Drucker Kalibrierung Reihenfolge
geschrieben von Distrubtor
|
Drucker Kalibrierung Reihenfolge 10. August 2015 15:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Hi,
Ich weiß das Thema Druckerkalibrierung wurde hier schon 1000x durchgekaut, allerdings stellen sich mir da immer noch ein paar kleinere Fragen da auch hier im Forum teils wiedersprüchliche Aussagen getroffen werden.
Ich habe bisher meinen Drucker nach folgender Anleitung kalibriert:
[reprap.org]
Zuerst die ganzen E-Steps für X, Y & Z Achse berechnet und in die Firmware eingetragen. Anschließend den Extruder mit aufheiztem Hotend so eingestellt das er bei 100 mm auch 100 mm +/- 0.1 mm einzieht.
Dann habe ich die ThinWall gedruckt und mit dem Extrusion Multiplier so lange korrigiert, bis die Wand meinem Düsendurchmesser und der eingestellten Extrusion Width von 0,4 mm entspricht. Gemessen habe ich dabei nach Möglichkeit immer nur den letzten Layer.
Dann Kalibrierwürfel Drucken und Messen. War bei mir immer + / - 0,2 mm das sollte ja eigentlich für einen 3D Drucker ganz ok sein.
Nun war ich bisher immer der Meinung das damit der Drucker kalibriert ist. Vergesse ich irgendetwas?
Ich habe nämlich z.B im obersten Layer immer das Problem das der Solid Infill an ein oder 2 Stellen übersteht, so als ob da zu viel Material Extrudiert wird.
Danke schonmal für eure Hilfe! :-)
Ich weiß das Thema Druckerkalibrierung wurde hier schon 1000x durchgekaut, allerdings stellen sich mir da immer noch ein paar kleinere Fragen da auch hier im Forum teils wiedersprüchliche Aussagen getroffen werden.
Ich habe bisher meinen Drucker nach folgender Anleitung kalibriert:
[reprap.org]
Zuerst die ganzen E-Steps für X, Y & Z Achse berechnet und in die Firmware eingetragen. Anschließend den Extruder mit aufheiztem Hotend so eingestellt das er bei 100 mm auch 100 mm +/- 0.1 mm einzieht.
Dann habe ich die ThinWall gedruckt und mit dem Extrusion Multiplier so lange korrigiert, bis die Wand meinem Düsendurchmesser und der eingestellten Extrusion Width von 0,4 mm entspricht. Gemessen habe ich dabei nach Möglichkeit immer nur den letzten Layer.
Dann Kalibrierwürfel Drucken und Messen. War bei mir immer + / - 0,2 mm das sollte ja eigentlich für einen 3D Drucker ganz ok sein.
Nun war ich bisher immer der Meinung das damit der Drucker kalibriert ist. Vergesse ich irgendetwas?
Ich habe nämlich z.B im obersten Layer immer das Problem das der Solid Infill an ein oder 2 Stellen übersteht, so als ob da zu viel Material Extrudiert wird.
Danke schonmal für eure Hilfe! :-)
|
Re: Drucker Kalibrierung Reihenfolge 10. August 2015 16:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Ja, is so auch nicht 100% richtig.
Jetzt folgt meine Meinung und viele Wege führen nach Rom...
Triffid-Hunters Guide ist aus 2012... Und naja... Einige Dinge sind da, meiner Meinung nach, nicht richtig. Er stellt z.B. die Extrusion mittels Extruder-Steps ein, statt einfach mit dem Flow-Setting. Das halte ich für falsch. Oder kalte Düse auf kaltem Hotend und bei Z=0 muss ein Papier dazwischen passen. 2012 kannte Triffid noch noch keine Alu-Druckplatten und pauschal 0,1mm als gesamte "Wärmeausdehnung" anzunehmen... Naja... Auch nicht optimal...
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
Jetzt folgt meine Meinung und viele Wege führen nach Rom...
- Singlewall ist überholt und gilt nur als erster grober Test, damit du schonmal ne Richtung weißt.
