Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Estrusori, Hotends, Heated bed, Filamenti, etc.
>
Topic
Andare oltre i 260°
Posted by AndreaMattiaDenaro
|
Andare oltre i 260° April 28, 2018 12:57PM |
Registered: 6 years ago Posts: 183 |
Ciao a tutti,
mi sto approcciando alla stampa di ABS dopo aver sostituito il mio MK8 con un E3D V6 (non chiedemi quale perchè non lo sò), ho l'impressione che 260° siano pochi per l'ABS; non si incolla bene uno strato con l'altro.
Ho un nozzle da 1.2 e il layer tickness a 0.6, l'hotend è quello verticale (chiamato vulcan). Ora vi chiedo:
sbaglio qualcosa?
quale elettronica mi permette di andare oltre i 260° ? (la mia GT2560 non mi permette di andare oltre.. almeno credo
THK in advance
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
mi sto approcciando alla stampa di ABS dopo aver sostituito il mio MK8 con un E3D V6 (non chiedemi quale perchè non lo sò), ho l'impressione che 260° siano pochi per l'ABS; non si incolla bene uno strato con l'altro.
Ho un nozzle da 1.2 e il layer tickness a 0.6, l'hotend è quello verticale (chiamato vulcan). Ora vi chiedo:
sbaglio qualcosa?
quale elettronica mi permette di andare oltre i 260° ? (la mia GT2560 non mi permette di andare oltre.. almeno credo
THK in advance
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 28, 2018 02:26PM |
Registered: 12 years ago Posts: 4,555 |
Allora..... 260° non sono assolutamente pochi per la quasi totalità degli Abs.... anzi.... la temperatura "target" più comune è intorno ai 245°/250°, di conseguenza o hai un materiale che non è proprio il massimo oppure hai un qualche altro problema al hotend, ad esempio il firmware con il valore "sbagliato" del termistore, oppure uno scarso accoppiamento tra termistore e blocchetto..... ci sono mille motivi per cui può leggere una temperatura "sbagliata".....
La temperatura max non è determinata dall'elettronica ma dal firmware...... se cerchi c'è un comando che "protegge" la stampante da temperature troppo elevate dandogli "un limite"... solitamente 270°... ma dipende dal firmware e dal setup che è stato fatto per quella stampante....... ovviamente è rimuovibile il limite (o modificabile).... ma pericoloso......
Edited 2 time(s). Last edit at 04/28/2018 02:29PM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
La temperatura max non è determinata dall'elettronica ma dal firmware...... se cerchi c'è un comando che "protegge" la stampante da temperature troppo elevate dandogli "un limite"... solitamente 270°... ma dipende dal firmware e dal setup che è stato fatto per quella stampante....... ovviamente è rimuovibile il limite (o modificabile).... ma pericoloso......
Edited 2 time(s). Last edit at 04/28/2018 02:29PM by immaginaecrea.
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 28, 2018 03:03PM |
Registered: 6 years ago Posts: 183 |

|
Re: Andare oltre i 260° April 28, 2018 03:50PM |
Registered: 10 years ago Posts: 6,409 |
Si Davide, ma ha anche un nozzle da 1.2 sicuro che non sia anche quello il problema? Io non ho proprio idea di cosa possa succedere con un nozzle cosi grande, magari esce poco fuso non lo so forse è una cavolata, ma mi insospettisce non poco...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: Andare oltre i 260° April 28, 2018 05:11PM |
Registered: 12 years ago Posts: 4,555 |
uh..... mi è sfuggito il particolare...... azz..... 1.2 mm.... col filo 1.75??????.... anche il layer a 0.6 avrebbe dovuto insospettirmi...... ma che razza di nozzle stai usando???
Le misure che trovo come miglior compromesso tra velocità e qualità è "attorno" a 0.45 (0.4/0.5 mm).... 1.2 non l'ho neppure mai visto......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Le misure che trovo come miglior compromesso tra velocità e qualità è "attorno" a 0.45 (0.4/0.5 mm).... 1.2 non l'ho neppure mai visto......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 28, 2018 05:32PM |
Registered: 6 years ago Posts: 183 |
Si, filamento 1.75, nozzle 1.2 Nozzle 1.2, sto sperimentando di tutto di più 
comunque sono arrivato a 265° con "cura" come slicer, e il bed a 82° (di più non riesce il bed), ora provo a 270°
Quando ESPLODE TUTTO ve lo dico...
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
comunque sono arrivato a 265° con "cura" come slicer, e il bed a 82° (di più non riesce il bed), ora provo a 270°
Quando ESPLODE TUTTO ve lo dico...
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 28, 2018 06:14PM |
Registered: 12 years ago Posts: 4,555 |
mah..... come ha ben detto Alberto, in pratica "riduci" solo il diametro..... solo che dovendo operare a velocità sostenute, per ovvi motivi, con ogni probabilità non fa proprio in tempo a fondere correttamente.....
La melt zone, l'area dove effettivamente "fonde" il materiale, ha sempre e comunque un "tempo di latenza" nel quale il materiale deve fondere "omogeneamente"..... nel caso del nozzle da 1.2 mm "sicuramente" non riuscirà a fondere correttamente il materiale.... o perlomeno non con omogeneità..... quindi anche l'adesione tra layer non potrà essere ottimale...... oltre al fatto che, a meno che non usi dei "super abs" non soggetti a ritrazione col raffreddamento, le trazioni stesse che si generano ogni layer (0.6 mm.... azz.... ) difficilmente ti permetteranno stampe "non" deformate....
