Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Stampa 3D per principianti
>
Topic
Prima stampa ok, ma problemi con la seconda
Posted by stan
|
Prima stampa ok, ma problemi con la seconda January 22, 2017 11:35AM |
Registered: 7 years ago Posts: 35 |
Finito finalmente di montare la mia R2 Evo, ho stampato il classico cubetto di prova con discreti risultati, usando repetier host con cura engine, ed i parametri indicati da NicolaP per il suo PLA
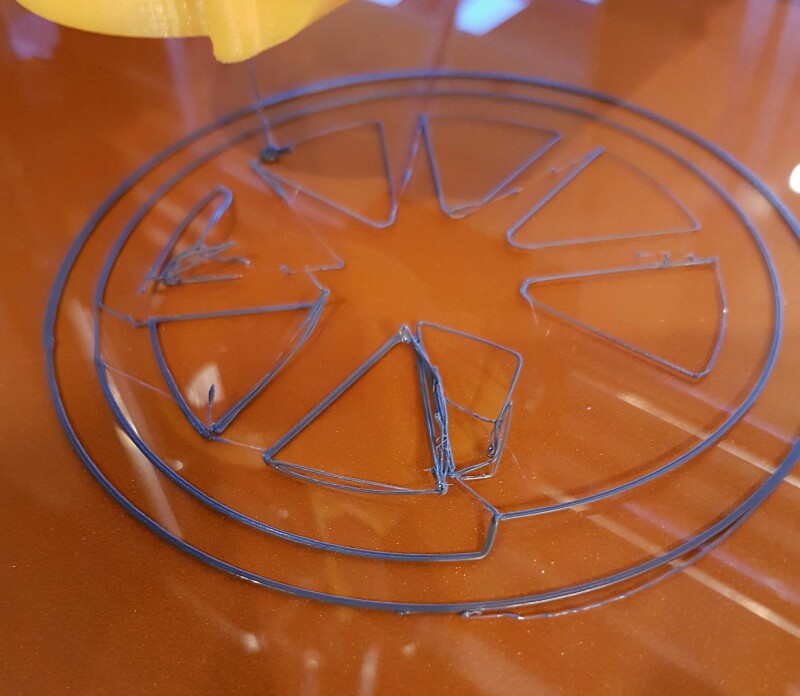
Ho provato allora a stampare un pezzo diverso, ma nei punti di partenza dell'estrusione restano sollevati dei fili che poi provocano il distacco del tutto con il passaggio del nozzle.
Tutto questo sia con la lacca, sia con il gekopad che poi ho montato
ho provato a variare qualche parametro, ma non ho ottenuto differenze apprezzabili; il fatto è che non ho idea di come muovermi, perché non so bene che effetto ha la modifica dei parametri.
allego una foto del disastro, e i parametri di curaengine; riuscite a darmi qualche indicazione?
R2 Evo di NicolaP doppio estrusore
Ho provato allora a stampare un pezzo diverso, ma nei punti di partenza dell'estrusione restano sollevati dei fili che poi provocano il distacco del tutto con il passaggio del nozzle.
Tutto questo sia con la lacca, sia con il gekopad che poi ho montato
ho provato a variare qualche parametro, ma non ho ottenuto differenze apprezzabili; il fatto è che non ho idea di come muovermi, perché non so bene che effetto ha la modifica dei parametri.
allego una foto del disastro, e i parametri di curaengine; riuscite a darmi qualche indicazione?
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 11:45AM |
Registered: 10 years ago Posts: 2,239 |
E' un problema di calibrazione del piano.. non software 
Prova a ricalibrarlo e riparti a stampare!
Andrea Lillia
Lillia.net
Pagina Facebook
Prova a ricalibrarlo e riparti a stampare!
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 02:43PM |
Registered: 7 years ago Posts: 35 |
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 02:50PM |
Registered: 10 years ago Posts: 2,239 |
Si,la distanza è circa giusta (solitamente si usa un foglio di carta che ha spessore poco meno di 1 decimo). Usi lacca sul piano o stampi direttamente sul vetro? Se no, devi portare la temperatura del piano almeno a 50°, anche se sui 60-65 si ottengono i risultati migliori
Edited 1 time(s). Last edit at 01/22/2017 02:50PM by alil2096.