- Flow stellst du nach Toplayer ein, der muss schön aussehen.
- erst wenn der Toplayer stimmt, wird nach dem Rest geschaut und angepasst.
Triffid-Hunters Guide ist aus 2012... Und naja... Einige Dinge sind da, meiner Meinung nach, nicht richtig. Er stellt z.B. die Extrusion mittels Extruder-Steps ein, statt einfach mit dem Flow-Setting. Das halte ich für falsch. Oder kalte Düse auf kaltem Hotend und bei Z=0 muss ein Papier dazwischen passen. 2012 kannte Triffid noch noch keine Alu-Druckplatten und pauschal 0,1mm als gesamte "Wärmeausdehnung" anzunehmen... Naja... Auch nicht optimal...
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: Drucker Kalibrierung Reihenfolge 10. August 2015 16:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |

|
Re: Drucker Kalibrierung Reihenfolge 11. August 2015 03:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 838 |
Klingt sehr interessant was du da schreibst Skimmy, hab ich mir schon bei deinem Kapillartest gedacht. Möchtest du mal ausführlich deine Kalibrierungsmethoden + STL für Temperatur + Extr. Multi posten?
Von der SingleWall bin ich mittlerweile komplett Weg, mache alles mehr oder weniger nach Gefühl. Einen richtigen Leitfaden hab ich da jedoch nicht.. wäre nett wenn du deinen mal veröffentlichst!
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
Von der SingleWall bin ich mittlerweile komplett Weg, mache alles mehr oder weniger nach Gefühl. Einen richtigen Leitfaden hab ich da jedoch nicht.. wäre nett wenn du deinen mal veröffentlichst!
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
|
Re: Drucker Kalibrierung Reihenfolge 11. August 2015 07:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
|
Re: Drucker Kalibrierung Reihenfolge 12. August 2015 04:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 19 |
Ich habe auch noch ne Frage zur Kalibrierung.
Hab mir ein Kossel mini Bausatz geholt von hier: [3ddesire.com]
Hab ihn nach dieser Anleitung aufgebaut: [www.instructables.com]
Hier hat man eigentlich nur folgendes kalibriert: Die z-Position, so adss eben eine Blatt Papier dazwischen passt.
Ansonsten hat man noch G29 AutoBed-Leveling gemacht.
Steckt beim AutoBed-Leveling so viel dahinter oder muss man noch mehr kalibrieren?
Hab mir ein Kossel mini Bausatz geholt von hier: [3ddesire.com]
Hab ihn nach dieser Anleitung aufgebaut: [www.instructables.com]
Hier hat man eigentlich nur folgendes kalibriert: Die z-Position, so adss eben eine Blatt Papier dazwischen passt.
Ansonsten hat man noch G29 AutoBed-Leveling gemacht.
Steckt beim AutoBed-Leveling so viel dahinter oder muss man noch mehr kalibrieren?
|
Re: Drucker Kalibrierung Reihenfolge 12. August 2015 05:22 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
DFix1
Gibt es mittlerweile ein aktuelleres Guide zum Kalibrieren?
Solche Sachen werden nach und nach durch Tools ersetzt, bei denen man nicht mehr mit dem Taschenrechner hantieren muss.

| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Drucker Kalibrierung Reihenfolge 12. August 2015 06:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 838 |
Es ging hier wohl eher um die Kalibrierung der Temperatur sowie der Fördermenge.
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
|
Re: Drucker Kalibrierung Reihenfolge 14. August 2015 09:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Also ich habe jetzt mal versucht mit dem Multi herunterzugehen bis der Top Layer gut aussieht und das klappt soweit auch ganz gut, allerdings sind die Linien im zweiten Solid Layer jetzt immer einzeln zu erkennen und verbinden sich nicht. Bei den darauffolgenden Solid Layern tritt das Problem nicht mehr auf, es ist immer nur der zweite Layer.
