tisk prusa v3 - rada
Posted by raptik
|
tisk prusa v3 - rada September 07, 2013 06:41PM |
Registered: 10 years ago Posts: 1,038 |
Ahoj,
potreboval bych poradit...
snazim se tisknout dily na prusu v3 (z gitu prusy), ale nedari se mi vytisknout idler a motor cast u X koncu. ty tenky casti proste behem cladnuti praskaj a uz nevim, co stim krome najit jine stl od nekoho jineho...
stl mam generovany ze scadu na nastaveni v skeinforge, dle rad v configu
uz sem se v skeinforge dostal s nastavenim edge width over height z 1,5 na 2,2, uz sem experimentoval s teplotou a poctem smycek v perimetru a stale nic... pride mi, ze ty steny pro pas prostor jsou tenky pro chladnuti, ale nak to snad jit musi vytisknout
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
potreboval bych poradit...
snazim se tisknout dily na prusu v3 (z gitu prusy), ale nedari se mi vytisknout idler a motor cast u X koncu. ty tenky casti proste behem cladnuti praskaj a uz nevim, co stim krome najit jine stl od nekoho jineho...
stl mam generovany ze scadu na nastaveni v skeinforge, dle rad v configu
uz sem se v skeinforge dostal s nastavenim edge width over height z 1,5 na 2,2, uz sem experimentoval s teplotou a poctem smycek v perimetru a stale nic... pride mi, ze ty steny pro pas prostor jsou tenky pro chladnuti, ale nak to snad jit musi vytisknout
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: tisk prusa v3 - rada September 09, 2013 05:50AM |
Registered: 10 years ago Posts: 1,038 |
Nikdo s napadem nebo radou??? je to muj prvni pokus o nake vetsi tisky dilu k jine tiskarne
zatim se par veci vytisk pro sebe a celkem OK, ale ne s takovejma problemama...
zkusil sem uz upravit ty steny na malinko vetsi tloustku a bez vysledku.
uz jedine, co me napada, nemit zaplej vetrak behem tisku tech tenkejch casti- aby se lepe spojila nova vrstva se starou. akorat to asi bude pak mit vliv na "tvar" vytisku...
tisknu (ABS):
do 3 vrstvy - bed: 115°C - hotend: 220°C
od 4 vrstvy - bed: 110°C - hotend: 215°C
chlazeni mam resene jako : [www.thingiverse.com] a 60cm vetrak jede na cca 12% od 3vrstvy (M106 S30 - pokud pocitam dobre tak je to 12% z 255 a pokud parametr S je v 8bit hodnote)
udelal sem uz asi 10 ruznejch pokusu s nastavenim, a az na 2ks to praska vzdy v rozich diry pro pas a kupodivu jen na strane s uchyty lozisek (motor dil) nebo pobliz okna ci primo v jeho urovni a kupodivu jen na hladke strane (idler dil)
a nejvic me "bavi" to, ze to dost casto rupne tak po 2-3h od tisku...
byl by nekdo tak hodnej a poradil?
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
zatim se par veci vytisk pro sebe a celkem OK, ale ne s takovejma problemama...
zkusil sem uz upravit ty steny na malinko vetsi tloustku a bez vysledku.
uz jedine, co me napada, nemit zaplej vetrak behem tisku tech tenkejch casti- aby se lepe spojila nova vrstva se starou. akorat to asi bude pak mit vliv na "tvar" vytisku...
tisknu (ABS):
do 3 vrstvy - bed: 115°C - hotend: 220°C
od 4 vrstvy - bed: 110°C - hotend: 215°C
chlazeni mam resene jako : [www.thingiverse.com] a 60cm vetrak jede na cca 12% od 3vrstvy (M106 S30 - pokud pocitam dobre tak je to 12% z 255
a pokud parametr S je v 8bit hodnote)udelal sem uz asi 10 ruznejch pokusu s nastavenim, a az na 2ks to praska vzdy v rozich diry pro pas a kupodivu jen na strane s uchyty lozisek (motor dil) nebo pobliz okna ci primo v jeho urovni a kupodivu jen na hladke strane (idler dil)
a nejvic me "bavi" to, ze to dost casto rupne tak po 2-3h od tisku...
byl by nekdo tak hodnej a poradil?