Andrea Lillia
Lillia.net
Pagina Facebook
Edited 1 time(s). Last edit at 01/22/2017 02:50PM by alil2096.
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 03:25PM |
Registered: 7 years ago Posts: 35 |
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 04:58PM |
Registered: 10 years ago Posts: 2,239 |
E allora è troppo alto il primo layer
prova a rifare usando un foglio di carta
Andrea Lillia
Lillia.net
Pagina Facebook
prova a rifare usando un foglio di carta
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 22, 2017 05:03PM |
Registered: 10 years ago Posts: 6,409 |
Il problema potrebbe essere che hai del materiale attaccato al nozzle e quindi quando lo fai con lo spessimetro risulta più alto di quanto pensi..
Prova a settarlo con il nozzle caldo in modo che eventuale plastica si tolga.. Ma 0,1 mi sembra troppo, io lo faccio con lo spessimetro da 0,05...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Prova a settarlo con il nozzle caldo in modo che eventuale plastica si tolga.. Ma 0,1 mi sembra troppo, io lo faccio con lo spessimetro da 0,05...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Prima stampa ok, ma problemi con la seconda January 23, 2017 03:51AM |
Registered: 7 years ago Posts: 35 |

|
Re: Prima stampa ok, ma problemi con la seconda January 23, 2017 11:24PM |
Registered: 7 years ago Posts: 259 |
Io non ho mai capito questa filosofia del primo layer più alto degli altri: partendo dal presupposto che anche se uno livella il piano a zero difficilmente è effettivamente a zero, nel tuo caso sei già a 0,1...in più gli dici anzichè 0,2 di farlo da 0,3 ed estrudendo la stessa quantità di materiale.
Ora mi spiego perchè molti che scrivono qui hanno problemi di adesione nonostante piatto a 60 gradi, lacca e quant'altro....
Io stampo esclusivamente con piatto freddo, primo layer uguale se non inferiore agli altri e con pochissima lacca ho problemi a staccare il pezzo.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
Ora mi spiego perchè molti che scrivono qui hanno problemi di adesione nonostante piatto a 60 gradi, lacca e quant'altro....
Io stampo esclusivamente con piatto freddo, primo layer uguale se non inferiore agli altri e con pochissima lacca ho problemi a staccare il pezzo.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
|
Re: Prima stampa ok, ma problemi con la seconda January 24, 2017 03:14AM |
Registered: 7 years ago Posts: 35 |
In realtà ho provato anche con primo layer a 0.2 con lo stesso risultato (forse leggermente migliore?); il fatto è che essendo alle prime armi non conosco bene il significato dei parametri.
appena ho un attimo faccio un po' di altre prove ritarando il piatto a 0.05 e intervenendo su questi parametri; il parametro che agisce sulla quantità di materiale estruso è larghezza primo layer? Se si ho provato ad aumentare anche quello
R2 Evo di NicolaP doppio estrusore
appena ho un attimo faccio un po' di altre prove ritarando il piatto a 0.05 e intervenendo su questi parametri; il parametro che agisce sulla quantità di materiale estruso è larghezza primo layer? Se si ho provato ad aumentare anche quello
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 24, 2017 04:09PM |
Registered: 7 years ago Posts: 35 |
Ho ricalibrato a 0.05, continuando ad avere gli stessi problemi.
sono finalmente riuscito ad ottenere che restasse attaccato, pur con qualche irregolarità nel primo layer, impostando altezza primo layer a 0.15, flusso al 120% e rallentando al massimo il cursore della velocità.
il problema è che dopo qualche minuto la temperatura dell'HE è scesa intorno ai 180° ed il pezzo ha cominciato a sollevarsi sui bordi, fino a staccarsi.
