Tip del dia
Posted by Pointless
|
Tip del dia March 11, 2014 02:50AM |
Registered: 11 years ago Posts: 392 |
Se puede ver muy facilmente como hay gente que lee posts viejos de pies a cabeza (cada tanto aparece un post viejo revivido) por lo que claramente el foro sirve como repositorio de informacion util para la posteridad, por lo que propongo hacer un topic cuya consigna sea compartir esos "trucos" no obvios que hacen que la impresion 3D sea mas amena o mediante los cuales se consiga mejor calidad. Por mas sonzo que sea, vale. La unica regla, intenten no repetir.
Arranco con uno muy boludo:
Desde que le coloco un cuadrado de corcho de 15cm sobre la heated bed esta calienta 4 veces mas rapido que antes
Arranco con uno muy boludo:
Desde que le coloco un cuadrado de corcho de 15cm sobre la heated bed esta calienta 4 veces mas rapido que antes
|
Re: Tip del dia March 11, 2014 03:29AM |
Registered: 10 years ago Posts: 272 |
cuando necesito que un soporte no deje marcas, paro la impresión en la capa en que termina de hacer el soporte y con aceite liviano como el de maquina de coser y un pincel, aplico una fina capa de aceite en el soporte y continuar la impresión
( evitar esquinas, no aplica a piezas complejas ) a veces el soporte se despega solo al enfriarse
( evitar esquinas, no aplica a piezas complejas ) a veces el soporte se despega solo al enfriarse
|
Re: Tip del dia March 11, 2014 12:15PM |
Registered: 11 years ago Posts: 374 |
|
Re: Tip del dia March 12, 2014 07:24PM |
Registered: 11 years ago Posts: 374 |
Para calibrar los pasos del extrusor de forma asertiva vean este link donde RichRap explica la forma empirica. [richrap.blogspot.com.ar]
|
Re: Tip del dia March 12, 2014 07:27PM |
Registered: 11 years ago Posts: 392 |
Desde que uso Roby fuerte (fijador de pelo que se consigue en toda farmacia) como adhesivo para imprimir sobre vidrio no se me volvio a despegar ninguna pieza de PLA y las unicas veces que se me despegaron piezas impresas en ABS fue porque la cama por una razon u otra se enfrio (al usar vidrio normal las piezas de abs saltan al toque por la contraccion termica al perder temperatura).
|
Re: Tip del dia March 13, 2014 08:36AM |
Registered: 10 years ago Posts: 721 |
|
Re: Tip del dia March 13, 2014 08:59AM |
Registered: 11 years ago Posts: 374 |
|
Re: Tip del dia March 13, 2014 09:02AM |
Registered: 11 years ago Posts: 374 |
|
Re: Tip del dia March 14, 2014 01:30PM |
Registered: 10 years ago Posts: 31 |
Poniendo un cartón en la parte de abajo de la cama caliente, del lado donde esta el carro de Y, sujetándolo con las mismas pinzas con las que se sujeta el vidrio, se logra una curva muchísimo mejor de calentamiento, para aquellos que estamos escasos de fuente sirve muchísimo.
Y si no quieren esperar tanto, también pueden cubrir la parte superior.
Y si no quieren esperar tanto, también pueden cubrir la parte superior.
|
Re: Tip del dia March 14, 2014 01:43PM |
Registered: 11 years ago Posts: 374 |
Las correas de X e Y no solo tienen que estar tensas sino que, cada correa, tienen que estar en la misma linea y perpendicular a la cama. Esto se debe cumplir solo donde la correa se sujeta al carro o a la cama. La otra parte de la misma, ya que es un circuito cerrado en la mayoria de los casos, puede estar de cualquier manera.
Esto permite que tengas presicion exacta en las medidas de X e Y. Pero si no lo podes lograr por un tema mecanico tenes que ajustar via un M92 los steps de X e Y que calculaste via la calculadora de Prusa [calculator.josefprusa.cz], ya que esta herramienta entrega el valor conceptual.
Saludos,
Javier
jfa3D.com.ar
Esto permite que tengas presicion exacta en las medidas de X e Y. Pero si no lo podes lograr por un tema mecanico tenes que ajustar via un M92 los steps de X e Y que calculaste via la calculadora de Prusa [calculator.josefprusa.cz], ya que esta herramienta entrega el valor conceptual.
