Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
Risultati calibrazione e rimozione Ghosting
Posted by Elstak
|
Risultati calibrazione e rimozione Ghosting January 26, 2017 05:34AM |
Registered: 7 years ago Posts: 754 |
Ciao a tutti, mi sono messo di guzzo buono per risolvere alcuni problemi che impattavano sulla qualità di stampa.
Uno è il maledetto ghosting, quelle onde malvagie che spesso compaiono in prossimità di buchi, sporgenze e altro sui perimetri esterni: l'altro riguarda la stampa in se, estrusione e movimenti.
Partiamo dalla panoramica di test.
Sono partito da una serie di topic su jerk e accellerazione, credevo che il problema fosse li.... mi sbagliavo, l'unica cosa che cambia mettendo mano al jerk e all'accellerazione riguarda il ghosting, ma impatta solo sul numero e la distanza delle onde, ma di fatto il problema non si risolve. Ci sono rimasto male perche' dai topic internazionali sembra che invece il problema risieda li. Vero... ma non solo, anzi diciamo pure che impatta cosi' poco che di fatto non puo' essere preso in considerazione..... solo sulla Z ha un reale impatto, un jerk basso (2) con un accellerazione di 400 mi ha permesso di aumentare la precisione della mia Z riducendo l'effetto linee orrizzontali docuti ad un non perfetto posizionamento di Z che ricodo ha 50 micron di precisione (per le mie trapezie) quindi un movimento ottimale di Z risolve parte dei problemi. L'ideale sarebbe stato mettere i motori a 1/4 o 1/8 anziche 1/16 ma coi TCM2100 potrei scendere solo a 1/4 e restano rumorosi anche coi silentstick. Vi consiglio una discussione del Mago di qualche anno fa su come abbia impostato la Z, molto interessante; lo trovate nella sezione meccanica.
MA ciancie alle bande veniamo alle foto.
Partiamo con una panoramica
Ora il dettaglio
PRIMA STAMPA
SECONDA STAMPA
TERZA STAMPA
QUARTA STAMPA
QUINTA STAMPA
SESTA STAMPA
Da una all'altra ho prima (da 1 a 3) calibrato l'estrusione col solito metodo nuovi step= vecchio * (100 / l'avanzamento reale a seguito del comando), il modo migliore è di estrudere con il relativo gcode, in quanto anche col controllo manuale di reppeiter a volte fa cilecca.
Per quanto riguarda il ghosting
DA COSI'
A COSI'
COMPRATI
Per risolvere il ghosting dopo aver provato 20 combinazioni di jerk ed accelerazione ho dovuto tirare tutte le cinghie, che a quanto pare possono essere tese molto piu' di quanto si pensi, ho tirato tutte le viti della struttura e cambiato quella che sembra essere l'unica via per eliminare il ghosting, ovvero la velocità del perimetro esterno. Le stampe le ho effettuate a 60mm/s e 60mm/s con perimetro esterno al 20%, i risultati sono da vedere.
Sotto aggiungo quanto io abbia tirato le ginghie rispetto alle prime stampe con ghosting
Uno è il maledetto ghosting, quelle onde malvagie che spesso compaiono in prossimità di buchi, sporgenze e altro sui perimetri esterni: l'altro riguarda la stampa in se, estrusione e movimenti.
Partiamo dalla panoramica di test.
Sono partito da una serie di topic su jerk e accellerazione, credevo che il problema fosse li.... mi sbagliavo, l'unica cosa che cambia mettendo mano al jerk e all'accellerazione riguarda il ghosting, ma impatta solo sul numero e la distanza delle onde, ma di fatto il problema non si risolve. Ci sono rimasto male perche' dai topic internazionali sembra che invece il problema risieda li. Vero... ma non solo, anzi diciamo pure che impatta cosi' poco che di fatto non puo' essere preso in considerazione..... solo sulla Z ha un reale impatto, un jerk basso (2) con un accellerazione di 400 mi ha permesso di aumentare la precisione della mia Z riducendo l'effetto linee orrizzontali docuti ad un non perfetto posizionamento di Z che ricodo ha 50 micron di precisione (per le mie trapezie) quindi un movimento ottimale di Z risolve parte dei problemi. L'ideale sarebbe stato mettere i motori a 1/4 o 1/8 anziche 1/16 ma coi TCM2100 potrei scendere solo a 1/4 e restano rumorosi anche coi silentstick. Vi consiglio una discussione del Mago di qualche anno fa su come abbia impostato la Z, molto interessante; lo trovate nella sezione meccanica.
MA ciancie alle bande veniamo alle foto.
Partiamo con una panoramica