Allego foto e settaggi; avete qualche suggerimento? anche ripartendo da zero con tutte le tarature e i settaggi
R2 Evo di NicolaP doppio estrusore
sono finalmente riuscito ad ottenere che restasse attaccato, pur con qualche irregolarità nel primo layer, impostando altezza primo layer a 0.15, flusso al 120% e rallentando al massimo il cursore della velocità.
il problema è che dopo qualche minuto la temperatura dell'HE è scesa intorno ai 180° ed il pezzo ha cominciato a sollevarsi sui bordi, fino a staccarsi.
Allego foto e settaggi; avete qualche suggerimento? anche ripartendo da zero con tutte le tarature e i settaggi
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 02:55AM |
Registered: 10 years ago Posts: 2,239 |
Il nozzle era pulito? Hai usato lo spessimetro o un pezzo di carta?
@ForMax
Il primo layer lo si fa più grosso per aumentare l'adesione al piano.. più materiale esce e più può attaccarsi al piano.. fare layer molto piccoli significa far uscire una piccola quantità di materiale, che ovviamente attaccherà meno.. spesso non si capiscono bene i limiti dell'ugello, e si fanno layer da 0,25 con nozzle da 0.3.. è chiaro che li non funziona niente..
Per fare la prova del 9, prova a stampare con piano a 65°..
Andrea Lillia
Lillia.net
Pagina Facebook
@ForMax
Il primo layer lo si fa più grosso per aumentare l'adesione al piano.. più materiale esce e più può attaccarsi al piano.. fare layer molto piccoli significa far uscire una piccola quantità di materiale, che ovviamente attaccherà meno.. spesso non si capiscono bene i limiti dell'ugello, e si fanno layer da 0,25 con nozzle da 0.3.. è chiaro che li non funziona niente..
Per fare la prova del 9, prova a stampare con piano a 65°..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 04:59AM |
Registered: 7 years ago Posts: 35 |
Ho usato lo spessimetro a 0.05 e il nozzle era pulito.
Se è meglio, provo con il foglio di carta, ma sto andando alla cieca con i parametri.
Non ho capito perché si abbassa la temperatura dell'hot end; la graduale curvatura dei bordi fino al distacco può essere dovuta a quello, o al riempimento al 60% che ho impostato?
R2 Evo di NicolaP doppio estrusore
Se è meglio, provo con il foglio di carta, ma sto andando alla cieca con i parametri.
Non ho capito perché si abbassa la temperatura dell'hot end; la graduale curvatura dei bordi fino al distacco può essere dovuta a quello, o al riempimento al 60% che ho impostato?
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 05:17AM |
Registered: 10 years ago Posts: 2,239 |
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 05:23AM |
Registered: 8 years ago Posts: 246 |
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 05:44AM |
Registered: 10 years ago Posts: 2,239 |
Le dilatazioni termiche sono ininfluenti, su quelle masse.. la si può fare a freddo, tranquillamente, che tanto poi comunque non cambia nulla 
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 06:32AM |
Registered: 7 years ago Posts: 35 |
Il materiale è la bobina originale che NicolaP mi ha mandato con il kit, e c'è scritto PLA.
A 180° viene estruso apparentemente bene (a parte il sollevamento dei bordi)
La calibrazione la faccio a temperatura ambiente.
Quello che proprio non riesco a capire è il fatto della temperatura dell'hotend che si abbassa a 180°, e anche il fatto del flusso impostato al 120%, che mi sembra esagerato.
Il bello è che la primissima stampa di prova (classico cubetto 20mm che allego) è venuta discretamente bene usando i parametri di default indicati da Nicola, la lacca e la taratura del piano a 0.1; l'unica cosa che avevo notato in quel caso era stata la tendenza del primissimo tratto dello skirt a sollevarsi, ma la stampa era poi andata liscia senza problemi
R2 Evo di NicolaP doppio estrusore
A 180° viene estruso apparentemente bene (a parte il sollevamento dei bordi)
La calibrazione la faccio a temperatura ambiente.
Quello che proprio non riesco a capire è il fatto della temperatura dell'hotend che si abbassa a 180°, e anche il fatto del flusso impostato al 120%, che mi sembra esagerato.