Das andere Problem was ich nach wie vor habe ist die Maßhaltigkeit. Ich bin gerade am Drucken von Teilen für meinen Sparkcube und die Teile haben in X & Y bis zu 0,4 manchmal sogar 0,5 mm untermaß (An der Z-Achse passen die Maße). Auffällig dabei ist, dass an den Kanten das Maß fast perfekt ist also vielleicht 0,1 mm Abweichung hat und dann die Wände sich nach innen wölben. Man sieht diese Wölbung aber erst bei genauerem hinsehen. Gibt es da eine Abhilfe?
Steps / mm für die einzelnen Achsen sind vom RepRap Calculator berechnet und sollten passen. 80 für X & Y mit GT2 Riemen & 20 Zähne Pulley und 4000 für die Z-Achse mit M5 Gewindestangen.
Drucke mit ABS und Temperaturen sind 230 Grad am Extruder und 106 Grad am Heatbed.
Gruß,
Viktor
Das andere Problem was ich nach wie vor habe ist die Maßhaltigkeit. Ich bin gerade am Drucken von Teilen für meinen Sparkcube und die Teile haben in X & Y bis zu 0,4 manchmal sogar 0,5 mm untermaß (An der Z-Achse passen die Maße). Auffällig dabei ist, dass an den Kanten das Maß fast perfekt ist also vielleicht 0,1 mm Abweichung hat und dann die Wände sich nach innen wölben. Man sieht diese Wölbung aber erst bei genauerem hinsehen. Gibt es da eine Abhilfe?
Steps / mm für die einzelnen Achsen sind vom RepRap Calculator berechnet und sollten passen. 80 für X & Y mit GT2 Riemen & 20 Zähne Pulley und 4000 für die Z-Achse mit M5 Gewindestangen.
Drucke mit ABS und Temperaturen sind 230 Grad am Extruder und 106 Grad am Heatbed.
Gruß,
Viktor
|
Re: Drucker Kalibrierung Reihenfolge 15. August 2015 15:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |

|
Re: Drucker Kalibrierung Reihenfolge 15. August 2015 16:30 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Viktor,
80 für X & Y muss nicht zwingend stimmen. Das solltest Du mal mit einer Messuhr überprüfen.
Bei meiner Kiste sind das z.B. 80.24
Je genauer und sorgfältiger du da vorgehest um so masshaltiger werden deine Teile sein.
Solltest du noch keine Messuhr haben, dann würde ich dringend dazu raten.
Ich werde bei Gelegenheit mal meinen Messuhrhalter hier zeigen. Der wird einfach auf die X-Wellen geklipst.
Somit kann man auch mal schnell nachsehen obs Bett noch gerade ist.
Bin noch kein Fan vom ABL.
Liebe grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
80 für X & Y muss nicht zwingend stimmen. Das solltest Du mal mit einer Messuhr überprüfen.
Bei meiner Kiste sind das z.B. 80.24
Je genauer und sorgfältiger du da vorgehest um so masshaltiger werden deine Teile sein.
Solltest du noch keine Messuhr haben, dann würde ich dringend dazu raten.
Ich werde bei Gelegenheit mal meinen Messuhrhalter hier zeigen. Der wird einfach auf die X-Wellen geklipst.
Somit kann man auch mal schnell nachsehen obs Bett noch gerade ist.
Bin noch kein Fan vom ABL.
Liebe grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
|
Re: Drucker Kalibrierung Reihenfolge 15. August 2015 16:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
|
Re: Drucker Kalibrierung Reihenfolge 15. August 2015 17:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Eine Messuhr habe ich leider noch nicht, werde mir aber mal eine Zulegen und es dann nochmal testen. Kosten ja nicht die Welt.
Hmm als Grat könnte man das auch bezeichnen.
Jerk steht für X/Y auf 10 mm/s, habe ihn vor einer Weile von 20 mm/s heruntergesetzt, da ich gehofft habe Vibrationen verringern zu können.
Hier auf dem Bild sieht man ganz gut wie das ganze Aussieht:
Hmm als Grat könnte man das auch bezeichnen.
