problem: not enough plastic extruded when accelerating
Posted by moltean
|
problem: not enough plastic extruded when accelerating May 20, 2013 02:49AM |
Registered: 12 years ago Posts: 28 |
hi,
I have a problem when printing at higher speeds (like at 150 mm/s or more):
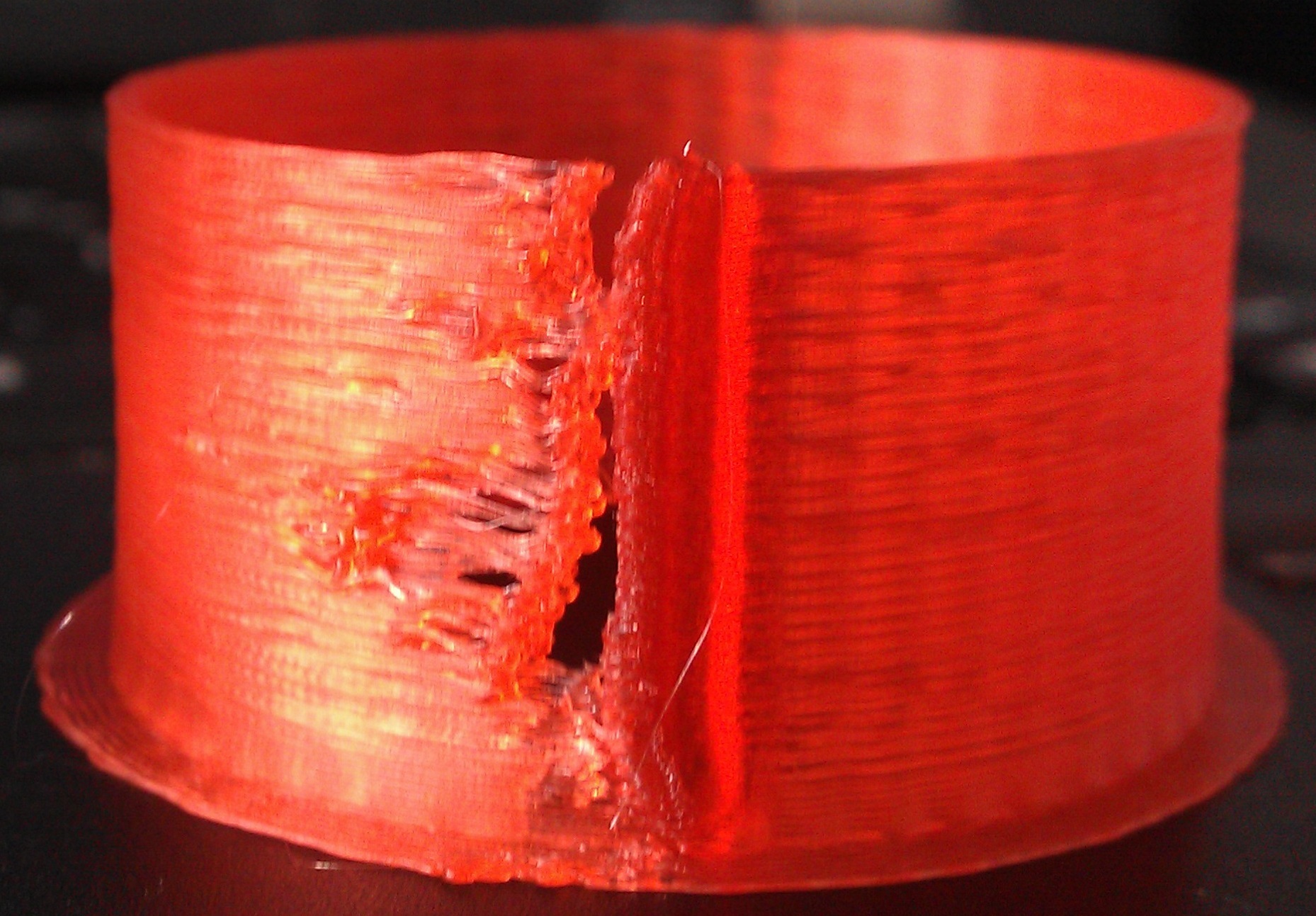
the extruder does not extrudes enough plastic when it accelerate and a gap appears in the object being printed.
see the attached image. it is simple cylinder being printed.
the printer slows down when it has to change the layer ... and some blobs appear there ... and then it starts to accelerate ... and not enough plastic is extruded.
