First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas?
Posted by dwbrown14
|
First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas? January 17, 2016 04:40PM |
Registered: 9 years ago Posts: 7 |
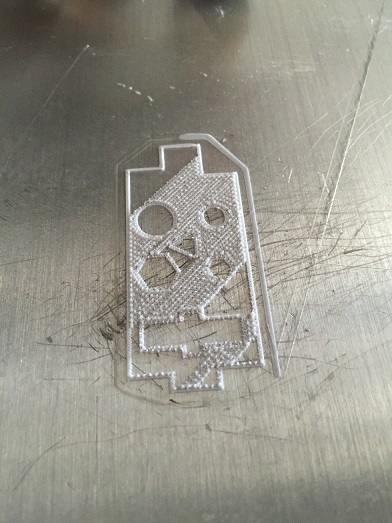
Repetier firmware, with repetier host, slicing with skeinforge...Have autoleveled bed successfully, prints perimeter fine, then infill nozzle is too far above bed and infill becomes beaded, see attached picture. If finish print overall height comes in alright but I believe that is because the ripples from the first 3-5 layers that this happens with finally build up extra height to were the part catches up to the nozzle. I have double checked z probe height and set that with touching off a piece of paper. I have also set z lift on retract to zero in firmware. I am using the default 12mm/s and 1mm retraction speed and length in skeinforge. Any further suggestions as far as parameter or other modifications to perform?
Thank you!!
Thank you!!
{kind=link}
{kind=link}
|
Re: First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas? January 17, 2016 11:56PM |
Registered: 9 years ago Posts: 169 |
|
Re: First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas? January 18, 2016 08:09AM |
Registered: 10 years ago Posts: 444 |
|
Re: First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas? January 19, 2016 05:43AM |
Registered: 9 years ago Posts: 169 |
|
Re: First Layer Perimeter Fine, Infill Beaded Z Retraction Height set to 0mm, Ideas? January 19, 2016 05:19PM |
Registered: 9 years ago Posts: 7 |
I have watched Tom's guide on YouTube, will give it another look as you can always learn something each time you watch something.
My E steps per unit is proper per Tom's method of extruding 100mm of filament. Z height is definitely in the ballpark, by ballpark for 10mm I mean +/-0.2mm.
I agree it looks like over extruder, but what really physically is happening is the nozzle is being moved up in Z after the skirt and outer perimeter have been printed and then after about 3mm of print model flattens out and layers are proper. To me if the autolevel data was wrong then it would be tilted to one corner or something, where one corner of the model nozzle would be making contact with bed and the other corner way to high off of plate, but that is not what is happening. Error in Z appears to be uniform across bed.
I am fairy convinced it has to due with EEPROM value, as this happened when I had to change out ardunio's because my Rx led was flashing and could not flash firmware to board or connect with repetier. The only EEPROM values that should effect it are Z-probe height which is set to 10.7, what is adjusted to obtain right nozzle placement above bed, and Max Z probe - bed distance set to 2mm. I had the most up to date firmware and upon swapping boards immediately flashed it, however my latest EEPROM backup was about 5 days old. Will experiment more with EPPROM values and continue to troubleshoot this evening.
THANK YOU ALL FOR YOUR ADVICE, YOUR TIME ESPECIALLY IS GREATLY APPRECIATED!.
My E steps per unit is proper per Tom's method of extruding 100mm of filament. Z height is definitely in the ballpark, by ballpark for 10mm I mean +/-0.2mm.
I agree it looks like over extruder, but what really physically is happening is the nozzle is being moved up in Z after the skirt and outer perimeter have been printed and then after about 3mm of print model flattens out and layers are proper. To me if the autolevel data was wrong then it would be tilted to one corner or something, where one corner of the model nozzle would be making contact with bed and the other corner way to high off of plate, but that is not what is happening. Error in Z appears to be uniform across bed.
I am fairy convinced it has to due with EEPROM value, as this happened when I had to change out ardunio's because my Rx led was flashing and could not flash firmware to board or connect with repetier. The only EEPROM values that should effect it are Z-probe height which is set to 10.7, what is adjusted to obtain right nozzle placement above bed, and Max Z probe - bed distance set to 2mm. I had the most up to date firmware and upon swapping boards immediately flashed it, however my latest EEPROM backup was about 5 days old. Will experiment more with EPPROM values and continue to troubleshoot this evening.
THANK YOU ALL FOR YOUR ADVICE, YOUR TIME ESPECIALLY IS GREATLY APPRECIATED!.
Sorry, only registered users may post in this forum.