Insomma.... consiglio "da amico"..... monta il 0.4, non superare il layer 0.22/0.25 (personalmente stampo praticamente "solo" a 0.2 mm) e tieni temperature e velocità "umane".... tipo 30/35 mm/sec per i perimetri esterni e non andare oltre 80/120 mm sec nei riempimenti (infill)...... vedrai che ci metterai un po' di più....... ma almeno ti verrà fuori qualcosa di "utilizzabile"..........
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
La melt zone, l'area dove effettivamente "fonde" il materiale, ha sempre e comunque un "tempo di latenza" nel quale il materiale deve fondere "omogeneamente"..... nel caso del nozzle da 1.2 mm "sicuramente" non riuscirà a fondere correttamente il materiale.... o perlomeno non con omogeneità..... quindi anche l'adesione tra layer non potrà essere ottimale...... oltre al fatto che, a meno che non usi dei "super abs" non soggetti a ritrazione col raffreddamento, le trazioni stesse che si generano ogni layer (0.6 mm.... azz....
) difficilmente ti permetteranno stampe "non" deformate....Insomma.... consiglio "da amico"..... monta il 0.4, non superare il layer 0.22/0.25 (personalmente stampo praticamente "solo" a 0.2 mm) e tieni temperature e velocità "umane".... tipo 30/35 mm/sec per i perimetri esterni e non andare oltre 80/120 mm sec nei riempimenti (infill)...... vedrai che ci metterai un po' di più....... ma almeno ti verrà fuori qualcosa di "utilizzabile"..........
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 28, 2018 07:27PM |
Registered: 6 years ago Posts: 1,059 |
Rimane sempre il problema della correttezza del valore letto, usando una stampante 3d la prima cosa che bisognerebbe comprare è un termometro a termocoppia per verificare la taratura del NTC del hotend.
A meno che l'E3D sia originale, che tutto il resto sia in ordine io non mi fiderei dell'affidabilità della temperatura, anche l'HotEnd del Mago era sballato di 10°C (su sua stessa ammissione nel post dove mi consigliava il termometro a termocoppia)
my two cents.
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
A meno che l'E3D sia originale, che tutto il resto sia in ordine io non mi fiderei dell'affidabilità della temperatura, anche l'HotEnd del Mago era sballato di 10°C (su sua stessa ammissione nel post dove mi consigliava il termometro a termocoppia)
my two cents.
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Andare oltre i 260° April 29, 2018 02:17AM |
Registered: 12 years ago Posts: 4,555 |
Quote
onekk
Rimane sempre il problema della correttezza del valore letto, usando una stampante 3d la prima cosa che bisognerebbe comprare è un termometro a termocoppia per verificare la taratura del NTC del hotend.
A meno che l'E3D sia originale, che tutto il resto sia in ordine io non mi fiderei dell'affidabilità della temperatura, anche l'HotEnd del Mago era sballato di 10°C (su sua stessa ammissione nel post dove mi consigliava il termometro a termocoppia)
my two cents.
Carlo D.
D'accordo...... ma se il problema è il diametro del nozzle, cosa estremamente probabile, non è mica detto che poi le temperature siano così sballate....... la prima cosa che farei personalmente è cambiare nozzle...... poi semmai mi metto anche il problema della lettura..... qualora si presenti però......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 29, 2018 04:16AM |
Registered: 6 years ago Posts: 183 |
Usare un nozzle 1.2 ha un suo perchè, sto avendo qualche difficoltà con l'ABS ma col PLA ci ho stampato di tutto senza nessun problema.
Certo che la definizione che si può raggiungere con un nozzle 0.2 è superiore di 6 volte rispetto ad un 1.2, ma anche i tempi di stampa a volte contano. Ho progettato dei supporti che con nozzle 0.4 mi richiedevano 16 ore di stampa con 0.3 di layer (bassa definizione), meno di 4 ore con nozzle 1.2 e layer 0.6 (media definizione).
D'altronde tenere d'occhio o far tenere d'occhio la stampante per 16 ore mi è impossibile, di lasciarla incustodita ancora non mi fido. Poi cambiare il nozzle ogni tre per due è una bella palla.., non è mica una cosa da 2 minuti, sto valutando di comprarmene un'altra proprio per evitare il cambio del nozzle; anche se per l'esperienza che ho acquisito potrei quasi scommettere che con un nozzle 0.8 avrei risolto con un giusto compromesso.
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
Certo che la definizione che si può raggiungere con un nozzle 0.2 è superiore di 6 volte rispetto ad un 1.2, ma anche i tempi di stampa a volte contano. Ho progettato dei supporti che con nozzle 0.4 mi richiedevano 16 ore di stampa con 0.3 di layer (bassa definizione), meno di 4 ore con nozzle 1.2 e layer 0.6 (media definizione).
D'altronde tenere d'occhio o far tenere d'occhio la stampante per 16 ore mi è impossibile, di lasciarla incustodita ancora non mi fido. Poi cambiare il nozzle ogni tre per due è una bella palla.., non è mica una cosa da 2 minuti, sto valutando di comprarmene un'altra proprio per evitare il cambio del nozzle; anche se per l'esperienza che ho acquisito potrei quasi scommettere che con un nozzle 0.8 avrei risolto con un giusto compromesso.
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 05:08AM |
Registered: 12 years ago Posts: 4,555 |
il pla è una cosa...... l'abs un'altra...... il pla si fonde molto più facilmente e risente moltissimo meno del ritiro da raffreddamento..... d'altronde fonde a temperature parecchio inferiori.