I print PLA at 190 degrees. I have tried to increase temperature to 200 and then to 210 in order to have more fluidity ... but the result is still the same.
I use Marlin firmware with acceleration set to 1000 mm/s^2.
slicer is Skeinforge.
I dont have such problem when I print at lower speeds (like 50mm/s).
is there a setting to overcome this problem ?
thank you,
mihai
I have a problem when printing at higher speeds (like at 150 mm/s or more):
the extruder does not extrudes enough plastic when it accelerate and a gap appears in the object being printed.
see the attached image. it is simple cylinder being printed.
the printer slows down when it has to change the layer ... and some blobs appear there ... and then it starts to accelerate ... and not enough plastic is extruded.
I print PLA at 190 degrees. I have tried to increase temperature to 200 and then to 210 in order to have more fluidity ... but the result is still the same.
I use Marlin firmware with acceleration set to 1000 mm/s^2.
slicer is Skeinforge.
I dont have such problem when I print at lower speeds (like 50mm/s).
is there a setting to overcome this problem ?
thank you,
mihai
{kind=link}
{kind=link}
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 05:27AM |
Registered: 13 years ago Posts: 1,797 |
your reaching the limits of the printers described current hardware design prints at highers speeds are at lower layer heights, such as 0.2, or 0.1mm. what feedstock size are you using, 3mm, or 1.75mm? what hot end are you using? hot end type can also limit speeds.
I would recommend slowing down prints to where they are stable, and then half that speed again, because plastic characteristics vary between colors, and sometimes within the same spool. you never want to push the absolute limits of the printer design.
I would recommend slowing down prints to where they are stable, and then half that speed again, because plastic characteristics vary between colors, and sometimes within the same spool. you never want to push the absolute limits of the printer design.
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 06:09AM |
Registered: 11 years ago Posts: 544 |
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 06:25AM |
Admin Registered: 11 years ago Posts: 1,063 |
moltean Wrote:
-------------------------------------------------------
> hi,
>
> I have a problem when printing at higher speeds
> (like at 150 mm/s or more):
>
> the extruder does not extrudes enough plastic when
> it accelerate and a gap appears in the object
> being printed.
>
> see the attached image. it is simple cylinder
> being printed.
> the printer slows down when it has to change the
> layer ... and some blobs appear there ... and then
> it starts to accelerate ... and not enough plastic
> is extruded.
>
> I print PLA at 190 degrees. I have tried to
> increase temperature to 200 and then to 210 in
> order to have more fluidity ... but the result is
> still the same.
>
> I use Marlin firmware with acceleration set to
> 1000 mm/s^2.
> slicer is Skeinforge.
>
>
> I dont have such problem when I print at lower
> speeds (like 50mm/s).
>
> is there a setting to overcome this problem ?
>
> thank you,
> mihai
i would drop the temperature as what apears to be happening is that when it's slowing down the is giving off a bit of gas(or boiling) and force pla out the nozzle quicker than it is supposed to
if you drop it by 5c increments you should granually start to see a inprovement,
-------------------------------------------------------
> hi,
>
> I have a problem when printing at higher speeds
> (like at 150 mm/s or more):
>
> the extruder does not extrudes enough plastic when
> it accelerate and a gap appears in the object
> being printed.
>
> see the attached image. it is simple cylinder
> being printed.
> the printer slows down when it has to change the
> layer ... and some blobs appear there ... and then
> it starts to accelerate ... and not enough plastic
> is extruded.
>
> I print PLA at 190 degrees. I have tried to
> increase temperature to 200 and then to 210 in
> order to have more fluidity ... but the result is
> still the same.
>
> I use Marlin firmware with acceleration set to
> 1000 mm/s^2.
> slicer is Skeinforge.
>
>
> I dont have such problem when I print at lower
> speeds (like 50mm/s).
>
> is there a setting to overcome this problem ?