Jerk steht für X/Y auf 10 mm/s, habe ihn vor einer Weile von 20 mm/s heruntergesetzt, da ich gehofft habe Vibrationen verringern zu können.
Hier auf dem Bild sieht man ganz gut wie das ganze Aussieht:

|
Re: Drucker Kalibrierung Reihenfolge 16. August 2015 01:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
|
Re: Drucker Kalibrierung Reihenfolge 17. August 2015 05:21 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Das Problem mit den Abständen beim Infill im Layer kommt vermutlich durch die Absenkung der Druckbet/Düsentemperatur nach dem ersten Layer, das stelle ich auch oft fest. "Mein Temperatursprung" ist von 65 auf 55°C, das macht sich auf jeden Fall bei einem Al-Bett bemerkbar!
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Drucker Kalibrierung Reihenfolge 17. August 2015 11:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Okay das mit dem höheren Jerk teste ich mal aus.
Das mit dem zweiten Layer und der Ausdehnung der Aluplatte dürfte sich ja leicht testen lassen indem man die Temp nach dem ersten Layer nicht absenkt. Teste ich auch mal
Aber das Problem mit der Maßabweichung währe dadurch ja leider immer noch nicht behoben. Ich mein es ist so das Pauschal fast jedes Teil was rauskommt um fast 0,5 mm zu klein wird. Was gäbe es denn da noch für Fehlerquellen ausser falsch eingestellten Steps/mm?
Das mit dem zweiten Layer und der Ausdehnung der Aluplatte dürfte sich ja leicht testen lassen indem man die Temp nach dem ersten Layer nicht absenkt. Teste ich auch mal
Aber das Problem mit der Maßabweichung währe dadurch ja leider immer noch nicht behoben. Ich mein es ist so das Pauschal fast jedes Teil was rauskommt um fast 0,5 mm zu klein wird. Was gäbe es denn da noch für Fehlerquellen ausser falsch eingestellten Steps/mm?
|
Re: Drucker Kalibrierung Reihenfolge 17. August 2015 11:59 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
Hat doch eh Hermelinn schon geschrieben. Kleine Abweichungen sind nichts ungewöhnliches und können vom Riemen, seiner Spannung, den pulleys usw. abhängen. Schau zuerst einmal dass du die Wände gerade bringst. Danach kannst du dir deine tatsächlichen Schritte ausrechnen.
LG
Siegfried
My things
LG
Siegfried
My things
|
Re: Drucker Kalibrierung Reihenfolge 18. August 2015 05:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
|
Re: Drucker Kalibrierung Reihenfolge 18. August 2015 16:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Viktor,
beim slicen probier mal die Seam position auf random stellen,wenn noch nicht versucht.
Was sind deine accerleration Werte?
Stell doch mal die Slicereinstellungen von dem Dingens hier ein. Bitte Screenshots.
Von deinem Drucker ist, glaub ich, auch noch nichts bekannt.
Liebe Grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
beim slicen probier mal die Seam position auf random stellen,wenn noch nicht versucht.
Was sind deine accerleration Werte?
Stell doch mal die Slicereinstellungen von dem Dingens hier ein. Bitte Screenshots.
Von deinem Drucker ist, glaub ich, auch noch nichts bekannt.
Liebe Grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
|
Re: Drucker Kalibrierung Reihenfolge 19. August 2015 07:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Hi,
das mit der Seam Position hatte ich bereits mal versucht. Hat leider auch keine Abhilfe gebracht.