Il bello è che la primissima stampa di prova (classico cubetto 20mm che allego) è venuta discretamente bene usando i parametri di default indicati da Nicola, la lacca e la taratura del piano a 0.1; l'unica cosa che avevo notato in quel caso era stata la tendenza del primissimo tratto dello skirt a sollevarsi, ma la stampa era poi andata liscia senza problemi
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 06:44AM |
Registered: 10 years ago Posts: 2,239 |
Prova a stampare a 60°.. se nemmeno così risolvi dobbiamo ricominciare da 0 a vedere tutto 
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 07:09AM |
Registered: 7 years ago Posts: 259 |
Quote
alil2096
Il nozzle era pulito? Hai usato lo spessimetro o un pezzo di carta?
@ForMax
Il primo layer lo si fa più grosso per aumentare l'adesione al piano.. più materiale esce e più può attaccarsi al piano.. fare layer molto piccoli significa far uscire una piccola quantità di materiale, che ovviamente attaccherà meno.. spesso non si capiscono bene i limiti dell'ugello, e si fanno layer da 0,25 con nozzle da 0.3.. è chiaro che li non funziona niente..
Per fare la prova del 9, prova a stampare con piano a 65°..
Si, ma un conto è l'altezza, un conto è la quantita di materiale. Sara che su Simplify3D si può scere sia altezza che diametro... Non so negli altri slicer.
Se tu imposti layer 0,3 e già sei distante dal piatto il materiale sarà sempre meno.
Io lascio l'altezza del primo layer uguale agli altri (anche per una questuone di multipli di 0,2 o 0,25) e imposto un diametro del 120 % in modo da estrudere più materiale.
Per la taratura uso una lametta che so avere un altezzA di 0.10, pulisco bene il nozzle e collego il tester in modalità per verificare la continuità, un puntale sulla lametta e uno nell'hotend e agisco sulle manopole di livellamento finché il tester non suona.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 07:28AM |
Registered: 7 years ago Posts: 35 |
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 07:31AM |
Registered: 7 years ago Posts: 35 |
Quote
FoxMar
Si, ma un conto è l'altezza, un conto è la quantita di materiale. Sara che su Simplify3D si può scere sia altezza che diametro... Non so negli altri slicer.
Se tu imposti layer 0,3 e già sei distante dal piatto il materiale sarà sempre meno.
Io lascio l'altezza del primo layer uguale agli altri (anche per una questuone di multipli di 0,2 o 0,25) e imposto un diametro del 120 % in modo da estrudere più materiale.
Per la taratura uso una lametta che so avere un altezzA di 0.10, pulisco bene il nozzle e collego il tester in modalità per verificare la continuità, un puntale sulla lametta e uno nell'hotend e agisco sulle manopole di livellamento finché il tester non suona.
Non mi pare di aver visto la possibilità di aumentare il materiale solo per il primo layer, e infatti ho aumentato il parametro generale; provo a studiare meglio.
Bella l'idea del tester; dovrebbe funzionare anche con lo spessimetro
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 25, 2017 06:00PM |
Registered: 7 years ago Posts: 35 |
Stasera ho provato a riazzerare i parametri e a ricominciare, scaldando solo il piatto a 60°;
la prima stampa ha dato il solito risultato:
visto che mi sembra un problema di scarsa estrusione, ho provato a misurare il filo estruso in aria libera, e ho avuto una sorpresa:
il filamento estruso sembra essere da 0.6 (abbondante) mentre il nozzle dovrebbe essere da 0.4; ho sbagliato tutta la configurazione convinto di avere un nozzle da 0.4 e invece è da 0.6?
ho provato a impostare nei parametri stampante il diametro 0.6 senza cambiare altro, e anche se ancora con qualche problema, la situazione sembra migliorata:
che ne dite?