>
> thank you,
> mihai
i would drop the temperature as what apears to be happening is that when it's slowing down the is giving off a bit of gas(or boiling) and force pla out the nozzle quicker than it is supposed to
if you drop it by 5c increments you should granually start to see a inprovement,
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 07:20AM |
Registered: 12 years ago Posts: 28 |
james.
I use the followings:
- 1.75 mm PLA (from various providers)
- 0.35 nozzle dimater.
- layer height = 0.25 mm
- hotend v9 from mendel parts (has a PEEK block as thermal barier).
- temperature 190.
why do you say that I'm reaching the limits of printers ?
is 150 mm/s such a huge speed ?
i have also printed at higher speeds with it (such as 300-400 mm/s).
see a movie here (printed at 300 mm/s - but low acceleration (500 m/s^2)):
[www.youtube.com]
but, in all cases I have the same problem: the plastic is not extruded properly at corners.
also, another movie here (at 275 mm/s):
[www.youtube.com]
here I dont have that problem, but I have set a much higher temperature (such 225 degrees) - but which has decreased to 210 - because of the high speed of filament flow. In the meantime I have stabilized the temperature by using a 6.8 ohm resistor (previously was 10 ohm).
thanks,
mihai
jamesdanielv Wrote:
-------------------------------------------------------
> your reaching the limits of the printers described
> current hardware design prints at highers speeds
> are at lower layer heights, such as 0.2, or 0.1mm.
> what feedstock size are you using, 3mm, or 1.75mm?
> what hot end are you using? hot end type can also
> limit speeds.
>
> I would recommend slowing down prints to where
> they are stable, and then half that speed again,
> because plastic characteristics vary between
> colors, and sometimes within the same spool. you
> never want to push the absolute limits of the
> printer design.
I use the followings:
- 1.75 mm PLA (from various providers)
- 0.35 nozzle dimater.
- layer height = 0.25 mm
- hotend v9 from mendel parts (has a PEEK block as thermal barier).
- temperature 190.
why do you say that I'm reaching the limits of printers ?
is 150 mm/s such a huge speed ?
i have also printed at higher speeds with it (such as 300-400 mm/s).
see a movie here (printed at 300 mm/s - but low acceleration (500 m/s^2)):
[www.youtube.com]
but, in all cases I have the same problem: the plastic is not extruded properly at corners.
also, another movie here (at 275 mm/s):
[www.youtube.com]
here I dont have that problem, but I have set a much higher temperature (such 225 degrees) - but which has decreased to 210 - because of the high speed of filament flow. In the meantime I have stabilized the temperature by using a 6.8 ohm resistor (previously was 10 ohm).
thanks,
mihai
jamesdanielv Wrote:
-------------------------------------------------------
> your reaching the limits of the printers described
> current hardware design prints at highers speeds
> are at lower layer heights, such as 0.2, or 0.1mm.
> what feedstock size are you using, 3mm, or 1.75mm?
> what hot end are you using? hot end type can also
> limit speeds.
>
> I would recommend slowing down prints to where
> they are stable, and then half that speed again,
> because plastic characteristics vary between
> colors, and sometimes within the same spool. you
> never want to push the absolute limits of the
> printer design.
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 07:24AM |
Registered: 12 years ago Posts: 28 |
my current temperature is 190.
I have tried in the past to print at 180 ... but the extruder jams at low speed (such as 25 mm/s). There is no jam at higher speeds (> 50 mm/s).
my plastic seems to be ready for print at 160-170 ... but I have never tried such low temperatures.
I will do this later today.
thanks,
mihai
thejollygrimreaper Wrote:
-------------------------------------------------------
> moltean Wrote:
> --------------------------------------------------
>
> i would drop the temperature as what apears to be
> happening is that when it's slowing down the is
> giving off a bit of gas(or boiling) and force pla
> out the nozzle quicker than it is supposed to
>
> if you drop it by 5c increments you should
> granually start to see a inprovement,
I have tried in the past to print at 180 ... but the extruder jams at low speed (such as 25 mm/s). There is no jam at higher speeds (> 50 mm/s).
my plastic seems to be ready for print at 160-170 ... but I have never tried such low temperatures.