Ora il dettaglio
PRIMA STAMPA



SECONDA STAMPA


TERZA STAMPA


QUARTA STAMPA


QUINTA STAMPA


SESTA STAMPA



Da una all'altra ho prima (da 1 a 3) calibrato l'estrusione col solito metodo nuovi step= vecchio * (100 / l'avanzamento reale a seguito del comando), il modo migliore è di estrudere con il relativo gcode, in quanto anche col controllo manuale di reppeiter a volte fa cilecca.
Per quanto riguarda il ghosting
DA COSI'

A COSI'

COMPRATI

Per risolvere il ghosting dopo aver provato 20 combinazioni di jerk ed accelerazione ho dovuto tirare tutte le cinghie, che a quanto pare possono essere tese molto piu' di quanto si pensi, ho tirato tutte le viti della struttura e cambiato quella che sembra essere l'unica via per eliminare il ghosting, ovvero la velocità del perimetro esterno. Le stampe le ho effettuate a 60mm/s e 60mm/s con perimetro esterno al 20%, i risultati sono da vedere.
Sotto aggiungo quanto io abbia tirato le ginghie rispetto alle prime stampe con ghosting

|
Re: Risultati calibrazione e rimozione Ghosting January 26, 2017 07:32AM |
Registered: 10 years ago Posts: 2,239 |
Non hai preso in considerazione il software..
Poi, non si capisce bene se il post è una richiesta di aiuto o un condividere i risultati
Il ghosting lo puoi risolvere anche variando la temperatura, leggermente, (materiale meno liquido, stampe più lente), 60mm/s sono già un valore medio-alto, soprattutto per i perietri esterni.. non conosco la meccanica della tua stampante, ma 60mm/s vuol dire che tutto funziona, e che funziona bene..
Mi pare i sia anche un leggero wobble, e si vede bene soprattutto sulle stampe bianche.
Andrea Lillia
Lillia.net
Pagina Facebook
Poi, non si capisce bene se il post è una richiesta di aiuto o un condividere i risultati
Il ghosting lo puoi risolvere anche variando la temperatura, leggermente, (materiale meno liquido, stampe più lente), 60mm/s sono già un valore medio-alto, soprattutto per i perietri esterni.. non conosco la meccanica della tua stampante, ma 60mm/s vuol dire che tutto funziona, e che funziona bene..
Mi pare i sia anche un leggero wobble, e si vede bene soprattutto sulle stampe bianche.
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Risultati calibrazione e rimozione Ghosting January 26, 2017 02:00PM |
Registered: 7 years ago Posts: 754 |
Quote
alil2096
Non hai preso in considerazione il software..
Poi, non si capisce bene se il post è una richiesta di aiuto o un condividere i risultati
Il ghosting lo puoi risolvere anche variando la temperatura, leggermente, (materiale meno liquido, stampe più lente), 60mm/s sono già un valore medio-alto, soprattutto per i perietri esterni.. non conosco la meccanica della tua stampante, ma 60mm/s vuol dire che tutto funziona, e che funziona bene..
Mi pare i sia anche un leggero wobble, e si vede bene soprattutto sulle stampe bianche.
il software conta poco in questo caso... no?
Con la temperatura non ho notato alcuna differenza sul ghosting, le onde restano.
la stampante è una prusa style, 400x400, stampo anche a velocità più alte con il wood che me lo permette, il pla di norma oltre i 60 non va (il wood lo stampo anche a 200mm/s), per i perimetri come descritto le stampe col ghosting erano al 100% mentre le altre al 20%
Per la Z, sto aspettando i dadi acme anti backlash che e' il massimo che posso fare per ora, non ho spazio per delle ballscrew e la stampante non prevede rods per stabilizzare il tutto. Tieni presente che il bianco e' stato stampato prima di metter mano ai valori di Z come jerk ed accellerazione e anche la velocità stessa che da 20 è scesa a 7mm/s e la differenze si nota.