Per quanto riguarda il nozzle, lo 0.2 non lo userei per nulla al mondo perchè in pratica "non è vero" che l'aumento di qualità è proporzionale al diametro.... non conosco la tua stampante ma dubito che possa sfruttare uno 0.2, le stampanti di quel tipo montano componenti con tolleranze tali che non consentono proprio di andare oltri certi limiti.... e lo 0.2 per essere sfuttato a dovere ha bisogno di meccaniche con precisioni "esemplari".
Per quello che, dai miei 2 centesimi di esperienza, mi risulta facile arrivare a eccellenti qualità con nozzle 0.4, 0.45, 0.5.... oltre non vado perchè il degrado qualitativo diventa più evidente costringendo a layer e velocità decisamente maggiori e sotto non scendo perchè son ben certo che quello che puoi fare tu con la tua stampante con uno 0.2 riuscirei sicuramente a replicarlo con uno 0.4... compresi i particolari più minuti della stampa.
Con questo non voglio ne sminuire ne svalutare le stampanti altrui.... ci mancherebbe..... ma basandomi dalla stampante che hai in firma.... mi risulta tra le macchine "senza infamia e senza lode"... ottimali per iniziare forse..... ma non ci farei campionature con tolleranze calcolate con uno 0.2......
Per il fatto di avere più diametri nel nozzle mi ripeto..... il giusto compromesso ti fa poi mantenere quel diametro senza aver bisogno di cambiarlo...... e se per te 0.8 può andare bene..... per me è "larghino" per ottenere qualità di un certo tipo..... ma comprendo che ci sono parti che non richiedono poi particolari precisioni....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Per quanto riguarda il nozzle, lo 0.2 non lo userei per nulla al mondo perchè in pratica "non è vero" che l'aumento di qualità è proporzionale al diametro.... non conosco la tua stampante ma dubito che possa sfruttare uno 0.2, le stampanti di quel tipo montano componenti con tolleranze tali che non consentono proprio di andare oltri certi limiti.... e lo 0.2 per essere sfuttato a dovere ha bisogno di meccaniche con precisioni "esemplari".
Per quello che, dai miei 2 centesimi di esperienza, mi risulta facile arrivare a eccellenti qualità con nozzle 0.4, 0.45, 0.5.... oltre non vado perchè il degrado qualitativo diventa più evidente costringendo a layer e velocità decisamente maggiori e sotto non scendo perchè son ben certo che quello che puoi fare tu con la tua stampante con uno 0.2 riuscirei sicuramente a replicarlo con uno 0.4... compresi i particolari più minuti della stampa.
Con questo non voglio ne sminuire ne svalutare le stampanti altrui.... ci mancherebbe..... ma basandomi dalla stampante che hai in firma.... mi risulta tra le macchine "senza infamia e senza lode"... ottimali per iniziare forse..... ma non ci farei campionature con tolleranze calcolate con uno 0.2......
Per il fatto di avere più diametri nel nozzle mi ripeto..... il giusto compromesso ti fa poi mantenere quel diametro senza aver bisogno di cambiarlo...... e se per te 0.8 può andare bene..... per me è "larghino" per ottenere qualità di un certo tipo..... ma comprendo che ci sono parti che non richiedono poi particolari precisioni....
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 29, 2018 05:58AM |
Registered: 6 years ago Posts: 1,059 |
Non per polemica ma non avere un termometro a termocoppia nel cassetto, usando stampanti 3d sarebbe come non avere un micrometro o un comparatore in meccanica di precisione.
Lasciando perdere ogni altra considerazione, stiamo discutendo di un problema di probabile temperatura scorretta, se non facciamo una misura (anche a spanne, ma pur sempre una misura) di cosa parliamo?
Non abbiamo una base su cui fare ipotesi, perché non abbiamo "dati" ma solo cifre su un display.
Il termometro che mi ha indicato il Mago (e che lui ha usato per risolvere un suo problema di temperatura) costa meno di 40 Euro, qundi presumo sia relativamente abbordabile come acquisto (una bobina di alcuni materiali costa di più), sarebbe come lamentarsi che un cuscinetto non entra in un buco se ho misurato il diametro della cava a spanne.
Il Mago aveva l'HE sballato di 10° C io di 20°C (colpa mia che ho comprato HE Cinesi con termistori di dubbia natura), però poi "studiando" gli NTC nelle note tecniche del produttore di dicono che:
1) ti danno il Beta 25/85 e noi lavoriamo almeno a 170°
2) ti dicono di tararlo se lo usi in un range diverso dal 25/85 e al massimo ti danno una curva precisa al 5% su tutto il campo (e agli estremi è quasi sempre alla tolleranza massima) per cui 240 * 0.05 = 12°C così tanto nella peggiore delle ipotesi in un NTC blasonato sei comunque nella tolleranza di fabbrica ma sei "fuori" di 12°C
3) il dottor Steinhart ha creato la sua famosa equazione per "approssimare meglio" le curve dei termistori che usava per misurare gli oceani e che dovevano avere una certa precisione per poter essere usati come strumenti scientifici, e tutti i produttori la citano e la consigliano nelle note di utilizzo, (quindi tanto tarati di loro quando escono dalla fabbrica non devono essere).
4) Gli stessi produttori ti dicono che l'NTC è relativamente preciso e ripetibile se è tarato ma la sua più grande caratteristica è il prezzo basso per la precisione che "può" ottenere se correttamente usato (e tarato).
Per non parlare del resto del "circuito di misura" com'è la resistenza di polarizzazione è una 4700K all'1% oppure è una 4700K al 5%
E la Vref di polarizzazione ad esempio sulla Ramps (e a meno di cose strane su nessuna scheda commerciale) non viene da una sorgente di voltaggio di riferimento e nemmno da uno zener di precisione ma dall'alimentatore della scheda, non è che sotto carico scende a 4.5 V e ti sballa del 10% il tutto.
