Problem after an hour of printing
Posted by panas78
|
Problem after an hour of printing February 02, 2020 05:32PM |
Registered: 4 years ago Posts: 6 |
Hello all,
this happens after one .. one and a half hour of printing.
Benchy and 20x20 cube are printing fine with dimensional accuracy.
It starts as underextrusion in infill and finally the nozzle starts dragging and the print fails.
Printer is in an enclosure so ambient temperature is around 30c .
Every time i check for overheated stepper or stepper drivers but both are relative cool.
esteps calibrated
filament flow tuned
test prints always spot on
But with larger prints that is the outcome.
Printer is a Tevo Black Widow running Klipper on a SKR 1.3 with
TMC2208 UART
BMG extruder
Mosquito magnum hotend
TMCs are actively cooled with heatsinks and 40mm fan
Z hop also enabled in Slicer.
Slicers used : Prusa slice / Ideamaker
So any suggestions/ideas
this happens after one .. one and a half hour of printing.
Benchy and 20x20 cube are printing fine with dimensional accuracy.
It starts as underextrusion in infill and finally the nozzle starts dragging and the print fails.
Printer is in an enclosure so ambient temperature is around 30c .
Every time i check for overheated stepper or stepper drivers but both are relative cool.
esteps calibrated
filament flow tuned
test prints always spot on
But with larger prints that is the outcome.
Printer is a Tevo Black Widow running Klipper on a SKR 1.3 with
TMC2208 UART
BMG extruder
Mosquito magnum hotend
TMCs are actively cooled with heatsinks and 40mm fan
Z hop also enabled in Slicer.
Slicers used : Prusa slice / Ideamaker
So any suggestions/ideas
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problem after an hour of printing February 03, 2020 04:21AM |
Registered: 4 years ago Posts: 6 |
Come on any ideas ???
Is this hotend heat creep
or
z axis skipping problem.
Z axis never had any problems and as you can see it manifests in either higher or lower layers.
I tried to print with the enclosure open keeping the ambient temperature at around 22c..25c and i managed to finish printing a two hours print.
So i am thinking the heat creep is more probable cause.The mosquito has an 25x25 fan and maybe thats not enough when printing with petg.
Is this hotend heat creep
or
z axis skipping problem.
Z axis never had any problems and as you can see it manifests in either higher or lower layers.
I tried to print with the enclosure open keeping the ambient temperature at around 22c..25c and i managed to finish printing a two hours print.
So i am thinking the heat creep is more probable cause.The mosquito has an 25x25 fan and maybe thats not enough when printing with petg.
|
Re: Problem after an hour of printing February 03, 2020 07:19AM |
Registered: 8 years ago Posts: 413 |
|
Re: Problem after an hour of printing February 03, 2020 07:36AM |
Registered: 4 years ago Posts: 6 |
Material : PETG
Hot End : Mosquito Magnum (as stated in the first post)
Temperatures : Black PETG : 255c Orange PETG : 260
Speeds : Not remember exactly but nothing fancy considering i am using rather moderate speeds due to material (PETG) . Not sure but its like 80 for infill/travel and 40 for perimeters
Cooling Fan : 30%-40% after layer 3
BUT please keep in mind that with same settings Benchy and 20/20 cubes are printing perfect.
Problem starts for longer prints and until problem appears everything is perfect.
Edited 1 time(s). Last edit at 02/03/2020 07:38AM by panas78.
Hot End : Mosquito Magnum (as stated in the first post)
Temperatures : Black PETG : 255c Orange PETG : 260
Speeds : Not remember exactly but nothing fancy considering i am using rather moderate speeds due to material (PETG) . Not sure but its like 80 for infill/travel and 40 for perimeters
Cooling Fan : 30%-40% after layer 3
BUT please keep in mind that with same settings Benchy and 20/20 cubes are printing perfect.
Problem starts for longer prints and until problem appears everything is perfect.
