Diamond Hotend/ua
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |
Стан випуску: Діючий

| Опис | Triple filament hotend |
| Ліцензія | CC-BY-NC-SA See the License section |
| Автор | RepRap.me |
| Співавтори | |
| На основі | Sui Generis |
| Категорії | Diamond Hotend |
| CAD моделі | Thingiverse, GitHub |
| Посилання на зовнішній ресурс | www.RepRap.me |

Click image for credits
Contents
Compact multicolor printhead
The Diamond Hotend is a versatile multicolor FDM 3D-printer hotend.
This hotend enables virtually every existing home or office 3D-printer to being upgraded into printing any color of the rainbow.
The hotend system features three indepentently controlled filament lines that are combined into a single 0.4 mm nozzle output.
By feeding the transluscent colors cyan, magenta and yellow any color (hue) can be produced as is demonstrated below.

Watch the video of the Prusa i3 Hephestos equipped with a Diamond Hotend printing the 3D-Hubs' mascot "Marvin" here
Features
- 3 pcs inputs for 1.7 mm filament
- Common 0.4 mm nozzle orifice
- Smallest possible mixing chamber for minimal waste and fast color change
- Cutout for standard 40W heater cartridge and leaded thermistor
- 3 pcs threaded mounting holes for state of the art E3D v6 series coldend
- Combined mounting bracket and airguide for optimal cooling by a 50mm high efficiency fan
- Optional pendant for attaching a 5015 blower fan for extrudate cooling
- Weight of assembled hotend: 250 grams (nozzle, HeatSinks, cooling shield, fan, heater cartridge & thermistor)
The key feature of The Diamond Hotend is the diamond shaped nozzle. We have designed the nozzle to have smallest possible mixing chamber, to make color shifts as fast as possible and to avoid unnecessary filament waste. To ensure rapid nozzle heat up we have constructed the nozzle as compact as possible.
Benefits of this design
- Easy calibration
- Better precision compared to multi-nozzle printing
- Prints with 3 different colors
- Minimal filament waste

Sources
These parts are recommended in order to construct a working Diamond hotend
Part list
- 1 x The Diamond Hotend nozzle File:Diamond Nozzle.pdf
- 1 x Diamond Hotend Cooler Shield (printed part)
- 3 x Thermal insulation sheet (made from lasercut fire blanket: diamond_thermal_insulation.dxf)
- 1 x Thermal compound
- 1 x Standard cartridge heater (12 Volt / 40 Watt / Ø:5.8 mm / L:20 mm max)
- 1 x Leaded glass bead thermistor (EPCOS 100k NTC)
- 3 x E3D-Lite6 HeatSinks with bowden fittings
- 1 x High efficiency fan 50 mm capable of delivering an airflow of at least 18 CFM (cubic feet per minute) (e.g. Multicomp MC35357)
- 4 x Zip ties (2.5x100 mm)
- 2 x M3 nut
- 4 x M3 x 20 mm countersunk screw [1]
- 2 x M3 x 16 mm screw
- 2 x M3 washer (Ø7 mm)
- 1 x Extension wire with 2P female Dupont for the 50 mm fan
- 1 x Heat shrink for the extension wire
Other parts
- 3 x PTFE Bowden tube (DO:4 mm / DI:2 mm /L:500 mm)
- 3 x Bowden extruder (eg. MK9 bowden extruder)
- 1 x Electronics capable of driving at least 6 stepper motors (eg. RUMBA or RAMPS with Stepper Expander)
- 1 x Radial blower fan 5015S available via eBay (we found that the label AV-5015S could deliver the most output) example search on eBay
Assembling

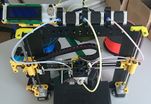
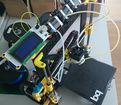
Picture shows a bq Prusa i3 Hephestos refitted with Diamond Hotend, three extruders and three custom design 500 gram CMY filament rolls
Cooling Shield - Standard Prusa i3 version
These instructions are written with bq Prusa i3 Hephestos in mind
If you haven't already done so, or you want the one with the blower fan option, download and print the Diamond Hotend Cooler Shield (for Prusa i3 at http://www.thingiverse.com/thing:720520). For normal use we recommend printing the cooler shield in PLA. For printing with materials that require higher printing temperatures, we recommend printing the shield in ABS or another material with a higher glass transition temperature (Tg).