Saludos,
Javier
jfa3D.com.ar
|
Re: Tip del dia March 27, 2014 09:32AM |
Registered: 10 years ago Posts: 721 |
Cuando estoy imprimiendo los cubos de calibracion de 22.5 x 22.5 x 10 mm para probar la impresora note que al poner el vidrio en agua fria para despegar la pieza hace que la temperatura del vidrio baje mucho y cuando lo pongo nuevamente en la cama tarda mucho en calentar, y como estas imprimiendo una atras de la otra es medio embolante esperar a que caliente de nuevo, lo que hago ahora es sacar inmediatamente el vidrio caliente con un trapo lo pongo bajo AGUA CALIENTE se despega la pieza e inmediatamente lo seco con una toalla, el vidrio sigue aun muy caliente y de paso la humedad que le queda se evapora al toque, le hecho roby y lo pongo en la cama, la temperatura cae no mas de 80° lo que hace que recupere mas rapido a la temperatura de trabajo y ahorre tiempo.
|
Re: Tip del dia March 27, 2014 07:05PM |
Registered: 10 years ago Posts: 37 |
|
Re: Tip del dia March 28, 2014 03:26PM |
Registered: 10 years ago Posts: 721 |
En lugar de ajustar el endstop del eje Z, puedes usar simplemente el comando G92 Z0 para fijar la altura actual como 0 del eje Z. Para ello, se baja el endstop hasta que quede por debajo del nivel de la cama y luego se mueve poco a poco la altura del hotend hasta que quede a la altura deseada. Una vez hecho esto, se envía el comando G9 Z0 haciendo que la altura actual quede como nuevo 0 del eje Z.
|
Re: Tip del dia April 04, 2014 09:36AM |
Registered: 10 years ago Posts: 371 |
Dejo algo que acabo de leer/aprender y puede servir:
Taxonomy of Z axis artifacts in extrusion-based 3d printing
Basicamente, recomienda usar un alto de capa que es multiplo del largo (elevacion) con un paso completo (segun entiendo)
Para calcular el valor del largo de paso completo hay que tener el paso de la varilla y dividirlo por el numero de pasos del motor por vuelta. No hay que confiard en micro stepping para este calculo porque no son lo suficiente preciso
Taxonomy of Z axis artifacts in extrusion-based 3d printing
To avoid Z ribbing, you should always choose a layer height that is a multiple of your full-step length. To calculate the full-step length for the screws you're using, take the pitch of your screws (I recommend M6, with a pitch of 1mm) and divide by the number of full-steps per rotation on your motors (usually 200). Microsteps are not reliably accurate enough, so ignore them for this calculation (though using microstepping will still make them smoother and quieter).
Basicamente, recomienda usar un alto de capa que es multiplo del largo (elevacion) con un paso completo (segun entiendo)
Para calcular el valor del largo de paso completo hay que tener el paso de la varilla y dividirlo por el numero de pasos del motor por vuelta. No hay que confiard en micro stepping para este calculo porque no son lo suficiente preciso
|
Re: Tip del dia April 04, 2014 11:55AM |
Registered: 11 years ago Posts: 633 |
la mayoria usamos varillas metricas para z, asiq ue no hace falta sacar cuentas, con usar numeros "pares" alcanza, por ejemplo, 0.15 no seria "par", pero si 0.16 o 0.152.
se entiende?
se entiende?
Quote
luismanson
Dejo algo que acabo de leer/aprender y puede servir:
Taxonomy of Z axis artifacts in extrusion-based 3d printing
To avoid Z ribbing, you should always choose a layer height that is a multiple of your full-step length. To calculate the full-step length for the screws you're using, take the pitch of your screws (I recommend M6, with a pitch of 1mm) and divide by the number of full-steps per rotation on your motors (usually 200). Microsteps are not reliably accurate enough, so ignore them for this calculation (though using microstepping will still make them smoother and quieter).
Basicamente, recomienda usar un alto de capa que es multiplo del largo (elevacion) con un paso completo (segun entiendo)
Para calcular el valor del largo de paso completo hay que tener el paso de la varilla y dividirlo por el numero de pasos del motor por vuelta. No hay que confiard en micro stepping para este calculo porque no son lo suficiente preciso
|
Re: Tip del dia April 04, 2014 12:36PM |
Registered: 11 years ago Posts: 374 |
Quote
nic0laz
la mayoria usamos varillas metricas para z, asiq ue no hace falta sacar cuentas, con usar numeros "pares" alcanza, por ejemplo, 0.15 no seria "par", pero si 0.16 o 0.152.
se entiende?