La letteratura è piena di Ramps e simili i cui alimentatori si siedono (anche perché usano l'alimentatore di Arduino che con il display LCD è proprio al suo limite).
Cavolo i paramteri del circuito di misura dell'NTC di una stampante 3d hanno tante di quelle variabili per fare in modo che il numero che vedi accanto alla figura dell'HE sia una "figure" (in inglese una cifra) e non una "measure".
Non voglio creare polemiche, specie con il Mago di cui apprezzo il firmware e con Davide, di cui apprezzo il lavoro e gli sforzi per le sue realizzazioni.
Però da ultimo arrivato ritengo che alcuni punti fermi bisognerà pur darli in questo mondo di arruffoni, c'è gente che ti dice il firmware fa schifo perché non capisce come funziona, oppure dice la stampante fa schifo e poi l'ha assemblata senza leggere il manuale, o senza prendersi il tempo per verificare che sia montata correttamente, ecc.
Questo non sono due cent ma qualcuno di più.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Lasciando perdere ogni altra considerazione, stiamo discutendo di un problema di probabile temperatura scorretta, se non facciamo una misura (anche a spanne, ma pur sempre una misura) di cosa parliamo?
Non abbiamo una base su cui fare ipotesi, perché non abbiamo "dati" ma solo cifre su un display.
Il termometro che mi ha indicato il Mago (e che lui ha usato per risolvere un suo problema di temperatura) costa meno di 40 Euro, qundi presumo sia relativamente abbordabile come acquisto (una bobina di alcuni materiali costa di più), sarebbe come lamentarsi che un cuscinetto non entra in un buco se ho misurato il diametro della cava a spanne.
Il Mago aveva l'HE sballato di 10° C io di 20°C (colpa mia che ho comprato HE Cinesi con termistori di dubbia natura), però poi "studiando" gli NTC nelle note tecniche del produttore di dicono che:
1) ti danno il Beta 25/85 e noi lavoriamo almeno a 170°
2) ti dicono di tararlo se lo usi in un range diverso dal 25/85 e al massimo ti danno una curva precisa al 5% su tutto il campo (e agli estremi è quasi sempre alla tolleranza massima) per cui 240 * 0.05 = 12°C così tanto nella peggiore delle ipotesi in un NTC blasonato sei comunque nella tolleranza di fabbrica ma sei "fuori" di 12°C
3) il dottor Steinhart ha creato la sua famosa equazione per "approssimare meglio" le curve dei termistori che usava per misurare gli oceani e che dovevano avere una certa precisione per poter essere usati come strumenti scientifici, e tutti i produttori la citano e la consigliano nelle note di utilizzo, (quindi tanto tarati di loro quando escono dalla fabbrica non devono essere).
4) Gli stessi produttori ti dicono che l'NTC è relativamente preciso e ripetibile se è tarato ma la sua più grande caratteristica è il prezzo basso per la precisione che "può" ottenere se correttamente usato (e tarato).
Per non parlare del resto del "circuito di misura" com'è la resistenza di polarizzazione è una 4700K all'1% oppure è una 4700K al 5%
E la Vref di polarizzazione ad esempio sulla Ramps (e a meno di cose strane su nessuna scheda commerciale) non viene da una sorgente di voltaggio di riferimento e nemmno da uno zener di precisione ma dall'alimentatore della scheda, non è che sotto carico scende a 4.5 V e ti sballa del 10% il tutto.
La letteratura è piena di Ramps e simili i cui alimentatori si siedono (anche perché usano l'alimentatore di Arduino che con il display LCD è proprio al suo limite).
Cavolo i paramteri del circuito di misura dell'NTC di una stampante 3d hanno tante di quelle variabili per fare in modo che il numero che vedi accanto alla figura dell'HE sia una "figure" (in inglese una cifra) e non una "measure".
Non voglio creare polemiche, specie con il Mago di cui apprezzo il firmware e con Davide, di cui apprezzo il lavoro e gli sforzi per le sue realizzazioni.
Però da ultimo arrivato ritengo che alcuni punti fermi bisognerà pur darli in questo mondo di arruffoni, c'è gente che ti dice il firmware fa schifo perché non capisce come funziona, oppure dice la stampante fa schifo e poi l'ha assemblata senza leggere il manuale, o senza prendersi il tempo per verificare che sia montata correttamente, ecc.
Questo non sono due cent ma qualcuno di più.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Andare oltre i 260° April 29, 2018 06:05AM |
Registered: 10 years ago Posts: 3,268 |
|
Re: Andare oltre i 260° April 29, 2018 07:17AM |
Registered: 12 years ago Posts: 4,555 |
@onekk
Guarda che secondo me ti stai mettendo problemi maggiori del necessario......
Ho il termometro sia a termocoppia che a infrarossi che "giustamente" è un attrezzo indispensabile..... fermo restando che la temperatura "reale" non è poi così impossibile da settare anche in presenza di errori sistematici.
Primo fra tutti, un controllo sulla fusione del materiale "prima" di fidarsi ciecamente della lettura, secondo me è indispensabile.... e non richiede neppure di leggere alcun valore.... basta vedere la viscosità del materiale in uscita per comprendere la "più o meno" reale temperatura in base alla temperatura richiesta dal materiale stesso....
Poi si è vero che la maggior parte dei problemi che riscontrano gli utenti alle prime armi sono frutto di errori di assemblaggio o setup..... ma direi che rientri "nella norma".......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
Guarda che secondo me ti stai mettendo problemi maggiori del necessario......
