Home
>
Reprappers
>
Topic
Update of my print quality.
Posted by Govahnator
|
Update of my print quality. October 04, 2016 05:57PM |
Registered: 9 years ago Posts: 199 |
Hi guys,
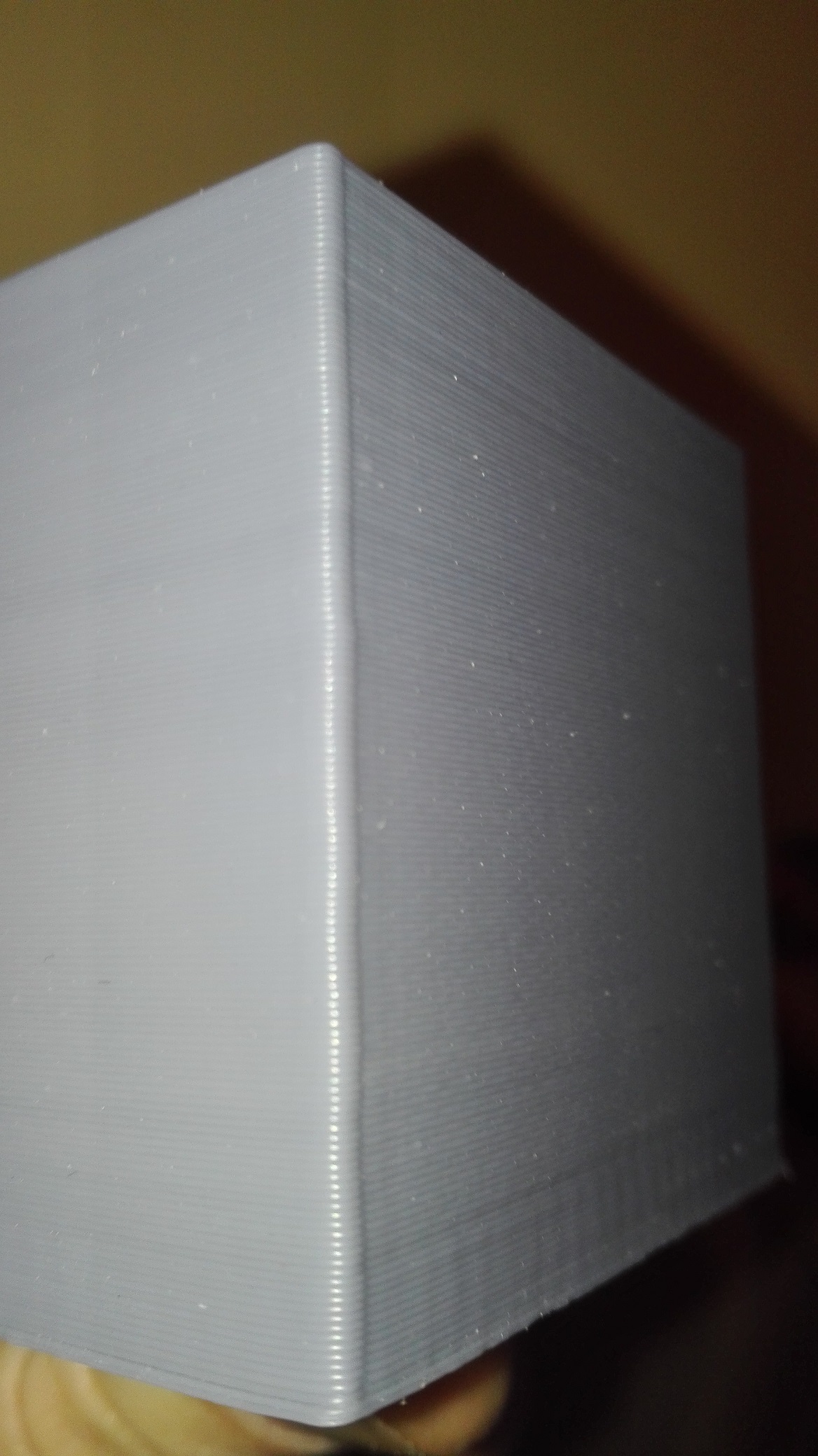
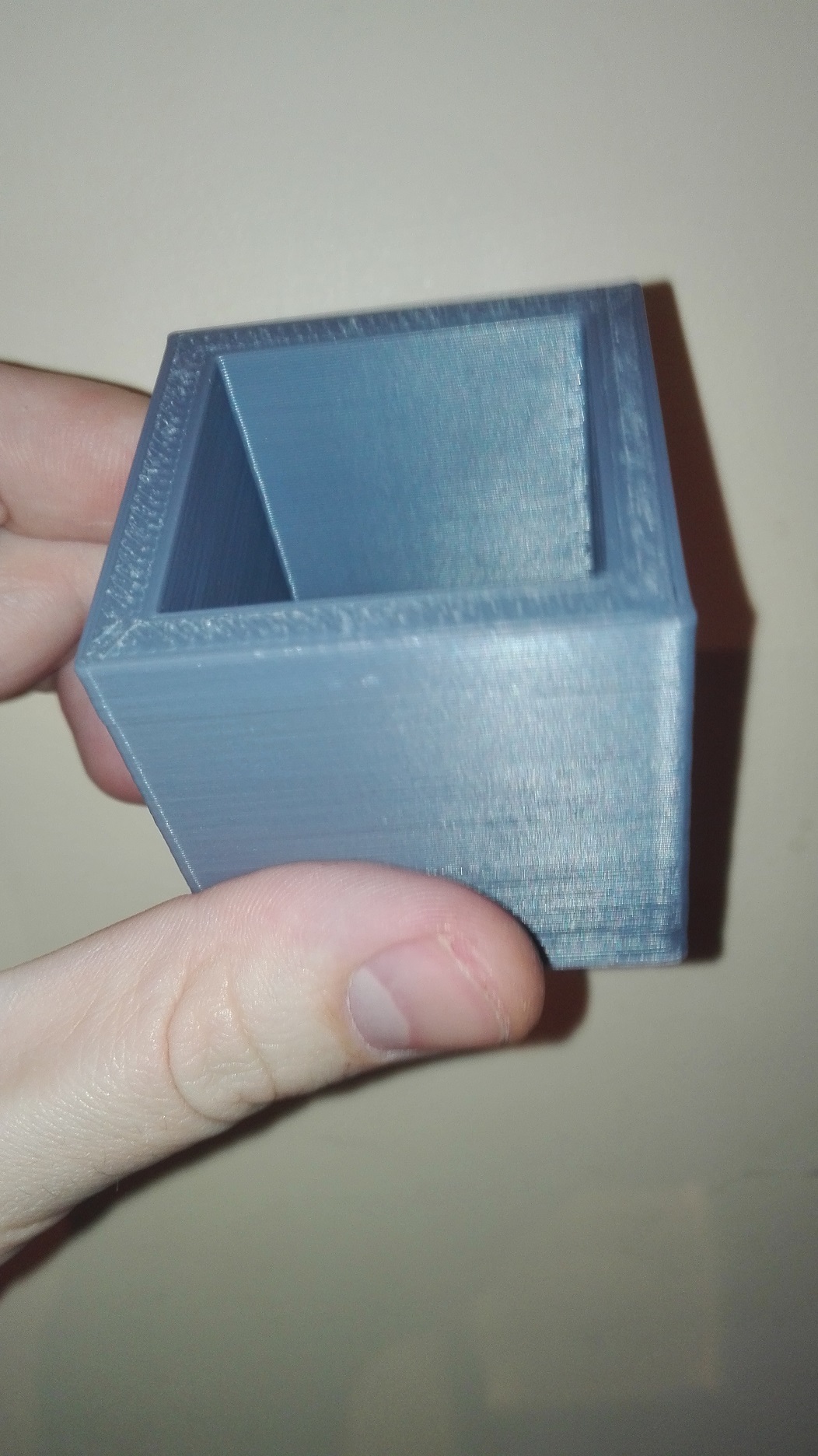
I am getting my custom mendelmax 1.5 to work OK, but the layer alignment is still not like how i want it to be.