Quote
luismanson
Dejo algo que acabo de leer/aprender y puede servir:
Taxonomy of Z axis artifacts in extrusion-based 3d printing
To avoid Z ribbing, you should always choose a layer height that is a multiple of your full-step length. To calculate the full-step length for the screws you're using, take the pitch of your screws (I recommend M6, with a pitch of 1mm) and divide by the number of full-steps per rotation on your motors (usually 200). Microsteps are not reliably accurate enough, so ignore them for this calculation (though using microstepping will still make them smoother and quieter).
Ojo que depende de que tipo de varilla roscada tenes en Z, porque por ejemplo 0.22 en M5 da un numero justo de pasos pero en M8 no, y 0.22 es par.Si bien es una heuristica bastante oportuna para los pitch o paso que son múltiplos de 2, en particular para M5 sirve, no aplica a las métricas con pitch o paso impar como M8 que es 1,25mm
Saludos,
Javier
jfa3D.com.ar
|
Re: Tip del dia April 04, 2014 01:23PM |
Registered: 11 years ago Posts: 633 |
Verdad, no habia pensado en la m8 que es 1.25!, gracias por la salvada Javier!
Quote
jameghino
Quote
nic0laz
la mayoria usamos varillas metricas para z, asiq ue no hace falta sacar cuentas, con usar numeros "pares" alcanza, por ejemplo, 0.15 no seria "par", pero si 0.16 o 0.152.
se entiende?
Quote
luismanson
Dejo algo que acabo de leer/aprender y puede servir:
Taxonomy of Z axis artifacts in extrusion-based 3d printing
To avoid Z ribbing, you should always choose a layer height that is a multiple of your full-step length. To calculate the full-step length for the screws you're using, take the pitch of your screws (I recommend M6, with a pitch of 1mm) and divide by the number of full-steps per rotation on your motors (usually 200). Microsteps are not reliably accurate enough, so ignore them for this calculation (though using microstepping will still make them smoother and quieter).
Ojo que depende de que tipo de varilla roscada tenes en Z, porque por ejemplo 0.22 en M5 da un numero justo de pasos pero en M8 no, y 0.22 es par.Si bien es una heuristica bastante oportuna para los pitch o paso que son múltiplos de 2, en particular para M5 sirve, no aplica a las métricas con pitch o paso impar como M8 que es 1,25mm
Saludos,
Javier
jfa3D.com.ar
|
Re: Tip del dia August 18, 2014 06:59AM |
Registered: 11 years ago Posts: 392 |
El infill honeycomb del slic3r con ancho de extrusion obseno sale muy bien (ahora estoy probando ancho de extrusion de 1mm con boquilla de 0.4). Hace MUCHOS menos hexagonos que usando por ejemplo 0.5 por lo que la velocidad es infinitamente mayor, la maquina sufre mucho menos (menos cambios de direccion). Me queda por ver la durabilidad de las piezas que salen.
Edited 3 time(s). Last edit at 08/18/2014 07:11AM by Pointless.
Edited 3 time(s). Last edit at 08/18/2014 07:11AM by Pointless.
|
Re: Tip del dia August 18, 2014 08:52PM |
Registered: 10 years ago Posts: 209 |
muy bueno este! siempre le di un poquito mas, pero nunca probe algo obseno
Quote
Pointless
El infill honeycomb del slic3r con ancho de extrusion obseno sale muy bien (ahora estoy probando ancho de extrusion de 1mm con boquilla de 0.4). Hace MUCHOS menos hexagonos que usando por ejemplo 0.5 por lo que la velocidad es infinitamente mayor, la maquina sufre mucho menos (menos cambios de direccion). Me queda por ver la durabilidad de las piezas que salen.
|
Re: Tip del dia August 18, 2014 09:28PM |
Registered: 9 years ago Posts: 123 |
|
Re: Tip del dia August 18, 2014 10:32PM |
Registered: 10 years ago Posts: 209 |

|
Re: Tip del dia August 19, 2014 12:04AM |
Registered: 11 years ago Posts: 392 |
|
Re: Tip del dia August 20, 2014 06:45PM |
Registered: 9 years ago Posts: 54 |
Cuando decis " paro la impresion " usas el boton pausa ? en el repetier ?