|
Re: Risultati calibrazione e rimozione Ghosting January 26, 2017 02:39PM |
Registered: 10 years ago Posts: 2,239 |
Alcuni software enfatizzano (non chiedermi perchè) il problema.. ad esempio alcune versioni di cura (le ultime che provai furono le prime della nuova serie, la 2.x.x mi pare) mi facevano un effetto bestiale in prossimità dei fori.. altri software invece no.. errori di esportazione, errori di gestione delle accelerazioni, non lo so, fatto sta che anche quello influisce..
Bhè, il pla a 60mm/s è già buono.. con l'ultimaker stampo a 45-50mm/s oltre inizia ad avere qualche fastidio
Domanda stupida: le vibrazioni dell'intera struttura come sono?
Andrea Lillia
Lillia.net
Pagina Facebook
Bhè, il pla a 60mm/s è già buono.. con l'ultimaker stampo a 45-50mm/s oltre inizia ad avere qualche fastidio
Domanda stupida: le vibrazioni dell'intera struttura come sono?
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Risultati calibrazione e rimozione Ghosting January 26, 2017 06:04PM |
Registered: 12 years ago Posts: 4,555 |
Ma..... dai... come faccio a vedere quelle foto???....... bisogna considerare anche i "disabili"... in questo caso in termini di risoluzione d'immagine.... 
A parte gli scherzi....... potrà sembrare "strano"... ma a volte il materiale è "determinante" per l'evidenza di quel particolare effetto
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
A parte gli scherzi....
... potrà sembrare "strano"... ma a volte il materiale è "determinante" per l'evidenza di quel particolare effettoDavide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Risultati calibrazione e rimozione Ghosting February 01, 2017 06:01AM |
Registered: 7 years ago Posts: 754 |
Quote
immaginaecrea
Ma..... dai... come faccio a vedere quelle foto???....... bisogna considerare anche i "disabili"... in questo caso in termini di risoluzione d'immagine....
A parte gli scherzi....
Clikkaci sopra si aprono grandiiiiiiii
ho mantenuto la risoluzione originale quindi sono foto troppo grosse per metterle direttamente...poi chi legge con il cell come fa? Per il materiale, ho usato apposta lo stesso produttore di pla e tra l'altro hanno la stessa settimana di produzione quindi le resine base sono le stesse.... ma si è vero fra pla e pla (inteso come produttore) ci sono molte differenze.
|
Re: Risultati calibrazione e rimozione Ghosting February 04, 2017 03:56PM |
Registered: 8 years ago Posts: 355 |
Io ci clicco sopra, ma devo usare la lente d'ingrandimento 
Prusa I3 R2 Pro MK4.3.5; doppio alim., ugelli: 0.35, 0.60, 0.80 / piatto riscaldato in alluminio spessore 6mm 330mmx240mm coibentato
Aggiunte: fine corsa magnetici
Cad modellazione: Solid Works
Software per slicing: Repetier host con plug-in Cura
Filo: 1,75; ABS e NinjaFlex
[www.thingiverse.com]
Prusa I3 R2 Pro MK4.3.5; doppio alim., ugelli: 0.35, 0.60, 0.80 / piatto riscaldato in alluminio spessore 6mm 330mmx240mm coibentato
Aggiunte: fine corsa magnetici
Cad modellazione: Solid Works
Software per slicing: Repetier host con plug-in Cura
Filo: 1,75; ABS e NinjaFlex
[www.thingiverse.com]
|
Re: Risultati calibrazione e rimozione Ghosting February 04, 2017 05:44PM |
Registered: 7 years ago Posts: 754 |
|
Re: Risultati calibrazione e rimozione Ghosting February 04, 2017 06:19PM |
Registered: 10 years ago Posts: 2,239 |
|
Re: Risultati calibrazione e rimozione Ghosting February 10, 2017 11:34AM |
