Nitro´s PPSU hochtemp drucker
geschrieben von NitroFreak
|
Re: Nitro´s PPSU hochtemp drucker 20. March 2019 06:55 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Quote
windiesel
so langsam geht mit dem Drucker echt die Post ab.
Tatsache, die Ergebnisse (gerade PPSU) können sich mittlerweise richtig sehen lassen
 . Was ich mal interessant fände, wäre das Druckverhalten bei einem halbwegs massiven Bauteil (wg. Maßhaltigkeit/Schrumpfung, Warping, etc.).
. Was ich mal interessant fände, wäre das Druckverhalten bei einem halbwegs massiven Bauteil (wg. Maßhaltigkeit/Schrumpfung, Warping, etc.).Eine Kleinigkeit aber: Das ist ein wirklich schönes Projekt, dass du hier führst. Stell die Bilder doch am besten über das Forentool (bei Beitragserstellung) ein - Imgur löscht nach einer Weile die Bilder und deinen Beiträgen fehlt es dann komplett an Kontext und Qualität.
Gruß
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Nitro´s PPSU hochtemp drucker 20. March 2019 19:42 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Quote
ZipZap
Quote
windiesel
so langsam geht mit dem Drucker echt die Post ab.
Tatsache, die Ergebnisse (gerade PPSU) können sich mittlerweise richtig sehen lassen
Eine Kleinigkeit aber: Das ist ein wirklich schönes Projekt, dass du hier führst. Stell die Bilder doch am besten über das Forentool (bei Beitragserstellung) ein - Imgur löscht nach einer Weile die Bilder und deinen Beiträgen fehlt es dann komplett an Kontext und Qualität.
Gruß
Julien
Danke dir,
Ich hab es im ersten Post mit dem Forentool probiert, aber da kamen nicht die vollen bilder, nur anhänge.
Mit Imgur habe ich bis jetzt die besten Erfahrungen gemacht, die ersten Bilder in den Modellbauforen sind auch nach über 5 Jahren immernoch vorhanden.
Meist ist es eher so, dass bei Forenumstrukturierungen die Forenbilder verschwunden gingen, aber die Bilder, die nur mit Links eingefügt wurden noch vorhanden waren
Grüße
Max
|
Re: Nitro´s PPSU hochtemp drucker 21. March 2019 03:50 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Quote
NitroFreak
Quote
ZipZap
Quote
windiesel
so langsam geht mit dem Drucker echt die Post ab.
Tatsache, die Ergebnisse (gerade PPSU) können sich mittlerweise richtig sehen lassen
Eine Kleinigkeit aber: Das ist ein wirklich schönes Projekt, dass du hier führst. Stell die Bilder doch am besten über das Forentool (bei Beitragserstellung) ein - Imgur löscht nach einer Weile die Bilder und deinen Beiträgen fehlt es dann komplett an Kontext und Qualität.
Gruß
Julien
Danke dir,
Ich hab es im ersten Post mit dem Forentool probiert, aber da kamen nicht die vollen bilder, nur anhänge.
Mit Imgur habe ich bis jetzt die besten Erfahrungen gemacht, die ersten Bilder in den Modellbauforen sind auch nach über 5 Jahren immernoch vorhanden.
Meist ist es eher so, dass bei Forenumstrukturierungen die Forenbilder verschwunden gingen, aber die Bilder, die nur mit Links eingefügt wurden noch vorhanden waren
Grüße
Max
Fast, aber eigentlich nicht
 .
.Guck dir mal diesen Beitrag von Fridi an (jaja, für "Anfänger" - aber darin sind sehr gute Infos). Die Bilder werden IMMER als Anhang hochgeladen. Um Sie einbetten zu können, gibt es dazu den Pfeil "Link in die Nachricht einfügen". Wir können hier Bilder nur als Online-Verweis einbetten und damit verweist Du quasi auf Dein eigenes Bild. Ergo hast Du das Bild in Deinem Post und gleichzeitig sinnvoll für die Nachwelt erhalten. Du verweist also auf ein Bild im Netz (Link), der Hoster ist jedoch unser Forum - zwei Fliegen, eine Klatsche.
Ich spreche ungerne hohes Lob aus (das steigt vielen irgendwie zu Kopfe und führt zu Überheblichkeit), aber das ist ein sehr interessantes Projekt was Du hier vorstellst. Bauart, verwendete Bauteile und vor allem die Spezialisierung von allem auf ein ganz bestimmtes Material und dessen Anforderungen gibt es hier selten, da steckt richtig Herzblut hinter. Es wäre sehr schade, wenn aufgrund eines Fehlers (oder weil Imgur einen Furz im Kopf hat, oder weil einfach DIESER SCHEISS MIT ARTIKEL 13 DURCHGESETZT WIRD) diese Beiträge und Bilder verloren gingen und der Thread keinen Sinn mehr ergeben würde, vielleicht kommt ja irgend ein Perverser auf die Idee den Backbot™ (ich will 50ct jedes Mal wenn das einer sagt) nachzubauen.
Immer schön weiter hier Dokumentieren
 .
.Gruß
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Nitro´s PPSU hochtemp drucker 28. March 2019 17:25 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Hi Leute,
Nachdem ich die Teile jetzt am Dienstag abgeschickt habe, hier erstmal der abschließende Bericht von der Competition. (Ergebnisse und Platzierung werden dann am 15. Natürlich noch bekannt gegeben)
Hier noch die restlichen Bilder mit gelegentlicher Kommentierung.
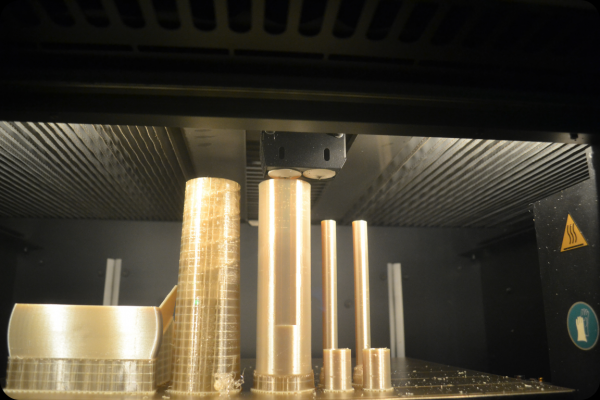
Habe mir ein Borosilikatglas geholt ähnlich wie auf dem Tornado, weil das mit dem PEI ja nicht so gelaufen ist wie gedacht. Auf PEI haftet es zwar besser, es verformt sich aber.
Die "Haftlösung" ist eine in 3 schichten aufgetragene PVA Lösung, die mit der weile festbackt, wobei sie nach ca. 5 stunden im Ofen neu aufgetragen werden muss. Da ein Rohr ungefähr 54 minuten gebraucht hat, habe ich immer 5 drucke hinbekommen, bevor ich sie erneuern musste.
Dabei nimmt die "Haftleistung" mit der weile linear ab, bis es sein kann, dass der Druck umfällt. Das ist mir ungefähr 3x passiert, bis ich es gelernt habe. Dabei ist nur wichtig, dass die erste schicht innerhalb dieser 5 stunden gedruckt wurde, danach kann der druck auch noch einen Tag weiter gehen, ohne dass der Druck abfällt. Nur nach den ca. 5h ist das PVA so festgebacken, dass es zu hart ist, um an dem PPSU zu haften.
Die "Sichere" Alternative ist sicherlich, für jeden Druck eine neue PEI folie zu nehmen, da diese (10€) Vergleichsweise zu PPSU günstig ist (eine Röhre kostet ungefähr 13,50€ an Filament)
Um die Gantry oben noch etwas zu kühlen, habe ich von dem Ventilator, der auf die Z achse zeigt, ca. 2/3 abgezweigt und nach oben geleitet. Das ist übrigens auch Offiziell das erste Druckteil in diesem Drucker (allerdings auf meinem CTC gedruckt)
(allerdings auf meinem CTC gedruckt)
Jetzt ist die Temperatur der Aluplatte auf der Oberseite auf angenehme 30-35°C geregelt, auch nach 10 stunden kontinuierlich laufendem Drucker bei 212°C.
Hier sieht man die Heizspule am strahlen bei einem Aufheizzyklus.
Dann dachte ich, ich mach was gutes und rüste auf einen Direkt extruder um, bzw. auf einen extrem kurzen bowden.
Leider hat mich der Drucker sofort mit solchen Artefakten auf der Oberfläche bestraft, wie man sie eigentlich nur anders herum von Bowden systemen oder auf Deltas mit Salmon skin bezeichen könnte. Man kann es leider nicht perfekt erkennen auf Fotos.
Naja, dann habe ich zurück gebaut, und die Probleme verschwanden wieder. Wenn jemand dazu eine Erklärung hat, oder etwas weiß, bitte her damit.
Hier dann so der ungefähre Endstand:
Aus den Wänden (3,175 mm dicke) habe ich die Z achsen samples herausgefertigt.
Zersägt
Und mir eine Fixtur ausgedacht, um die Samples herauszufräsen.
Leider ist das dann nach hinten losgegangen, nicht unbedingt wegen der Fixtur, aber weil ich einen programmier fehler gemacht habe.
Habe mir dann nochmal eine neue ausgedacht, da ich bei der ersten die beiden seiten und die Taille nicht gleichzeitig fräsen konnte, was mir Probleme mit der Toleranz bereitet hat, da man umspannen musste.
Hier dann die V2
Hier dann die enden noch auf Länge gebracht.
Noch zur Erklärung warum ich diese so fertigen durfte: Die Regeln der Competition haben es mir erlaubt, Formen zu drucken die höher und breiter sind als die Zugsamples, solange die Dicke dieselbe ist wie die der Zugsamples (3,175mm) und senkrecht gedruckt wurden.
Daraus durfte man dann die Zugsamples herausfertigen.
Hier dann das letzte Goodbye der Testteile.
Friedhof der Ersatzteile:
Bisher habe ich geschrottet:
3x 12V heizpatronen (insg. ca 40h druckzeit auf 395°C)
1x e3d kupfer volcano heizblock
1x Titan heatbreak
1x PT100 Sensor
Nicht auf dem Bild:
1x 12v 42A Netzteil
1x Unzählige Düsen
1x meine Nerven
Noch zum e3d Design ein kleiner rant.
Nachdem ich jetzt etwas Zeit mit diesem System verbracht habe, kann ich positiv sagen, dass es absolut dumm ist.
Neben der Art der Schrauben (Linsenkopf) die die schwächste Art von Schraubenkopf darstellen und sofort durchdrehen, auch die behinderte Art der Fixierung des Temp sensors, der so nah toleriert wurde und natürlich auch festgefressen war.
Nachdem der PT100 Temp sensor versagt hat, kann man ihn nicht mehr wechseln. Aushämmern hat nur die Innereien dank des dünnen Bodens zu Tage gefördert. Ausbohren der Hülse hat mich mehrere teure Bohrer gekostet. für die Tonne.das teil. Zum glück hatte ich noch einen zweiten.
Das Inhärente Problem ist aber die Art, wie heatblock, Düse, Heatbreak und heatsink fixiert werden, weil man drei gewinde gegeneinander kontern muss!
Man hat ja die Düse, die man im Heizblock gegen den Heatbreak kontern muss. Da aber der Heatbreak auch nur ohne jegliche Fixierung in den Heatsink geschraubt ist, ist es dieses Problem der drei Konterungen.
Da jetzt das heatbreak immer etwas im heatblock sich einfrisst, ist es zu 99% gegeben, dass beim Aufschrauben der Nozzle nicht die Nozzle sich rausschraubt, sondern das Heatbreak aus dem Heatsink. Wie ärgerlich.
Die vorgeschlagene Prozedur von e3D ist ja, mit einer Rohrzange (!) den Heatblock festzuhalten. und die Nozzle dann herauszuschrauben. Und das ganze bei Betriebstemperatur. Das mag ja funktionieren bei 200°C PLA. aber nicht bei 400°C. Abgesehen davon, dass man die Nickelbeschichtung kaputt macht, kann es doch keine möglichkeit sein, dass man das ganze mit einer Rohrzange festhält beim Lösen der Nozzle, besonders da beim loslösen der Nozzle ja ein brechmoment entsteht, und bei dem entstehenden Schock kann es sein, dass man das dünne heatbreak verbiegt.
Zum Einbauen der Nozzle funktioniert es wie folgt:
1) Heatbreak einschrauben
2) heatblock einschrauben (Viel Spaß mit den heraushängenden Kabeln)
3) Nozzle reinschrauben und festziehen
4) Erkennen, dass der Heatblock in einem willkürlichen Winkel hängt
5) Heatblock mit Rohrzange (!) festhalten
6) Nozzle lösen, dabei darauf achten dass sich der Heatbreak nicht löst
7) Heatblock ausrichten
8) Heatblock mit Rohrzange (!) festhalten
9) Nozzle reindrehen.
Das ganze bei 400 grad. Fällt einem was auf? Den Heatblock kann man auch nicht vor der Rohrzange mithilfe von Zewa oder so sichern, da das ordentlich schnell feuer fängt.
Ich weiß dass man die groove mount heatsinks drehen kann, aber bei den Screw mount geht das nicht, zumindest wenn man Sie in ein ordentliches Gewinde schraubt und nicht mit einer Plastik Mutter (!) sichert.
Alles in allem ist es schön, dass e3d zwar einen Kupfer block rausbringt, der für hightech materialien gedacht ist.
Wenn man kurz auf den neuen MegaVolcano eingeht, der auch aus kupfer ist und auf dem selben System basiert, kann man nur den Kopf schütteln, da der dünne heatbreak den gesamten, schweren heatblock halten soll, was schon bei dem Volcano grenzwertig ist. Besonders da bei 400°C die Materialien weicher werden, und sich bei großen beschleunigungen verbiegen werden.
Es kommt mir aber nicht vor, dass es mehr als ein Beta produkt ist und sie keine Extrusionstests gemacht haben, die über einer stationären Testbench test herausgehen. (Hangprinter ausgeschlossen)
Da man auch keine Möglichkeit hat, den Heatblock vor anklebendem Plastik zu schützen, da die SIlikonsocken einfach verkokeln.
Hier muss ich im Nachhinein Uebe tatsächlich recht geben.
Während es mit dem e3d und China extruder tatsächlich geht, PPSU keine Schmelztemperatur von +500°C hat, und man auch keine Wasserkühlung, sondern einfach nur ein cleveres Isolations- und Luftleitungsmanagement braucht, ist der e3d keine gute Wahl, nur aufgrund des Wartungsaufwands.
Ich werde mir mal die möglichkeit ansehen, ein uPrint tip zu benutzen. Ich habe davon einige günstig bekommen.
Mal zum vergleich der e3d Volcano. Die uPrint düse ist fast so lang wie das gesamte hotend , und wird komplett beheizt bis auf die oberen ~8mm. Nur die Fortus düsen sind noch etwas länger mit 76.9mm, die Düsengeometrie ist aber die gleiche, bis auf das runde schild.
Noch ein vorteil ist das Hitzeschild vornedran, welches kleine Teile vor der Strahlungshitze vom heizblock sichert, was beim Volcano auch nicht geht.
Rant ende.
Naja gut.
Wer jetzt die Druckteile genau anschaut, wird sicher auch drauf kommen, wie ich die gute Oberfläche auf den Röhren hinbekommen habe.
Wer es gefunden hat, sagt bescheid
Das war jetzt ein relativ langer Post, aber doch informativ hoffe ich.
Was ich noch machen werde um den Drucker abzuschließen:
1) Kleines Elektronikkabinett hinter dem Display bauen, um die Elektronik dorthinein zu bauen.
2) Die Lapp Chainflex kabel verlegen.
3) Mit dem Dual extruder experimentieren.
4) Vielleicht: Eine Abdeckung für den Drucker oben bauen. Diese würde der Luftleitung noch etwas zugegenkommen.
Viele Grüße
Max
2-mal bearbeitet. Zuletzt am 28.03.19 18:01.
Nachdem ich die Teile jetzt am Dienstag abgeschickt habe, hier erstmal der abschließende Bericht von der Competition. (Ergebnisse und Platzierung werden dann am 15. Natürlich noch bekannt gegeben)
Hier noch die restlichen Bilder mit gelegentlicher Kommentierung.