Insert the two M3 nuts into the hexagonal holes at the rear of the printed Cooler Shield and press them into place. If necessary use a soldering iron to heat the nuts and melt them into place.
The two holes are spaced 30.5 mm apart, hence it should fit most Prusa i3 printers, but check with your printer anyways - you may have to customize this part if your printer have different specifications.
If you are assembling the version with the blower pendant, insert a M3 nut through the designated internal slot.

Apply a small amount of the thermal compound to the center hole of the Diamond Hotend.

Insert the heater cartridge into the center hole of the Diamond Hotend and press it in as much as possible. Wipe off excess compound. If there's no excess remove the heater cartridge and repeat from step 3 adding more compound. The heater cartridge must be inserted so far in that it will be held in place and partly covered by the lower fins of the HeatSinks. Failure in executing this step can lead to skewed Heatsinks, improperly tightened HeatSinks and even a leaking hotend, so please be sure to do this step right.




Dip the thermistor tip into the remaining thermal compound and press it into the 2 mm hole in the Diamond Hotend along with some millimeters of the PTFE tape tubings, which will keep the thermistor locked in place.

Stack the three Thermal Isolator Sheets, feed the wire ends through their corresponding holes, then firmly press the sheets onto the threaded part of the HeatSinks. Remove any insulator residue stuck in or on the threaded part.
Note:
At this point it is recommended to wind some PTFE Teflon tape (plumbers tape) around the threads of the three HeatSinks before assembling, this will help to avoid leakage. Another option is to use "liquid sealing" e.g. SISEAL which allows for better fitting between the hotend and HeatSink.

Observe orientation in relation to the thermistor and screw the HeatSinks loosely into the Diamond Hotend. Do not tighten yet, we will do this later.

Grasp the wire ends from the heater cartridge along with the thermistor wire ends and feed them all the way through the pointy end of the Cooler Shield orienting the shield in such a way that the thermistor is located closest to the Cooler Shield mounting plate. Press the small black Bowden Fittings into the rear ends of the HeatSinks.

Making sure the wires remain in the central opening of the Cooler Shield, press the shield into the hotend assembly. The rear end of the HeatSinks must click equally into the grooves on the Cooler Shield. Retighten the HeatSinks but be careful not to over-tighten or the Heat Breaks might collapse.

Use 3 cable ties to attach the HeatSinks onto the Cooler Shield and the fourth cable tie to attach the wires onto the rear part of the Cooler Shield (the side which has a groove where the cables will fit).

Cut off any excess of the cable ties.







Mount the fan using 4 pcs M3 x 20 mm countersunk screws. Make sure to orient the fan such that the airflow goes down into the Cooler Shield (label side of fan pointing into the assembly) and the wires coming out at the same side as the other wires.
Attach the hotend mount onto the x-carriage of the Prusa i3 Hephestos using 2 pcs M3 x 16 mm along with 2 pcs M3 washers.