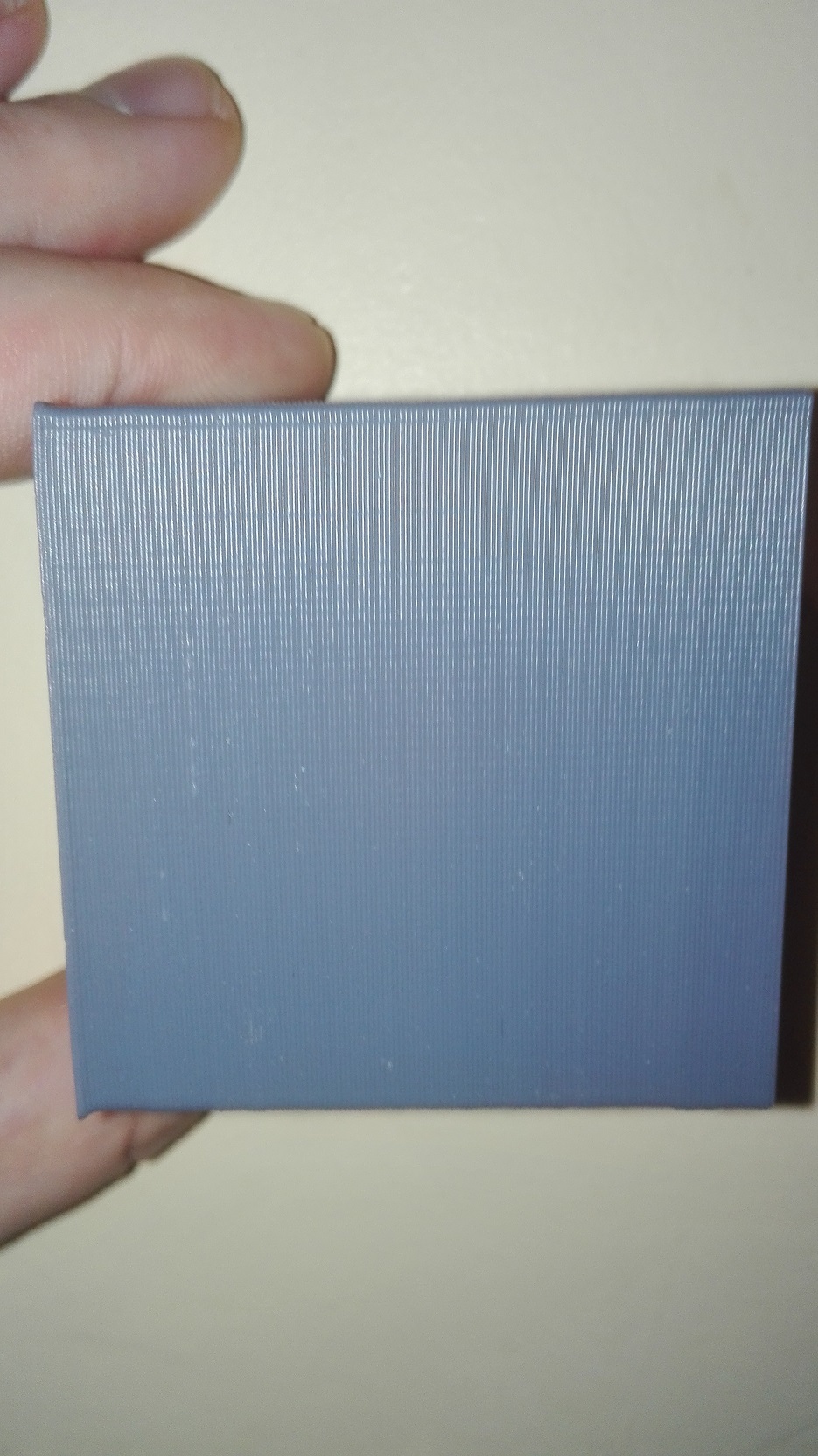
For starting, the first few +- 5 layers can be very much wider then the ones that follow, i have no idea why. I would have guessed to much heat or warping, but that's not the case( there is warping in the print but it has the same effect in prints with no warping), also it is not uniform, it depends print to print, the same with other offsets i am having.
Not all corners are printed the same, 1 of the corners sometimes even comes out nasty, like if the nozzle hits the previous layer of that corner each time.
The print also has a bit of overextrusion, which i fixed already but the layers in the corner stay the same.
The cube was printed with a Custom bulldog extruder, e3d v6 clone 0.5mm, 3mm Esun ABS filament and sliced with slic3r at 0.35 layer height.
i printed at 50mm/s, but i have the same issue at low speed, even at 30mm/s for all speeds.
I didn't use a spoolholder because i know it can help offsets if not following smooth.
I have to say the printer is on my desk, i should try to place it on the ground, but that's quite difficult for the moment.
Any advice?
Edited 4 time(s). Last edit at 10/04/2016 06:05PM by Govahnator.
I am getting my custom mendelmax 1.5 to work OK, but the layer alignment is still not like how i want it to be.
For starting, the first few +- 5 layers can be very much wider then the ones that follow, i have no idea why. I would have guessed to much heat or warping, but that's not the case( there is warping in the print but it has the same effect in prints with no warping), also it is not uniform, it depends print to print, the same with other offsets i am having.
Not all corners are printed the same, 1 of the corners sometimes even comes out nasty, like if the nozzle hits the previous layer of that corner each time.
The print also has a bit of overextrusion, which i fixed already but the layers in the corner stay the same.
The cube was printed with a Custom bulldog extruder, e3d v6 clone 0.5mm, 3mm Esun ABS filament and sliced with slic3r at 0.35 layer height.
i printed at 50mm/s, but i have the same issue at low speed, even at 30mm/s for all speeds.
I didn't use a spoolholder because i know it can help offsets if not following smooth.
I have to say the printer is on my desk, i should try to place it on the ground, but that's quite difficult for the moment.
Any advice?