Habe mir ein Borosilikatglas geholt ähnlich wie auf dem Tornado, weil das mit dem PEI ja nicht so gelaufen ist wie gedacht. Auf PEI haftet es zwar besser, es verformt sich aber.


Die "Haftlösung" ist eine in 3 schichten aufgetragene PVA Lösung, die mit der weile festbackt, wobei sie nach ca. 5 stunden im Ofen neu aufgetragen werden muss. Da ein Rohr ungefähr 54 minuten gebraucht hat, habe ich immer 5 drucke hinbekommen, bevor ich sie erneuern musste.
Dabei nimmt die "Haftleistung" mit der weile linear ab, bis es sein kann, dass der Druck umfällt. Das ist mir ungefähr 3x passiert, bis ich es gelernt habe. Dabei ist nur wichtig, dass die erste schicht innerhalb dieser 5 stunden gedruckt wurde, danach kann der druck auch noch einen Tag weiter gehen, ohne dass der Druck abfällt. Nur nach den ca. 5h ist das PVA so festgebacken, dass es zu hart ist, um an dem PPSU zu haften.
Die "Sichere" Alternative ist sicherlich, für jeden Druck eine neue PEI folie zu nehmen, da diese (10€) Vergleichsweise zu PPSU günstig ist (eine Röhre kostet ungefähr 13,50€ an Filament)
Um die Gantry oben noch etwas zu kühlen, habe ich von dem Ventilator, der auf die Z achse zeigt, ca. 2/3 abgezweigt und nach oben geleitet. Das ist übrigens auch Offiziell das erste Druckteil in diesem Drucker
(allerdings auf meinem CTC gedruckt)


Jetzt ist die Temperatur der Aluplatte auf der Oberseite auf angenehme 30-35°C geregelt, auch nach 10 stunden kontinuierlich laufendem Drucker bei 212°C.
Hier sieht man die Heizspule am strahlen bei einem Aufheizzyklus.

Dann dachte ich, ich mach was gutes und rüste auf einen Direkt extruder um, bzw. auf einen extrem kurzen bowden.

Leider hat mich der Drucker sofort mit solchen Artefakten auf der Oberfläche bestraft, wie man sie eigentlich nur anders herum von Bowden systemen oder auf Deltas mit Salmon skin bezeichen könnte. Man kann es leider nicht perfekt erkennen auf Fotos.


Naja, dann habe ich zurück gebaut, und die Probleme verschwanden wieder. Wenn jemand dazu eine Erklärung hat, oder etwas weiß, bitte her damit.
Hier dann so der ungefähre Endstand:



Aus den Wänden (3,175 mm dicke) habe ich die Z achsen samples herausgefertigt.

Zersägt
Und mir eine Fixtur ausgedacht, um die Samples herauszufräsen.




Leider ist das dann nach hinten losgegangen, nicht unbedingt wegen der Fixtur, aber weil ich einen programmier fehler gemacht habe.
Habe mir dann nochmal eine neue ausgedacht, da ich bei der ersten die beiden seiten und die Taille nicht gleichzeitig fräsen konnte, was mir Probleme mit der Toleranz bereitet hat, da man umspannen musste.
Hier dann die V2




Hier dann die enden noch auf Länge gebracht.






Noch zur Erklärung warum ich diese so fertigen durfte: Die Regeln der Competition haben es mir erlaubt, Formen zu drucken die höher und breiter sind als die Zugsamples, solange die Dicke dieselbe ist wie die der Zugsamples (3,175mm) und senkrecht gedruckt wurden.
Daraus durfte man dann die Zugsamples herausfertigen.
Hier dann das letzte Goodbye der Testteile.

Friedhof der Ersatzteile:

Bisher habe ich geschrottet:
3x 12V heizpatronen (insg. ca 40h druckzeit auf 395°C)
1x e3d kupfer volcano heizblock
1x Titan heatbreak
1x PT100 Sensor
Nicht auf dem Bild:
1x 12v 42A Netzteil
1x Unzählige Düsen
1x meine Nerven
Noch zum e3d Design ein kleiner rant.