Edited 1 time(s). Last edit at 02/03/2020 07:38AM by panas78.
|
Re: Problem after an hour of printing February 04, 2020 08:08AM |
Registered: 8 years ago Posts: 413 |
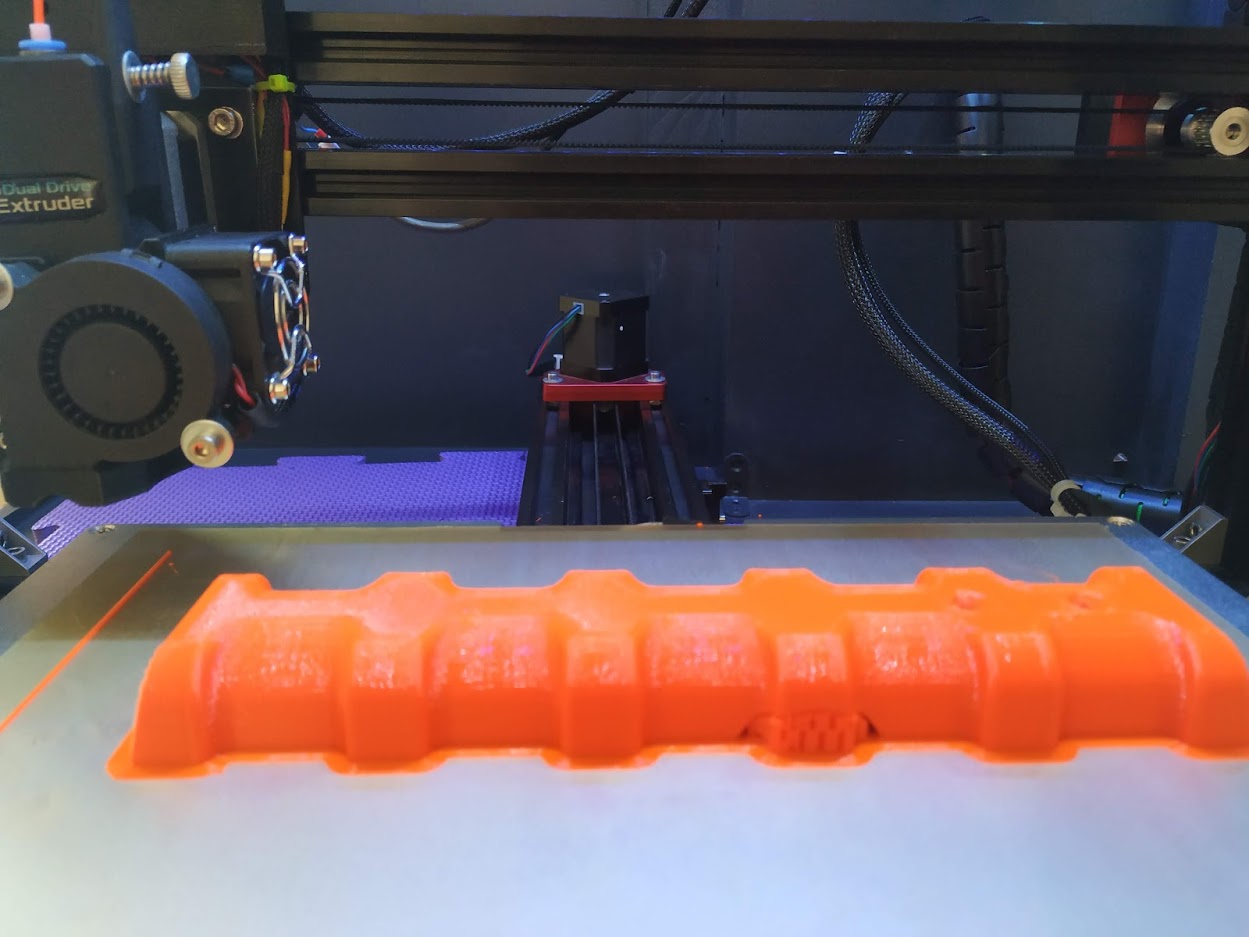
The orange items in the pictures are quite low so i wouldn't expect a Z drive issue or it would show up on taller object such as your test items. .