R2 Evo di NicolaP doppio estrusore
la prima stampa ha dato il solito risultato:

visto che mi sembra un problema di scarsa estrusione, ho provato a misurare il filo estruso in aria libera, e ho avuto una sorpresa:

il filamento estruso sembra essere da 0.6 (abbondante) mentre il nozzle dovrebbe essere da 0.4; ho sbagliato tutta la configurazione convinto di avere un nozzle da 0.4 e invece è da 0.6?
ho provato a impostare nei parametri stampante il diametro 0.6 senza cambiare altro, e anche se ancora con qualche problema, la situazione sembra migliorata:

che ne dite?
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 01:56AM |
Registered: 10 years ago Posts: 2,239 |
Che non è la soluzione.. anzi.. i valori devono essere veritieri, se no avrai problemi in seguito.. ok, ricominciamo da capo 
Prima cosa, scarica un programma diverso da quello che usi tu per fare lo slicing, tipo cura, imposta le impostazioni "prusa i3" in fase di configurazione lo puoi fare, e prova a lanciare una stampa impostando solo:
-diametro ugello
- temperatura materiale
-diametro filamento (corretto!)
e lascia tutto il resto di default
Andrea Lillia
Lillia.net
Pagina Facebook
Prima cosa, scarica un programma diverso da quello che usi tu per fare lo slicing, tipo cura, imposta le impostazioni "prusa i3" in fase di configurazione lo puoi fare, e prova a lanciare una stampa impostando solo:
-diametro ugello
- temperatura materiale
-diametro filamento (corretto!)
e lascia tutto il resto di default
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 03:00AM |
Registered: 7 years ago Posts: 35 |
Ok, ma il filamento estruso in aria libera, misurato col calibro, ha diametro 0.6; è normale con un nozzle che dovrebbe essere da 0.4? Come faccio a verificare se il nozzle è da 0.4 o 0.6? Sopra non c'è scritto niente, mi pare
Se il nozzle fosse da 0.6, allora i parametri sbagliati erano quelli che usavo prima
R2 Evo di NicolaP doppio estrusore
Se il nozzle fosse da 0.6, allora i parametri sbagliati erano quelli che usavo prima
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 06:40AM |
Registered: 7 years ago Posts: 259 |
Prova a ritarare l'estrusione perché inizialmente anche io avevo problemi.
Assicurati di avere gli step estrusore giusti. C'è una apposita procedura per trovarli.
Poi misura il filamento (non quello estruso) in più punti e imposta il valore medio (prr me è 1.70 nella maggior parte dei casi).
Poi fai varie prove magari stampandoi un cubo con le sole pareti, senza infill, bottom e top, imposta una misura delle pareti di 0.4 o 0.5 e nelle varie prove imposta il flow finché non ottieni misurabdo col calibro il valore da te richiesto.
Io ho il flusso a 90, parete da 0.4 e col calibro al massimo varia di un centesimo.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
Assicurati di avere gli step estrusore giusti. C'è una apposita procedura per trovarli.
Poi misura il filamento (non quello estruso) in più punti e imposta il valore medio (prr me è 1.70 nella maggior parte dei casi).
Poi fai varie prove magari stampandoi un cubo con le sole pareti, senza infill, bottom e top, imposta una misura delle pareti di 0.4 o 0.5 e nelle varie prove imposta il flow finché non ottieni misurabdo col calibro il valore da te richiesto.
Io ho il flusso a 90, parete da 0.4 e col calibro al massimo varia di un centesimo.
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 07:19AM |
Registered: 10 years ago Posts: 2,239 |
Si ma il suo problema è che non aderisce al piano, non ha misure di stampa sbagliate...
Si, può essere che il filamento estruso sia da 0,6 questo perchè estrudi troppo velocemente e si crea pressione all'interno dell'hotend, e il materiale viene mandato fuori "a pressione", e quindi si allarga non appena esce.. dovresti estrudere con velocità molto basse, 10-15mm/s
Andrea Lillia
Lillia.net
Pagina Facebook
Si, può essere che il filamento estruso sia da 0,6 questo perchè estrudi troppo velocemente e si crea pressione all'interno dell'hotend, e il materiale viene mandato fuori "a pressione", e quindi si allarga non appena esce.. dovresti estrudere con velocità molto basse, 10-15mm/s
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 07:34AM |
Registered: 7 years ago Posts: 35 |
|
Re: Prima stampa ok, ma problemi con la seconda January 26, 2017 11:22AM |
Registered: 7 years ago Posts: 259 |
Quote
stan
Quote
FoxMar
Si, ma un conto è l'altezza, un conto è la quantita di materiale. Sara che su Simplify3D si può scere sia altezza che diametro... Non so negli altri slicer.