Nachdem ich jetzt etwas Zeit mit diesem System verbracht habe, kann ich positiv sagen, dass es absolut dumm ist.
Neben der Art der Schrauben (Linsenkopf) die die schwächste Art von Schraubenkopf darstellen und sofort durchdrehen, auch die behinderte Art der Fixierung des Temp sensors, der so nah toleriert wurde und natürlich auch festgefressen war.
Nachdem der PT100 Temp sensor versagt hat, kann man ihn nicht mehr wechseln. Aushämmern hat nur die Innereien dank des dünnen Bodens zu Tage gefördert. Ausbohren der Hülse hat mich mehrere teure Bohrer gekostet. für die Tonne.das teil. Zum glück hatte ich noch einen zweiten.
Das Inhärente Problem ist aber die Art, wie heatblock, Düse, Heatbreak und heatsink fixiert werden, weil man drei gewinde gegeneinander kontern muss!
Man hat ja die Düse, die man im Heizblock gegen den Heatbreak kontern muss. Da aber der Heatbreak auch nur ohne jegliche Fixierung in den Heatsink geschraubt ist, ist es dieses Problem der drei Konterungen.
Da jetzt das heatbreak immer etwas im heatblock sich einfrisst, ist es zu 99% gegeben, dass beim Aufschrauben der Nozzle nicht die Nozzle sich rausschraubt, sondern das Heatbreak aus dem Heatsink. Wie ärgerlich.
Die vorgeschlagene Prozedur von e3D ist ja, mit einer Rohrzange (!) den Heatblock festzuhalten. und die Nozzle dann herauszuschrauben. Und das ganze bei Betriebstemperatur. Das mag ja funktionieren bei 200°C PLA. aber nicht bei 400°C. Abgesehen davon, dass man die Nickelbeschichtung kaputt macht, kann es doch keine möglichkeit sein, dass man das ganze mit einer Rohrzange festhält beim Lösen der Nozzle, besonders da beim loslösen der Nozzle ja ein brechmoment entsteht, und bei dem entstehenden Schock kann es sein, dass man das dünne heatbreak verbiegt.
Zum Einbauen der Nozzle funktioniert es wie folgt:
1) Heatbreak einschrauben
2) heatblock einschrauben (Viel Spaß mit den heraushängenden Kabeln)
3) Nozzle reinschrauben und festziehen
4) Erkennen, dass der Heatblock in einem willkürlichen Winkel hängt
5) Heatblock mit Rohrzange (!) festhalten
6) Nozzle lösen, dabei darauf achten dass sich der Heatbreak nicht löst
7) Heatblock ausrichten
8) Heatblock mit Rohrzange (!) festhalten
9) Nozzle reindrehen.
Das ganze bei 400 grad. Fällt einem was auf? Den Heatblock kann man auch nicht vor der Rohrzange mithilfe von Zewa oder so sichern, da das ordentlich schnell feuer fängt.
Ich weiß dass man die groove mount heatsinks drehen kann, aber bei den Screw mount geht das nicht, zumindest wenn man Sie in ein ordentliches Gewinde schraubt und nicht mit einer Plastik Mutter (!) sichert.
Alles in allem ist es schön, dass e3d zwar einen Kupfer block rausbringt, der für hightech materialien gedacht ist.
Wenn man kurz auf den neuen MegaVolcano eingeht, der auch aus kupfer ist und auf dem selben System basiert, kann man nur den Kopf schütteln, da der dünne heatbreak den gesamten, schweren heatblock halten soll, was schon bei dem Volcano grenzwertig ist. Besonders da bei 400°C die Materialien weicher werden, und sich bei großen beschleunigungen verbiegen werden.
Es kommt mir aber nicht vor, dass es mehr als ein Beta produkt ist und sie keine Extrusionstests gemacht haben, die über einer stationären Testbench test herausgehen. (Hangprinter ausgeschlossen)
Da man auch keine Möglichkeit hat, den Heatblock vor anklebendem Plastik zu schützen, da die SIlikonsocken einfach verkokeln.
Hier muss ich im Nachhinein Uebe tatsächlich recht geben.
Quote
Uebe
Die Schwierigkeit besteht doch darin einen Druckkopf für dieses Filament zu entwickeln . Würde das mit Standard China Extruder und E3ds gehen , gäbe es die Challenge überhaupt nicht.
PPSU hat ein Schmelztemperatur von +500°C .
Wasserkühlung ist Pflicht . Keine Teflon Inliner . Mehr kann ich dir erstmal nicht raten . Ich würde Wolfgang von RepRap Fab anrufen und ihn nach seiner Meinung fragen .
MFG UEBE
Während es mit dem e3d und China extruder tatsächlich geht, PPSU keine Schmelztemperatur von +500°C hat, und man auch keine Wasserkühlung, sondern einfach nur ein cleveres Isolations- und Luftleitungsmanagement braucht, ist der e3d keine gute Wahl, nur aufgrund des Wartungsaufwands.
Ich werde mir mal die möglichkeit ansehen, ein uPrint tip zu benutzen. Ich habe davon einige günstig bekommen.



Mal zum vergleich der e3d Volcano. Die uPrint düse ist fast so lang wie das gesamte hotend , und wird komplett beheizt bis auf die oberen ~8mm. Nur die Fortus düsen sind noch etwas länger mit 76.9mm, die Düsengeometrie ist aber die gleiche, bis auf das runde schild.
Noch ein vorteil ist das Hitzeschild vornedran, welches kleine Teile vor der Strahlungshitze vom heizblock sichert, was beim Volcano auch nicht geht.

Rant ende.
Naja gut.
Wer jetzt die Druckteile genau anschaut, wird sicher auch drauf kommen, wie ich die gute Oberfläche auf den Röhren hinbekommen habe.
Wer es gefunden hat, sagt bescheid
Das war jetzt ein relativ langer Post, aber doch informativ hoffe ich.
Was ich noch machen werde um den Drucker abzuschließen:
1) Kleines Elektronikkabinett hinter dem Display bauen, um die Elektronik dorthinein zu bauen.
2) Die Lapp Chainflex kabel verlegen.
3) Mit dem Dual extruder experimentieren.
4) Vielleicht: Eine Abdeckung für den Drucker oben bauen. Diese würde der Luftleitung noch etwas zugegenkommen.
Viele Grüße
Max
2-mal bearbeitet. Zuletzt am 28.03.19 18:01.
|
Re: Nitro´s PPSU hochtemp drucker 30. March 2019 14:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 339 |
Quote
NitroFreak
Zu dem Isolator, da hab ich auch schonmal ein wenig experimentiert.
Zuerst habe ich mich doch gegen nähen entschieden, und für tackern. Aus dem einfachen grund, dass ich mir keine gedanken machen muss um die temperaturbeständigkeit des fadens.
Erst wollte ich ihn gegen den schuss biegen, aber das hat sich als zu störrisch rausgestellt.
Hey Max,
kannst du mal genauer erzählen wie dein Faltenbalg aufgebaut und gebaut wird? Ich hatte ja damals mit Teichfolie experimentiert... Prinzipiell geht das auch, aber der Balg darf nicht zu breit sein, sonst ist das ganze zu instabil und fällt zusammen, deshalb suche ich gerade eine Alternative die aber möglichst nicht so dick aufbaut. Sieht bei dir sehr dick aus die einzelnen Balg-Elemente?
Dachte zum Beispiel auch an eine dünne Pappe, evtl. beklebt mit Aluminiumfolie/band...

Gruß
Marcel
1-mal bearbeitet. Zuletzt am 30.03.19 14:01.
|
Re: Nitro´s PPSU hochtemp drucker 30. March 2019 15:18 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Hi Marcel,Quote
SturmGhost
Quote
NitroFreak
Zu dem Isolator, da hab ich auch schonmal ein wenig experimentiert.
Zuerst habe ich mich doch gegen nähen entschieden, und für tackern. Aus dem einfachen grund, dass ich mir keine gedanken machen muss um die temperaturbeständigkeit des fadens.
Erst wollte ich ihn gegen den schuss biegen, aber das hat sich als zu störrisch rausgestellt.
Hey Max,
kannst du mal genauer erzählen wie dein Faltenbalg aufgebaut und gebaut wird? Ich hatte ja damals mit Teichfolie experimentiert... Prinzipiell geht das auch, aber der Balg darf nicht zu breit sein, sonst ist das ganze zu instabil und fällt zusammen, deshalb suche ich gerade eine Alternative die aber möglichst nicht so dick aufbaut. Sieht bei dir sehr dick aus die einzelnen Balg-Elemente?
Dachte zum Beispiel auch an eine dünne Pappe, evtl. beklebt mit Aluminiumfolie/band...
Gruß
Marcel
ich hab so schweißer spritzschutzgewebe genommen. Das ist ungefähr 2mm dick. An den enden habe ich das dann noch mit Alutape umwickelt, damit das nicht ausfranst. ich glaube das selbe zeug gibt es auch als 1mm dicke. Es ist aber eigentlich nichts anderes als eine GFK matte mit einer einseitigen Aluminiumbeschichtung. Dadurch wird das ganze schon relativ steif.
Für ABS mit ca. 90° solltest du auf jedenfall auch schon mit Pappe oder sogar papier zurechtkommen, vielleicht mit einer Alutape schicht auf der Innenseite um Hitze zu reflektieren.
Ich hatte mir mal überlegt, dass man auch noch Schaschlikspieße oder generell einen stabilen, vllt. 1mm stahlstab durch die Biegungen fädelt, um die balge etwas zu versteifen.
Hab das mal in einem Mojo gesehen, ich poste das Bild wenn ich es noch finde.
Edit:
Hier sieht man es, auf der unteren kante des Faltenbalges sieht man den Metall draht