I will do this later today.
thanks,
mihai
thejollygrimreaper Wrote:
-------------------------------------------------------
> moltean Wrote:
> --------------------------------------------------
>
> i would drop the temperature as what apears to be
> happening is that when it's slowing down the is
> giving off a bit of gas(or boiling) and force pla
> out the nozzle quicker than it is supposed to
>
> if you drop it by 5c increments you should
> granually start to see a inprovement,
|
Re: problem: not enough plastic extruded when accelerating May 20, 2013 07:53AM |
Registered: 11 years ago Posts: 305 |
I like that you're using such high speeds. I havent seen much about what 'standard' to use for machine speeds.
Are you sure if it is actually not extruding enough? To me it seems more likely it is extruding enough, but the filament doesnt make the connection, and gets janked off? This kindah looks to me like something a slicer could do something about, by having a 'connection-speed' or minimum connecting time, and/or bringing the thread paths extra close when a connection is really needed. (Of course that might cause seams, but up to the user how to set settings and whether that is acceptable)
Are you sure if it is actually not extruding enough? To me it seems more likely it is extruding enough, but the filament doesnt make the connection, and gets janked off? This kindah looks to me like something a slicer could do something about, by having a 'connection-speed' or minimum connecting time, and/or bringing the thread paths extra close when a connection is really needed. (Of course that might cause seams, but up to the user how to set settings and whether that is acceptable)
|
Re: problem: not enough plastic extruded when accelerating June 07, 2013 11:51PM |
Registered: 13 years ago Posts: 1,797 |
what firmware version date are you using? 300mm/s? are you not reaching the limits of what your firmware can handle? at some point the faster speeds will no longer process correctly. time how long it takes to go a set distance, and also make sure your acceleration ramps up fast enough to reach the peak speed you are after.
Edited 1 time(s). Last edit at 06/07/2013 11:52PM by jamesdanielv.
Edited 1 time(s). Last edit at 06/07/2013 11:52PM by jamesdanielv.
|
Re: problem: not enough plastic extruded when accelerating June 08, 2013 02:12AM |
Registered: 12 years ago Posts: 28 |
James,
I use Marlin with the settings listed below. Is there some parameter set in the wrong way ?
My current problem is that not enough plastic is extruded at high speeds (> 200 mm/s)
however, if I increase the temperature, things are getting better.
my PLA can be extruded at 180-190 (I can print with no problems at lower speeds),
If I increase the temperature to 240 the extrusion problems almost disappear.
I will let you know how the things evolve here ... my printer is dissembled right now for improvements regarding the robustness.
thanks,
mihai
#define DEFAULT_MAX_FEEDRATE {1000, 1000, 5, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
// The speed change that does not require acceleration (i.e. the software might assume it can be done instanteneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
jamesdanielv Wrote:
-------------------------------------------------------
> what firmware version date are you using?
> 300mm/s? are you not reaching the limits of what
> your firmware can handle? at some point the faster
> speeds will no longer process correctly. time how
> long it takes to go a set distance, and also make
> sure your acceleration ramps up fast enough to
> reach the peak speed you are after.
I use Marlin with the settings listed below. Is there some parameter set in the wrong way ?
My current problem is that not enough plastic is extruded at high speeds (> 200 mm/s)
however, if I increase the temperature, things are getting better.
my PLA can be extruded at 180-190 (I can print with no problems at lower speeds),
If I increase the temperature to 240 the extrusion problems almost disappear.
I will let you know how the things evolve here ... my printer is dissembled right now for improvements regarding the robustness.
thanks,
mihai
#define DEFAULT_MAX_FEEDRATE {1000, 1000, 5, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
// The speed change that does not require acceleration (i.e. the software might assume it can be done instanteneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
jamesdanielv Wrote:
-------------------------------------------------------
> what firmware version date are you using?
> 300mm/s? are you not reaching the limits of what
> your firmware can handle? at some point the faster
> speeds will no longer process correctly. time how
> long it takes to go a set distance, and also make
> sure your acceleration ramps up fast enough to
> reach the peak speed you are after.
|
Re: problem: not enough plastic extruded when accelerating June 08, 2013 08:24AM |
Registered: 13 years ago Posts: 1,797 |
|
Re: problem: not enough plastic extruded when accelerating June 10, 2013 05:10PM |
Registered: 11 years ago Posts: 82 |
Sorry, only registered users may post in this forum.