Im not familiar with this hot end but if looking for issues I could suggest thermal expansion of the supports would change the Z height of the nozzle. Exacerbated by the high temperatures you are using. I have no evidence to suggest this is an issue.
However, under extrusion tends to suggest some missing steps at the extruder. Whether that is due to the extruder or as a result of blockage at the hot end I can't say.
Is this a new build or was it previously printing OK.
Any one comment on PETg characteristics?
What does the nozzle on the print cooling fan look like? I don't like the arrangement of the thermistor location relative to the nozzle. Just wondering if your loosing nozzle temperature that doesn't show on the thermistor as its so far from the nozzle. Repetier host allows you to see the hot end duty cycle. This may be useful to judge how much effect cooling fans have on the hot end temperature.
As you say - some sort of heat creep seems to be involved.
Im not familiar with this hot end but if looking for issues I could suggest thermal expansion of the supports would change the Z height of the nozzle. Exacerbated by the high temperatures you are using. I have no evidence to suggest this is an issue.
However, under extrusion tends to suggest some missing steps at the extruder. Whether that is due to the extruder or as a result of blockage at the hot end I can't say.
Is this a new build or was it previously printing OK.
Any one comment on PETg characteristics?
What does the nozzle on the print cooling fan look like? I don't like the arrangement of the thermistor location relative to the nozzle. Just wondering if your loosing nozzle temperature that doesn't show on the thermistor as its so far from the nozzle. Repetier host allows you to see the hot end duty cycle. This may be useful to judge how much effect cooling fans have on the hot end temperature.
As you say - some sort of heat creep seems to be involved.
|
Re: Problem after an hour of printing February 04, 2020 09:47AM |
Registered: 7 years ago Posts: 154 |
As we do not have any pictures of your printer and I just googled the Mosquito - my first guess would be not enough cooling of the top part of the hotend (cooling fins), creaping heat and thus clogging.
And 2nd guess - like MCcraman - Filament cooler blowing at the nozzle, thermistor does not know, nozzle to cold to extrude, extruder chewing up filament.
Especially as the thermistor is on top of the heater cartridge, and there is this slot between those two, the heat rises up, thermistor says hot enough, but nozzle far below could be to cold.
If you want to measure temperature correctly the most important thing is good thermal coupling - is missing at the mosquito.
Maybe I do not understand the genius behind this design, but in my opinnion it is a bad hotend-design. - Sorry
And 2nd guess - like MCcraman - Filament cooler blowing at the nozzle, thermistor does not know, nozzle to cold to extrude, extruder chewing up filament.
Especially as the thermistor is on top of the heater cartridge, and there is this slot between those two, the heat rises up, thermistor says hot enough, but nozzle far below could be to cold.
If you want to measure temperature correctly the most important thing is good thermal coupling - is missing at the mosquito.
Maybe I do not understand the genius behind this design, but in my opinnion it is a bad hotend-design. - Sorry
|
Re: Problem after an hour of printing February 04, 2020 10:10AM |
Registered: 4 years ago Posts: 6 |
The build is new in a lot of areas.
New motherboard
New stepper drivers
New stepper motors on XY
and after all that a new hotend
The problem appeared when i changed the hotend.
I am more confident that the problem is some kind of heat creep as i again finished another 2 hours print by leaving the enclosure open and have an ambient temperature of 20c.
Today i will revert back to the e3d V6.
I will post the results and hope to resolve this.
New motherboard
New stepper drivers
New stepper motors on XY
and after all that a new hotend
The problem appeared when i changed the hotend.