Grüße
Max
1-mal bearbeitet. Zuletzt am 30.03.19 15:22.
|
Re: Nitro´s PPSU hochtemp drucker 31. March 2019 21:39 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Hatte noch etwas zeit und hab mir den Dual extruder vorgenommen.
Es war etwas komploziert, da nur der kleine mosfet nicht gereicht hat, hat aus irgendeinem grund nicht genug Volts durchgelassen und wurde zu heiß. Also hab ich die kleinen Mosfet boards benutzt, um die großen mosfet boards mit 24v anzusteuern.
Sieht nicht schön aus, funktioniert aber (erstmal). Aufräumen muss ich eh noch. Die Schleppketten werden auch schon ziemlich voll.
Der Code sieht folgendermaßen aus. Im Duet kann man programmieren, was vor und nach jedem toolchange passieren soll, für jedes tool einzeln. Hier ein Auszug aus tpre1, also vor dem aktivieren von tool1
G91 ; relative positioning
G1 Z1.9 F6000 S2 ; lower Z relative to current position to clear support extruder
G90 ; absolute positioning
M42 P7 S255 ; activates solenoid 1 of heater output 7 to pull tool 1 down
G4 P300 ; dwell 300 milliseconds
M42 P7 S0 ; deactivates solenoid 1 of heater output 7
;G4 P300 ; dwell 300 milliseconds to disperse residual electricity
Und dann hier noch tpost0, also nach dem aktivieren von tool 0. Davor wird der Solenoid zum Hochziehen aktiviert, und danach das bett hochgefahren
G91 ; relative positioning
G1 Z-1.9 F6000 S2 ; raise Z relative to current position
G90 ; absolute positioning
Dann hab ich mir überlegt wie ich die teile am besten kalibriert bekomme., und nachdem ich bei Thingiverse geschaut habe, habe ich nur schrott gefunden, bei dem alle nur auf visuelle vergleiche basieren, bei denen man den offset schätzen muss.
Also hab ich mal wieder bei den "großen" gespickt und habe mir eine ähnliche Vorrichtung designed.
Wie es funktioniert, ist dass man zwei teile hat, die man je mit den einzelnen extrudern druckt. der Support extruder legt eine schräge Line zwischen zwei parallele Linien vom Haupt extruder. Bei den ecken, die "0" sagen, ist die Support linie exakt im Zentrum, und in den Ecken, die "20" sagen, ist die Linie um 0.2mm versetzt, je nachdem ob in die positive oder negative Achs richtung.
Angenommen, die Linie ist jetzt genau zentriert bei 8 bei X-. und bei 12 in Y+, dann zieht man vom X achs offset 0,08mm ab und addiert 0,12mm zum Y Offset. Dann druckt man das Teil erneut und guckt, ob dann alles bei 0 zentriert ist.
Ich hab noch das Problem dass der zweite extruder für die Linien, die quasi genau die Extrusionsbreite betragen, viel zu wenig plastik extrudiert. Sieht man auch schon in der S3D vorschau.
Wenn jemand dazu eine Idee hat, wie ich das Problem lösen kann, der sei mir Willkommen.
Grüße
Max
4-mal bearbeitet. Zuletzt am 31.03.19 21:52.
Es war etwas komploziert, da nur der kleine mosfet nicht gereicht hat, hat aus irgendeinem grund nicht genug Volts durchgelassen und wurde zu heiß. Also hab ich die kleinen Mosfet boards benutzt, um die großen mosfet boards mit 24v anzusteuern.
Sieht nicht schön aus, funktioniert aber (erstmal). Aufräumen muss ich eh noch. Die Schleppketten werden auch schon ziemlich voll.
Der Code sieht folgendermaßen aus. Im Duet kann man programmieren, was vor und nach jedem toolchange passieren soll, für jedes tool einzeln. Hier ein Auszug aus tpre1, also vor dem aktivieren von tool1
G91 ; relative positioning
G1 Z1.9 F6000 S2 ; lower Z relative to current position to clear support extruder
G90 ; absolute positioning
M42 P7 S255 ; activates solenoid 1 of heater output 7 to pull tool 1 down
G4 P300 ; dwell 300 milliseconds
M42 P7 S0 ; deactivates solenoid 1 of heater output 7
;G4 P300 ; dwell 300 milliseconds to disperse residual electricity
Und dann hier noch tpost0, also nach dem aktivieren von tool 0. Davor wird der Solenoid zum Hochziehen aktiviert, und danach das bett hochgefahren
G91 ; relative positioning
G1 Z-1.9 F6000 S2 ; raise Z relative to current position
G90 ; absolute positioning






Dann hab ich mir überlegt wie ich die teile am besten kalibriert bekomme., und nachdem ich bei Thingiverse geschaut habe, habe ich nur schrott gefunden, bei dem alle nur auf visuelle vergleiche basieren, bei denen man den offset schätzen muss.
Also hab ich mal wieder bei den "großen" gespickt und habe mir eine ähnliche Vorrichtung designed.


Wie es funktioniert, ist dass man zwei teile hat, die man je mit den einzelnen extrudern druckt. der Support extruder legt eine schräge Line zwischen zwei parallele Linien vom Haupt extruder. Bei den ecken, die "0" sagen, ist die Support linie exakt im Zentrum, und in den Ecken, die "20" sagen, ist die Linie um 0.2mm versetzt, je nachdem ob in die positive oder negative Achs richtung.
Angenommen, die Linie ist jetzt genau zentriert bei 8 bei X-. und bei 12 in Y+, dann zieht man vom X achs offset 0,08mm ab und addiert 0,12mm zum Y Offset. Dann druckt man das Teil erneut und guckt, ob dann alles bei 0 zentriert ist.



Ich hab noch das Problem dass der zweite extruder für die Linien, die quasi genau die Extrusionsbreite betragen, viel zu wenig plastik extrudiert. Sieht man auch schon in der S3D vorschau.
Wenn jemand dazu eine Idee hat, wie ich das Problem lösen kann, der sei mir Willkommen.
Grüße
Max
4-mal bearbeitet. Zuletzt am 31.03.19 21:52.
|
Re: Nitro´s PPSU hochtemp drucker 02. April 2019 21:14 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Ich hab noch ein paar tests gemacht. Stringing und Kühltest, 2 stück gleichzeitig getestet. Hier ist der Rote der hebende/senkende support extruder mit einen noname PLA, und das Grüne ist der haupt extruder mit Tiertime PLA.
Eigentlich sah das gut genug für einen ersten Test aus, wenn man bedenkt dass der Lüfter so weit im Hintergrund sitzt , ich aber an der Bettkante vorne gedruckt habe.
Aber schon bei den ersten schichten im eigentlichen Teil hab ich starke unterextrusion bemerkt, also hab ich das noname gegen ein Prusament Lipstick red getauscht und einen relativ anspruchsvollen Dual druck gestartet, um die langzeitverlässlichkeit von dem Hebendem Supportextrudersystem zu testen, bevor ich mit dem teureren filamenten teste.
Leider ist das nicht so gut rausgekommen wieder mit unterextrusion, und ich hab mich halb verrückt gemacht warum. Also hab ich fast alles zwischen den extrudern hin und her getauscht, und bin am ende bei dem China Capricorn hängen geblieben. Das hab ich ausgetauscht gegen ein normales PTFE Rohr und siehe da, es funktioniert.
Und nach dem putzen
Schichthöhe 0,2mm, das grüne filament 0,5mm düse, das rote 0,4mm.
Was auffällt ist das extreme Oozing von dem roten filament, jetzt aus dem fixen Haupt extruder. Das Grüne ist fast komplett ooze frei.
Meine Suche ist dann im Slicer gelandet, obwohl ich für beide prozesse dieselben einstellungen für Retraction und so habe, macht der mir bei tool 0 keine retractions nach dem Purge tower, was dann in fast schon bridge- ähnlichen Stringing ähnelt.
Hier im Slicer.
Man sieht, bei tool 1 (grünes filament) macht er nach dem tool change ein un-retract, und dann beim verlassen des purge towers ein retract.
Bei tool 0 (rotes filament) allerdings nicht, ich hab es hier mal in rot umkringelt.
Hat jemand eine Idee, woran das liegen könnte? Die Einstellungen für beide tools sind identisch und haben retracts.
Ich habe auch etwas mit der Druckbettvisualisierung in S3D herumgespielt, leider funktionieren die Offsets nicht richtig. Obwohl ich alle dateien mit dem richtigen Nullpunkt ex/importiere, scheint S3D keine punkte mit negativen Modellkoordinaten zu akzeptieren, und offsettet diese in die Positive richtung, was ja eigentlich sinnlos ist. Da muss ich noch etwas rumexperimentieren.
Generell bin ich aber im moment relativ unzufrieden mit S3D, besonders für die 135$. ich glaube ich werde bald zu Cura migrieren. Die haben jetzt im Cura 4.0 sogar ein Plugin für Solidworks, ähnlich wie GrabCAD Print von Stratasys.
Grüße
Max
2-mal bearbeitet. Zuletzt am 02.04.19 21:40.


Eigentlich sah das gut genug für einen ersten Test aus, wenn man bedenkt dass der Lüfter so weit im Hintergrund sitzt , ich aber an der Bettkante vorne gedruckt habe.
Aber schon bei den ersten schichten im eigentlichen Teil hab ich starke unterextrusion bemerkt, also hab ich das noname gegen ein Prusament Lipstick red getauscht und einen relativ anspruchsvollen Dual druck gestartet, um die langzeitverlässlichkeit von dem Hebendem Supportextrudersystem zu testen, bevor ich mit dem teureren filamenten teste.


Leider ist das nicht so gut rausgekommen wieder mit unterextrusion, und ich hab mich halb verrückt gemacht warum. Also hab ich fast alles zwischen den extrudern hin und her getauscht, und bin am ende bei dem China Capricorn hängen geblieben. Das hab ich ausgetauscht gegen ein normales PTFE Rohr und siehe da, es funktioniert.



Und nach dem putzen





Schichthöhe 0,2mm, das grüne filament 0,5mm düse, das rote 0,4mm.
Was auffällt ist das extreme Oozing von dem roten filament, jetzt aus dem fixen Haupt extruder. Das Grüne ist fast komplett ooze frei.
Meine Suche ist dann im Slicer gelandet, obwohl ich für beide prozesse dieselben einstellungen für Retraction und so habe, macht der mir bei tool 0 keine retractions nach dem Purge tower, was dann in fast schon bridge- ähnlichen Stringing ähnelt.
Hier im Slicer.

Man sieht, bei tool 1 (grünes filament) macht er nach dem tool change ein un-retract, und dann beim verlassen des purge towers ein retract.