Registered: 8 years ago Posts: 246 |
Mi accodo a questo post visto che anche io mi sto scannando con un problema simile.
Le due barchette ovviamente sono state stampate a 2 minuti di distanza con la stessa stampante ( I3 Sunhokey ), stesso filamento, temperatura, firmware, valori ... TUTTO IDENTICO a livello hardware ( che a questo punto possiamo escludere come fonte del problema ).
Barchetta di destra Simplify3d, barchetta di sinistra Kisslicer.
Anche se sono due programmi un po diversi ho impostato gli stessi identici valori di velocita', temperatura, raffreddamento, infill, estrusione , flusso, etc etc ......
Ma e' possibile che a parte questa singola prova empirica, facendo nei giorni scorsi un milione di prove e provette non riesco in nessun modo a togliere il ghosting a simplify che costa un occhio della testa ?
Purtroppo per certe cose mi serve e se qualcuno ha una qualche soluzione ( che non sia usa solo kisslicer ) benvenga.
Grazie
Le due barchette ovviamente sono state stampate a 2 minuti di distanza con la stessa stampante ( I3 Sunhokey ), stesso filamento, temperatura, firmware, valori ... TUTTO IDENTICO a livello hardware ( che a questo punto possiamo escludere come fonte del problema ).
Barchetta di destra Simplify3d, barchetta di sinistra Kisslicer.
Anche se sono due programmi un po diversi ho impostato gli stessi identici valori di velocita', temperatura, raffreddamento, infill, estrusione , flusso, etc etc ......
Ma e' possibile che a parte questa singola prova empirica, facendo nei giorni scorsi un milione di prove e provette non riesco in nessun modo a togliere il ghosting a simplify che costa un occhio della testa ?
Purtroppo per certe cose mi serve e se qualcuno ha una qualche soluzione ( che non sia usa solo kisslicer ) benvenga.
Grazie
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Risultati calibrazione e rimozione Ghosting February 10, 2017 11:42AM |
Registered: 10 years ago Posts: 2,239 |
Mi astengo dal commento, ma sappi che lo farei volentieri : D
Per il tuo problema, qua la soluzione più facile è quella di scendere con le velocità.. purtroppo non tutti gli slicer lavorano alla stessa maniera ed evidentemente Simplify (che ho usato per un periodo quando era alla versione 3 appena uscita, poi me ne sono disinteressato) e questo può inficiare i risultati finali..
Quindi come ti dicevo, prova a stampare più piano, ed eventualmente ad abbassare le accelerazioni, che sono la causa principale di quel problema.. puoi anche dire al software di stampare prima i perimetri esterni e poi l'infill (se si può fare), dovrebbe migliorare ulteriormente la stampa
Andrea Lillia
Lillia.net
Pagina Facebook
Per il tuo problema, qua la soluzione più facile è quella di scendere con le velocità.. purtroppo non tutti gli slicer lavorano alla stessa maniera ed evidentemente Simplify (che ho usato per un periodo quando era alla versione 3 appena uscita, poi me ne sono disinteressato) e questo può inficiare i risultati finali..
Quindi come ti dicevo, prova a stampare più piano, ed eventualmente ad abbassare le accelerazioni, che sono la causa principale di quel problema.. puoi anche dire al software di stampare prima i perimetri esterni e poi l'infill (se si può fare), dovrebbe migliorare ulteriormente la stampa
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Risultati calibrazione e rimozione Ghosting February 10, 2017 11:48AM |
Registered: 8 years ago Posts: 246 |
Quote
alil2096