To avoid filament clogging and/or meltdown of the Cooler Shield the fan must be constantly running. Be sure to connect it directly to 12 volt using the red/black extension cord. First cut the heat shrinking tube into two, slide them over each wire (black and red) and solder the bare leads from the fan onto the extension cord then carefully shrink the tubing using the flame of a lighter.- RAMPS: The other end of the extension wire connects to the power input terminals of the RAMPS board.
- RUMBA: On a RUMBA board there is a 2 pin terminal referred to as 12V, connect the extension wire here.
Strip the outer 5 mm of the heater cartridge wire ends and mount them in the Hotend power output screw terminal.- RAMPS: On the RAMPS board this is done via the terminal referred to as D10. The thermistor plug goes to the pins marked T0.
- RUMBA: On a RUMBA board this is done via the terminal referred to as HE0. The thermistor plug goes to the pins marked T0.
Before using your Diamond Hotend, in order to avoid liquid plastic leakage the HeatSinks must be properly tightened while hot. Heat up your Diamond Hotend and tighten the HeatSinks. (While you are at it, make sure the top fan is running or you will end up with a hotend mount meltdown). You may use a water pump size pliers (to avoid making marks or scratches on the HeatSinks you could put a piece of cloth in between) but please be careful not to over-tighten as the weakest spot is the HeatBreak and it cannot take a whole lot of stress. For further details also see E3D assembly instructions
- RUMBA users only: When connecting the Z-axis motor wiring on a printer with dual Z-motors you will find that there is only one plug on the board. A simple workaround is to strip the wires and connect them in parallel to the Z-screw terminals. Another workaround is to solder the wires into one plug. Please note the colors or the order of colours shown here is not necessarily the same as found on your printer (please refer to your printers documentation). If you find that motor(s) are turning the opposite way as intended then simply switch off the machine, turn the plug(s) by 180 degrees.
Bowden tube hints
Attaching the bowden tubes
- Before inserting the bowden tube into the E3D HeatSink, cut off a small piece perpendicular the end as to make a perfect right angle cut. This is to eliminate the gap between the tube and the hotend which will also help avoid clogging.
- At the motor end of the bowden tube drill the inside of the tube using an exacto knife (or another sharp tool) in order to create a small funnel. When loading filament this will help guide the filament into the tube. Be absolutely sure to remove all excess from drill remainings before inserting the tube into the extruder coupling since you do not want this residue ending up inside the hotend as it will most likely cause clogging of your hotend.
- Prior to applying filament you must fully insert the bowden tubes (approx. 53 mm) into the three HeatSinks. If you do not, the HeatSinks will get clogged and the filament get stuck! When fully inserted use your nails or a small plier to lift the black tube retention ring approximately 1-2 mm's and you should then be able to insert the tube another 1-2 millimeters down. Furthermore you may insert a Bowden Tube Clip under the retention ring to hold it tight against the tube.
General bowden hints
- Using even lengths on all three tubes is recommended as these will be easiest to manage in case you want to swap any of them at a later point.
- The shorter the bowden tubes the better, this is because it decreases both filament corrugation and resulting friction to the inside of the tube. The optimal length of the bowden tubes however depends on how the hotend moves. Be sure to make the tubes long enough to be able to reach all hotend positions while avoiding any sharp bends.
- Roughly speaking most printers with a standard 20 x 20 cm print area (at least those with hotend moving in only one dimension having a clearance in the order of 200 mm) will need the tubes to be approximately 50 cm (depending on extruder placement).
- On Witbox (which has a print area the size of a sheet of A4 paper) the tubes need to be approximately 65 cm.
- If you have a bowden tube that is stuck with melted up filament inside and you are having trouble getting it loose, take a cup of hot water (60 deg. Celcius or above) and dip the tube into it for about ten seconds. This will soften the filament and you should be able to push out the blockage with ease by using another piece of filament.
- Some people have reported trouble fitting the bowden tube inside the E3D HeatSinks, and it turns out the outer diameter of the tube is approximately 0.1 mm larger than expected. To accommodate this, one of following actions can be taken, treating one pair of HeatSink/bowden at a time:
- Carefully scratch or scrape the surface of the bowden tube by sanding or using an exacto knife until it fits the HeatSink.