Bei tool 0 (rotes filament) allerdings nicht, ich hab es hier mal in rot umkringelt.
Hat jemand eine Idee, woran das liegen könnte? Die Einstellungen für beide tools sind identisch und haben retracts.
Ich habe auch etwas mit der Druckbettvisualisierung in S3D herumgespielt, leider funktionieren die Offsets nicht richtig. Obwohl ich alle dateien mit dem richtigen Nullpunkt ex/importiere, scheint S3D keine punkte mit negativen Modellkoordinaten zu akzeptieren, und offsettet diese in die Positive richtung, was ja eigentlich sinnlos ist. Da muss ich noch etwas rumexperimentieren.

Generell bin ich aber im moment relativ unzufrieden mit S3D, besonders für die 135$. ich glaube ich werde bald zu Cura migrieren. Die haben jetzt im Cura 4.0 sogar ein Plugin für Solidworks, ähnlich wie GrabCAD Print von Stratasys.
Grüße
Max
2-mal bearbeitet. Zuletzt am 02.04.19 21:40.
|
Re: Nitro´s PPSU hochtemp drucker 03. April 2019 13:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 339 |
Quote
NitroFreak
Hi Marcel,
ich hab so schweißer spritzschutzgewebe genommen. Das ist ungefähr 2mm dick. An den enden habe ich das dann noch mit Alutape umwickelt, damit das nicht ausfranst. ich glaube das selbe zeug gibt es auch als 1mm dicke. Es ist aber eigentlich nichts anderes als eine GFK matte mit einer einseitigen Aluminiumbeschichtung. Dadurch wird das ganze schon relativ steif.
Okay, dann sollte ja "jedes" Glasfasergewebe funktionieren... Aber blöde Frage: Wie hast du die Matte dann formstabil zu dem Balg bekommen? Du hast ja irgendwas mit dem Tacker gemacht, aber was genau?
Quote
NitroFreak
Für ABS mit ca. 90° solltest du auf jedenfall auch schon mit Pappe oder sogar papier zurechtkommen, vielleicht mit einer Alutape schicht auf der Innenseite um Hitze zu reflektieren..
Jup, das werde ich zuerst ausprobieren und hatte ich auch geplant.
Habe mir auch überlegt an den Balgseiten einen durchgehenden Faden durch zuziehen. Hier ein Bild dazu:

Damit bleibt der Balg schon mal da wo er auch sein soll und biegt sich nicht nach oben. Ich weiß nur noch nicht ob durch die Reibung des Fadens an den Löchern, nicht die Löcher schnell kaputt gehen. Vielleicht hilft hier an der Stelle ein "Mantel" aus Aluminiumband. Wird sich noch zeigen. Die Pappe sollte ja eigentlich auch relativ formstabil sein, vielleicht ist der Faden auch gar nicht notwendig.
Quote
NitroFreak
Ich hatte mir mal überlegt, dass man auch noch Schaschlikspieße oder generell einen stabilen, vllt. 1mm stahlstab durch die Biegungen fädelt, um die balge etwas zu versteifen.
Hab das mal in einem Mojo gesehen, ich poste das Bild wenn ich es noch finde.
Den Mojo kenne ich auch, da habe ich mich auch von inspirieren lassen.

|
Re: Nitro´s PPSU hochtemp drucker 03. April 2019 15:07 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Theoretisch schon. ich hab das mit der Alubeschichtung genommen damit auf der innenseite nicht so viele fasern runterfallen. Die Matte musst du mit dem Schuss biegen, und an den kanten zusammentackern. Dann passt dasQuote
SturmGhost
Okay, dann sollte ja "jedes" Glasfasergewebe funktionieren... Aber blöde Frage: Wie hast du die Matte dann formstabil zu dem Balg bekommen? Du hast ja irgendwas mit dem Tacker gemacht, aber was genau?
Ein Faden wird nicht funktionieren, Glasfasern sind sehr abrasiv und scheuern deinen Faden schnell durch. Wenn, dann eher eine geschliffene stahlstange oder so. Wenn man die etwas dicker macht, könnte man sich vielleicht auch die Schiene darunter sparen.Quote
SturmGhost
Habe mir auch überlegt an den Balgseiten einen durchgehenden Faden durch zuziehen. Hier ein Bild dazu:
[attachment 110834 1.JPG]
Damit bleibt der Balg schon mal da wo er auch sein soll und biegt sich nicht nach oben. Ich weiß nur noch nicht ob durch die Reibung des Fadens an den Löchern, nicht die Löcher schnell kaputt gehen. Vielleicht hilft hier an der Stelle ein "Mantel" aus Aluminiumband. Wird sich noch zeigen. Die Pappe sollte ja eigentlich auch relativ formstabil sein, vielleicht ist der Faden auch gar nicht notwendig.
Ich muss noch etwas von deiner Kabelorganisation lernen. Bei mir soll es auch irgendwann mal so aussehen wie bei dir
2-mal bearbeitet. Zuletzt am 03.04.19 17:37.
|
Re: Nitro´s PPSU hochtemp drucker 03. April 2019 21:19 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Okay so heute habe ich mit dem Support material von Stratasys rumgespielt.
Ich musste es Umspulen, da die ein etwas ungewöhnliches Spulenhalterungssystem benutzen, in der mitte der Spule ist ein 250g beutel mit Silikatgel.
Eine echt industrielle menge. auf dem Bild auf der Umgespulten spule vom PPSU kann man es verglichen sehen mit dem Beutel, das Prusa mit seinen Filamenten dazugibt.
nach ersten Extrusionstests bin ich bei 280C gelandet, das filament hätte es wahrscheinlich sogar gerne höher, ich habe aber mein limit im moment erst so gesetzt, für höheres muss ich das zweite Hotend erstmal neu tunen.
Es ist extrem steif, und auch brüchig. Also eigentlich ein geniales support filament.
Dann habe ich gleich mal einen druck mit Stratasys ABS und dem Stratasys Supportmaterial gestartet, mit 90C kammertemp. Nichts wildes, nur so ein getriebe spielzeug, das man nicht ohne lösliches material drucken könnte, einfach mal zum ausprobieren.
Vom System her habe ich es ähnlich zu den Stratasys maschinen gemacht, erst eine Schicht ABS, dann eine Schicht Support, und dann das eigentliche Modell. Damit hat man dann auf allen seiten die gleiche Musterung und nicht eine unnatürlich glatte o.ä. oberfläche.
Obwohl ich den Extrusionsfaktor extra während dem drucken nochmal runtergestellt habe, war er immernoch zu hoch. Das Stratasys ABS hat einen wirklich hohen schmelzfluss. Der Extrusionsfaktor von PLA von davor war dafür wie gesagt zu hoch.
Hab es jetzt in etwas Wasser mit rohrreiniger gelegt, mal schauen wie lange es dauert, bis es aufgelöst ist.
Ein Problem was ich bis jetzt noch habe mit dem Toolchange ist die Art, wie der Drucker den Prime tower anfährt.
Im moment ist es so, dass der Drucker seine schicht beendet, den Toolchange macht und dann erst den prime tower anfährt. Dadurch wird das stück oozing, dass sich in der zwischenzeit an der nozzle gesammelt hat, an der Bauteilkante abgestriffen.
Besser wäre es, er würde erst den Prime tower anfahren, den Offset einstellen und Dann erst den zweiten tool runterholen, dann würde das bisschen Oozing auf dem Prime tower landen, so wie es sein sollte. Dann wäre der Extruder perfekt.
Ich weiß leider nicht wo, im Duet geht es nicht, da der ja nicht weiß, wo der Prime tower ist. in S3D kann man zwar ein Tool change Skript schreiben, aber da kann man ja auch nicht spezifizieren, dass er am ende vom Toolpath, vor dem Toolchange, zum prime tower fahren soll.
Wenn jemand doch was weiß wie man das machen kann, bitte melde sich! Das wäre so ziemlich der letzte schritt.
Grüße
Max
P.S.:
@ ZipZap, ich hab es jetzt mal mit dem Forentool probiert, ich finde es extrem umständlich, da man nur 10 bilder hochladen kann, jedes bild einzeln auswählen und separat hochladen muss (warum?) und dann auch noch einzeln einfügen.
Wenn es aufgrund von Artikel 13 ist, sollte das nicht applizieren, da das hochgeladene Bild ja immernoch den Ursprung bei mir hat
2-mal bearbeitet. Zuletzt am 03.04.19 21:26.
Ich musste es Umspulen, da die ein etwas ungewöhnliches Spulenhalterungssystem benutzen, in der mitte der Spule ist ein 250g beutel mit Silikatgel.

Eine echt industrielle menge. auf dem Bild auf der Umgespulten spule vom PPSU kann man es verglichen sehen mit dem Beutel, das Prusa mit seinen Filamenten dazugibt.

nach ersten Extrusionstests bin ich bei 280C gelandet, das filament hätte es wahrscheinlich sogar gerne höher, ich habe aber mein limit im moment erst so gesetzt, für höheres muss ich das zweite Hotend erstmal neu tunen.
Es ist extrem steif, und auch brüchig. Also eigentlich ein geniales support filament.

Dann habe ich gleich mal einen druck mit Stratasys ABS und dem Stratasys Supportmaterial gestartet, mit 90C kammertemp. Nichts wildes, nur so ein getriebe spielzeug, das man nicht ohne lösliches material drucken könnte, einfach mal zum ausprobieren.
Vom System her habe ich es ähnlich zu den Stratasys maschinen gemacht, erst eine Schicht ABS, dann eine Schicht Support, und dann das eigentliche Modell. Damit hat man dann auf allen seiten die gleiche Musterung und nicht eine unnatürlich glatte o.ä. oberfläche.