Mi astengo dal commento, ma sappi che lo farei volentieri : D
Per il tuo problema, qua la soluzione più facile è quella di scendere con le velocità.. purtroppo non tutti gli slicer lavorano alla stessa maniera ed evidentemente Simplify (che ho usato per un periodo quando era alla versione 3 appena uscita, poi me ne sono disinteressato) e questo può inficiare i risultati finali..
Quindi come ti dicevo, prova a stampare più piano, ed eventualmente ad abbassare le accelerazioni, che sono la causa principale di quel problema.. puoi anche dire al software di stampare prima i perimetri esterni e poi l'infill (se si può fare), dovrebbe migliorare ulteriormente la stampa
Accellerazione a 500 su x-y e movimento, meno di cosi' la metto a 0
Velocita' ho provato a 80mm/sec e queste delle foto erano fatte a 40mm/sec, nessuna differenza rilevante, anche qua meno di 40 me la stampo con la penna 3d ehehheheheh
Commenta commenta che mi piace sentire pareri, e gia' che ci sei fai un mini mini mini ot per dirmi come cavolo togliere la cucitura verticale che mi fa kisslicer e che simply non fa.
Ciao
|
Re: Risultati calibrazione e rimozione Ghosting February 10, 2017 11:55AM |
Registered: 10 years ago Posts: 2,239 |
(per le cuciture, puoi attivare l'opzione "use corner" nel tab "style" che fa partire la stampa negli angoli, quando possibile )
bhè, 40mm/s sono buoni.. 80mm/s sono tanti Poche volte raggiungibili
A questo punto l'unica cosa da fare è agire sui jerk, che regolano lo "strappo" che da in cambio di direzione.. in particolare devi diminuire quel valore, ma fai qualch prova prima di giungere al risultato definitivo..
Andrea Lillia
Lillia.net
Pagina Facebook
)bhè, 40mm/s sono buoni.. 80mm/s sono tanti
Poche volte raggiungibili A questo punto l'unica cosa da fare è agire sui jerk, che regolano lo "strappo" che da in cambio di direzione.. in particolare devi diminuire quel valore, ma fai qualch prova prima di giungere al risultato definitivo..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Risultati calibrazione e rimozione Ghosting February 10, 2017 12:05PM |
Registered: 8 years ago Posts: 246 |
Quote
alil2096
(per le cuciture, puoi attivare l'opzione "use corner" nel tab "style" che fa partire la stampa negli angoli, quando possibile
bhè, 40mm/s sono buoni.. 80mm/s sono tanti
A questo punto l'unica cosa da fare è agire sui jerk, che regolano lo "strappo" che da in cambio di direzione.. in particolare devi diminuire quel valore, ma fai qualch prova prima di giungere al risultato definitivo..
Gia provato anche questo, era a 10, ho provato a scendere fino a 5 di 1 alla volta ho lasciato a 7 che sembrava la scelta migliore.
Nelle stampe postate e' a 7.
Per Kiss adesso e' settato cosi' ma fa le cuciture sul fianco della barchetta non sugli angoli
{kind=link}
{kind=link}
|
Re: Risultati calibrazione e rimozione Ghosting February 11, 2017 10:06AM |
Registered: 7 years ago Posts: 754 |
Io ho notato miglioramenti abbassando drasticamente la velocità del perimetro esterno, compenso il tempo perso spingendo di piu' il riempimento, puoi tenere 60 ma metti 20% sui perimetri e 125% sul riempimento, x/y mettili a 80 e Z a 3. In realtà simplify fa tutti dei suoi ragioamenti considerando anche le opzioni cooling quindi non è detto che se da qualche parte metti 60 poi lui usi effettivamente quella velocità.
|
Re: Risultati calibrazione e rimozione Ghosting February 11, 2017 10:53AM |
Registered: 7 years ago Posts: 259 |