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 09, 2013 06:12AM |
Registered: 11 years ago Posts: 748 |
Nevim jakou rychlosti tisknes, ale 220 na hotendu se mi zda dost malo. od koho mas ABS? Doporucuje tak nizke teploty? Mohlo by to byt prave tim, ze se ti vrstvy dostatecne nenatavi/nespecou k sobe a diky pnuti (pri chladnuti se ABS vzdy smrstuje) vyssich masivnejsich vrstev to pak popraska.
_______________
Rebel ?
[rebelove.org]
_______________
Rebel ?
[rebelove.org]
|
Re: tisk prusa v3 - rada September 09, 2013 06:31AM |
Registered: 10 years ago Posts: 1,038 |
Od [www.reprap.cc]
ten mi doporucoval co nejnizssi moznou... pry s timhle tiskne i na 205°C a je fakt, ze kolem 202 - 203°C se uz da, sice stezi, protlacit rukou. a u 230°C uz pomerne casto propraskavaj bublinky...
prvotni tisk byl 30/30 feed / flow - s EoW na 1,5 - to sem musel upravit postupne na EoW 1,9 pri tisku nohou na Y osy (rupaly pak v nejtencim miste diry pro M10 tyc) a kvuly casove uspore sem presel na 60/60 feed/flow a u X-endu sem se dopracoval k EoW 2,2
takze konkretne X-Endy mam:
flow: 60
feed: 60
EoW: 2,2
dan Wrote:
-------------------------------------------------------
> Nevim jakou rychlosti tisknes, ale 220 na hotendu
> se mi zda dost malo. od koho mas ABS? Doporucuje
> tak nizke teploty? Mohlo by to byt prave tim, ze
> se ti vrstvy dostatecne nenatavi/nespecou k sobe a
> diky pnuti (pri chladnuti se ABS vzdy smrstuje)
> vyssich masivnejsich vrstev to pak popraska.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
ten mi doporucoval co nejnizssi moznou... pry s timhle tiskne i na 205°C a je fakt, ze kolem 202 - 203°C se uz da, sice stezi, protlacit rukou. a u 230°C uz pomerne casto propraskavaj bublinky...
prvotni tisk byl 30/30 feed / flow - s EoW na 1,5 - to sem musel upravit postupne na EoW 1,9 pri tisku nohou na Y osy (rupaly pak v nejtencim miste diry pro M10 tyc) a kvuly casove uspore sem presel na 60/60 feed/flow a u X-endu sem se dopracoval k EoW 2,2
takze konkretne X-Endy mam:
flow: 60
feed: 60
EoW: 2,2
dan Wrote:
-------------------------------------------------------
> Nevim jakou rychlosti tisknes, ale 220 na hotendu
> se mi zda dost malo. od koho mas ABS? Doporucuje
> tak nizke teploty? Mohlo by to byt prave tim, ze
> se ti vrstvy dostatecne nenatavi/nespecou k sobe a
> diky pnuti (pri chladnuti se ABS vzdy smrstuje)
> vyssich masivnejsich vrstev to pak popraska.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 10, 2013 08:46AM |
Registered: 10 years ago Posts: 1,038 |
tak 225°C mozna pomohlo... vecer sem vytisk, rano kouknul a ok... tak uvidim po navratu z prace...
a vzpomel sem si proc sem opustil teploty nad 220°C - malem sem nesundal vytisk z kaptonu 
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
a vzpomel sem si proc sem opustil teploty nad 220°C
- malem sem nesundal vytisk z kaptonu vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 10, 2013 08:56AM |
Registered: 11 years ago Posts: 748 |
Kapton mas odkud ? Mam podobnou zkusenost s kaptonem z reprapworld.com na GME kaptonu to zdaleka tak nedrzi.
_______________
Rebel ?
[rebelove.org]
_______________
Rebel ?