Ho il termometro sia a termocoppia che a infrarossi che "giustamente" è un attrezzo indispensabile..... fermo restando che la temperatura "reale" non è poi così impossibile da settare anche in presenza di errori sistematici.
Primo fra tutti, un controllo sulla fusione del materiale "prima" di fidarsi ciecamente della lettura, secondo me è indispensabile.... e non richiede neppure di leggere alcun valore.... basta vedere la viscosità del materiale in uscita per comprendere la "più o meno" reale temperatura in base alla temperatura richiesta dal materiale stesso....
Poi si è vero che la maggior parte dei problemi che riscontrano gli utenti alle prime armi sono frutto di errori di assemblaggio o setup..... ma direi che rientri "nella norma".......
Davide
Immagina e Crea
Progetto Flusso canalizzatore 4 vie
My Thingiverse
|
Re: Andare oltre i 260° April 29, 2018 07:58AM |
Registered: 6 years ago Posts: 183 |
@bilanciamist
Ehh... suggerimento furbo e giusto ( a mio parere), credo intendi raddoppiare lo spazio del "melt" per facilitare la fusione, a parità di nozzle ovviamente.
@immaginaecrea
Non ho testato ancora il nozzle 0.2 ma nel caso, andrei sullo 0.15 o 0.1 se c'è (l'ho cercato ma pare non esiste, minimo 0.15), poi vero che la mia meccanica è quella che è, ma ad occhio sono curioso di vedere come si presentano i layer a 0.05?.. (non lo sò veramente)
@onekk
In effetti non si può esimersi da una verifica esterna, ho visto questo Termometro infrarossi che pare facile da usare.. che nè pensi?
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
Ehh... suggerimento furbo e giusto ( a mio parere), credo intendi raddoppiare lo spazio del "melt" per facilitare la fusione, a parità di nozzle ovviamente.
@immaginaecrea
Non ho testato ancora il nozzle 0.2 ma nel caso, andrei sullo 0.15 o 0.1 se c'è (l'ho cercato ma pare non esiste, minimo 0.15), poi vero che la mia meccanica è quella che è, ma ad occhio sono curioso di vedere come si presentano i layer a 0.05?.. (non lo sò veramente)
@onekk
In effetti non si può esimersi da una verifica esterna, ho visto questo Termometro infrarossi che pare facile da usare.. che nè pensi?
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 08:11AM |
Registered: 8 years ago Posts: 299 |
|
Re: Andare oltre i 260° April 29, 2018 08:15AM |
Registered: 6 years ago Posts: 183 |
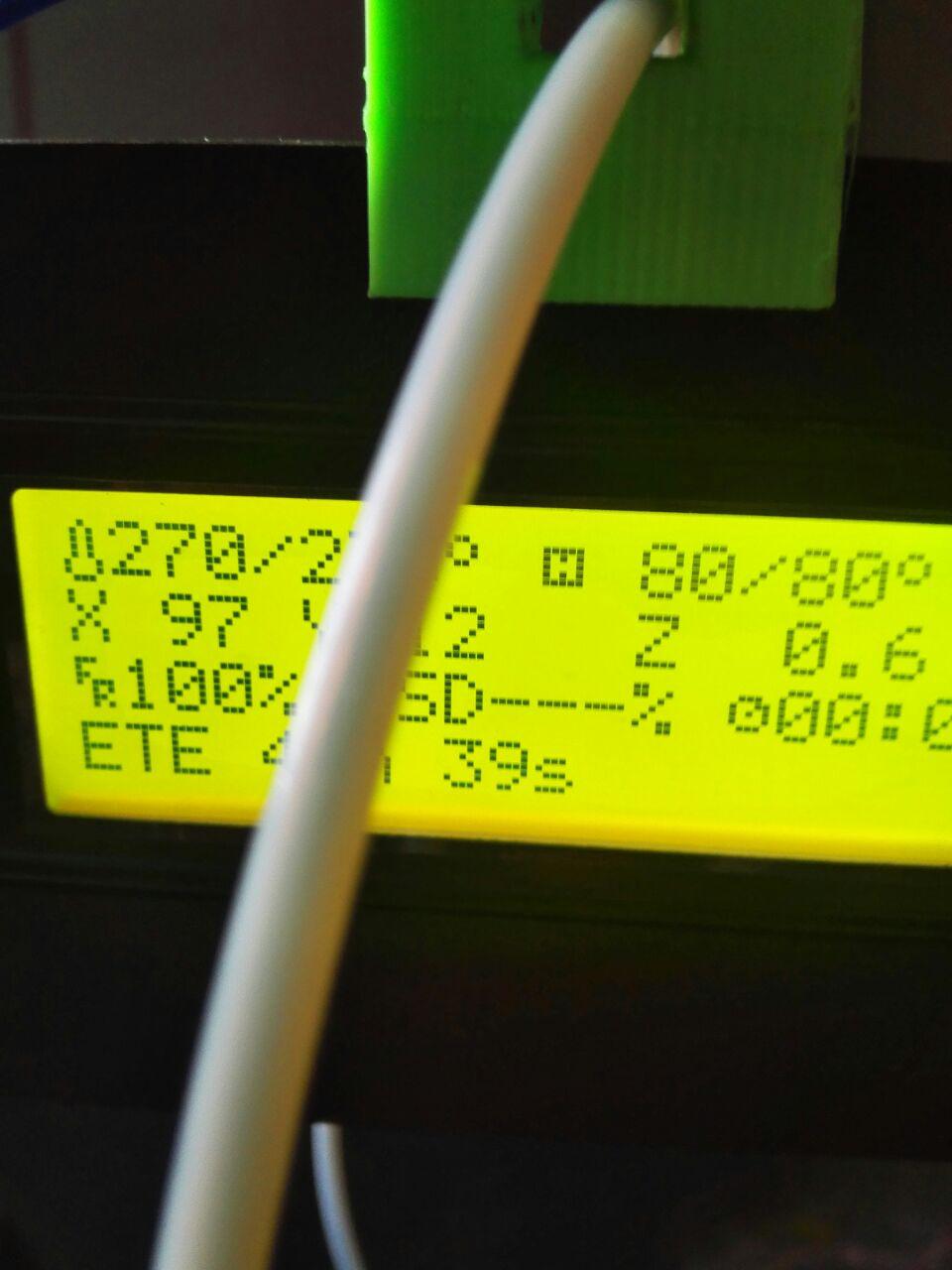
Intanto ho raggiunto i 270° ... (almeno sul display)
allego 2 foto:
la prima "certifica" che con "cura" si và oltre in 260°
la seconda mentre stampa l'ABS a 270° (virtuali), sembrerebbe "accettabile"
Speriamo regga.. poi andrò a 280°
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
allego 2 foto:
la prima "certifica" che con "cura" si và oltre in 260°
la seconda mentre stampa l'ABS a 270° (virtuali), sembrerebbe "accettabile"
Speriamo regga.. poi andrò a 280°
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 10:12AM |
Registered: 6 years ago Posts: 1,059 |
Il termometro ad infrarossi non è proprio il massimo, funziona come idea della cosa, ma è legato ad una serie di fattori, in molti casi viene consigliato di dipingere di nero opaco la superficie da controllare (ad esempio nell'uso nel settore della refrigerazione).