Edited 4 time(s). Last edit at 10/04/2016 06:05PM by Govahnator.
|
Re: Update of my print quality. October 04, 2016 07:18PM |
Registered: 8 years ago Posts: 45 |
|
Re: Update of my print quality. October 12, 2016 06:20PM |
Registered: 9 years ago Posts: 752 |
What version of slicer are you using? 1.2.9 has a known issue with overextruding thin walls, try version 1.2.7 or older. That might explain why the corners come up. The first few layers seem to be squashed. Are you sure the offset of the nozzle to the bed is correct? If it's too close the first layer will be squased, the second less so etc. causing the 'elephant feet'.
Did you calibrate the xy-jerk setting? If only the corners seem to be over extruding it could be the xy-jerk setting is too low. It will force the speed of the nozzle down to that speed if the speed of your normal printing is set higher. This can cause more material to be extruded since the previous move was much faster and needed faster feed rate. The filament can't speed up/slow down as quickly because of the elasticity/springiness.
The highest quality can be had when the speed of the nozzle and feedrate is as constant as possible. Set everything to 30mm/s (except first layer, 15mm/s is what I usually use) and start from there. When you're satisfied with the print quality you can bump it up and find the speed vs quality that you're comfortable with. Using speeds over 60mm/s will put an increasingly higher strain on the parts and tolerances of the printer making calibration etc more difficult.
--
Kind regards
Imqqmi
NFAN CoreXY printer:
[reprap.org]
Did you calibrate the xy-jerk setting? If only the corners seem to be over extruding it could be the xy-jerk setting is too low. It will force the speed of the nozzle down to that speed if the speed of your normal printing is set higher. This can cause more material to be extruded since the previous move was much faster and needed faster feed rate. The filament can't speed up/slow down as quickly because of the elasticity/springiness.
The highest quality can be had when the speed of the nozzle and feedrate is as constant as possible. Set everything to 30mm/s (except first layer, 15mm/s is what I usually use) and start from there. When you're satisfied with the print quality you can bump it up and find the speed vs quality that you're comfortable with. Using speeds over 60mm/s will put an increasingly higher strain on the parts and tolerances of the printer making calibration etc more difficult.
--
Kind regards
Imqqmi
NFAN CoreXY printer:
[reprap.org]
|
Re: Update of my print quality. October 13, 2016 08:44PM |
Registered: 9 years ago Posts: 199 |
I have used slic3r, cura and simplify 3d, they all give the same result.
The first layer is a bit squished to hold so it doesn't come loose, the other layers are printed correctly with enouph spacing .
I have also tried using the same low speed for all speed settings, same result.
I have never tried changing jerk settings before, i am using the default wich are:
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
I have to say that i use a bulldog extruder with a even heavier motor then default. Total weight is around 650 grams i think.
I am testing a bowden setup at the moment to test if this solves the issue.
If this doesn't help i am thinking that there is a problem with my z axis. The leadscrews move kind of odd within the nut. Tried different nuts and nema's with integrated leadscrew, they act even more odd.
The first layer is a bit squished to hold so it doesn't come loose, the other layers are printed correctly with enouph spacing .
I have also tried using the same low speed for all speed settings, same result.
I have never tried changing jerk settings before, i am using the default wich are:
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
I have to say that i use a bulldog extruder with a even heavier motor then default. Total weight is around 650 grams i think.
I am testing a bowden setup at the moment to test if this solves the issue.
If this doesn't help i am thinking that there is a problem with my z axis. The leadscrews move kind of odd within the nut. Tried different nuts and nema's with integrated leadscrew, they act even more odd.
Quote
imqqmi
Edited 2 time(s). Last edit at 10/13/2016 08:45PM by Govahnator.
|
Re: Update of my print quality. October 14, 2016 10:36AM |
Registered: 10 years ago Posts: 651 |
Your corners definitely appear to be bulging. I'd adjust the XY Jerk to 10, that's quite a bit of mass for an instantaneous change.
Wonder if those bottom layers are bulging out because they're the base of the object, and those first so many layers the infill is allowed to reach a higher speed, maybe it's pushing the perimeter out?
I've made this part, attached below that might test that.
On another note, see if you can get that X belt parallel. I'd think that as it is now, it'd have a hard time as the carriage reaches the end of the axis.
Edited 2 time(s). Last edit at 10/14/2016 10:49AM by FA-MAS.
Wonder if those bottom layers are bulging out because they're the base of the object, and those first so many layers the infill is allowed to reach a higher speed, maybe it's pushing the perimeter out?
I've made this part, attached below that might test that.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
On another note, see if you can get that X belt parallel. I'd think that as it is now, it'd have a hard time as the carriage reaches the end of the axis.
Edited 2 time(s). Last edit at 10/14/2016 10:49AM by FA-MAS.
Sorry, only registered users may post in this forum.