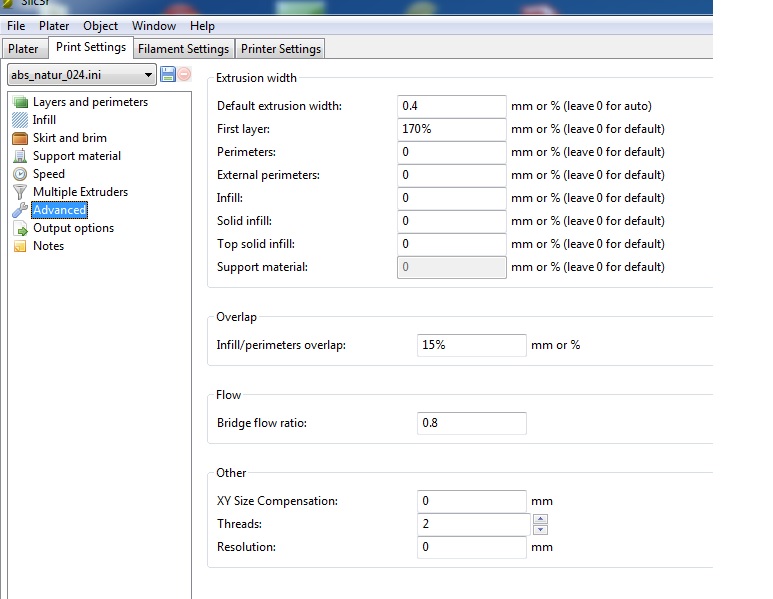
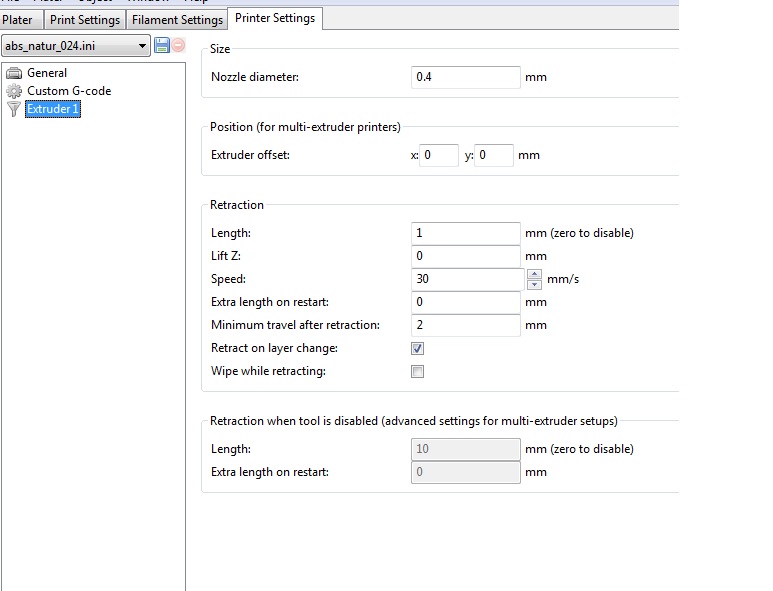
Ich hab mal die Screenshots der wichtigsten Slicer Einstellungen angehängt.
Mein Drucker ist ein selbstbau Prusa I3 Rework. Die Accelerations liegen bei 900, hatte sie ebenfalls von 1500 reduziert um Vibrationen zu verringern.
Die Achsen habe ich jetzt mal versucht mit einer Messuhr zu kalibrieren. Leider geht das auch nicht vernünftig. Wenn ich auf einer Achse hinbekomme das sie 10mm +/-0.1mm verfährt dann ist die Abweichung bei 20mm wieder viel größer und umgekehrt wenn ich sie auf 20mm hinbekomme fährt sie bei 10mm zu wenig :-(
Das genaueste bei der ganzen Sache war noch die Z-Achse, die fährt eigentlich immer ziemlich genau das was man angibt.
Kann ein schlecht gespannter Riemen eventuell die Ursache für die Ecken sein? Ich habe an meiner X-Achse keine möglichkeit den Riemen vernünftig zu spannen, deswegen ist er um einiges lockerer als auf der Y-Achse wo ein Spanner vorhanden ist.
Gruß,
Viktor
das mit der Seam Position hatte ich bereits mal versucht. Hat leider auch keine Abhilfe gebracht.
Ich hab mal die Screenshots der wichtigsten Slicer Einstellungen angehängt.