Se tu imposti layer 0,3 e già sei distante dal piatto il materiale sarà sempre meno.
Io lascio l'altezza del primo layer uguale agli altri (anche per una questuone di multipli di 0,2 o 0,25) e imposto un diametro del 120 % in modo da estrudere più materiale.
Per la taratura uso una lametta che so avere un altezzA di 0.10, pulisco bene il nozzle e collego il tester in modalità per verificare la continuità, un puntale sulla lametta e uno nell'hotend e agisco sulle manopole di livellamento finché il tester non suona.
Non mi pare di aver visto la possibilità di aumentare il materiale solo per il primo layer, e infatti ho aumentato il parametro generale; provo a studiare meglio.
Bella l'idea del tester; dovrebbe funzionare anche con lo spessimetro
C'è l'opzione larghezza primo layer, ovvio che se lasci l'altezza del primo a 0.2 o cmq uguale agli altri e imposti la largezza al 120% estrude più materiale. Metti il flusso a 90...
Hai fatto il test delle pareti?
A me sembra che stai estrudendo troppo materiale quindi se col flusso non risolvi potresti avere gli step estrusore sbagliati.
Se con tutto quel materiale non attacca sei troppo lontano dal piatto.
Usi la ritrazione? Perché c'è estrusione anche durante gli spostamenti rapidi...
Marcello
Prusa I3 R2 (Nicola P) - Ramps 1.4 - Driver A4988/TMC2100 - Hotend E3D V6 1,75mm 0.4 - FW MarlinKimbra 4.3.28_Dev - Repetier Host/Simlify3d
|
Re: Prima stampa ok, ma problemi con la seconda January 30, 2017 03:36AM |
Registered: 7 years ago Posts: 35 |
Dopo varie prove, alla fine sono riuscito a stampare con i parametri corretti
In realtà avevate ragione dall'inizio: semplicemente il piano era troppo distante.
Su consiglio di Nicola, dopo una prima taratura con lo spessimetro, ho aggiustato l'altezza con la vite di regolazione, basandomi solo sul risultato di stampa (quindi sull'altezza del layer estruso) e dopo qualche prova sono riuscito a stampare senza troppi problemi.
Adesso ho un problema di leggera incurvatura del pezzo (che comunque è stato stampato) dovuto, sembrerebbe, a un leggero distacco del bordo dopo i primi layer; devo giocare un po' con i parametri, ma se avete suggerimenti sono bene accetti
R2 Evo di NicolaP doppio estrusore
In realtà avevate ragione dall'inizio: semplicemente il piano era troppo distante.
Su consiglio di Nicola, dopo una prima taratura con lo spessimetro, ho aggiustato l'altezza con la vite di regolazione, basandomi solo sul risultato di stampa (quindi sull'altezza del layer estruso) e dopo qualche prova sono riuscito a stampare senza troppi problemi.
Adesso ho un problema di leggera incurvatura del pezzo (che comunque è stato stampato) dovuto, sembrerebbe, a un leggero distacco del bordo dopo i primi layer; devo giocare un po' con i parametri, ma se avete suggerimenti sono bene accetti
R2 Evo di NicolaP doppio estrusore
|
Re: Prima stampa ok, ma problemi con la seconda January 30, 2017 06:03AM |
Registered: 10 years ago Posts: 2,239 |
Sei ancora troppo lontano dal piano.. però a questo punto sorge il dubbio su come lo usi
MI puoi dire, esattamente, che procedimenti fai?
Andrea Lillia
Lillia.net
Pagina Facebook
MI puoi dire, esattamente, che procedimenti fai?
Andrea Lillia
Lillia.net
Pagina Facebook

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.