Obwohl ich den Extrusionsfaktor extra während dem drucken nochmal runtergestellt habe, war er immernoch zu hoch. Das Stratasys ABS hat einen wirklich hohen schmelzfluss. Der Extrusionsfaktor von PLA von davor war dafür wie gesagt zu hoch.
Hab es jetzt in etwas Wasser mit rohrreiniger gelegt, mal schauen wie lange es dauert, bis es aufgelöst ist.
Ein Problem was ich bis jetzt noch habe mit dem Toolchange ist die Art, wie der Drucker den Prime tower anfährt.
Im moment ist es so, dass der Drucker seine schicht beendet, den Toolchange macht und dann erst den prime tower anfährt. Dadurch wird das stück oozing, dass sich in der zwischenzeit an der nozzle gesammelt hat, an der Bauteilkante abgestriffen.
Besser wäre es, er würde erst den Prime tower anfahren, den Offset einstellen und Dann erst den zweiten tool runterholen, dann würde das bisschen Oozing auf dem Prime tower landen, so wie es sein sollte. Dann wäre der Extruder perfekt.
Ich weiß leider nicht wo, im Duet geht es nicht, da der ja nicht weiß, wo der Prime tower ist. in S3D kann man zwar ein Tool change Skript schreiben, aber da kann man ja auch nicht spezifizieren, dass er am ende vom Toolpath, vor dem Toolchange, zum prime tower fahren soll.
Wenn jemand doch was weiß wie man das machen kann, bitte melde sich! Das wäre so ziemlich der letzte schritt.
Grüße
Max
P.S.:
@ ZipZap, ich hab es jetzt mal mit dem Forentool probiert, ich finde es extrem umständlich, da man nur 10 bilder hochladen kann, jedes bild einzeln auswählen und separat hochladen muss (warum?) und dann auch noch einzeln einfügen.
Wenn es aufgrund von Artikel 13 ist, sollte das nicht applizieren, da das hochgeladene Bild ja immernoch den Ursprung bei mir hat
2-mal bearbeitet. Zuletzt am 03.04.19 21:26.
|
Re: Nitro´s PPSU hochtemp drucker 04. April 2019 07:36 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Quote
NitroFreak
P.S.:
@ ZipZap, ich hab es jetzt mal mit dem Forentool probiert, ich finde es extrem umständlich, da man nur 10 bilder hochladen kann, jedes bild einzeln auswählen und separat hochladen muss (warum?) und dann auch noch einzeln einfügen.
Wenn es aufgrund von Artikel 13 ist, sollte das nicht applizieren, da das hochgeladene Bild ja immernoch den Ursprung bei mir hat
Hey Max,
das mit Artikel 13 war nur, um meinem Unmut Luft zu machen
. Dass die Urheberrechte bei Dir bleiben ist schon klar.Dass das einzelne Hochladen etwas umständlich sein kann, ist mir auch bewusst, gerade wenn man pro Post viele Bilder einbinden möchte - aber es ist nun einmal durch die Forensoftware so vorgegeben. Es ging mir dabei wirklich darum, Beiträge für die Nachwelt zu erhalten. Ich schaue sehr gerne in Threads die bis zu sieben Jahre alt sind. Dort wurden heute scheinbar einfache Dinge umständlich analysiert und ein entsprechender Lösungsweg erarbeitet - heute ist vieles davon Standard, aber so ein Rückblick gibt Anstöße für eigene Ideen. Da ist es immer schön, wenn entsprechende Bilder vorhanden sind und der Beitrag nicht ohne Kontext da steht:
"Guck mal, ich hab das so wie in diesem Bild gemacht "
ERROR, FILE NOT FOUND
"Ahh, jetzt verstehe ich, danke!"
Null Information für mich
.Die Bilder hier hochzuladen ist mehr ein gut gemeinter Rat, natürlich kein Zwang. Aber das Projekt ist einfach zu gut um es in ein paar Jahren verkommen zu lassen, weil der externe Hoster seine Server bereinigt.
Halte uns auf dem Laufenden, was den zweiten Extruder angeht. Mit dem Gerät müsste man (außer Mehrfarbdruck + Supportmaterial) eigentlich jedes Material erschlagen können, oder?
Grüße
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Nitro´s PPSU hochtemp drucker 04. April 2019 09:35 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Quote
ZipZap
Hey Max,
das mit Artikel 13 war nur, um meinem Unmut Luft zu machen
Dass das einzelne Hochladen etwas umständlich sein kann, ist mir auch bewusst, gerade wenn man pro Post viele Bilder einbinden möchte - aber es ist nun einmal durch die Forensoftware so vorgegeben. Es ging mir dabei wirklich darum, Beiträge für die Nachwelt zu erhalten. Ich schaue sehr gerne in Threads die bis zu sieben Jahre alt sind. Dort wurden heute scheinbar einfache Dinge umständlich analysiert und ein entsprechender Lösungsweg erarbeitet - heute ist vieles davon Standard, aber so ein Rückblick gibt Anstöße für eigene Ideen. Da ist es immer schön, wenn entsprechende Bilder vorhanden sind und der Beitrag nicht ohne Kontext da steht:
"Guck mal, ich hab das so wie in diesem Bild gemacht "
ERROR, FILE NOT FOUND
"Ahh, jetzt verstehe ich, danke!"
Null Information für mich
Die Bilder hier hochzuladen ist mehr ein gut gemeinter Rat, natürlich kein Zwang. Aber das Projekt ist einfach zu gut um es in ein paar Jahren verkommen zu lassen, weil der externe Hoster seine Server bereinigt.
Hi Julien,
Okay schon verstanden
Ich habe gerade mal geschaut in dem Forum, in dem ich von den Motoren berichte, und da habe ich meine ersten bilder mit Imgur in 2013 hochgeladen. Also 6 jahre halten sie schonmal safe
Ich werds trotzdem mit dem Foren tool versuchen.Wie gesagt ich habe nur leider schon erlebt, dass alle im Forum geladenen Bilder schonmal gelöscht wurden, da das Forum umstrukturiert wurde und die internen Links nichtmehr zugewiesen werden konnten. Nur die externen haben überlebt...
Quote
ZipZap
Halte uns auf dem Laufenden, was den zweiten Extruder angeht. Mit dem Gerät müsste man (außer Mehrfarbdruck + Supportmaterial) eigentlich jedes Material erschlagen können, oder?
Ich denke schon, genau außer multimaterial + support. Aber da wüsste ich jetzt auch nicht unbedingt ein Teil das dass brauchen würde (das ich drucken möchte). ich bin ja eher der Funktionsdrucker. Achso, und flexible müssten auch mit dem momentanen Bowden setup nicht so gut funktionieren, aber ich habe auch kein flexibles material hier im moment.
Der Endgegner wird, sobald ich den dual richtig eingerichtet habe und auch das problem mit dem Schleifen der Nozzle bis zum purge tower gelöst habe, aufjedenfall PPSU zusammen mit dem Thermax High Temperature Support von 3dxtech sein. Leider ist das nur bis einer Kammertemperatur von 170°C geeignet, ist also ein gutes stück unterhalb der angepeilten 212°C die ich für die Tuben benutzt habe. Es könnte tatsächlich sein, dass damit etwas warping auftritt.
Das Material mit dem ich bisher die meisten Probleme hatte war tatsächlich PLA, da das eine so geringe erweichungstemperatur hat, dass das mir wie gesagt manchmal schon vor dem heatbreak weich geworden ist, es gepappt hat und der extruder das skippen angefangen hat.
Da ist PPSU tatsächlich pflegeleicht dagegen, das hat sogar gänzlich ohne den heatsinkkühler funktioniert, der heatsink ist bis 150 °C heiß geworden.
Wenn man überlegt, ist das eigentlich sogar von vorteil, da dann das Hotend vorgewärmtes Material bekommt und somit nicht die ganzen 23-395 grad heizen muss, sondern nur 150-395 grad und somit das material schneller durchgeschmolzen ist.
Zum Schleifen der Nozzle beim wechseln habe ich mir überlegt, diese bürsten und abstreifer zu benutzen.

Dann Programmiere ich in jeden toolchange fest ein, dass er zuerst an die Position der Abstreifer fahren soll, toolchange, purgen und dann abstreifen an der lippe, einmal über die Bürste fahren und dann weiter im text
|
Re: Nitro´s PPSU hochtemp drucker 05. April 2019 16:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 339 |
Quote
NitroFreak
Ein Faden wird nicht funktionieren, Glasfasern sind sehr abrasiv und scheuern deinen Faden schnell durch. Wenn, dann eher eine geschliffene stahlstange oder so. Wenn man die etwas dicker macht, könnte man sich vielleicht auch die Schiene darunter sparen.
Der Faden sollte auch nur bei meinem Versuch mit Pappe zum Einsatz kommen - nicht bei der Glasfasermatte. Na mal gucken wie das läuft.
Danke für die Blumen.
Ich habe nicht alles gelesen in dem Thread hier, aber du arbeitest ja mit deutlich höheren Bauraumtemperaturen. Wie kühlst du dein HotEnd? In meiner früheren Version habe ich ja einen Lüfter vorgesehen der aus dem Kühleren Raum oben Luft nach unten an das HotEnd im heißen Bauraum bläst. Aktuell plane ich eine Wasserkühlung des HotEnds. Keine Ahnung obs overkill ist aber so teuer ist der Spaß auch gar nicht. Ich plane dafür ein ollen E3D-V6 clone zu nehmen, zwischen die Rippen unten und oben einen passenden O-Ring einzulassen und darüber ein Stück Schlauch aus dem Auto (Turboladeransaugschlauch) zu schieben. Fixiert wird alles mit jeweils einem Kabelbinder oben und unten. Dann noch push-fit Anschlüsse angebracht und 6mm Pneumatik-Schläuche missbrauchen als Schläuche für das Wasser.
Hier mal ein kleines Bild von der Sache:


Edit: Wo hast du denn diese tollen Bürsten her? Sowas muss ich bei mir auch noch einbauen und dann alle x Layer mal die Düse reinigen.
1-mal bearbeitet. Zuletzt am 05.04.19 16:46.
|
Re: Nitro´s PPSU hochtemp drucker 05. April 2019 18:54 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Quote
SturmGhost
du arbeitest ja mit deutlich höheren Bauraumtemperaturen. Wie kühlst du dein HotEnd? In meiner früheren Version habe ich ja einen Lüfter vorgesehen der aus dem Kühleren Raum oben Luft nach unten an das HotEnd im heißen Bauraum bläst. Aktuell plane ich eine Wasserkühlung des HotEnds.
Wow, das sieht aus, als ob dein Drucker morgen in die Serienfertigung gehen würde (vom CAD her)
Zum Thema wasserkühlung, ich habe nichts dagegen, aber ich bin der festen meinung, dass man alles so simpel wie möglich bauen sollte, um unnötige potentielle fehlerstellen zu vermeiden. Wasserkühlung macht (finde ich) tatsächlich bei PLA am meisten sinn, da dort die Glasübergangstemperatur bereits so niedrig ist.
Wenn du kannst, mach es einfach so, dass dein cold end auch außerhalb der beheizten kammer ist, dann hast du keine probleme mit der Kühlung.
Ich hab das so gemacht