[rebelove.org]
|
Re: tisk prusa v3 - rada September 10, 2013 08:59AM |
Registered: 10 years ago Posts: 1,038 |
od stejneho mista jak abs - reprap austria... aby to lip drzelo tak ho prebrusuju brusmym papirem (400)
dan Wrote:
-------------------------------------------------------
> Kapton mas odkud ? Mam podobnou zkusenost s
> kaptonem z reprapworld.com na GME kaptonu to
> zdaleka tak nedrzi.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
dan Wrote:
-------------------------------------------------------
> Kapton mas odkud ? Mam podobnou zkusenost s
> kaptonem z reprapworld.com na GME kaptonu to
> zdaleka tak nedrzi.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 10, 2013 12:22PM |
Registered: 10 years ago Posts: 1,038 |
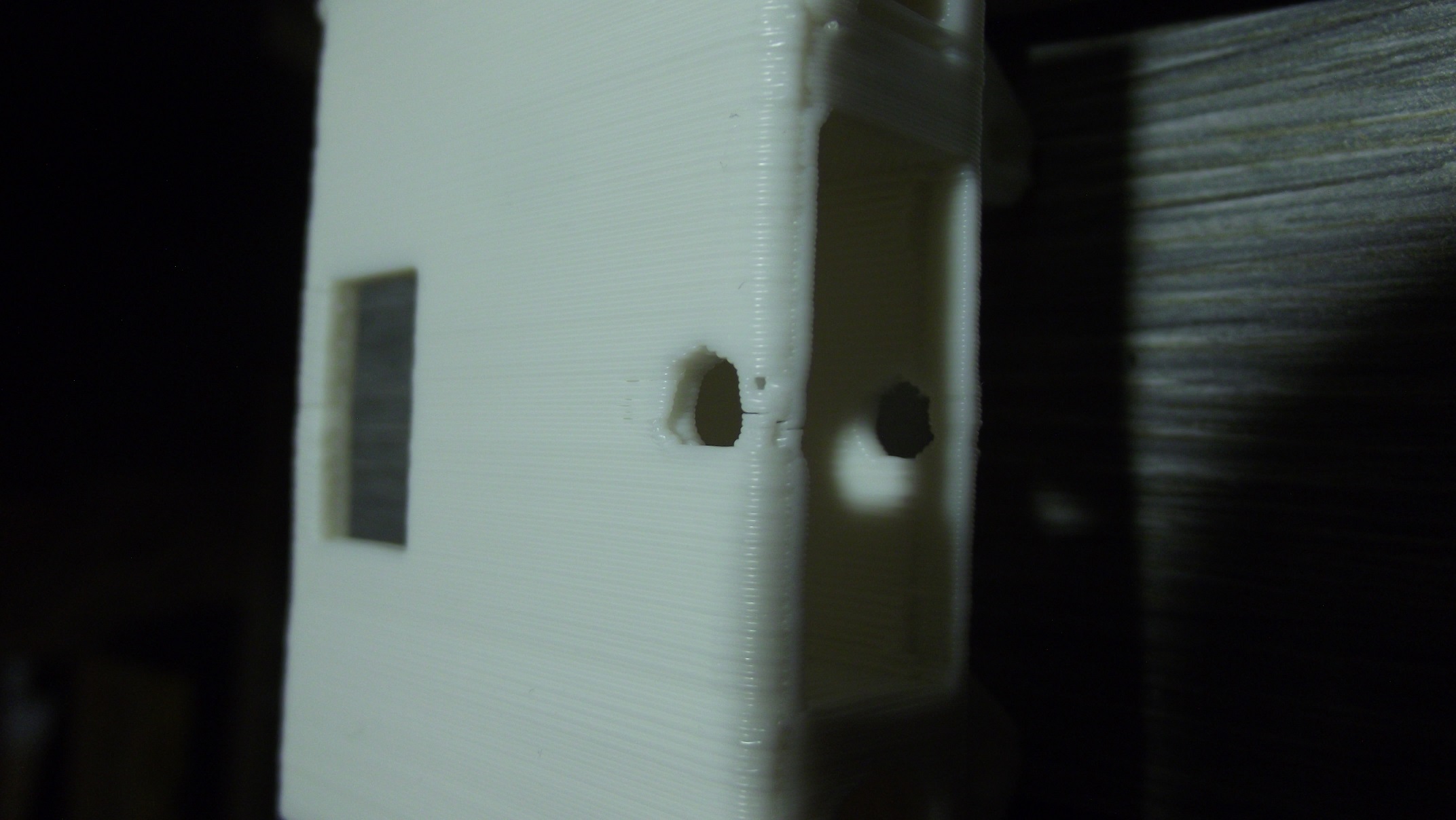
hmm, tak po navratu domu a cca 20h po tisku vysledek viz fota...
rupnuti opet... a rano to tam jeste nebylo
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
rupnuti opet... a rano to tam jeste nebylo
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: tisk prusa v3 - rada September 10, 2013 01:44PM |
Registered: 11 years ago Posts: 748 |
Pohledove mi to pripada, ze mas malo materialu, nebo tisknes moc vysokou vrstvu. jakou mas trysku a vejsku vrstvy? Rozpust si trochhu ABS v acetonu, udelej si tmel a zalep to, at to muzes pouzit
_______________
Rebel ?