- One user reports: heat up the heatsink (if necessary use a heat gun) and the bowden tube should slide right in. If using the E3D-LiteV6 please remove the black ring on beforehand (use nose pliers or similar) as it can not withstand the temperatures involved in this procedure.
Cleaning up a clogged hotend
LiteV6 1.7 version
If your extruder jams or is clicking, nothing comes out of the tip and filament is stuck, consider going through the following steps:
- First thing is to check whether the bowden tubes were fed all the way through the heatsinks. This is very important as any gap between the tube and the hotend itself inevitably will cause a buildup of melted material that when it hardens will form a blockage and cause the filament to become stuck. The next thing that happens after a blockage is that either the motors are skipping steps or the drive gear will start chewing filament and extrusion stops.
- Place a mark (use a fine permanent marker) on the bowden tubes where they go into the black plastic ring on the heatsink. Then unplug one of the bowden tubes and measure the distance from your mark to the end of the tube. This distance must be 53 millimeters.
- If you find this distance is shorter it probably means there are now a blob of plastic inside the bottom of the heatsink where the bowden tube were supposed to be. To remove this blob, first heat up the hotend to around 220 degree Celsius. Then insert a long 1.5 millimeter hex key (or similar rod no thicker than 1.8 mm) and push the blob towards the hotend as to extrude it in order to get rid of the blob. Also remove all the residue from the inner sides of the heatsink. If it is not possible to push the rod through the blob, it will help to heat it with the flame of a lighter then quickly insert it, let it melt a little into the blob and then quickly pull it out. Usually this technique will cause an amount of residue to be stuck on the rod upon removal.
Repeat the above steps until all residues have been removed and you can clearly feel the rod touching the edge of the diamond hotend at the bottom of the heatsink.
- When the Inner part of the heatsink is clean, take the bowden tube and make sure that the end is cut perpendicular, if not make a clean cut using an exacto knife, then use the permanent marker and set a mark at a length of 53 mm from the end of the tube. Then insert the tube all the way to the bottom of the heatsink and ensure that the marking goes flush with the black locking ring.
- The final step is to lift the locking ring while applying pressure to the bowden tube, do this by pressing down on the bowden tube with one hand while simultaneously pulling the black locking ring upwards (use a pair of tweezers or some other tool that is able to reach below the ring) then releasing the bowden tube. When this is done correctly the black ring will maintain the tension on the bowden tube and thereby ensure that there will never be a gap between the bowden tube and the hotend.
Repeat for each remaining heatsink. When finished, insert filament through all three extruders, all the way to the hotend but do not extrude any filament until all three filaments are loaded. Then verify that extrusion of all three filaments is possible.
Prusa i3 version with extrudate cooling
If you wish the benefits of actively cooling the extruded material while printing with your new Diamond Hotend (especially good for printing bridges and overhangs), we encourage you to browse to http://www.thingiverse.com/thing:720520. There you will find an alternate cooler shield file, this version features a pendant for attaching a 5015S radial blower fan.
- Download and print “diamond_cooler_shield_blower.stl”, and “bq_extruder_Tobera.stl”.
- Insert two M3 nuts into the cooler shield blower pendant.
- Screw the blower bracket in place using 2 pcs countersunk M3 x 10 mm screws.
- Screw the radial blower onto the blower bracket using 2 pcs M3 x 20 mm screws.
- Screw the blower nozzle onto the blower bracket using 1 pcs M3 x 15 mm screw.
- Extend the wires from the blower
Extruder motor mounting
The original Kickstarter rewards for the 1,7 mm filament version of the Diamond Hotend came with optional MK9 bowden extruders. The bowden extruder mounting brackets are printable and is available in slightly different versions intended for a few different printers mounting locations. The printable parts are available on Thingiverse.
- For bq Prusa i3 Hephestos the part "MK9_bowden_angled_right.stl" is used and the assembled extruders are evenly spaced on top of the Prusa i3 frame.
- For other Prusa i3 it is recommended to measure the exact dimensions of the top part of the frame in order to produce mounting brackets with a perfect fit. Edit the OpenSCAD file "MK9_bowden.scad" accordingly then compile, render and export a new stl file.
Assembly instructions for the bq Prusa i3 Hephestos with Stepper Expander - (as of October 2015):
- Assemble each extruder by placing the small printed part on top of the larger angled part so that the parts align. Put a M3 x 20 mm through each mounting hole and screw them loosely onto the stepper motor. Insert the bowden coupling into the slot between the two printed parts and fasten the two mounting screws.