Wenn ich dir noch einen Tipp geben darf, wenn möglich bleib weg vom e3d design. Hol dir was mit einem separat festgeschraubten heat block. oder du machst es so, dass du mit max. 1-2 schrauben das gesamte hotend aus dem drucker raus hast, weil der Vorhang das arbeiten am hotend einiges schwieriger macht.
Für PPSU habe ich das cold end sogar nur passiv gekühlt. Eigentlich am anfang ausversehen da ich immer vergaß den ventilator anzumachen, und keine unterschiede festgestellt habe. Außerdem hat sich mein ventilator halter immer in einem permanenten zustand zwischen fest und flüssig befunden,

Man kann sehen wie sich die Kabel da verewigt haben.
Für die meisten filamente wie ABS und so, reicht eigentlich eine aktive luftkühlung dicke aus, da zb. ABS ja 80-90 grad locker aushält, und steif bleibt um es durch den heatbreak zu schieben. Nur PLA ist da ja zickig.
Ich hab jetzt auch ein paar tests mit ABS in der 90 grad kammer gemacht und kann getrost sagen dass es da mit dem heat creep weniger probleme als mit PLA gibt. Also keep it simple.
Les dir vielleicht nur die seiten 3,4,5 durch, da steht das wichtigste zum design von der Kammer, alles relativ ausführlich geschildert (finde ich)Quote
SturmGhost
Ich habe nicht alles gelesen in dem Thread hier,
Quote
SturmGhost
Edit: Wo hast du denn diese tollen Bürsten her? Sowas muss ich bei mir auch noch einbauen und dann alle x Layer mal die Düse reinigen.
Vom Stratasys uPrint bzw. HP designjet 3D. eBay Kleinanzeigen. Habe auch noch 5 kisten mit je 5 rollen Modellmaterial und eine kiste x5 rollen Supportmaterial, 2x2 düsensätze und ewig viele Bauplattformen (die auch in meinen Dimension passen) In jedem Düsensatz sind 4 von den Abstreifern dabei.

Hier sind übrigens noch die resultate von dem Support material test



Das ganze hat etwa 12h gebraucht um sich aufzulösen, das ganze in einer leicht erhitzten natronlauge (rohrreiniger) Ist also nicht der schnellste prozess, aber es war auch ein schwieriges Teil da die kanäle ziemlich tief und dünn sind. Läuft aber einwandfrei.
Ich muss aber wahrscheinlich die support top layer auf 2 erhöhen, mit nur 1 top layer hat sich das ABS etwas durchgedrückt, sieht man vielleicht auf den Bildern etwas.
Ist nicht so einfach aufzulösen wie PVA, aber das könnte vielleicht auch was gutes sein. Man könnte das Material unter umständen auch als Modellmaterial drucken mit PVA als Support material, um damit schwierige Kerne zum Laminieren oder dergleichen zu drucken, dann das PVA in normalen wasser auflösen, das teil Laminieren, und dann den Kern in der Natronlauge auflösen.
Aber dass es zumindest generell ein wasserlösliches Supportmaterial für ABS gibt ist schonmal gut, denn das gibt es zurzeit ja nicht wirklich im Open source 3D - drucker bereich.
2-mal bearbeitet. Zuletzt am 05.04.19 19:00.
|
Re: Nitro´s PPSU hochtemp drucker 05. April 2019 19:18 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 339 |
Quote
Wow, das sieht aus, als ob dein Drucker morgen in die Serienfertigung gehen würde (vom CAD her) thumbs up
Ist mittlerweile leider schon so detailliert, dass das Programm regelmäßig abschmiert. Quote
Wenn du kannst, mach es einfach so, dass dein cold end auch außerhalb der beheizten kammer ist, dann hast du keine probleme mit der Kühlung.
Ist bei mir leider mit dem jetzigen Aufbau nicht zu realisieren, weil die Linearschienen 15er sind und extrem hoch aufbauen. Der e3d-clone sitzt quasi vollständig im Bauraum, leider.
Quote
[...] oder du machst es so, dass du mit max. 1-2 schrauben das gesamte hotend aus dem drucker raus hast, weil der Vorhang das arbeiten am hotend einiges schwieriger macht.
Das habe ich bedacht. Das ganze HotEnd wird über Magnete und Passstifte in Position gehalten. Die Magnete dürfte dort auch nicht zu heiß werden um nicht die Magnetisierung zu verlieren. Im Notfall gibt es noch HT-Magnete... Hier mal ein Bild:


Anmerkung zum 2. Bild: Vor der Entnahme müssen natürlich noch die seitlichen Halter für die Bälge abgeschraubt werden. Ich war jetzt aber zu faul das im CAD auch noch richtig zu modellieren, deshalb diffundieren die da links durch das Blech.
Ich muss also nur die beiden Schrauben lösen, den Stecker abziehen und die Schrauben für die Halterung der Schläuche lösen. Dann kann ich das HotEnd komplett entnehmen. Soweit in der Theorie. 
|
Re: Nitro´s PPSU hochtemp drucker 05. April 2019 20:14 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Du kannst es ja auch so machen wie die großen Fortus maschinen und noch eine Box in den Bauraum bauen, in dem dein Hotend dann sitzt?
Ich würde dir empfehlen die befestigungen für die Bälge aufjedenfall so an dem Wagen zu befestigen, dass du den Druckkopf entnehmen kannst ohne da dran rumzumachen. Glaub mir das ist eine riesen fummelei

Ich würde dir empfehlen die befestigungen für die Bälge aufjedenfall so an dem Wagen zu befestigen, dass du den Druckkopf entnehmen kannst ohne da dran rumzumachen. Glaub mir das ist eine riesen fummelei
|
Re: Nitro´s PPSU hochtemp drucker 06. April 2019 02:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 339 |
Quote
NitroFreak
Du kannst es ja auch so machen wie die großen Fortus maschinen und noch eine Box in den Bauraum bauen, in dem dein Hotend dann sitzt?
Aber was soll die Box drum herum noch bringen? So wirklich leuchtet mir das nicht ein. Als eine Art Isolierung wird das ja kaum noch etwas bringen. Ich muss auch mit dem HotEnd soweit in den Bauraum rein, damit man von der Türe aus die erste Schicht überhaupt sehen kann, sonst wäre das blöd, denn von oben wird man später quasi auch nichts sehen.
Quote
Ich würde dir empfehlen die befestigungen für die Bälge aufjedenfall so an dem Wagen zu befestigen, dass du den Druckkopf entnehmen kannst ohne da dran rumzumachen. Glaub mir das ist eine riesen fummelei
Ja, das wäre natürlich schön. Meine Möglichkeiten sind aber im Gegensatz zu deinen ziemlich eingeschränkt. Keine CNC Fräse oder Drehe, keine Abkantbank, etc.
Vielleicht gibt es ja im Notfall die Möglichkeit bei dir etwas fertigen zu lassen.
|
Re: Nitro´s PPSU hochtemp drucker 06. April 2019 12:53 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Naja die Box ist natürlich oben offen und wird dann von oben mit raumtemperaturluft gekühlt. Die Box muss natürlich auf der Unterseite ungefähr am Heatbreak abschließen.Quote
SturmGhost
Aber was soll die Box drum herum noch bringen? So wirklich leuchtet mir das nicht ein. Als eine Art Isolierung wird das ja kaum noch etwas bringen. Ich muss auch mit dem HotEnd soweit in den Bauraum rein, damit man von der Türe aus die erste Schicht überhaupt sehen kann, sonst wäre das blöd, denn von oben wird man später quasi auch nichts sehen.
Ja, das wäre natürlich schön. Meine Möglichkeiten sind aber im Gegensatz zu deinen ziemlich eingeschränkt. Keine CNC Fräse oder Drehe, keine Abkantbank, etc.
Das mit der ersten schicht stimmt natürlich, das geht bei mir auch nicht da meine Ofentüre (das glas darin) nicht bis ganz an die Seiten geht. Aber ich hab gesehen, es gibt öfen, wo das Sichtfenster viel größer ist. Die wären natürlich besser geeignet.
Für ABS und so ist das aber kein großes problem, da man einfach die Türe aufmachen kann, und der Heizer hat absolut keine Probleme, die 90°C Luft beizubehalten. für PPSU hab ich hinten an der seite neben der Z achse exta ein Fenster auf Ofenglas eingebaut, bei der ich später noch eine Raspi kamera hinbauen möchte. Hab ich schon da, hab es nur noch nicht hinbekommen diese in den DWC stream hineinzufügen.
Ich muss mir auch noch eine Lampe raussuchen, die die 200° aushalten. Vielleicht eine Halogenlampe. Im moment muss ich, um hinten was zu sehen, immer vorne eine Lampe hinstellen.


