Bowden extruder infill Problem
Posted by spoos
|
Bowden extruder infill Problem August 16, 2015 06:10AM |
Registered: 8 years ago Posts: 6 |
Hello reprapers,
i own a prusa i3 printer with a chinese "e3d v5" head. recently i updated from Greg's to Bowden extruder (teflon tubes 55 cm-pneumatic fittings) and then the problems begin..
i use marlin 1.0.2, slic3er 1.2.9 and repetier host.
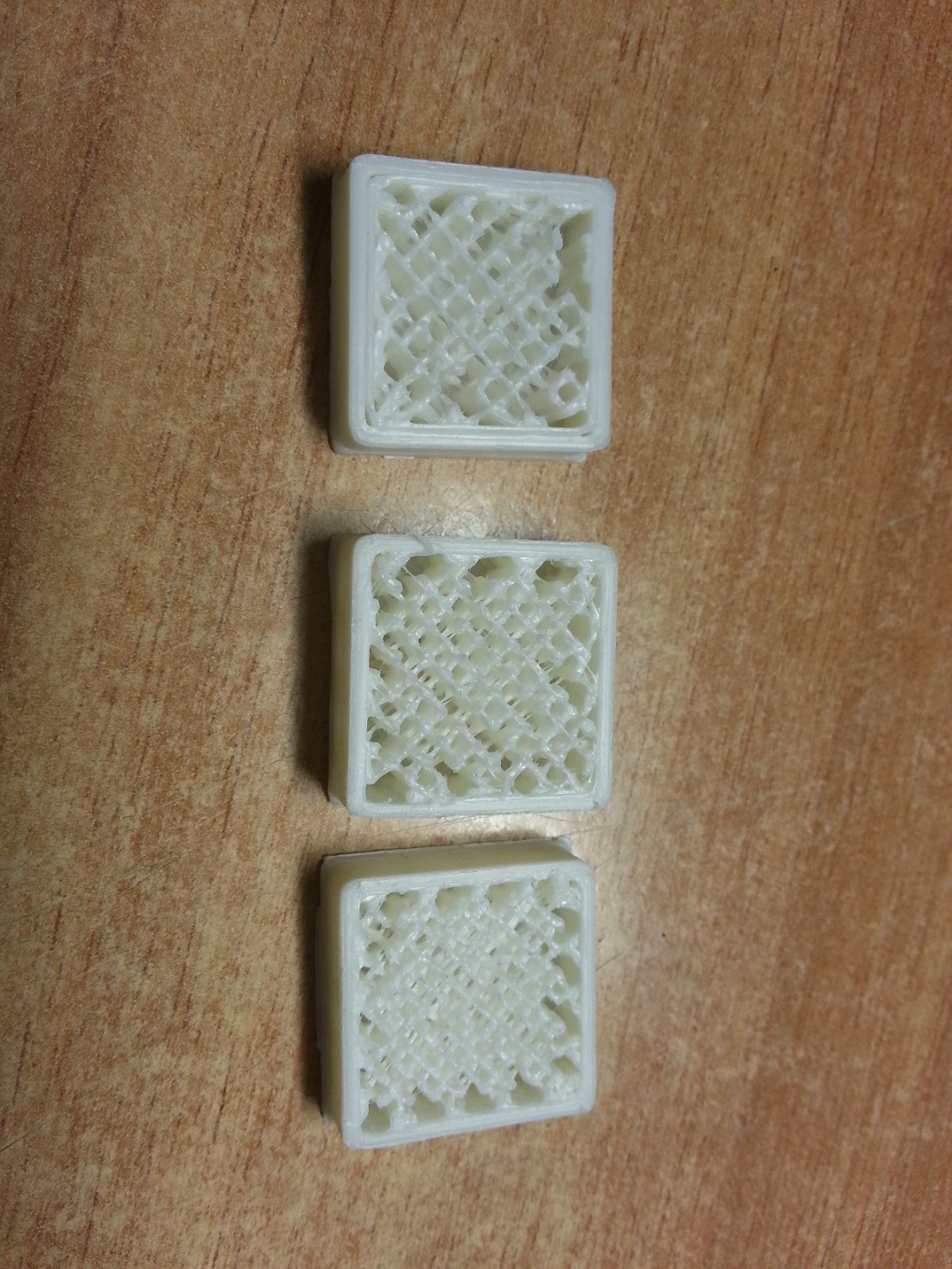
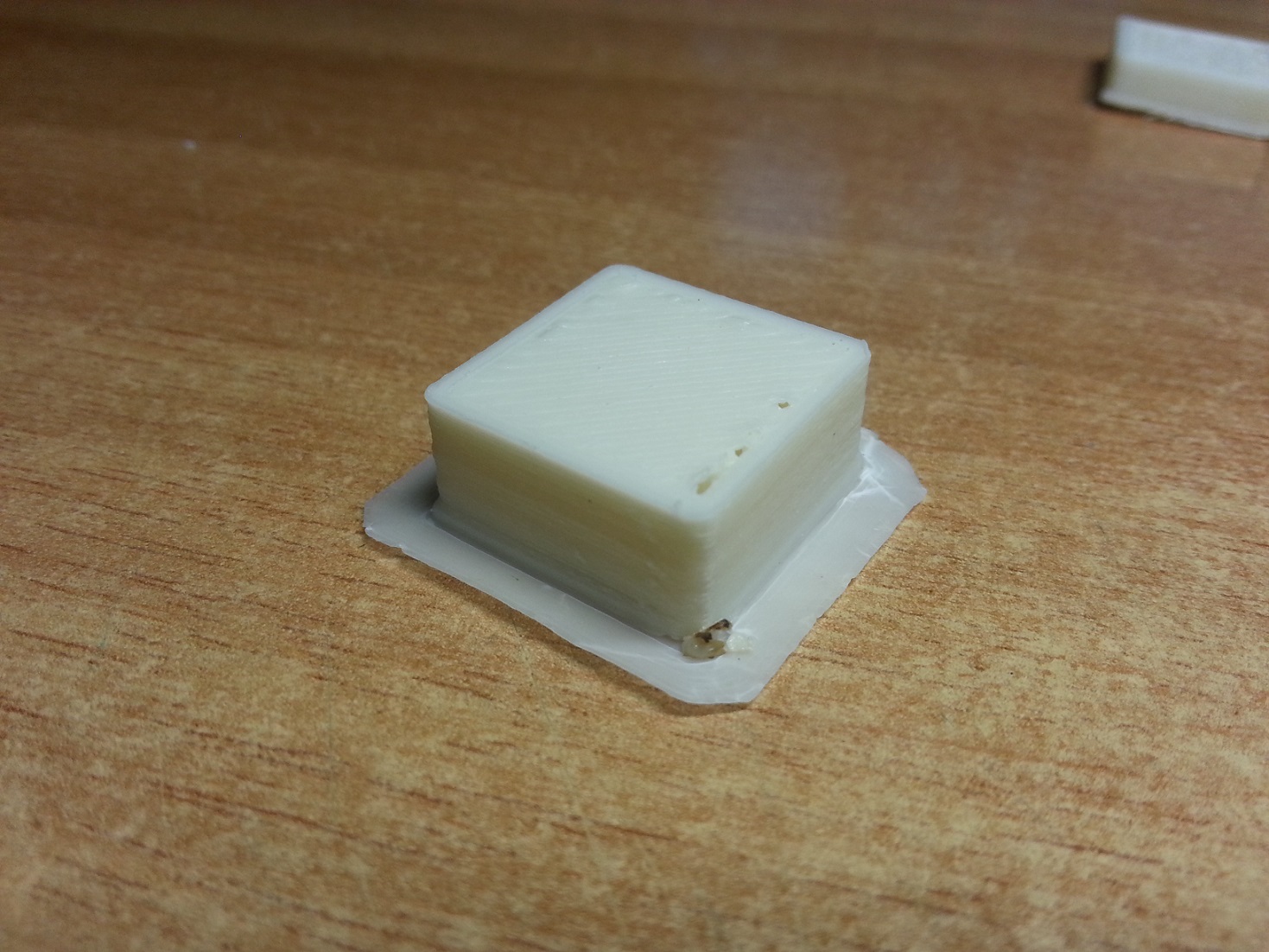
My main problem (among others..) is that the infill is not correct. The linear pattern strings do not stick together and some blobs are created. Also the infill doesn't stick with the perimeters. That wasn't a problem when i had the greg's geared extruder.
Also because of the infill problem the top surface is not solid and has some gaps..