Mein Drucker ist ein selbstbau Prusa I3 Rework. Die Accelerations liegen bei 900, hatte sie ebenfalls von 1500 reduziert um Vibrationen zu verringern.
Die Achsen habe ich jetzt mal versucht mit einer Messuhr zu kalibrieren. Leider geht das auch nicht vernünftig. Wenn ich auf einer Achse hinbekomme das sie 10mm +/-0.1mm verfährt dann ist die Abweichung bei 20mm wieder viel größer und umgekehrt wenn ich sie auf 20mm hinbekomme fährt sie bei 10mm zu wenig :-(
Das genaueste bei der ganzen Sache war noch die Z-Achse, die fährt eigentlich immer ziemlich genau das was man angibt.
Kann ein schlecht gespannter Riemen eventuell die Ursache für die Ecken sein? Ich habe an meiner X-Achse keine möglichkeit den Riemen vernünftig zu spannen, deswegen ist er um einiges lockerer als auf der Y-Achse wo ein Spanner vorhanden ist.
Gruß,
Viktor
Anhänge:
Öffnen | Download - slicer1.jpg (74.9 KB)
Öffnen | Download - slicer2.jpg (72.1 KB)
Öffnen | Download - slicer3.jpg (102.9 KB)
Öffnen | Download - slicer4.jpg (98 KB)
Öffnen | Download - slicer5.jpg (55.4 KB)
Öffnen | Download - slicer6.jpg (74.6 KB)
Öffnen | Download - slicer7.jpg (73.1 KB)
Öffnen | Download - slicer1.jpg (74.9 KB)
Öffnen | Download - slicer2.jpg (72.1 KB)
Öffnen | Download - slicer3.jpg (102.9 KB)
Öffnen | Download - slicer4.jpg (98 KB)
Öffnen | Download - slicer5.jpg (55.4 KB)
Öffnen | Download - slicer6.jpg (74.6 KB)
Öffnen | Download - slicer7.jpg (73.1 KB)
|
Re: Drucker Kalibrierung Reihenfolge 19. August 2015 10:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Viktor,
drucke mal mit exakt meinen Einstellungen, und berichte dann. Aber bitte nicht schummeln.
Bitte auch keinen krummen Werte verwenden, wenn nicht durch die Spindelsteigung nötig, z.B. 0,24mm Schichthöhe. Die 60% müssen nicht auf Biegen oder Brechen eingehalten werden.
Ich drucke mit einer 0,4er Düse 0,2mm und 0,1mm Schichthöhe, ohne Probleme.
Acceleration auf 1000 xy, wenns die Kiste hergibt.
Jerk auf 20 Standard lassen
Die Prozente in den Speedeinstellungen haben den Vorteil daß, wenn du die Hauptgeschwindigkeit änderst, die anderen
prozentual umgerechnet und angeglichen werden. Musst dann nur noch die Temperatur angleichen.
In Exdrusion width alle Nullen raus, und den Düsendurchmesser eingeben. Mit Nullen solls Probleme bei der Version 1.2.9 geben.
Was soll mit der Messuhr nicht gehen, verstehe ich nicht.
"Geht nicht gibts nicht!!!"
Klebe die mit doppelseitigem Klebeband auf dem Bett fest und fahre mit dem Hotend dagegen, so ca. 30>mm je mehr um so besser. Bitte langsam. Dann in FW solange ändern bis es passt. Das brauch halt ein wenig Zeit.
Fang mit x an. Dann Umbauen auf y.
Edit: Sorry, die Coolingeinstellungen sind für PLA.
Viel Erfolg
Gruss
Helmut
1-mal bearbeitet. Zuletzt am 19.08.15 12:17.
Mit Sch.... und Mist kein Drucken ist.
drucke mal mit exakt meinen Einstellungen, und berichte dann. Aber bitte nicht schummeln.
Bitte auch keinen krummen Werte verwenden, wenn nicht durch die Spindelsteigung nötig, z.B. 0,24mm Schichthöhe. Die 60% müssen nicht auf Biegen oder Brechen eingehalten werden.