[rebelove.org]
_______________
Rebel ?
[rebelove.org]
|
Re: tisk prusa v3 - rada September 10, 2013 02:03PM |
Registered: 10 years ago Posts: 1,038 |
tryska: 0,5
vrstva:0,3
pomer sirky hrany k vejsce: 2,2
no ja to prave netisknu pro sebe a sou to snad posledni posledni 2 dily co proste ne a ne dokoncit...
kdyz je nevytisknu nebude jen tak hned dalsi matros na tisk...
ten tmel uz pripravuju, ale nevim jak by se s tim nekdo spokojil...
dan Wrote:
-------------------------------------------------------
> Pohledove mi to pripada, ze mas malo materialu,
> nebo tisknes moc vysokou vrstvu. jakou mas trysku
> a vejsku vrstvy? Rozpust si trochhu ABS v acetonu,
> udelej si tmel a zalep to, at to muzes pouzit
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
vrstva:0,3
pomer sirky hrany k vejsce: 2,2
no ja to prave netisknu pro sebe
a sou to snad posledni posledni 2 dily co proste ne a ne dokoncit...kdyz je nevytisknu nebude jen tak hned dalsi matros na tisk...
ten tmel uz pripravuju, ale nevim jak by se s tim nekdo spokojil...
dan Wrote:
-------------------------------------------------------
> Pohledove mi to pripada, ze mas malo materialu,
> nebo tisknes moc vysokou vrstvu. jakou mas trysku
> a vejsku vrstvy? Rozpust si trochhu ABS v acetonu,
> udelej si tmel a zalep to, at to muzes pouzit
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 11, 2013 01:22AM |
Registered: 11 years ago Posts: 620 |
|
Re: tisk prusa v3 - rada September 11, 2013 01:41AM |
Registered: 10 years ago Posts: 1,038 |
ad matros: a naky overeny zdroj?? - pravdepodobne oblibena otazka novacku
no mam uz jen tak mozna 20 - 30m filamentu, tak moc pokusu neni...
takze se asi po vymene dovim, jestli novej fillament pomuze.
ale vcera sem koukal, ze poslednich asi 9mm mi prislo nak moc natavenejch... bud se jen mirne na zacatku protahl ten bridg co ta ma prusa (ta asi 1mm mezera u pojezdovy tyce) nebo i dal - hloubs v dilu; a od toho i ostatni vrstvy mi prislu ponekud vic slity nez nizsi cast dilu...
bud by to bylo vyssi akumulaci tepla, ale nevim proc az u posledniho cca 1cm, nebo fakt matrosem.
jirpil Wrote:
-------------------------------------------------------
> Řekl bych nedostatecne slepene vrstvy vlivem
> nizke teploty. Krom dlouhych bridgu bych vubec
> nechladil. Ale taky by to mohla byt libustka
> konkretniho matrose.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
- pravdepodobne oblibena otazka novackuno mam uz jen tak mozna 20 - 30m filamentu, tak moc pokusu neni...
takze se asi po vymene dovim, jestli novej fillament pomuze.
ale vcera sem koukal, ze poslednich asi 9mm mi prislo nak moc natavenejch... bud se jen mirne na zacatku protahl ten bridg co ta ma prusa (ta asi 1mm mezera u pojezdovy tyce) nebo i dal - hloubs v dilu; a od toho i ostatni vrstvy mi prislu ponekud vic slity nez nizsi cast dilu...
bud by to bylo vyssi akumulaci tepla, ale nevim proc az u posledniho cca 1cm, nebo fakt matrosem.
jirpil Wrote:
-------------------------------------------------------
> Řekl bych nedostatecne slepene vrstvy vlivem
> nizke teploty. Krom dlouhych bridgu bych vubec
> nechladil. Ale taky by to mohla byt libustka
> konkretniho matrose.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 11, 2013 03:09PM |
Registered: 10 years ago Posts: 1,038 |
tak zatim to vypada na nepomer v podavani materialu...
evidentne sem podcenil prechod z 30mm/s na 60mm/s bez kalibrace. test krychle pri infill 1 - uz v pulce mi hotend reje v ABS
Z osa odjizdi pomerne presne a extruder taky davkuje jak ma...
tak uvidim jestli to je jen tim, ze sem byl linej...