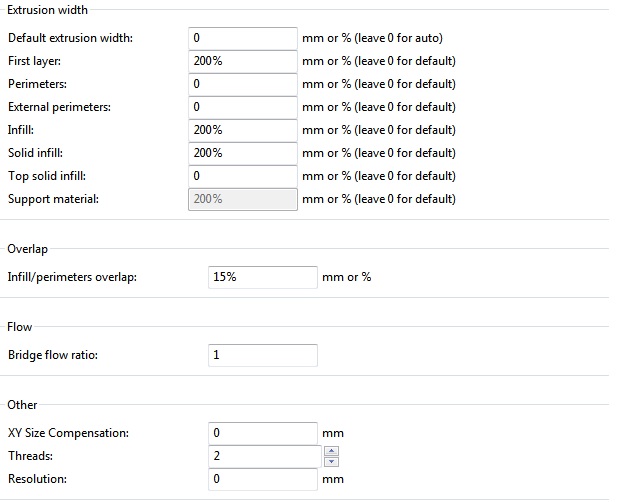
I attach some photos with a test cube and the width settings
These are my settings:
Abs filament 1.75 mm
nozzle size 0.4 mm
layer height 0.2
print speed 40mm/s -- as low as i can
retraction 6mm at 50mm/s
extruder temp 240
bed temp 90
DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400,760.625}
DEFAULT_MAX_FEEDRATE {100, 100, 10, 25}
DEFAULT_MAX_ACCELERATION {1000,1000,100,2000}
DEFAULT_ACCELERATION 1000
DEFAULT_RETRACT_ACCELERATION 1000
DEFAULT_XYJERK 20.0
Do you have any suggestions to my setup? What do i need to change to see better results?





Edited 6 time(s). Last edit at 08/16/2015 02:51PM by spoos.
i own a prusa i3 printer with a chinese "e3d v5" head. recently i updated from Greg's to Bowden extruder (teflon tubes 55 cm-pneumatic fittings) and then the problems begin..
i use marlin 1.0.2, slic3er 1.2.9 and repetier host.
My main problem (among others..) is that the infill is not correct. The linear pattern strings do not stick together and some blobs are created. Also the infill doesn't stick with the perimeters. That wasn't a problem when i had the greg's geared extruder.
Also because of the infill problem the top surface is not solid and has some gaps..
I attach some photos with a test cube and the width settings
These are my settings:
Abs filament 1.75 mm
nozzle size 0.4 mm
layer height 0.2
print speed 40mm/s -- as low as i can
retraction 6mm at 50mm/s
extruder temp 240
bed temp 90
DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400,760.625}
DEFAULT_MAX_FEEDRATE {100, 100, 10, 25}
DEFAULT_MAX_ACCELERATION {1000,1000,100,2000}
DEFAULT_ACCELERATION 1000
DEFAULT_RETRACT_ACCELERATION 1000
DEFAULT_XYJERK 20.0
Do you have any suggestions to my setup? What do i need to change to see better results?
Edited 6 time(s). Last edit at 08/16/2015 02:51PM by spoos.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Bowden extruder infill Problem August 16, 2015 07:19PM |
Registered: 8 years ago Posts: 1 |
Hey, I had a simmilar problem. I think it has to do with calibration settings of your extruder and hot end. I would start with the pid stuff with the hotend: [reprap.org] and then make sure that the extruder is moving the correct amount of filament for your setup.
Good luck
Good luck
|
Re: Bowden extruder infill Problem August 17, 2015 04:45PM |
Registered: 8 years ago Posts: 7 |
I surmise from your description that your new Bowden is not geared and the hobbed drive gear mounts directly on the motor shaft.
If so, what are you using in the Bowden for a drive gear? Mk7, Mk8 or something else?
The effective diameter of your drive gear has an effect on the number of steps/mm to use for the extruder. It will be considerably less than with the geared extruder.
If so, what are you using in the Bowden for a drive gear? Mk7, Mk8 or something else?
The effective diameter of your drive gear has an effect on the number of steps/mm to use for the extruder. It will be considerably less than with the geared extruder.
|
Re: Bowden extruder infill Problem August 21, 2015 12:50PM |
Registered: 8 years ago Posts: 6 |
|
Re: Bowden extruder infill Problem August 21, 2015 09:53PM |
Registered: 9 years ago Posts: 30 |
|
Re: Bowden extruder infill Problem August 24, 2015 02:31AM |
Registered: 10 years ago Posts: 580 |
This is similar to this issue on github.
You might want to try specific values for all of the extrusion widths instead of "0" or "200%", say .55 for infill. 200% would give you at least a .8mm extrusion width, can your extruder handle that mm3/sec? Bowdens have a harder time with large changes in print volume.
Your bridge multiplier is 1.0. Have you tested bridging? You may want to try something between 1.1 and 1.4 for that. The first layer over infill will use it, and will cover better.
You can try a higher print temp. The thermistor in that hot end will not read the same as your old one.
Edited 1 time(s). Last edit at 08/24/2015 02:32AM by Paul Wanamaker.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
You might want to try specific values for all of the extrusion widths instead of "0" or "200%", say .55 for infill. 200% would give you at least a .8mm extrusion width, can your extruder handle that mm3/sec? Bowdens have a harder time with large changes in print volume.
Your bridge multiplier is 1.0. Have you tested bridging? You may want to try something between 1.1 and 1.4 for that. The first layer over infill will use it, and will cover better.
You can try a higher print temp. The thermistor in that hot end will not read the same as your old one.