Gracias
Gracias
Quote
Lechonquinto
cuando necesito que un soporte no deje marcas, paro la impresión en la capa en que termina de hacer el soporte y con aceite liviano como el de maquina de coser y un pincel, aplico una fina capa de aceite en el soporte y continuar la impresión
( evitar esquinas, no aplica a piezas complejas ) a veces el soporte se despega solo al enfriarse
|
Re: Tip del dia August 20, 2014 07:16PM |
Registered: 10 years ago Posts: 264 |

|
Re: Tip del dia August 20, 2014 08:06PM |
Registered: 10 years ago Posts: 272 |
|
Re: Tip del dia August 21, 2014 04:49PM |
Registered: 9 years ago Posts: 123 |
Quote
Moskito
Algo que me resulto muy util a la hora de hacer que slic3r no decida absolutamente todo. ANCHOS DE EXTRUSIÓN
[attachment 38581 sli.jpg]
Mosquito te hago una consulta.....
Leyendo un Manual de slic3r vi que decia en referencia a esto que estaba en etapa de prueba (el manual es viejo) pero recomendaba llevar el primer layer a 100% en lugar de 200%. Lo probaste? Cambia en algo?
|
Re: Tip del dia August 21, 2014 06:28PM |
Registered: 10 years ago Posts: 209 |
En mi caso tuve mejor "llenado" de la capa solida en %200, en 100% quedaban los hilos extruidos algo separados unos de otros. Es cuestión de probar, no hay una maquina igual a la otra.
Quote
Drakorosario
Quote
Moskito
Algo que me resulto muy util a la hora de hacer que slic3r no decida absolutamente todo. ANCHOS DE EXTRUSIÓN
[attachment 38581 sli.jpg]
Mosquito te hago una consulta.....
