|
deep hole drilling April 27, 2007 09:42AM |
Admin Registered: 17 years ago Posts: 1,487 |
last night i sat down and created some heater barrels by drilling a 1/8" hole down the center of a 3" long 3/8" aluminum bolt. i used a long series drill bit, and it worked pretty well. it drilled fast at first, but as i got deeper, it slowed way down. i took the bit out frequently to clean and used lots of oil. sometimes it still jammed and i had to pick compressed aluminum out of the flutes at the tip.
does anyone have suggestions to make this process faster or easier? it also sucks because my drill press only has a 2" travel... so i have to finish it with a hand drill. is there a tool better suited to this, or is a vice + drill press the best option? i should definitely look into getting a better drill press sooner rather than later.
does anyone have suggestions to make this process faster or easier? it also sucks because my drill press only has a 2" travel... so i have to finish it with a hand drill. is there a tool better suited to this, or is a vice + drill press the best option? i should definitely look into getting a better drill press sooner rather than later.
|
Re: deep hole drilling April 27, 2007 11:36AM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: deep hole drilling April 27, 2007 12:11PM |
Admin Registered: 17 years ago Posts: 1,915 |
|
Re: deep hole drilling April 27, 2007 01:08PM |
Admin Registered: 17 years ago Posts: 1,487 |
|
Re: deep hole drilling April 27, 2007 01:26PM |
Registered: 17 years ago Posts: 246 |
I can think of some things that might work, but they'd require modifications to your equipment, (water jet alongside the bit,) or a different bit, (hollow, with a vacuum pump.) Not likely to be useful.
Could channel two pieces of aluminum, then weld them... Alignment might be a bit of a problem. Actually, if you aligned them around a piece of wire, or other material that you would be able to remove later, that wouldn't deform under the fusing process, you could, possibly, pull it off.
Could channel two pieces of aluminum, then weld them... Alignment might be a bit of a problem. Actually, if you aligned them around a piece of wire, or other material that you would be able to remove later, that wouldn't deform under the fusing process, you could, possibly, pull it off.
|
Re: deep hole drilling April 27, 2007 01:37PM |
Admin Registered: 17 years ago Posts: 1,487 |
|
Re: deep hole drilling April 27, 2007 02:04PM |
Registered: 17 years ago Posts: 246 |
How straight does the inside have to be? Could you use two shorter pieces, then thread them together with nuts of sufficient length?
Or would this make the aluminum too thick walled?
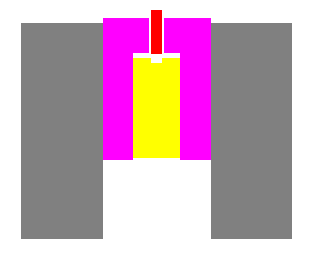
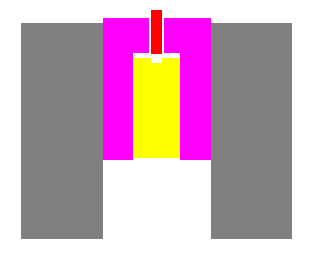
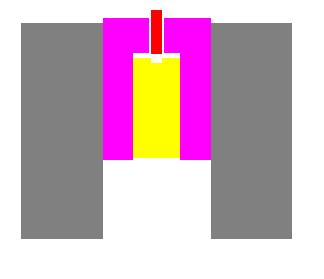
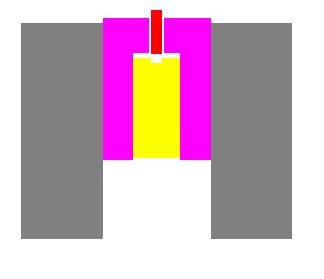
...Actually.. Unless the hole has to be round, you could gouge a block with a hacksaw, then affix a plate to the side.
You'd need a jig to keep the hacksaw aligned with the working piece. Possibly two upside down, fat "L" pieces.
Attachment:
The Gray is the vice. The purple is the 'L' pieces to hold the working piece, which is the yellow. The red is the hacksaw blade.
Would this be simple enough? The fastening stage, this way, could be to simply tap the block, and bolt a plate to the scored side.
Or would this make the aluminum too thick walled?
...Actually.. Unless the hole has to be round, you could gouge a block with a hacksaw, then affix a plate to the side.
You'd need a jig to keep the hacksaw aligned with the working piece. Possibly two upside down, fat "L" pieces.
Attachment:
The Gray is the vice. The purple is the 'L' pieces to hold the working piece, which is the yellow. The red is the hacksaw blade.
Would this be simple enough? The fastening stage, this way, could be to simply tap the block, and bolt a plate to the scored side.
{kind=link}
{kind=link}
|
Re: deep hole drilling April 27, 2007 03:28PM |
Registered: 17 years ago Posts: 246 |
{kind=link}
{kind=link}
|
Re: deep hole drilling April 27, 2007 09:02PM |
Registered: 17 years ago Posts: 17 |
All metals like to be drilled at a slow speed and with light pressure (a touch more than relaxed arm weight). Press to hard or have your drill speed to high and all you'll end up doing is rubbing your part too death and heating up the drill bit to the point that it snaps. A dab of grease on the tip of the drill bit
every so often will keep it going smooth.
Sorry if im telling you how to suck eggs here
every so often will keep it going smooth.
