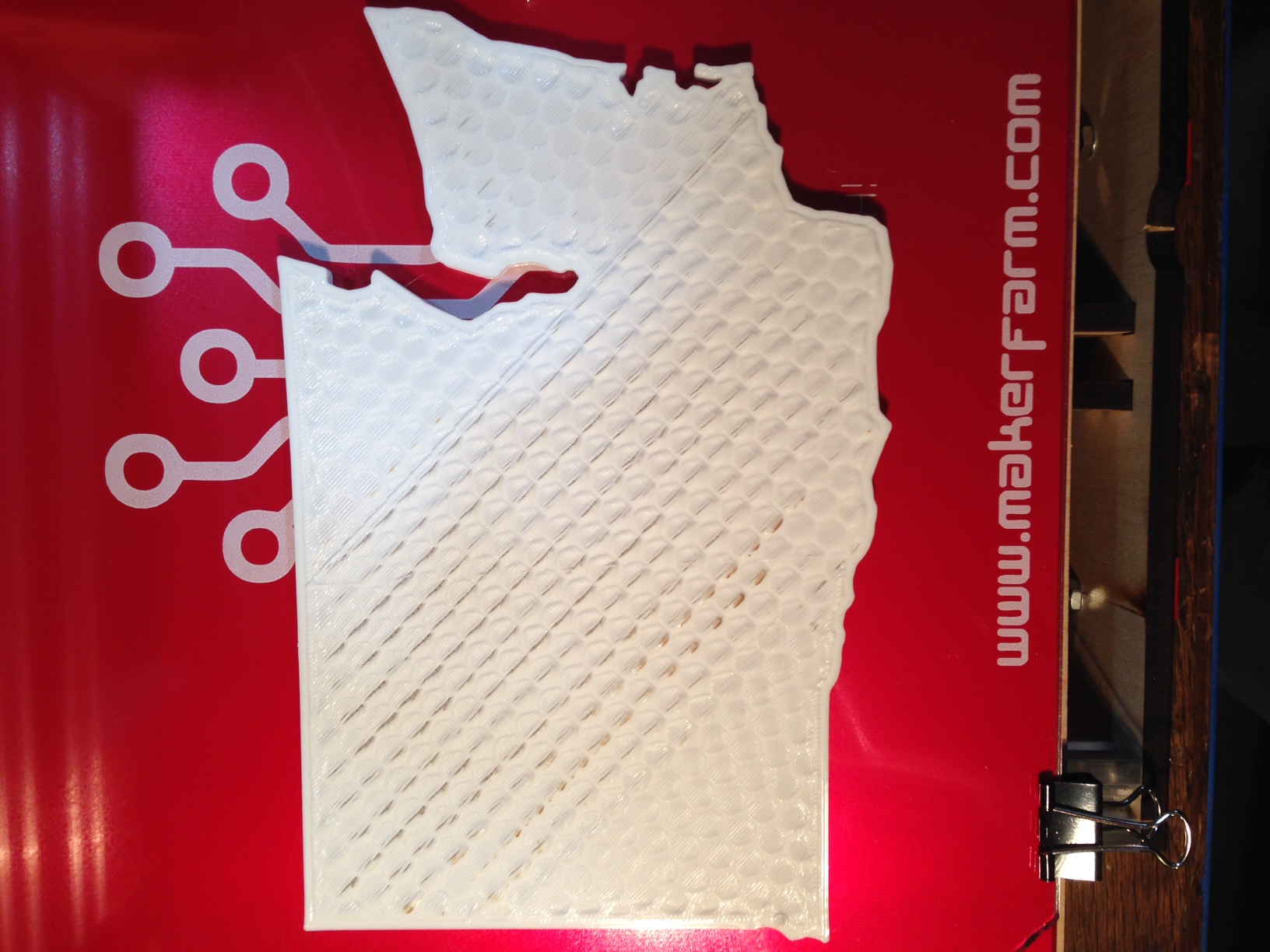
However, when we went back to the actual part (the state of Wisconsin), much bigger, you can see in the other picture that the original problem is still there. Fan on/fan off, doesn't matter. Do note, if you can see it in the picture, it does seem that when the stroke is shorter, it works better. Also, at the start of some of the bad strokes, there is a short portion of pretty goodness.
Remember too, that the original 25x25 cube with no special settings (e.g. 100 mm/s top layer) still works flawlessly.
Is this some sort of accelleration problem?