Leyendo un Manual de slic3r vi que decia en referencia a esto que estaba en etapa de prueba (el manual es viejo) pero recomendaba llevar el primer layer a 100% en lugar de 200%. Lo probaste? Cambia en algo?
|
Re: Tip del dia August 22, 2014 07:21PM |
Registered: 9 years ago Posts: 54 |
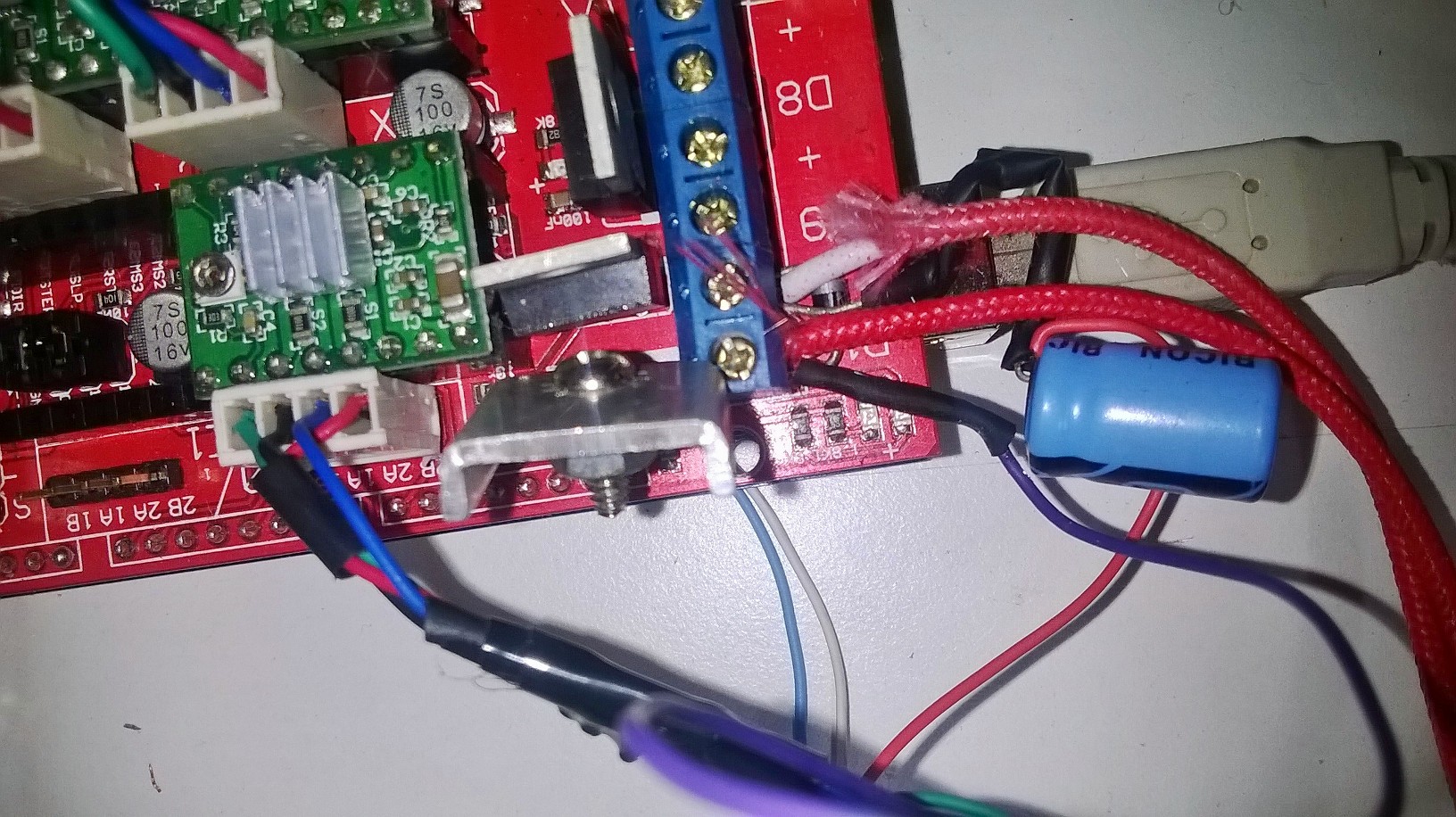
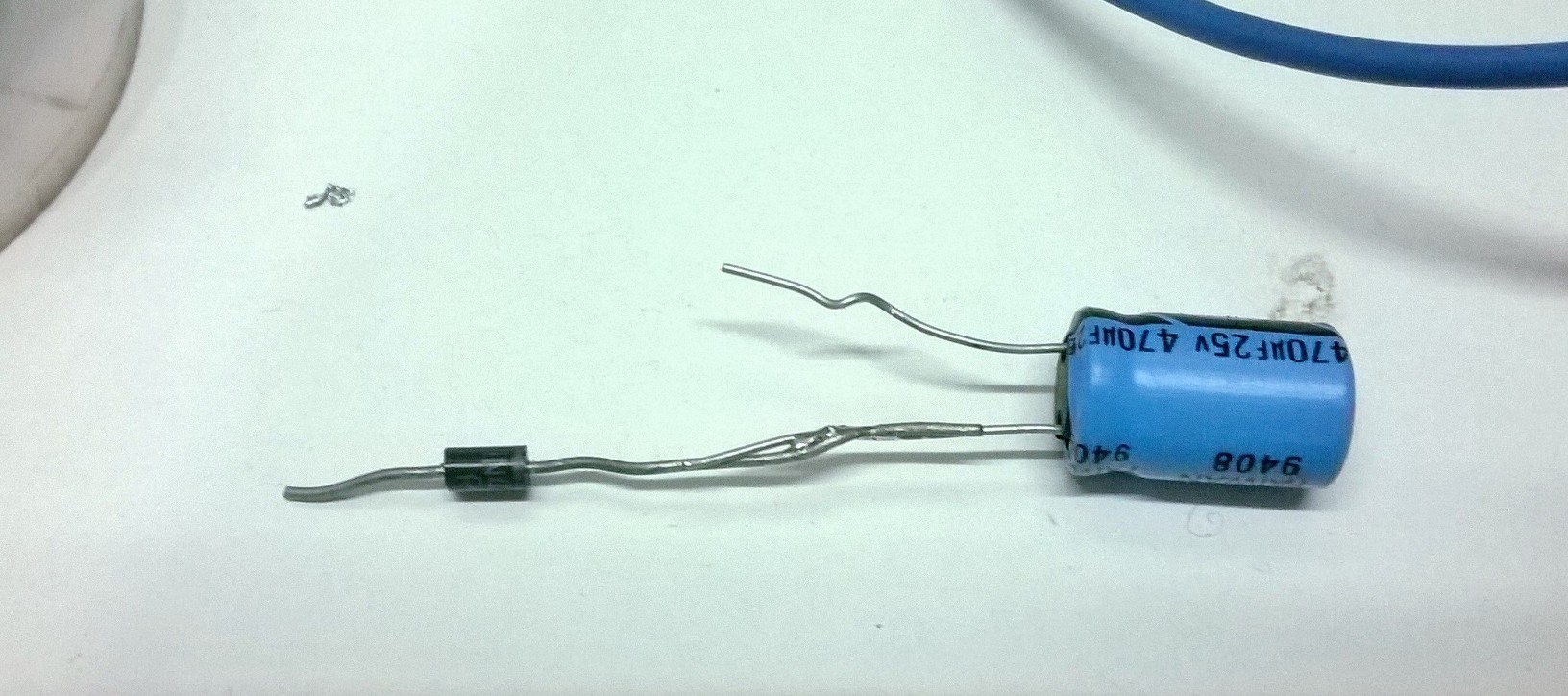
Para los que tienen fan en el extruso como en mi caso un Argento que va directo a los 12 v . para controlarlo puse un diodo y capacitor electrolictico en la salida maneja el cartucho calentador
Que hace el diodo carga el capacitor y evita que se descargue atravez de los cables que van al cartucho .
cuando la ramps empieza com el ajuste PWM (tren de pulsos para estabilizar la temperatura) . el fan al estar conectado del lado del capacitor estabiliza la onda y lo mantiene encendido ,
con 70 micro dura 2 seg encendido aprox . variara de acuerdo al fan .
Nano
Que hace el diodo carga el capacitor y evita que se descargue atravez de los cables que van al cartucho .
cuando la ramps empieza com el ajuste PWM (tren de pulsos para estabilizar la temperatura) . el fan al estar conectado del lado del capacitor estabiliza la onda y lo mantiene encendido ,
con 70 micro dura 2 seg encendido aprox . variara de acuerdo al fan .
Nano
|
Re: Tip del dia August 28, 2014 02:55AM |
Registered: 11 years ago Posts: 392 |
Mientras armamos nuestras impresoras, routers, robots o maquinas para conquistar al mundo de turno es aconsejable en caso de utilizar rodamientos lineales hacer las siguientes dos cosas:
- Matarle toda la rebarba a las puntas de las varillas lisas y en lo posible bicelarle las puntas