Edited 1 time(s). Last edit at 08/24/2015 02:32AM by Paul Wanamaker.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Bowden extruder infill Problem August 25, 2015 10:37AM |
Registered: 8 years ago Posts: 6 |
When i use specific values of extrusion widths the prints turn out to be really crappy... when i set all these setting to 0 i have good prints (perimeters at least) but i have the infill problem again..
the bidges turn out to be good because i have extreme low bidge speed (5-10mm/s)
can you give me specific slic3r settings for a 0.4mm nozzle? if someone has a similar setup
the bidges turn out to be good because i have extreme low bidge speed (5-10mm/s)
can you give me specific slic3r settings for a 0.4mm nozzle? if someone has a similar setup
|
Re: Bowden extruder infill Problem August 25, 2015 03:43PM |
Registered: 10 years ago Posts: 580 |
If perimeters are OK, then leave them at 0,
Just change the width (and speed) of the infill. This is the only way to tune infill for your printer.
Infill may need to be wider than you think to work, due to an issue in Slic3r.
You an also try a different pattern such as hexagon.
You may be able to go faster bridging with a higher multiplier.
Edited 2 time(s). Last edit at 08/25/2015 03:48PM by Paul Wanamaker.
Just change the width (and speed) of the infill. This is the only way to tune infill for your printer.
Infill may need to be wider than you think to work, due to an issue in Slic3r.
You an also try a different pattern such as hexagon.
You may be able to go faster bridging with a higher multiplier.
Edited 2 time(s). Last edit at 08/25/2015 03:48PM by Paul Wanamaker.
|
Re: Bowden extruder infill Problem August 26, 2015 05:42PM |
Registered: 8 years ago Posts: 6 |
ok thanks for the info.i will try to see if it prints better.
another question..
do you know why the first layers of the prints are a little bit squized? did you ever have a similar issue?
accordinng to the reprap pictorial it might be high z feedrate or something but i dont think thats it..
another question..
do you know why the first layers of the prints are a little bit squized? did you ever have a similar issue?
accordinng to the reprap pictorial it might be high z feedrate or something but i dont think thats it..
|
Re: Bowden extruder infill Problem August 26, 2015 07:06PM |
Registered: 10 years ago Posts: 580 |
Can you show a photo?
I think what you are talking about is due to slight overfeeding in order to squish the filament onto the build plate for adhesion.
This causes the line you are printing to squish into the next lane, and it gets progressively worse as it goes across.
Having your z height calibrated very accurately helps make this more consistent, and:
- You can change the first layer height to a bit more (will affect adhesion)
- You can try changing the first layer width under Print Settings, Advanced. Try larger or smaller, not sure if that will do it...
- On that same tab, you can change the "Infill/Perimeters Overlap" down by a few %. This will affect the rest of the print density, but can make for a nicer bottom surface. That's what I do if I am printing vases with the octohedron bottom layer pattern.
Hope that helps
Edited 1 time(s). Last edit at 08/26/2015 07:06PM by Paul Wanamaker.
I think what you are talking about is due to slight overfeeding in order to squish the filament onto the build plate for adhesion.
This causes the line you are printing to squish into the next lane, and it gets progressively worse as it goes across.
Having your z height calibrated very accurately helps make this more consistent, and:
- You can change the first layer height to a bit more (will affect adhesion)
- You can try changing the first layer width under Print Settings, Advanced. Try larger or smaller, not sure if that will do it...
- On that same tab, you can change the "Infill/Perimeters Overlap" down by a few %. This will affect the rest of the print density, but can make for a nicer bottom surface. That's what I do if I am printing vases with the octohedron bottom layer pattern.
Hope that helps
Edited 1 time(s). Last edit at 08/26/2015 07:06PM by Paul Wanamaker.
|
Re: Bowden extruder infill Problem August 28, 2015 03:26AM |
Registered: 8 years ago Posts: 6 |
Paul you are 100% right..the z height was the solution to the squeezed first layers! not skipping steps nor feedrate..
i used to have a Z Offset Value at slic3r because the first layer didn't stick well (so i thought i havent calibrated the limit switch - nozzle height well. i use auto bed leveling)..i removed that non-zero value and now it prints well! i am using hairspray for the first layer to stick..
thanks again for your help mate!
i used to have a Z Offset Value at slic3r because the first layer didn't stick well (so i thought i havent calibrated the limit switch - nozzle height well. i use auto bed leveling)..i removed that non-zero value and now it prints well! i am using hairspray for the first layer to stick..
thanks again for your help mate!
|
Re: Bowden extruder infill Problem August 28, 2015 01:15PM |
Registered: 10 years ago Posts: 580 |
Sorry, only registered users may post in this forum.