I am more confident that the problem is some kind of heat creep as i again finished another 2 hours print by leaving the enclosure open and have an ambient temperature of 20c.
Today i will revert back to the e3d V6.
I will post the results and hope to resolve this.
|
Re: Problem after an hour of printing February 04, 2020 05:37PM |
Registered: 7 years ago Posts: 619 |
Quote
panas78
The build is new in a lot of areas.
New motherboard
New stepper drivers
New stepper motors on XY
and after all that a new hotend
The problem appeared when i changed the hotend.
I am more confident that the problem is some kind of heat creep as i again finished another 2 hours print by leaving the enclosure open and have an ambient temperature of 20c.
Today i will revert back to the e3d V6.
I will post the results and hope to resolve this.
"Never give up, never surrender!"
Don't change the hotend, drop your temperature. Your are running at the very high end of PETG temperatures, higher than suggested for most of my PETG filament.
1) make sure that your stepper drivers aren't over heating. Any little fan will work, I have a 25mm that blows are over and under my drivers.
2) Drop your PETG temperature down to 230, your mosquito can run at 250+, but that doesn't mean your filament can take it.
3) Make sure that your retract isn't too far. Prolly shouldn't be more than 2mm.
4) I have found that I get my best prints with PETG when my part fan is 80-100%, make sure it isn't pointing at the heater block.
IMO,
DLC
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
|
Re: Problem after an hour of printing February 05, 2020 01:27AM |
Registered: 4 years ago Posts: 6 |
Steppers and stepper boards are cool
i tried lowering the temperature with no success i had under heating problems
retractions have been reduced to hotend manufacture suggestions
part cooling fan was at 30% to 40%
i tried everything i could think.
I found others with similar problems with that specific hotend.
Probably mosquito is more focused in printing with high temperature materials and is more sensitive with lower temperature materials as PETG.
Edited 1 time(s). Last edit at 02/05/2020 01:30AM by panas78.
i tried lowering the temperature with no success i had under heating problems
retractions have been reduced to hotend manufacture suggestions
part cooling fan was at 30% to 40%
i tried everything i could think.
I found others with similar problems with that specific hotend.
Probably mosquito is more focused in printing with high temperature materials and is more sensitive with lower temperature materials as PETG.
Edited 1 time(s). Last edit at 02/05/2020 01:30AM by panas78.
|
Re: Problem after an hour of printing February 05, 2020 01:38PM |
Registered: 9 years ago Posts: 978 |
|
Re: Problem after an hour of printing February 06, 2020 07:51AM |
Registered: 8 years ago Posts: 413 |
DLC obviously knows PETg so we must respect his information. If he says your reported temperature is high but your tests show you can't reduce the temperature it does align with the suggestion that the thermistor is reading higher than the nozzle temperature. So it would be interesting to increase the temperature on the basis that your nozzle is actually at the bottom of the temperature range. However you get better results with the slightly lower ambient caused by opening the chamber. This seems to have the opposite effect but its possible the thermistor installation is more sensitive to the ambient than the nozzle. Im implying that the lower ambient may be cooling the thermistor enough to increase energy in the heater which is then increasing the nozzle temperature. This is just me thinking around the problem.
I can't seem to make any of this fit with under extrusion and nozzle dragging apart from expansion and some form of semi blockage in the hot end. I assume the insulator on the top of the heater block is fitted. Might be worth a cold pull on the filament if possible to check internal alignment of the parts but i can't see how that would be an issue given the size of the heat chamber.
I can't seem to make any of this fit with under extrusion and nozzle dragging apart from expansion and some form of semi blockage in the hot end. I assume the insulator on the top of the heater block is fitted. Might be worth a cold pull on the filament if possible to check internal alignment of the parts but i can't see how that would be an issue given the size of the heat chamber.
|
Re: Problem after an hour of printing February 09, 2020 05:10AM |
Registered: 4 years ago Posts: 6 |
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.