Ich drucke mit einer 0,4er Düse 0,2mm und 0,1mm Schichthöhe, ohne Probleme.
Acceleration auf 1000 xy, wenns die Kiste hergibt.
Jerk auf 20 Standard lassen
Die Prozente in den Speedeinstellungen haben den Vorteil daß, wenn du die Hauptgeschwindigkeit änderst, die anderen
prozentual umgerechnet und angeglichen werden. Musst dann nur noch die Temperatur angleichen.
In Exdrusion width alle Nullen raus, und den Düsendurchmesser eingeben. Mit Nullen solls Probleme bei der Version 1.2.9 geben.
Was soll mit der Messuhr nicht gehen, verstehe ich nicht.
"Geht nicht gibts nicht!!!"
Klebe die mit doppelseitigem Klebeband auf dem Bett fest und fahre mit dem Hotend dagegen, so ca. 30>mm je mehr um so besser. Bitte langsam. Dann in FW solange ändern bis es passt. Das brauch halt ein wenig Zeit.
Fang mit x an. Dann Umbauen auf y.
Edit: Sorry, die Coolingeinstellungen sind für PLA.
Viel Erfolg
Gruss
Helmut
1-mal bearbeitet. Zuletzt am 19.08.15 12:17.
Mit Sch.... und Mist kein Drucken ist.
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 09:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Also habe jetzt die Achsen mit der Messuhr eingestellt und bin auf folgende Werte gekommen:
X: 80.33
Y: 80.13
Bin dabei auf jeder Achse 30mm gefahren, mehr gibt meine Messuhr leider nicht her.
Jerk steht auf 20 mm/s und Acceleration auf 1000.
Dann mal einen 20mm Kalibrierwürfel gedruckt und nach dem Abkühlen hat er auf beiden Seiten in der Mitte gemessen 19,6 mm. Der von Siad angesprochene "Grat" an den Ecken ist nach wie vor vorhanden.
Mit deinen Slic3r Einstellungen hatte ich komischerweise aufeinmal das Problem das der erste Layer nicht mehr haftet, ich probiere es später nochmal aber ich denke das Problem mit dem Grat an den Ecken und dem Untermaß wird dadurch auch nicht behoben.
Was könnte den noch die Ursache dafür sein? Ich bin langsam wirklich fast am Verzweifeln. Mit den Druckergebnissen an sich bin ich zufrieden, allerdings hat wirklich jedes Teil fast 0,5mm Untermaß was viele Teile einfach unbrauchbar macht :-(
Ich Drucke zwar mit ABS aber so Stark schrumpft das doch auch nicht?
Bin für jeden Tipp den ich noch Ausprobieren könnte dankbar!
Gruß,
Viktor
X: 80.33
Y: 80.13
Bin dabei auf jeder Achse 30mm gefahren, mehr gibt meine Messuhr leider nicht her.
Jerk steht auf 20 mm/s und Acceleration auf 1000.
Dann mal einen 20mm Kalibrierwürfel gedruckt und nach dem Abkühlen hat er auf beiden Seiten in der Mitte gemessen 19,6 mm. Der von Siad angesprochene "Grat" an den Ecken ist nach wie vor vorhanden.
Mit deinen Slic3r Einstellungen hatte ich komischerweise aufeinmal das Problem das der erste Layer nicht mehr haftet, ich probiere es später nochmal aber ich denke das Problem mit dem Grat an den Ecken und dem Untermaß wird dadurch auch nicht behoben.
Was könnte den noch die Ursache dafür sein? Ich bin langsam wirklich fast am Verzweifeln. Mit den Druckergebnissen an sich bin ich zufrieden, allerdings hat wirklich jedes Teil fast 0,5mm Untermaß was viele Teile einfach unbrauchbar macht :-(
Ich Drucke zwar mit ABS aber so Stark schrumpft das doch auch nicht?
Bin für jeden Tipp den ich noch Ausprobieren könnte dankbar!