Meglio un termometro a termocoppia, anche perché guarda caso i sensori per le "alte temperature" anche nella stampa 3D hanno tutti quella tecnologia.
la termocoppia in genere è piccolina in punta e va proprio giusta ad esempio nel "taglio" che regge la cartuccia dell'HE o magari in un buco aggiuntivo che trovi in vari blocchetti riscaldanti, ad esempio, una taratura del tipo fatta qui:
Toolson taratura hotend
ci sono esempi di termometri anche in qualche mio post (io comprato il termometro che mi ha consigliato il mago)
@immaginecrea, magari mi sto facendo dei problemi inutili, ma da principiante preferisco usare dati certi che poi con il tempo vengono sostituiti dall'esperienza, lo so che a volte basta guardare, ma per chi è agli inizi non è così facile "vedere" le cose e anche i video aiutano poco, e tu presumo lo sappia meglio di me visto che sei del settore.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Meglio un termometro a termocoppia, anche perché guarda caso i sensori per le "alte temperature" anche nella stampa 3D hanno tutti quella tecnologia.
la termocoppia in genere è piccolina in punta e va proprio giusta ad esempio nel "taglio" che regge la cartuccia dell'HE o magari in un buco aggiuntivo che trovi in vari blocchetti riscaldanti, ad esempio, una taratura del tipo fatta qui:
Toolson taratura hotend
ci sono esempi di termometri anche in qualche mio post (io comprato il termometro che mi ha consigliato il mago)
@immaginecrea, magari mi sto facendo dei problemi inutili, ma da principiante preferisco usare dati certi che poi con il tempo vengono sostituiti dall'esperienza, lo so che a volte basta guardare, ma per chi è agli inizi non è così facile "vedere" le cose e anche i video aiutano poco, e tu presumo lo sappia meglio di me visto che sei del settore.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Andare oltre i 260° April 29, 2018 10:15AM |
Registered: 6 years ago Posts: 183 |
Quote
Dariuzzo
Andrea...
Senza polemiche solo considerazioni....
Vorresti passare da un 1.2..... a un 0.1.... accidenti.... non so che ci fai con la stampante, ma... wow..... non si puo dire che non ti piaccia andare a cercarti i problemi....

Dario
Ma no Dario, voglio solo capire a spanne i limiti di questa tecnologia, non vedo altro modo che testare il minimo e il massimo di quello che offre il mercato.. 0.15 - 1.2, quello che ci sta in mezzo fra questi due diametri di nozzle và da sè che sarà... una via di mezzo..
Poi effettivamente bisognerebbe sapere a che temperatura reale si sta stampando, perchè se cambi l'hotend, o la sonda di temperatura, o la cartuccia scaldante, o magari hai più stampanti: come si fà? A naso..? A occhio?....
Fino a ieri a display 260° non s'attaccavano mica bene i layer tra loro, oggi a 270° già meglio. Magari a 280° (sempre da display) viene perfetta?..
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 11:31AM |
Registered: 6 years ago Posts: 183 |
Quote
onekk
Il termometro ad infrarossi non è proprio il massimo, funziona come idea della cosa, ma è legato ad una serie di fattori, in molti casi viene consigliato di dipingere di nero opaco la superficie da controllare (ad esempio nell'uso nel settore della refrigerazione).
Meglio un termometro a termocoppia, anche perché guarda caso i sensori per le "alte temperature" anche nella stampa 3D hanno tutti quella tecnologia.
la termocoppia in genere è piccolina in punta e va proprio giusta ad esempio nel "taglio" che regge la cartuccia dell'HE o magari in un buco aggiuntivo che trovi in vari blocchetti riscaldanti, ad esempio, una taratura del tipo fatta qui:
Toolson taratura hotend
ci sono esempi di termometri anche in qualche mio post (io comprato il termometro che mi ha consigliato il mago)
@immaginecrea, magari mi sto facendo dei problemi inutili, ma da principiante preferisco usare dati certi che poi con il tempo vengono sostituiti dall'esperienza, lo so che a volte basta guardare, ma per chi è agli inizi non è così facile "vedere" le cose e anche i video aiutano poco, e tu presumo lo sappia meglio di me visto che sei del settore.