Anche io avevo quel problema e uso Simplify3d, ho risolto portando accellerazioni a 500, pensavo dipendesse dal valore di jerk... Avevo fatto anche il test (che ho postato in un altra discussione) con una figura piena di spigoli e constatato che all'aumentare del valore le onde diventavano più lunghe.
Ora ho jerk 20.
Diminuito velocità perimetri... Stampo a 60/70 con velocità perimetri all'80%
Problema completamente sparito.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
Ora ho jerk 20.
Diminuito velocità perimetri... Stampo a 60/70 con velocità perimetri all'80%
Problema completamente sparito.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
|
Re: Risultati calibrazione e rimozione Ghosting March 21, 2017 06:13PM |
Registered: 7 years ago Posts: 12 |
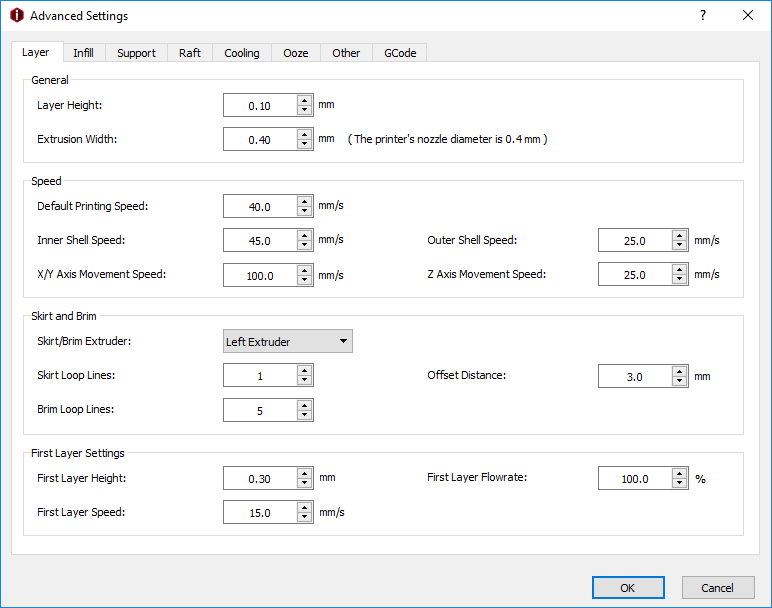
scusate per la domanda ma è da poco che mi sto approcciando alla stampa 3d e ancora parecchie cose soprattutto in terminologia mi restano un po ostiche. che cosa intendete per Jerk? avendo una raise n2 plus e riscontrando di sovente questo problema di ghosting quali valori dovrei modificare? per accelerazione intendete lo x/y axys movement speed? per velocità perimetri cosa si intende?
poi un altra cosa che esula da questo tread l infill flowrate a cosa serve? quali sono i valori ottimali per esempio per il pla?
vi ringrazio per la pazienza
poi un altra cosa che esula da questo tread l infill flowrate a cosa serve? quali sono i valori ottimali per esempio per il pla?
vi ringrazio per la pazienza
{kind=link}
{kind=link}
|
Re: Risultati calibrazione e rimozione Ghosting March 22, 2017 12:49PM |
Registered: 7 years ago Posts: 754 |
Quote
cosplayfrancesco
scusate per la domanda ma è da poco che mi sto approcciando alla stampa 3d e ancora parecchie cose soprattutto in terminologia mi restano un po ostiche. che cosa intendete per Jerk? avendo una raise n2 plus e riscontrando di sovente questo problema di ghosting quali valori dovrei modificare? per accelerazione intendete lo x/y axys movement speed? per velocità perimetri cosa si intende?
poi un altra cosa che esula da questo tread l infill flowrate a cosa serve? quali sono i valori ottimali per esempio per il pla?
vi ringrazio per la pazienza
Ci riferiamo a modifiche al firmware della stampante, non nel programma; anche se Cura 2.x supporta la gestione di accelerazione e jerk. C'e' un topic in meccanica (sezione) dove si parla di questi due valori, se ti leggi tutto il topic alla fine avrai un idea di cosa siano entrambe.
|
Re: Risultati calibrazione e rimozione Ghosting March 22, 2017 12:52PM |
Registered: 7 years ago Posts: 754 |
|
Re: Risultati calibrazione e rimozione Ghosting March 22, 2017 12:59PM |
Registered: 7 years ago Posts: 754 |
Quote
FoxMar
Anche io avevo quel problema e uso Simplify3d, ho risolto portando accellerazioni a 500, pensavo dipendesse dal valore di jerk... Avevo fatto anche il test (che ho postato in un altra discussione) con una figura piena di spigoli e constatato che all'aumentare del valore le onde diventavano più lunghe.
Ora ho jerk 20.
Diminuito velocità perimetri... Stampo a 60/70 con velocità perimetri all'80%
Problema completamente sparito.
Mi ero perso questa risposta.....
Allora fai attenzione perché con accelerazioni basse e velocità alte, su tratti corti.... significa poca velocità raggiunta. Quindi sicuramente imposti la velocità a 60/70 ma amenochè di stampare introno ai 300mm a 70 con accelerazione a 500 non ci arrivi.
Sorry, only registered users may post in this forum.