BTW, I have a MakerFarm I3v Prusa, 10" version. And do remember that I've been able to print many really nice parts with no fussing.
Thanks for any further help ... a weird problem.
I tried all of the suggestions in various combinations. We created a 70x70x6 mm square to make the testing faster.
It started out failing in the same way. Ended up with 215 deg first two layers (they were delaminating at lower temps), 208 for the rest of the part. Fan on (didn't have any effect on the problem). 180 mm/s top layers. As you can see in the picture, the test square is really pretty good now.
However, when we went back to the actual part (the state of Wisconsin), much bigger, you can see in the other picture that the original problem is still there. Fan on/fan off, doesn't matter. Do note, if you can see it in the picture, it does seem that when the stroke is shorter, it works better. Also, at the start of some of the bad strokes, there is a short portion of pretty goodness.
Remember too, that the original 25x25 cube with no special settings (e.g. 100 mm/s top layer) still works flawlessly.
Is this some sort of accelleration problem?
BTW, I have a MakerFarm I3v Prusa, 10" version. And do remember that I've been able to print many really nice parts with no fussing.
Thanks for any further help ... a weird problem.
|
Re: Top Layer Issues ... does not compute April 04, 2015 05:48PM |
Registered: 9 years ago Posts: 1,873 |
Is it possible that the problem is being caused by the honeycomb infill pattern creating sealed compartments as you try and cover the top? Any change in the temperature of the air in those compartments would cause the top layer to either collapse down or bow out. It looks from your last photo like the cells are warming up as they get covered over and the expanding air is popping out the first top layer. Maybe it would be worth trying with one of the more open infill patterns so that the air can move around more easily.
|
Re: Top Layer Issues ... does not compute April 05, 2015 02:24PM |
Registered: 9 years ago Posts: 14 |
JamesK,
That's a really interesting idea ... I did have one thought along those lines earlier so I tried turning the hotbed off after the first couple of layers ... unfortunately, the print let loose from the bed and I never went back to it.
I am actually trying a smaller version of the attempted larger object (a flat, large state of Wisconsin) as a sort of random test to see if the size (and therefore length of stroke) has something to do with it.
I think I'm obsessed to make this thing that should work ... work ! ... however, I think your suggestion of a different infill pattern is a good one. I think I'll look into that.
Anyway, using up a lot of PLA on this testing ... hopefully a winning formula will emerge soon.
Thanks,
djzman
That's a really interesting idea ... I did have one thought along those lines earlier so I tried turning the hotbed off after the first couple of layers ... unfortunately, the print let loose from the bed and I never went back to it.
I am actually trying a smaller version of the attempted larger object (a flat, large state of Wisconsin) as a sort of random test to see if the size (and therefore length of stroke) has something to do with it.
I think I'm obsessed to make this thing that should work ... work ! ... however, I think your suggestion of a different infill pattern is a good one. I think I'll look into that.
Anyway, using up a lot of PLA on this testing ... hopefully a winning formula will emerge soon.
Thanks,
djzman
|
Re: Top Layer Issues ... does not compute April 05, 2015 02:45PM |
Registered: 9 years ago Posts: 14 |
OK, sports fans ...
A smaller version worked almost fine ... a little bumpyness, but no obvious raised lines and very little pillowing, if any. The printer was able to put subsequent top layers on without vibrating violently.
So, what's the difference between the big one (19.5 cm top-bottom) and the small one (75%, about 12 cm top-bottom)? BTW, the smaller one was also "scaled" to be thinner but still had substantial fill pattern height. Clearly the stroke lengths on the big one (~21 cm) and the small one (~13 cm) are different.
Hoping someone knows the theory here much better than me and can contribute some sanity to this behavior.
Thanks,
djzman
PS I am getting a little roughness around the edges on the "turn-arounds". Do I need to adjust a retraction setting or something?
A smaller version worked almost fine ... a little bumpyness, but no obvious raised lines and very little pillowing, if any. The printer was able to put subsequent top layers on without vibrating violently.
So, what's the difference between the big one (19.5 cm top-bottom) and the small one (75%, about 12 cm top-bottom)? BTW, the smaller one was also "scaled" to be thinner but still had substantial fill pattern height. Clearly the stroke lengths on the big one (~21 cm) and the small one (~13 cm) are different.
Hoping someone knows the theory here much better than me and can contribute some sanity to this behavior.