Saluti
Carlo D.
Mi sono letto tutto e ho fatto qualche ricerca, ora.. a mio avviso, piuttosto che "tarare" la lettura della termocoppia della stampante, sarei per un circuito esterno con arduino e relativo display.
Il display in più lo puoi utilizzare anche per altre informazioni, tipo la reale temperatura del letto di stampa, dei motori etc.. e farebbe parte integrante della stampante. Ad arduino basta dargli la corrente di alimentazione della stampante e fà tutto senza nemmeno premere un pulsante.
Questo sembra essere quello che si usa per questo --> Modulo x arduino
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 12:35PM |
Registered: 6 years ago Posts: 1,059 |
Ok ma come lo controlli con il firmware, quello parla con Arduino in SPI e gli comunica la lettura della termocoppia, a te serve che se imposti 260° gradi sull'ugello poi ci siano, Il firmware deve poter leggere la temperatura dell'ugello per poter fare il PID, in teoria nel firmware c'è posto per un lettore di termocoppia, ma qui io mi fermo perché va chiesto a chi di firmware se ne intende a livello di settaggi.
Il problema non è come misuri la temperatura, ma come ottieni una temperatura stabile sull'ugello e un numero sul display che sia "ragionevolmente" vicino alla temperatura reale, di soluzioni possibili ce ne sono N (+1).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Il problema non è come misuri la temperatura, ma come ottieni una temperatura stabile sull'ugello e un numero sul display che sia "ragionevolmente" vicino alla temperatura reale, di soluzioni possibili ce ne sono N (+1).
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Andare oltre i 260° April 29, 2018 01:11PM |
Registered: 6 years ago Posts: 183 |
No, non lo controlli, ma ti fà da riferimento. Se quello reale è a 260° e quello della stampante 277°, imposterai sempre 277° e fine..
Intanto ho stampato a 280° e NON CREDERETE AI VOSTRI OCCHI, ma la stampa è PERFETTA!!
Allego una foto, il supporto con il cuscinetto inserito è stato stampato a 270°, quello gemello senza cuscinetto a 280°
Edited 1 time(s). Last edit at 04/29/2018 01:12PM by AndreaMattiaDenaro.
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
Intanto ho stampato a 280° e NON CREDERETE AI VOSTRI OCCHI, ma la stampa è PERFETTA!!
Allego una foto, il supporto con il cuscinetto inserito è stato stampato a 270°, quello gemello senza cuscinetto a 280°
Edited 1 time(s). Last edit at 04/29/2018 01:12PM by AndreaMattiaDenaro.
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 29, 2018 02:24PM |
Registered: 10 years ago Posts: 2,239 |
Non si è parlato di Pid.. lo hai fatto dopo aver cambiato hotend?
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Andare oltre i 260° April 30, 2018 04:55AM |
Registered: 6 years ago Posts: 183 |
|
Re: Andare oltre i 260° April 30, 2018 05:27AM |
Registered: 10 years ago Posts: 3,268 |
Quote
AndreaMattiaDenaro
Non so neanche cosa sia..
[3dita.falaschi.com]
Alessandro
Prusa I3 Rework molto modificata - Taurino Classic - Ramps 1.4 - Driver DVR8825 - Titan Extruder e Hotend E3D V6 - Bltouch originale - Firmware MarlinKimbra - Cura - Repetier Host
|
Re: Andare oltre i 260° April 30, 2018 06:13AM |
Registered: 6 years ago Posts: 183 |
Grazie delle info, ho ottenuto i 3 parametri ma mi dice di impostarli nel firmware. Io ho una GT2560, preferisco evitare di giocare col firmware.
Lo farò con la ramp 1.4 che già ho ma è in attesa che finisco una stampante "laboratorio" che mi sto autocostruendo
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
Lo farò con la ramp 1.4 che già ho ma è in attesa che finisco una stampante "laboratorio" che mi sto autocostruendo
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
|
Re: Andare oltre i 260° April 30, 2018 08:38AM |
Registered: 10 years ago Posts: 2,239 |
Ok, forse era quello il problema
Il fatto di avere una GT o una Ramps non cambia il modo di inserimento dei dati nel firmware, che può avvenire per due strade:
1) SE hai la eeprom attivata (a priori non lo puoi sapere) apri Repetier-host (programma con il quale puoi controllare manualmente la stampante), collegarla, andare nel menù "configurazione" in alto e poi su "configurazione EEPROM" (sto andando a memoria, i nomi potrebbero variare ), se la eeprom è abilitata puoi accedere al pannello in cui inserire i 3 valori, altrimenti rimane grigio ed incliccabile
2) avendo il firmware, puoi aprirlo e cercare la sezione giusta con la combinazione "ctrl+F", inserendo "PID" e spuntato "cerca in tutte le schede", capisci subito se è la parte giusta (occhio di essere in quella dell'hotend, perchè c'è una sezione per il piano riscaldato che però ha nel nome "BED")
Se hai ancora dubbi chiedi pure
Andrea Lillia
Lillia.net
Pagina Facebook
Il fatto di avere una GT o una Ramps non cambia il modo di inserimento dei dati nel firmware, che può avvenire per due strade:
1) SE hai la eeprom attivata (a priori non lo puoi sapere) apri Repetier-host (programma con il quale puoi controllare manualmente la stampante), collegarla, andare nel menù "configurazione" in alto e poi su "configurazione EEPROM" (sto andando a memoria, i nomi potrebbero variare
), se la eeprom è abilitata puoi accedere al pannello in cui inserire i 3 valori, altrimenti rimane grigio ed incliccabile2) avendo il firmware, puoi aprirlo e cercare la sezione giusta con la combinazione "ctrl+F", inserendo "PID" e spuntato "cerca in tutte le schede", capisci subito se è la parte giusta (occhio di essere in quella dell'hotend, perchè c'è una sezione per il piano riscaldato che però ha nel nome "BED")
Se hai ancora dubbi chiedi pure
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: Andare oltre i 260° April 30, 2018 12:05PM |
Registered: 6 years ago Posts: 183 |
|
Re: Andare oltre i 260° May 01, 2018 09:30AM |
Registered: 6 years ago Posts: 1,059 |
Forse perché se l'estrusore non viene controllato bene la resistenza non riscalda abbastanza per mantenere la temperattura intorno al valore corretto di fusione.