- Attach the bowden extruders next to each other on top of the Prusa i3 Hephestos metal frame. Attach a motor cable to each extruder motor. The extruder motor closest to the LCD display connects like the normal extruder as mentioned in the original Hephestos assembly guide (See the connection diagram). The middle extruder motor connects to the second extruder pinrow next to the original motor connection. The third extruder motor cable connects to the pins on the external stepper driver. All motor cables are intended to connect with the black wire upwards.


Please observe that the orientation of all stepsticks are the same throughout the printer.
Firmware
For most firmware to support the Diamond Hotend upgrade some changes are required.
Repetier firmware
Since version 0.92 of Repetier-Firmware there is the option to support a mixing extruder. In fact this feature enables the firmware to handle extrusion from more than one extruder at the same time, in effect allowing for true color mixing capability.
Another neat feature of Repetier-Firmware is that when using firmware retraction Repetier-Firmware can simultaneously retract all three filaments, thereby lowering the retraction length needed (to 5 mm or even lower), in turn allowing for a cleaner, faster, more efficient retraction sequence.
Since setting up Repetier-Firmware is out of the scope of this article, you should go have a look at Repetier Color Mixing.
Repetier-Firmware is an alternative to Marlin firmware. If you choose to go with Repetier-Firmware you can skip the next section about setting up Marlin.
Marlin firmware
This slightly modified version of Marlin which can also be obtained via the link from the Download section below.
Firmware adaption
For the initial development of this hotend we used the RUMBA motherboard running Marlin The necessary firmware adaptions listed below are centered on Marlin version 1
In Configuration.h
#define MOTHERBOARD 80 #define EXTRUDERS 3 #define TEMP_SENSOR_0 6 #define TEMP_SENSOR_1 6 #define TEMP_SENSOR_2 6
In Pins.h (scroll down into the “RUMBA pin assignment” section or whatever board matching your setup)
#define TEMP_0_PIN 15 #define TEMP_1_PIN 15 #define TEMP_2_PIN 15
Electronics setup
RAMPS
As of October 2015 the bq Prusa i3 Hephestos - Diamond Hotend version is shipped with the original RAMPS electronics plus a Stepper Expander to make up for the extra third extruder driver.
- Attach 4 pcs adhesive PCB stand-offs to the Stepper Expander and mount it above the RAMPS, inside the fan holder mount, with the screw terminals pointing upwards. Alternatively use the modified version of the fan holder mount that has been made, replacing the PCB standoff's, see Accessories section below.
- While observing orientation insert one stepstick on the vacant position on the RAMPS board and the other stepstick into the Stepper Expander. (The trimpot on a standard A4988 driver should be closest to the power terminals on the Stepper Expander)
- Attach the 2x5p IDC cable from the RAMPS' AUX-2 expansion pins to the Stepper Expander pins, ribbon cable going away from either board.
- Attach one end of the power wiring to the Stepper Expander's screw terminals, the other end to the power input terminals of the RAMPS board (the black wire to - and the red wire to +). If you don't mind soldering your RAMPS board (voiding the warranty) you can mount a 2 pin male pin header to the position marked 12-AUX and attach the power wires from there.
There are other ways of adding more extruders to RAMPS, for some examples see Adding more extruders.Rumba
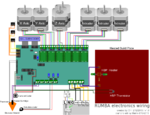
If you are using a RUMBA motherboard to control your printer, here is how to set it up for the Diamond Hotend:
- Link: Wiring of the various parts
- Install the RUMBA TAURINO driver from RUMBA (scroll down to the RUMBA_USB_Driver_for_Windows section)
- Move the on-board jumper from "Stand-alone" to "USB Power". See reference image.
- Attach a MINI-USB cable.
- If you do not already have Arduino IDE installed on your computer, download and install version 1.0.x from http://arduino.cc/en/Main/Software. For general info on how to upload firmware onto the motherboard please see http://arduino.cc/en/Guide/HomePage.