Gruß,
Viktor
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 09:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 09:44 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 12:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
@ Siad
Alles klar ich Drucke jetzt zwei Würfel gleichzeitig. Nochmal einen normalen und einen der um 45° in Z gedreht ist.
@ Skimmy
Die Extrusion habe ich natürlich vorher eingestellt aber vergessen zu erwähnen. Ich habe den Multi so eingstellt das der Top Layer gut aussieht und weder Lücken noch überstände hat.
Bilder poste ich gleich, sobald der Druck fertig ist.
Gruß,
Viktor
Alles klar ich Drucke jetzt zwei Würfel gleichzeitig. Nochmal einen normalen und einen der um 45° in Z gedreht ist.
@ Skimmy
Die Extrusion habe ich natürlich vorher eingestellt aber vergessen zu erwähnen. Ich habe den Multi so eingstellt das der Top Layer gut aussieht und weder Lücken noch überstände hat.
Bilder poste ich gleich, sobald der Druck fertig ist.
Gruß,
Viktor
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 13:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
So der Druck ist fertig.
Der erste in der Normalen Ausrichtung gedruckte würfel hat die Außenmaße: 19.82 x 19.85 x 10.2 (Soll: 20 x 20 x 10)
Auf dem ersten Bild erkennt man gut die Kanten:
Der Zweite Würfel ist um 45° in Z gedreht gedruckt worden und hat die Außenmaße: 19.75 x 19.85 x 10.2
Wenn man den ersten Layer beobachtet sieht man das der Solid Infill so komische Kurwen macht sobald er an den Perimeter kommt. Am Top Layer sieht es nach Over Extrusion aus obwohl beide Würfel gleichzeitig gedruckt wurden und der Top Layer beim ersten Würfel gut aussieht.
Gruß,
Viktor
Der erste in der Normalen Ausrichtung gedruckte würfel hat die Außenmaße: 19.82 x 19.85 x 10.2 (Soll: 20 x 20 x 10)
Auf dem ersten Bild erkennt man gut die Kanten:



Der Zweite Würfel ist um 45° in Z gedreht gedruckt worden und hat die Außenmaße: 19.75 x 19.85 x 10.2
Wenn man den ersten Layer beobachtet sieht man das der Solid Infill so komische Kurwen macht sobald er an den Perimeter kommt. Am Top Layer sieht es nach Over Extrusion aus obwohl beide Würfel gleichzeitig gedruckt wurden und der Top Layer beim ersten Würfel gut aussieht.






Gruß,
Viktor
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 14:11 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Jetzt mach mal bitte ein Foto davon, wie du den Messschieber ansetzt, dass du 19,8mm misst.
Dein Z-Abstand ist zu hoch, der erste Layer könnte besser angedrückt werden. Toplayer sieht gut aus, keine Elefantenfüße und Druckbett-Temp scheint auch zu stimmen.
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
Dein Z-Abstand ist zu hoch, der erste Layer könnte besser angedrückt werden. Toplayer sieht gut aus, keine Elefantenfüße und Druckbett-Temp scheint auch zu stimmen.
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 14:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Das mit dem Z Abstand weiß ich, mein Endstop hat sich wohl verstellt. Muss ich mal neu einstellen.
Ich messe in der Mitte vom Würfel damit ich die Hervorstehenden Kanten nicht mitmesse:
Wenn ich Seitlich mit den Kanten messe komme ich fast auf ziemlich genau 20.00 mm aber das bringt mir ja nix denn innen hat der Würfel ja weniger:
2-mal bearbeitet. Zuletzt am 23.08.15 14:21.
Ich messe in der Mitte vom Würfel damit ich die Hervorstehenden Kanten nicht mitmesse:

Wenn ich Seitlich mit den Kanten messe komme ich fast auf ziemlich genau 20.00 mm aber das bringt mir ja nix denn innen hat der Würfel ja weniger:

2-mal bearbeitet. Zuletzt am 23.08.15 14:21.
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 14:21 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
|
Re: Drucker Kalibrierung Reihenfolge 23. August 2015 14:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.