Grüße
Max
Edit: Wenn du brauchst kann ich dir sicherlich ein paar teile machen, ja
1-mal bearbeitet. Zuletzt am 06.04.19 16:35.
|
Re: Nitro´s PPSU hochtemp drucker 12. April 2019 21:59 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
So, wieder etwas zeit gehabt und mal das mit dem Purge umgesetzt.
Erstmal passung getestet
Dann das ganze teil.
Gedruckt mit 60mm/s. Wollte erst mit 100mm/s, man sieht aber an den ersten 3 layer dass das nicht gescheit erstarrt ist
@Julien Ich weiß nicht ob du mit dem halbwegs massiven teil ein teil aus PPSU oder aus ABS meinst, hier aufjedenfall schonmal ein halbwegs massives (15%, 2 perimeter/top/bottom layer) teil aus ABS, 145mm lang. Nozzle 280C, Kammer 82C. Leider waren 2 top layer nicht ganz genug um die 15% zu überdecken.
Unterseite. Wenn man die Glasplatte rausnimmt (mit dem Uhu drauf) muss man 5-10 minuten warten bis es abgekühlt ist, dann knackt das teil 2-3x und man kann das teil abnehmen. Warping gleich null
Man sieht ein paar artefakte auf der geraden Oberfläche. ich weiß nicht ganz woher das kommt. Ein bisschen könnte sicher dem china Mk8 extruder zugeordnet werden, aber ich denke nicht alles. Ich bin im moment bei 16x microstepping, Kann es daran liegen?
Und hier der erste test mit einem einfachen dual teil:
[www.youtube.com]
Das ABS purging funktioniert schon ganz gut, nur das support material bleibt oft etwas an der lippe pappen, aber das ist etwas feucht da das stück filament jetzt schon eine weile in dem Teflon rohr war und feuchtigkeit gesaugt hat.
Ich muss auch noch etwas mit dem Winkel von der rampe spielen, damit das gepurgete material etwas kleinere klumpen bildet. So wie in meinem Dimension, das wäre perfekt, dann nimmt das nicht so viel platz weg.
Später werde ich auf dem Alu teil wahrscheinlich dann als Rampe ein stück Teflon drauf schrauben, das müsste dann schön abgleiten
(Edit: Ich weiß nicht warum der uploader das Bild verdreht hat. Ist eigentlich richtig rum, und wenn man draufklickt auch. Hat jemand eine Idee?
Später wenn ich den Winkel und Abstand richtig habe, werde ich das teil aus Alu fräsen. Weil aus ABS hält es das natürlich nicht ewig aus
Grüße
Max
4-mal bearbeitet. Zuletzt am 12.04.19 22:17.
Erstmal passung getestet

Dann das ganze teil.

Gedruckt mit 60mm/s. Wollte erst mit 100mm/s, man sieht aber an den ersten 3 layer dass das nicht gescheit erstarrt ist
@Julien Ich weiß nicht ob du mit dem halbwegs massiven teil ein teil aus PPSU oder aus ABS meinst, hier aufjedenfall schonmal ein halbwegs massives (15%, 2 perimeter/top/bottom layer) teil aus ABS, 145mm lang. Nozzle 280C, Kammer 82C. Leider waren 2 top layer nicht ganz genug um die 15% zu überdecken.




Unterseite. Wenn man die Glasplatte rausnimmt (mit dem Uhu drauf) muss man 5-10 minuten warten bis es abgekühlt ist, dann knackt das teil 2-3x und man kann das teil abnehmen. Warping gleich null

Man sieht ein paar artefakte auf der geraden Oberfläche. ich weiß nicht ganz woher das kommt. Ein bisschen könnte sicher dem china Mk8 extruder zugeordnet werden, aber ich denke nicht alles. Ich bin im moment bei 16x microstepping, Kann es daran liegen?

Und hier der erste test mit einem einfachen dual teil:
[www.youtube.com]
Das ABS purging funktioniert schon ganz gut, nur das support material bleibt oft etwas an der lippe pappen, aber das ist etwas feucht da das stück filament jetzt schon eine weile in dem Teflon rohr war und feuchtigkeit gesaugt hat.
Ich muss auch noch etwas mit dem Winkel von der rampe spielen, damit das gepurgete material etwas kleinere klumpen bildet. So wie in meinem Dimension, das wäre perfekt, dann nimmt das nicht so viel platz weg.
Später werde ich auf dem Alu teil wahrscheinlich dann als Rampe ein stück Teflon drauf schrauben, das müsste dann schön abgleiten

(Edit: Ich weiß nicht warum der uploader das Bild verdreht hat. Ist eigentlich richtig rum, und wenn man draufklickt auch. Hat jemand eine Idee?
Später wenn ich den Winkel und Abstand richtig habe, werde ich das teil aus Alu fräsen. Weil aus ABS hält es das natürlich nicht ewig aus
Grüße
Max
4-mal bearbeitet. Zuletzt am 12.04.19 22:17.
|
Re: Nitro´s PPSU hochtemp drucker 15. April 2019 03:17 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Moin Max,
ich meinte zwar das Materialverhalten von größer dimensionierten Teilen aus PPSU (noch nie gesehen, darum keine Referenz), aber die Formbeständigkeit des ABS sieht auch nicht schlecht aus. Es ist zwar ein kleiner Elefantenfuß sichtbar, aber das ist kein Beinbruch.
Gruß
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
ich meinte zwar das Materialverhalten von größer dimensionierten Teilen aus PPSU (noch nie gesehen, darum keine Referenz), aber die Formbeständigkeit des ABS sieht auch nicht schlecht aus. Es ist zwar ein kleiner Elefantenfuß sichtbar, aber das ist kein Beinbruch.
Gruß
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Nitro´s PPSU hochtemp drucker 15. April 2019 04:44 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Quote
ZipZap
Moin Max,
ich meinte zwar das Materialverhalten von größer dimensionierten Teilen aus PPSU (noch nie gesehen, darum keine Referenz), aber die Formbeständigkeit des ABS sieht auch nicht schlecht aus. Es ist zwar ein kleiner Elefantenfuß sichtbar, aber das ist kein Beinbruch.
Gruß
Julien
Hi Julien,
Ja das hat mich auch verwundert. Es ist zwar noch ein Brim von einer Umrundung vorhanden bei dem ich vergaß das mit einem offset vom Teil zu machen, der Elefantenfuß ist trotzdem etwas vorhanden. Was mich wundert da ich dachte dass das eigentlich eine erscheinung von beheizten Bauplattformen ist. Vielleicht ist das der Grund warum Stratasys immer mit den Rafts druckt
Grüße
Max
|
Re: Nitro´s PPSU hochtemp drucker 15. April 2019 13:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
NitroFreak
...
Es ist zwar noch ein Brim von einer Umrundung vorhanden bei dem ich vergaß das mit einem offset vom Teil zu machen, der Elefantenfuß ist trotzdem etwas vorhanden. Was mich wundert ...
Mich wundert, dass Du Dich wunderst!
Mit dem FirstLayer wird notwendigerweise Material auf das Druckbett gepresst und somit mehr oder weniger fest angedrückt, was zur Folge hat, dass es im Kontaktbereich verbreitert wird. Es ist ja nichts da, wo es sich zur Vermeidung des "Elefantenfußes" seitlich abstützen könnte.
Ein Material, dass allein durch bloßes Auflegen am beheizten Druckbett *) druckgerecht so fest haftet, ist mir nicht bekannt. Und wenn das Anpressen nicht wegen der Haftung notwendig wäre, wäre es aber ziemlich sicher zur Vermeidung von hochgezogenen Ecken und Kanten erforderlich. Wenn ich bedenke, wie so mancher Druck zum Inhalt der Tonne wird, obwohl auf Teufelkommraus "angepresst" wird ...
Mit Raft könntest Du recht haben, aber dann hat man selten einen ansehnlichen Boden am Druckstück, zumindest mal nicht vergleichbar mit der Auflage direkt auf dem Bett. Wo es evtl. nicht darauf ankommt, sicher eine passable Lösung.
*) mit höheren Temperaturen als ca 110° kenne ich mich nicht aus
H.
1-mal bearbeitet. Zuletzt am 15.04.19 13:46.
|
Re: Nitro´s PPSU hochtemp drucker 15. April 2019 20:55 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Ich habe heute eine E-Mail bekommen, in der die Gewinner bekannt gegeben wurden.
Und wer hätte es gedacht, ich bin tatsächlich auf dem 1. Platz gelandet der Backbot™ (hihi) hat nicht enttäuscht.
Dear Max,
The judges' deliberation is complete and we're pleased to inform you that your team has won 1st place in the AM Cup 2019. CONGRATULATIONS!
Den rest der E-mail darf ich euch leider nicht zeigen
Grüße
Max
1-mal bearbeitet. Zuletzt am 15.04.19 20:59.
Und wer hätte es gedacht, ich bin tatsächlich auf dem 1. Platz gelandet
der Backbot™ (hihi) hat nicht enttäuscht.
Dear Max,
The judges' deliberation is complete and we're pleased to inform you that your team has won 1st place in the AM Cup 2019. CONGRATULATIONS!

Den rest der E-mail darf ich euch leider nicht zeigen
Grüße
Max
1-mal bearbeitet. Zuletzt am 15.04.19 20:59.
|
Re: Nitro´s PPSU hochtemp drucker 16. April 2019 03:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 262 |
Hi Max,
ich gratuliere Dir recht herzlich dafür und Deinem tollen Projekt.
Gruß
Armin
Sparkcube | DuetWifi | PanelDue 4.3 | Meanwell RSP 320-15 | Extruder RepRap.Fab Microbarrel, Big Booster direkt |
DICE | AZSMZ-Mini | Raspberry Pi3 | RPI USV+ | MicroBarrel RepRap.Fab | Delta-Eigenbau | Radds | Raspberry Pi3 | e3D V6
ich gratuliere Dir recht herzlich dafür und Deinem tollen Projekt.
Gruß
Armin
Sparkcube | DuetWifi | PanelDue 4.3 | Meanwell RSP 320-15 | Extruder RepRap.Fab Microbarrel, Big Booster direkt |
DICE | AZSMZ-Mini | Raspberry Pi3 | RPI USV+ | MicroBarrel RepRap.Fab | Delta-Eigenbau | Radds | Raspberry Pi3 | e3D V6
|
Anonymous User
Re: Nitro´s PPSU hochtemp drucker 19. April 2019 08:09 |
|
Re: Nitro´s PPSU hochtemp drucker 20. April 2019 08:15 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
|
Re: Nitro´s PPSU hochtemp drucker 23. April 2019 09:45 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Räum nur vorher bitte Deine Stiftebecher weg 
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Nitro´s PPSU hochtemp drucker 23. April 2019 14:30 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |

|
Re: Nitro´s PPSU hochtemp drucker 28. April 2019 13:18 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 207 |
Hier einmal ein etwas längerer Druck. Ca. 10h, 120g Plastik, 100% infill, Lösliche Interface Layer. Ich werde demnächst mal einfaches HIPS probieren.
Leider ist es wieder überextruiert, habe den druck am abend gestartet und das falsche Profil ausgewählt. Aber es hilft der stärke. Immernoch nicht perfekt.
Leider ist es wieder überextruiert, habe den druck am abend gestartet und das falsche Profil ausgewählt. Aber es hilft der stärke. Immernoch nicht perfekt.









{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.