Edited 1 time(s). Last edit at 09/11/2013 03:11PM by raptik.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
evidentne sem podcenil prechod z 30mm/s na 60mm/s bez kalibrace. test krychle pri infill 1 - uz v pulce mi hotend reje v ABS
Z osa odjizdi pomerne presne a extruder taky davkuje jak ma...
tak uvidim jestli to je jen tim, ze sem byl linej...
Edited 1 time(s). Last edit at 09/11/2013 03:11PM by raptik.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 20, 2013 03:39AM |
Registered: 10 years ago Posts: 1,038 |
tak opravdu to vypada na problem s teplotou v kombinaci spatneho nastaveni... mam uz i jine ABS tak az dojedu tohle, uvidim jestli i to neco udela...
takze dekuji za cas a snahu zucastnenych poradcu...
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
takze dekuji za cas a snahu zucastnenych poradcu...
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 23, 2013 04:12AM |
Registered: 10 years ago Posts: 1,038 |
tak, nove ABS se chova lip ale stejne dil praskne v miste, kde je tenka cast mezi dirou pro napinak pasu a stenou. zkouseno pri 230°C jeste zkusim jit vejs s teplotou, ale moc se mi do toho nechce, ale asi budu muset. ale chtel poprosit nakeho zdatnejsi skeinforgistaka / reprapaka o kontrolu nastaveni, nebo alespon osvetleni zakladni veci o ktere si ted nejsem jistej, jestli chapu dobre.
pokdu mam vrstvu vysokou 0,3mm a pomer Edge width over height 2,2 vyjde mi sirka tisknuteho vlakna 0,66, to chapu.
ale jestli to tedy chapu dobre, tak pokud si vytisknu 0.5mm-thin-wall.stl mel bych mit stenu tohoto objektu takto sirokou, ne???
protoze me vyjde na 0,8 misto 0,66. ovlivnuje to i teplota ? me to tak neprislo (pri 215°C neni moc velka zmena oproti 230°C mozna tak o -0,04mm pri nizsi teplote)
a v profilu, kterej mam, ze mi tu 0,5mm-thin-wall.stl vytiskne s hranou sirokou 0,66mm je vysledny idler hotova prehlidka odlepeni vrstev...
coz bych asi rek, ze bude opravdu problem teploty, ale nejsem si jist
extruder mi davkuje presne 100mm odpovida 100mm +-0,1mm, coz bych nerek, ze je velka chyba.
jo muzu to lepit, diry se jinde zatim neobjevujou, takze funkcne je dil v poradku. Ale stve me, ze se to deje a rad bych prisel na duvod...
edit: v prilozenem profilu sem jen ted zapomel vypnout generovani supportu - zkousel sem ted neco s jinym stl a zapomel na to
Edited 1 time(s). Last edit at 09/23/2013 04:21AM by raptik.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
pokdu mam vrstvu vysokou 0,3mm a pomer Edge width over height 2,2 vyjde mi sirka tisknuteho vlakna 0,66, to chapu.
ale jestli to tedy chapu dobre, tak pokud si vytisknu 0.5mm-thin-wall.stl mel bych mit stenu tohoto objektu takto sirokou, ne???
protoze me vyjde na 0,8 misto 0,66. ovlivnuje to i teplota ? me to tak neprislo (pri 215°C neni moc velka zmena oproti 230°C mozna tak o -0,04mm pri nizsi teplote)
a v profilu, kterej mam, ze mi tu 0,5mm-thin-wall.stl vytiskne s hranou sirokou 0,66mm je vysledny idler hotova prehlidka odlepeni vrstev...
coz bych asi rek, ze bude opravdu problem teploty, ale nejsem si jist
extruder mi davkuje presne 100mm odpovida 100mm +-0,1mm, coz bych nerek, ze je velka chyba.
jo muzu to lepit, diry se jinde zatim neobjevujou, takze funkcne je dil v poradku. Ale stve me, ze se to deje a rad bych prisel na duvod...
edit: v prilozenem profilu sem jen ted zapomel vypnout generovani supportu - zkousel sem ted neco s jinym stl a zapomel na to
Edited 1 time(s). Last edit at 09/23/2013 04:21AM by raptik.
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
|
Re: tisk prusa v3 - rada September 25, 2013 05:47PM |
Registered: 11 years ago Posts: 77 |
raptik wrote:
> pokud mam vrstvu vysokou 0,3mm a pomer Edge width over height 2,2 vyjde mi sirka tisknuteho vlakna 0,66, ... tak pokud si vytisknu 0.5mm-thin-wall.stl mel bych mit stenu tohoto objektu takto sirokou, ne???