Thanks,
djzman
PS I am getting a little roughness around the edges on the "turn-arounds". Do I need to adjust a retraction setting or something?
|
Re: Top Layer Issues ... does not compute April 06, 2015 01:43PM |
Registered: 10 years ago Posts: 1,401 |
Ok, I have a couple of suggestion for you:
Retract: increase retract. It will depend on your hotend style and temperature, minimum of 2mm but at your settings probably 4 to 6mm (it might be a good idea to increase your extruder acceleration).
It's the STL of your own design? Can you get access to a cad drawing? If so, here is a little known secret:
Do a bridging test and find out which is the maximum distance your hotend will bridge without failing, once you know that distance, open a cad file of the part you wanted to print, create a shell and insert 0.6 thick wall at the distance you get on the test. Once file is modified, sliced without infill, the first top layer will bridge between the inner walls and would not fail, subsequent layers will cover the whole print area without problems.
If you don't know how to do it, post a cad file and I'll do it for you.
Retract: increase retract. It will depend on your hotend style and temperature, minimum of 2mm but at your settings probably 4 to 6mm (it might be a good idea to increase your extruder acceleration).
It's the STL of your own design? Can you get access to a cad drawing? If so, here is a little known secret:
Do a bridging test and find out which is the maximum distance your hotend will bridge without failing, once you know that distance, open a cad file of the part you wanted to print, create a shell and insert 0.6 thick wall at the distance you get on the test. Once file is modified, sliced without infill, the first top layer will bridge between the inner walls and would not fail, subsequent layers will cover the whole print area without problems.
If you don't know how to do it, post a cad file and I'll do it for you.
|
Re: Top Layer Issues ... does not compute April 06, 2015 04:06PM |
Registered: 10 years ago Posts: 1,401 |
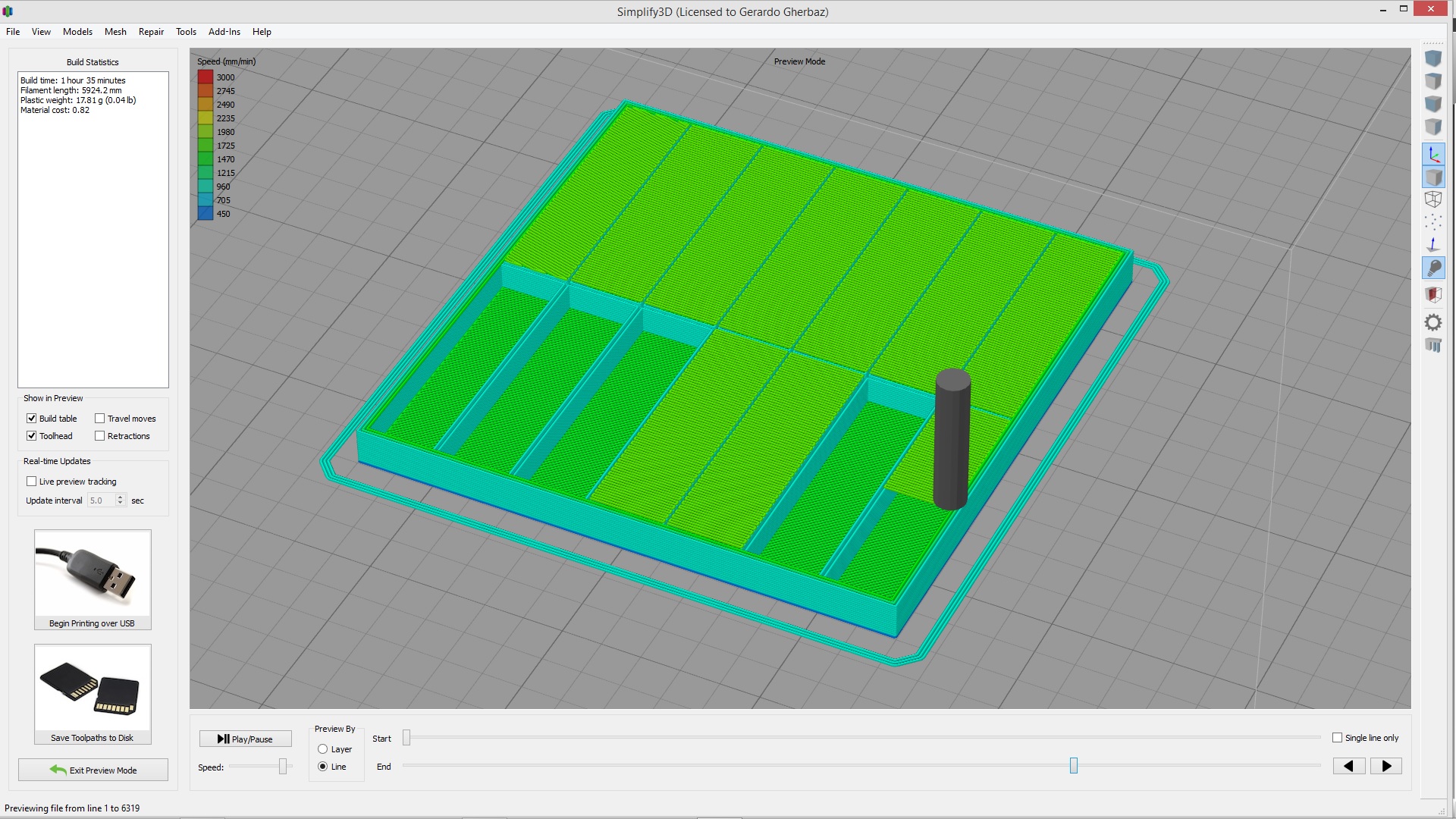
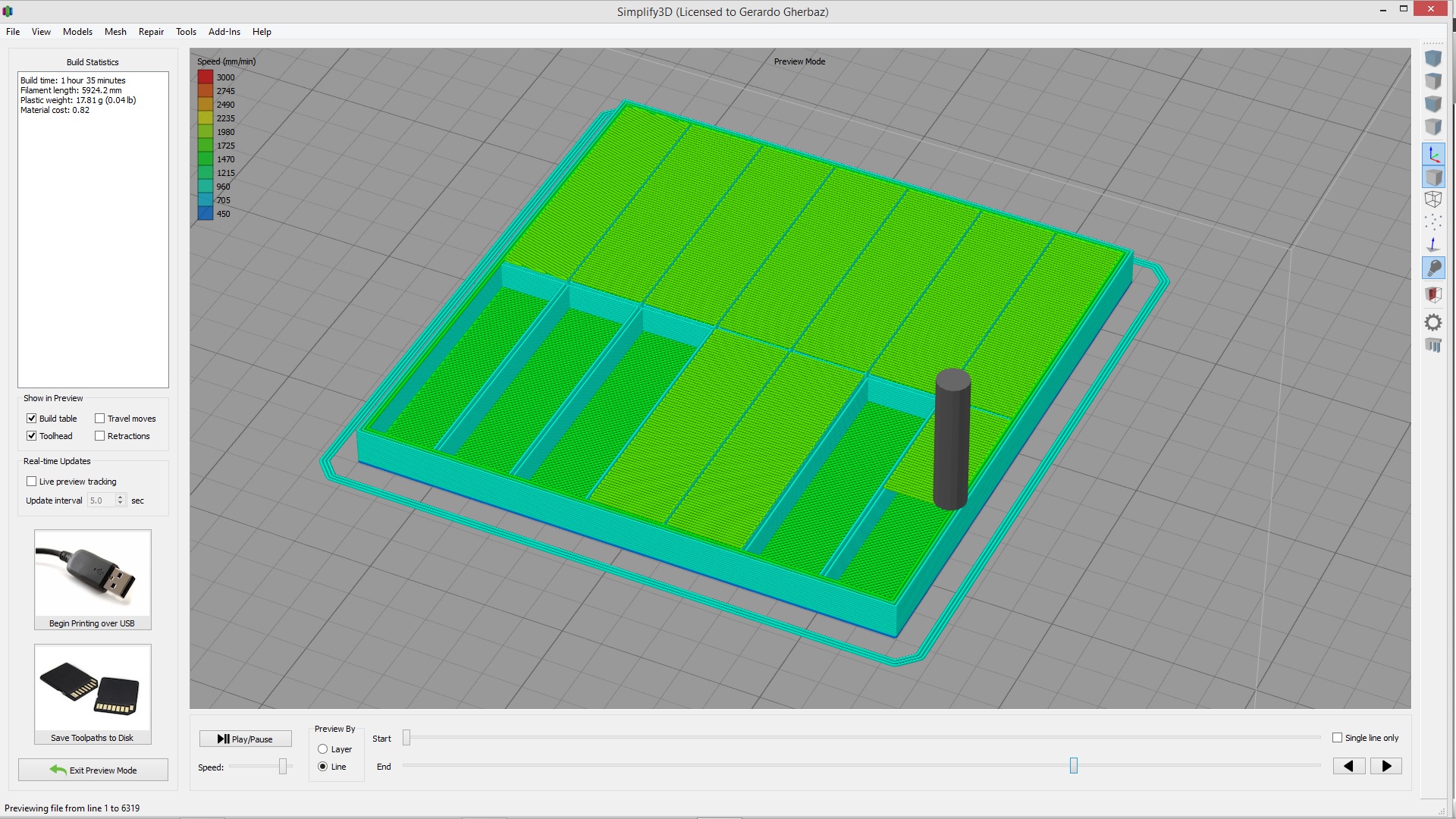
This is an example of what I mentioned before, the first top layer will be set in smaller sections, the second top layer will fill completely the part. It will work with a nozzle up to 0.40, if yours is bigger the inner walls need to be thicker for it to work.