Sorry if im telling you how to suck eggs here
|
Re: deep hole drilling April 28, 2007 12:20PM |
Admin Registered: 17 years ago Posts: 1,487 |
no worries. i've been doing all that already. i was just wondering if i could eke out a few extra units of efficiency and some more tips. =)
doing it with a drill press is 100% do-able and rather easy. it is just a bit time-consuming (~10 minutes for each barrel) i posted on the cnczone forums and they suggested i look into a machine shop with a gundrill.
i'm going to call around next week and see if i can locate someone in my area and see how much they charge. if its less than what i consider my time to be worth, then i think i'll go with them. i plan on getting a bunch of barrels made up to offer to people who dont want to have to do it themselves (or dont want to order 10 bolts from mcmaster to get one barrel.)
doing it with a drill press is 100% do-able and rather easy. it is just a bit time-consuming (~10 minutes for each barrel) i posted on the cnczone forums and they suggested i look into a machine shop with a gundrill.
i'm going to call around next week and see if i can locate someone in my area and see how much they charge. if its less than what i consider my time to be worth, then i think i'll go with them. i plan on getting a bunch of barrels made up to offer to people who dont want to have to do it themselves (or dont want to order 10 bolts from mcmaster to get one barrel.)
|
Re: deep hole drilling May 01, 2007 12:12AM |
Registered: 17 years ago Posts: 370 |
Roach_S Wrote:
-------------------------------------------------------
> ...Actually.. Unless the hole has to be round,
> you could gouge a block with a hacksaw, then affix
> a plate to the side.
Optimally, the extruder barrel should have as low a thermal mass as possible. A rectangular block large enough to have a channel size X with a method to attach a plate (even if that method is simply a bit of extra surface area for some JBweld) would almost by definition have a greater volume, and thus higher thermal mass, than a the cylindrical bolt solution accommodating a size X bore. The block also doesn't have as obvious (to me at least) of a method to switch out the write head.
As an aside, I'm really excited about the variable write heads concept. Even within the constraints of a single material, the ability to quickly change the resolution of the printer will be very useful.
-Kyle
-------------------------------------------------------
> ...Actually.. Unless the hole has to be round,
> you could gouge a block with a hacksaw, then affix
> a plate to the side.
Optimally, the extruder barrel should have as low a thermal mass as possible. A rectangular block large enough to have a channel size X with a method to attach a plate (even if that method is simply a bit of extra surface area for some JBweld) would almost by definition have a greater volume, and thus higher thermal mass, than a the cylindrical bolt solution accommodating a size X bore. The block also doesn't have as obvious (to me at least) of a method to switch out the write head.
As an aside, I'm really excited about the variable write heads concept. Even within the constraints of a single material, the ability to quickly change the resolution of the printer will be very useful.
-Kyle
|
Re: deep hole drilling May 01, 2007 12:41AM |
Admin Registered: 17 years ago Posts: 1,915 |
"Optimally, the extruder barrel should have as low a thermal mass as possible. "
Yup, it should.
[3dreplicators.com]
Yup, it should.
[3dreplicators.com]
|
Re: deep hole drilling May 01, 2007 03:52AM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: deep hole drilling May 01, 2007 07:20AM |
Admin Registered: 17 years ago Posts: 92 |
Yes, I've aimed for high thermal mass in my machine. I'm curious to know why low thermal mass would be a good thing too. The high thermal mass smooths out the effects of starting and stopping the extrusion, which suddenly sucks energy away from the system. I specifically add mass to my extruder just to maintain a steady temperature.
|
Re: deep hole drilling May 01, 2007 12:47PM |
Admin Registered: 17 years ago Posts: 1,915 |
I disabled the reversing function on the polymer pump after discovering that it was causing the clutch safety on the gearmotor to go on when I used it.
I wanted low thermal intertia so that I could get a fast heatup. As well, you can pretty much touch the extruder head of mine and get by with it since there isn't really enough energy in the extruder head to hurt you. Finally, I use a long extruder barrel of which only the bottom is heated. That lets me get the filament well into the extruder barrel before it starts heating up enough to matter and as well keeps the temperature at the brass flange bolted to the PTFE block quite cool.
Mind, I don't claim that the approach I'm taking is necessarily better in the long run. I started out with the intention of making a extruder barrel without having to either create an Afghan lathe or drilling out a bolt. I managed that quite nicely. My barrel is very easy to make. Since then I've discovered that it has some advantages, vis a vis, low thermal intertia and the like that can be exploited in some quite interesting ways.
Edited 1 time(s). Last edit at 05/01/2007 12:51PM by Forrest Higgs.
I wanted low thermal intertia so that I could get a fast heatup. As well, you can pretty much touch the extruder head of mine and get by with it since there isn't really enough energy in the extruder head to hurt you. Finally, I use a long extruder barrel of which only the bottom is heated. That lets me get the filament well into the extruder barrel before it starts heating up enough to matter and as well keeps the temperature at the brass flange bolted to the PTFE block quite cool.
Mind, I don't claim that the approach I'm taking is necessarily better in the long run. I started out with the intention of making a extruder barrel without having to either create an Afghan lathe or drilling out a bolt. I managed that quite nicely. My barrel is very easy to make. Since then I've discovered that it has some advantages, vis a vis, low thermal intertia and the like that can be exploited in some quite interesting ways.
Edited 1 time(s). Last edit at 05/01/2007 12:51PM by Forrest Higgs.
|
Re: deep hole drilling May 03, 2007 05:57PM |
Admin Registered: 17 years ago Posts: 7,879 |
I just spent an evening cutting aluminium and I can definitly say that paraffin makes it a lot easier to cut. [hydraraptor.blogspot.com]
|
Re: deep hole drilling February 27, 2013 05:17PM |
You may want to try this calculator for drilling deep holes: [www.webmachinist.net]
Sorry, only registered users may post in this forum.