Ritornando però al discorso della lettura della temperatura, più ti avvicini con i valori del display che però poi sono quelli che devi impostare nello slicer per generare il GCode, meglio è, soprattutto nell'ottica della riutilizzazione del codice generato. O nell'utilizzo di codici generati da altri ad esempio come quello delle "torri di temperatura" per trovare la miglior temperatura dell'HE.
Comunque se usi un circuito esterno sei sicuro che quello sia "tarato" e che quando ti dice 200°C siano quelli?
Un termometro già fatto è ragionevolmente vicino alla temperatura "vera". (Nel campo della metrologia la precisione "assoluta" non esiste, devi sempre indicare il range di errore, ed in genere è "buona norma" dichiararlo entro la cifra superiore ad esempio se hai uno strumento di laboratorio che è tarato al 0,5% e lo usi per delle misure, non dichiari quelle misure precise allo 0,5% ma almeno all' 1%, altre scuole ti dicono addirittura di dichiarare il 5% cioè 10 volte maggiore della precisione dello strumento di riferimento).
Qui però ognuno può avere la propia opinione.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
Ritornando però al discorso della lettura della temperatura, più ti avvicini con i valori del display che però poi sono quelli che devi impostare nello slicer per generare il GCode, meglio è, soprattutto nell'ottica della riutilizzazione del codice generato. O nell'utilizzo di codici generati da altri ad esempio come quello delle "torri di temperatura" per trovare la miglior temperatura dell'HE.
Comunque se usi un circuito esterno sei sicuro che quello sia "tarato" e che quando ti dice 200°C siano quelli?
Un termometro già fatto è ragionevolmente vicino alla temperatura "vera". (Nel campo della metrologia la precisione "assoluta" non esiste, devi sempre indicare il range di errore, ed in genere è "buona norma" dichiararlo entro la cifra superiore ad esempio se hai uno strumento di laboratorio che è tarato al 0,5% e lo usi per delle misure, non dichiari quelle misure precise allo 0,5% ma almeno all' 1%, altre scuole ti dicono addirittura di dichiarare il 5% cioè 10 volte maggiore della precisione dello strumento di riferimento).
Qui però ognuno può avere la propia opinione.
Saluti
Carlo D.
P3Steel - MKS GEN v1.2 e REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER + Gen 7 MOSFET (HotBed) + alimentatore step-down 12V -> 5V
Firmware MK4duo 4.3.6 con ABL induttivo con LJ18A3 - Slic3R (Originale) ed ESP3D per controllare la stampante da remoto.
HotEnd Cinese V6 clone con ugello da 0.4mm.
[My Building Log]
|
Re: Andare oltre i 260° May 01, 2018 11:59AM |
Registered: 6 years ago Posts: 183 |
Si certo, ognuno ha la sua opinione.. è giusto sia cosi'
La mia è che è un gatto che si morde la coda, il termometro della stampante sballa, quello esterno anche, quindi ?... Quindi si usa la logica e la matematica; la logica ci dice che il valore medio fra i due dovrebbe essere quello più vicino al reale, la matematica ci dice qual'è.
A quel punto inserisci quel valore "medio" come parametro di temperatura hotend nello slicer, 1 volta sola per quel tipo di materiale che estrudi, e dovrebbe andare bene finchè non cambi l'hotend.
Tentare di rendere precisa una lettura imprecisa con alchimie aritmetiche (equazioni) e logiche è più complesso che fare la media fra due o più valori. Il tutto perchè la precisione assoluta non serve, se servisse.. allora dovremmo tenere conto anche di altri fattori, tipo la temperatura ambiente, la boxatura della stampante, una ventola che regoli la temperatura all'interno del box di stampa e via cosi'..
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea
La mia è che è un gatto che si morde la coda, il termometro della stampante sballa, quello esterno anche, quindi ?... Quindi si usa la logica e la matematica; la logica ci dice che il valore medio fra i due dovrebbe essere quello più vicino al reale, la matematica ci dice qual'è.
A quel punto inserisci quel valore "medio" come parametro di temperatura hotend nello slicer, 1 volta sola per quel tipo di materiale che estrudi, e dovrebbe andare bene finchè non cambi l'hotend.
Tentare di rendere precisa una lettura imprecisa con alchimie aritmetiche (equazioni) e logiche è più complesso che fare la media fra due o più valori. Il tutto perchè la precisione assoluta non serve, se servisse.. allora dovremmo tenere conto anche di altri fattori, tipo la temperatura ambiente, la boxatura della stampante, una ventola che regoli la temperatura all'interno del box di stampa e via cosi'..
La mia stampante : Wooden Prusa I3 Pro W
Il mio status : Principiante
Saluti Andrea

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.