Now, the simplest solution will be for you to rotate the part in the plate such the infill is created in its shortest length.
Edited 1 time(s). Last edit at 04/06/2015 04:30PM by ggherbaz.
Now, the simplest solution will be for you to rotate the part in the plate such the infill is created in its shortest length.
Edited 1 time(s). Last edit at 04/06/2015 04:30PM by ggherbaz.
|
Re: Top Layer Issues ... does not compute April 08, 2015 07:02PM |
Registered: 9 years ago Posts: 14 |
OK ... here is the conclusion as far as I'm concerned ...
Still trying suggestions that might have made sense, I increased the infil to 30% ... that just made a more miniature version of the same problem.
Then, working off of the suggestion made above by ggherbaz, I selected the "line" infill pattern. Actually, I was completely wrong in my expectation of what that would do. I though that it would create long wall like things. What it actually did, as many of you might know, was to create a fine pitch cross-hatch pattern. That is, it did line of sparcely spaced infill in one diagonal direction, then the next layer at 90 degrees to the first. AND ... when it came to the top layers ... IT WORKED PERFECTLY !
So, I think I'm going with the theory that the hexagonal infill pattern created little pockets that somehow interacted with the heat of the bed and caused the bead to bow up. The "line" infill pattern created a much more random, porous pattern of not-closed voids and would not be affected in the same way as the closed pockets of the hexagonal infill.
Having said that, mind you, two disclaimers ... I'm mostly guessing ... and I might guess that there is an answer using the hexagonal fill that might be made to work.
Having expended most of a spool of filament experimenting (remember that I could not reproduce the issue on a small scale), I'm not inclined to experiment further.
I'm definitely interested in further comments ... even if they are "your crazy" ... let's have it !
Still trying suggestions that might have made sense, I increased the infil to 30% ... that just made a more miniature version of the same problem.
Then, working off of the suggestion made above by ggherbaz, I selected the "line" infill pattern. Actually, I was completely wrong in my expectation of what that would do. I though that it would create long wall like things. What it actually did, as many of you might know, was to create a fine pitch cross-hatch pattern. That is, it did line of sparcely spaced infill in one diagonal direction, then the next layer at 90 degrees to the first. AND ... when it came to the top layers ... IT WORKED PERFECTLY !
So, I think I'm going with the theory that the hexagonal infill pattern created little pockets that somehow interacted with the heat of the bed and caused the bead to bow up. The "line" infill pattern created a much more random, porous pattern of not-closed voids and would not be affected in the same way as the closed pockets of the hexagonal infill.
Having said that, mind you, two disclaimers ... I'm mostly guessing ... and I might guess that there is an answer using the hexagonal fill that might be made to work.
Having expended most of a spool of filament experimenting (remember that I could not reproduce the issue on a small scale), I'm not inclined to experiment further.
I'm definitely interested in further comments ... even if they are "your crazy" ... let's have it !
|
Re: Top Layer Issues ... does not compute April 08, 2015 07:08PM |
Registered: 9 years ago Posts: 14 |
|
Re: Top Layer Issues ... does not compute April 08, 2015 07:13PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Top Layer Issues ... does not compute April 08, 2015 08:48PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Top Layer Issues ... does not compute April 09, 2015 09:04PM |
Registered: 9 years ago Posts: 14 |
 ... some of the protrusions are taller than 1mm and I wouldn't risk damage to the printer.
... some of the protrusions are taller than 1mm and I wouldn't risk damage to the printer.{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.