- Using Arduino IDE, upload the Marlin (Stable) Diamond Hotend version firmware to the motherboard. If you are using a different printer you should edit the firmware to fit your machine parameters.
- Move the jumper back to "Stand-alone" position.
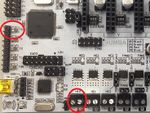
- Set all the microswitches beneath each stepsticks socket to ON position.
- Mount stepsticks into the sockets X, Y, Z E0, E1 and E2 on the Rumba motherboard. Caution: be sure to orientate them such that the corner pin marked EN is closer to the motor output terminals.
- Attach the thermistor to the T0 pin header.
- Power supply wires (12 volt) mounts in the MAIN-PWR screw terminal.
Note: if you are using the BLUE version of the Rumba board and want to connect a display via the EXP1 and EXP2 terminals, be aware that the silk print has those two connectors swapped, so you should connect the EXP1 cable to the terminal labeled EXP2 and vice-versa.
Other
If your current electronics supports only one or two extruders but has some GPIO pins in surplus you should be able to upgrade the number of extruders.
Please see Adding more extruders.Slicer settings
Slic3r
Print Settings tab:
Layers and perimeters → Layer height: 0.2 mm
Printer Settings tab:
General → Capabilities → Extruders: 3
Custom G-code → Start G-code:T0 M190 S[first_layer_bed_temperature] M109 S[first_layer_temperature] G28 G0 Z5 G0 X0 Y0 G91 T0 G0 E8 F100 T1 G0 E8 F100 T2 G0 E8 F100 T0 G90 G0 X30 Z0 F1000 G0 Z0.1 G92 E0
Note for other slicers: [first_layer_bed_temperature] must be exchanged with e.g. 60 and [first_layer_temperature] must be exchanged with e.g. 195.
Custom G-code → End G-codeT0 M104 S0 M140 S0 G28 X0 G91 G1 Z10 F1200 M84
Extruder 1 → Size → Nozzle diameter: 0.4 mm
Extruder 1 → Position → Extruder offset: X: 0 mm
Extruder 1 → Position → Extruder offset: Y: 0 mm
Extruder 1 → Retraction → Length: 5 mm (hint: if clogging occours try lower values or increase cooling flow)
Extruder 1 → Retraction → Lift Z: 0.1 mm
Extruder 1 → Retraction → Speed: 100 mm/s
Extruder 1 → Retraction → Extra length on restart: 0 mm
Extruder 1 → Retraction when tool is disabled → Length: 5 mm (hint: if clogging occours try lower values or increase cooling flow)
Extruder 1 → Retraction when tool is disabled → Extra length on restart: 0.2 mm
(The same settings apply to extruder 2 & 3)
Alternative start code
This start-gcode for Slic3r begins by heating the hotend, then homing the head and sequentially for each extruder it will purge an amount of material while moving the tip away from the build plate leaving three small blobs spaced 20 mm apart.
T0 M190 S[first_layer_bed_temperature] M109 S[first_layer_temperature] G28 ;Home all axes G91 ;Use relative coordinates M106 ;Turn on fan T2 G0 Z3 E20 F100 G0 Y20 Z-3 F1000 T1 G0 Z3 E20 F100 G0 Y20 Z-3 F1000 T0 G0 Z3 E20 F100 G0 Y20 Z-3 F1000 M107 ;Turn off fan G90 ;Back to absolute coordinates G92 E0 ;Reset extruder position
Note for other slicers: [first_layer_bed_temperature] must be exchanged with e.g. 60 and [first_layer_temperature] must be exchanged with e.g. 195.
Cura
At the time of writing, triple-material slicing with Cura is not recommended. We tried, but the current version (v.15.01 at the time of writing) of Cura only works for dual material printing. However the developers of Cura has mentioned that this will become a feature from the next major version change.
Other slicing software
If you prefer using slicing software that has not been mentioned here and you have successfully applied workable settings, we encourage you to share these settings with the rest of the community by uploading them to one of the free online file sharing sites. Be sure to use the name Diamond Hotend either in the title, description or tags and add it to this section.
Multi-material printing with Repetier Host
More experienced users might want to read this Repetier Color Mixing (advanced)
Anyone else should continue reading belowUsing AMF files
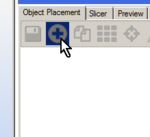
Add your desired multi-material object (.amf file) using the encircled plus symbol on the right pane.