No, tak by to mělo fungovat. V zásadě já zadávám WoH na základě toho, jakou tloušťku stěny změřím u takto vytištěné slupky. Je pravda, že pokud mi vyjde příliš velké WoH (vyšší než 2,5), tak snižuju flow rate (pro feed rate 30mm/s nastavuju obvykle flow rate 25mm/s), abych se dostal na hodnoty WoH kolem 2,0.
> ovlivnuje to i teplota ?
Donedávna jsem si myslel, že jo. Ale to jsem si taky myslel, že to ovlivňuje i rychlost tisku. A pak jsem přišel na to, že mám slabé pružinky na extruderu a při vyšších rychlostech tisku, když se zvýší odpor vlákna v hotendu, tak mi začne podávací šroub prokluzovat.
> pokud mam vrstvu vysokou 0,3mm a pomer Edge width over height 2,2 vyjde mi sirka tisknuteho vlakna 0,66, ... tak pokud si vytisknu 0.5mm-thin-wall.stl mel bych mit stenu tohoto objektu takto sirokou, ne???
No, tak by to mělo fungovat. V zásadě já zadávám WoH na základě toho, jakou tloušťku stěny změřím u takto vytištěné slupky. Je pravda, že pokud mi vyjde příliš velké WoH (vyšší než 2,5), tak snižuju flow rate (pro feed rate 30mm/s nastavuju obvykle flow rate 25mm/s), abych se dostal na hodnoty WoH kolem 2,0.
> ovlivnuje to i teplota ?
Donedávna jsem si myslel, že jo. Ale to jsem si taky myslel, že to ovlivňuje i rychlost tisku. A pak jsem přišel na to, že mám slabé pružinky na extruderu a při vyšších rychlostech tisku, když se zvýší odpor vlákna v hotendu, tak mi začne podávací šroub prokluzovat.
|
Re: tisk prusa v3 - rada September 25, 2013 06:04PM |
Registered: 10 years ago Posts: 1,038 |
fugazza Wrote:
-------------------------------------------------------
> No, tak by to mělo fungovat. V zásadě já
> zadávám WoH na základě toho, jakou tloušťku
> stěny změřím u takto vytištěné slupky. Je
> pravda, že pokud mi vyjde příliš velké WoH
> (vyšší než 2,5), tak snižuju flow rate (pro
> feed rate 30mm/s nastavuju obvykle flow rate
> 25mm/s), abych se dostal na hodnoty WoH kolem
> 2,0.
>
nojo, jenze kdyz sem si nakalibroval kopii profilu na stenu, ktera se mi vytiskla s 0,6mm sirkou, tak byl krasne vypadajici idler - rohy perfektni, steny hladsi atd., ale nepouzitelnej... rupavost malem i jen od pohledu
ale nezkousel sem to s novym ABS a teplotou nad 230°C a jeste sem objevil jedno nastaveni, ktere by mohlo pomoct...
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
-------------------------------------------------------
> No, tak by to mělo fungovat. V zásadě já
> zadávám WoH na základě toho, jakou tloušťku
> stěny změřím u takto vytištěné slupky. Je
> pravda, že pokud mi vyjde příliš velké WoH
> (vyšší než 2,5), tak snižuju flow rate (pro
> feed rate 30mm/s nastavuju obvykle flow rate
> 25mm/s), abych se dostal na hodnoty WoH kolem
> 2,0.
>
nojo, jenze kdyz sem si nakalibroval kopii profilu na stenu, ktera se mi vytiskla s 0,6mm sirkou, tak byl krasne vypadajici idler - rohy perfektni, steny hladsi atd., ale nepouzitelnej... rupavost malem i jen od pohledu
ale nezkousel sem to s novym ABS a teplotou nad 230°C a jeste sem objevil jedno nastaveni, ktere by mohlo pomoct...
vlastni navrh plus ve vystavbe CoreXY
Thingiverse : [www.thingiverse.com]
git: [github.com]
shop: [shop.daje.cz]
Teorie relativity:
vysvetleni 1: sahnes-li na rozpalenou panev, vteriny jsou jak hodiny. sahnes-li na rozpalenou zenu, hodiny jsou jak vteriny...
vysvetleni 2: strcis-li mi nos do zadnice, pak ja mam nos v zadku, ty mas nos v zadku, ale ja sem na tom relativne lip
Sorry, only registered users may post in this forum.