- Lubricar los rodamientos ANTES de ponerlos en los ejes
De esta forma se van a ahorrar quilombos por perdidas de bolitas del rodamiento y rayones en las varillas lisas
- Matarle toda la rebarba a las puntas de las varillas lisas y en lo posible bicelarle las puntas
- Lubricar los rodamientos ANTES de ponerlos en los ejes
De esta forma se van a ahorrar quilombos por perdidas de bolitas del rodamiento y rayones en las varillas lisas
|
Re: Tip del dia August 28, 2014 05:17PM |
Moderator Registered: 12 years ago Posts: 367 |
Corolario al comentario de Pointless:
- Si las varillas son de acero inoxidable trefiladas, pulir las mismas a fuerza de agujereadora, autopolish y sucesión de lijas de calibre 800, 1000 y 1200 (para lograr el billo máximo).
De este modo obtenemos un movimiento suave y menor ruido.
- Si las varillas son de acero inoxidable trefiladas, pulir las mismas a fuerza de agujereadora, autopolish y sucesión de lijas de calibre 800, 1000 y 1200 (para lograr el billo máximo).
De este modo obtenemos un movimiento suave y menor ruido.
Quote
Pointless
Mientras armamos nuestras impresoras, routers, robots o maquinas para conquistar al mundo de turno es aconsejable en caso de utilizar rodamientos lineales hacer las siguientes dos cosas:
- Matarle toda la rebarba a las puntas de las varillas lisas y en lo posible bicelarle las puntas
- Lubricar los rodamientos ANTES de ponerlos en los ejes
De esta forma se van a ahorrar quilombos por perdidas de bolitas del rodamiento y rayones en las varillas lisas

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.