Again using the encircled plus symbol add “primetower.amf” then click the encircled areas and enter a Z-value to scale it in the Z-direction equal to the object in step 1.

Verify that the primetower is located behind the object to be printed as seen from View → Front View.

Choose Slic3r settings appropriate for the object you want to print and press “Slice with Slic3r...”.
Combining STL files
Slic3r version 1.1.7 or earlier have a "Combine multi-material STL files..." option... OR you could use Repetier-Host as described below:
Add each part of your desired multi-material object (multiple .stl files) using the encircled plus symbol on the right pane.
- In the right pane drag the objects onto each other so that they become members of the same group.
- Assign an extruder to each of the object parts using the drop-down box that appear next to each part.
Again using the encircled plus symbol add “primetower.amf” then click the encircled areas and enter a Z-value to scale it in the Z-direction equal to the object in step 1.
Verify that the primetower is located behind the object to be printed as seen from View → Front View.
Choose Slic3r settings appropriate for the object you want to print and press “Slice with Slic3r...”.
- You can now print directly from within Reptier Host or choose to save your gcode to SD-card.
You may also choose to save your work as an AMF file for easier access: hold down Ctrl-key while selecting each object group from the right pane, when done press the small save icon left to the encircled plus symbol, choose a location and a name, make sure "Save as type" is "AMF-Files" and click Save.
The file Primetower.amf is available for download in the Downloads section below.
For further info on using Repetier Host please refer to the Repetier-Host Documentation found at http://www.repetier.com/documentation/repetier-host/
Developers
The source code for the cooling shield is an OpenSCAD script that you can download here: thingiverse thing 720520
If you are making a Diamond Hotend mounting bracket for a different printer we encourage you to share your design with the rest of the community by uploading it to one of the free online file sharing sites. Please use the name Diamond Hotend either in the title, description or tags and add a link in the bottom of this page.License
The Diamond Nozzle is released under the Creative Commons CC-BY-NC-SA license. We chose this license because of the significant amount of manhours invested in the project. The cooling shield and related parts that were developed by RepRap.me are released under the CC-BY-SA license. We (RepRap.me) intend to release the original project as a whole under the CC-BY-SA license, if and when we decide to publish a new or superior version of the project.
Revision History
Production batches:
Rev. 0.1a (2 pcs produced for proof of concept)
Rev. 0.2b (10 pcs produced for beta testing)
Rev. 1.0 (1.75 mm and 3.0 mm versions made available)
Fun facts
Beginning April 1st. 2015 a Kickstarter campaign were launched to initiate the Diamond Hotend production. As of April 3rd. the campaign had reached its goal with still 27 days to go. At the end of the campaign the goal was met by over 400% of the original (DKK150000) sum pledged. A big thank you to everyone goes out to every one of the backers supporting this project by pedging in on the campaign.
How to get it
The Diamond Nozzle can be bought alone or as a Diamond Hotend kit at RepRap.me.
Downloads
- Repetier-Host
- Arduino IDE version 1.06
- Marlin v1 for the Diamond Hotend (Press the "Download ZIP" button on the right side of the page to get the whole package)
- Primetower.amf on Thingiverse
- Repetier Diamond Hotend Color scripts.txt (Scripts to setup virtual extruders for mix of colors)
If you have a firmware you will share, then please add it to the list below:Firmware for Diamond Hotend printers
- bq Witbox - Marlin v1.4.2 RAMPS + Stepper Expander X1
- bq Witbox - Marlin v1.4.2 RUMBA + Heatbed
- bq Witbox - Marlin RAMPS + Stepper Expander X1
- bq Witbox - Marlin RUMBA + Heatbed
- bq Witbox - Repetier RAMPS
- bq Hephestos - Marlin RUMBA + Heatbed
- bq Hephestos - Repetier RAMPS
- Makerbot Replicator - Repetier Ramps + Stepper Expander X1
- Wanhao Duplicator - Repetier Ramps + Stepper Expander X1
- Ultimaker - Marlin RUMBA
- FolgerTech FT-5 - Repetier MKS Gen. 1.4 + Stepper Expander X1
- Flashforge Creator Pro - Repetier V1.0 RUMBA
Guides for other printers
- Diamond Hotend upgrade guide for Wanhao Duplicator 4, Makerbot Replicator/Replicator 2 and Flashforge Creator Pro
- Diamond Hotend upgrade guide for bq Witbox
- Diamond Hotend upgrade guide for Ultimaker original and Ultimaker 2
- Diamond Hotend upgrade guide for Creality CR-10
Made a new mount or accessory for the Diamond Hotend? Feel free to go on and list your creation below:
Mounts for other printers
- Diamond hotend printrbot 2 plus 1306? edition by Enochj
- Diamond hotend Nozzle -Kossel / Delta mod. by Rhuuk
- Diamond Hotend for Rostock Max by MeowFace
- Diamond mount for Replicator/Duplicator by RepRap.me
- Diamond hotend direct extruder by sopak
- Diamond Hotend Mount and BasePlate for Rigidbot by Michael Peters (Mykal451)
- Diamond Hotend Adapter for some delta by sobo84
- Diamond Hotend for Rebel II HD by novotnyo
Diamond Hotend for Bigbox by Jeremy & Tom (files to follow)
Accessories
- Diamond hotend print cooler by Kulitorum
- MK9 universal Bowden mount (Based on Wanhao MK9 extruder) by RepRap.me
- Universal RUMBA holder for i3 Hephestos by RepRap.me
- Kuro´s Compact Extruder for the Diamond Hotend by RepRap.me
- fan & extrudrboard holder for bq prusa i3 hephestos by RepRap.me





































{kind=link}
{kind=link}