Show us your settings!
Posted by WesBrooks
|
Show us your settings! November 12, 2018 06:24PM |
Registered: 9 years ago Posts: 383 |
Hi all,
I'm interested in comparing settings. I've been having a right fight with the benchy and specifically the bow and rear corners. All tend to curl up. I had thought this was purely a cooling issue but when I tried faster processing settings the curl became much worse. So here are my critical config settings and the Slic3r settings:
M92 X87.489 Y87.489 Z400 E425.2 ; Set steps per mm
M566 X900 Y900 Z12 E800 ; Set maximum instantaneous speed changes (mm/min)
M203 X12000 Y12000 Z1200 E8000 ; Set maximum speeds (mm/min)
M201 X3000 Y3000 Z250 E500 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
Print Settings - Advanced
Default Extrusion width 0.55mm
First Layer: 265%
Perimeter: 0.50
(external) 0.50
Infill 0.575
(Solid) 0.53
(top solid) 0.53
Infill / perimiters overlap 75%
Bridge Flow ratio 1.05 (think I need to increase)
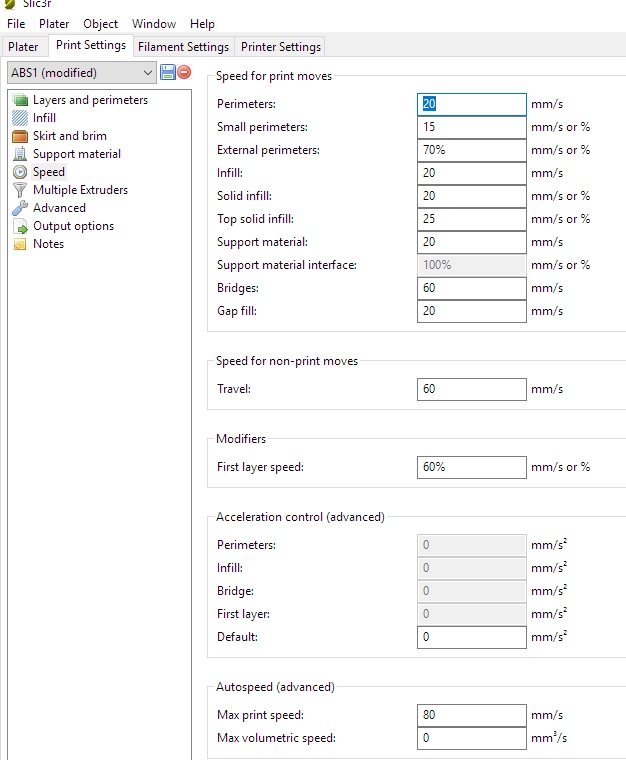
Print Settings - Speed
Perimieters 40
(small) 25
(external) 50%
Infill 55
(solid) 45
(top solid) 45
(gaps) 20
Bridges 25
Support Material 40
Nozzle Diameter = 0.5mm
These have given a PLA benchy with a slightly shiny finish. My next trial will be dropping to 0.15mm but increasing the speed. My thought here is that the smaller incremental addition of polymer may cool better than a big chunk.
I'm interested in comparing settings. I've been having a right fight with the benchy and specifically the bow and rear corners. All tend to curl up. I had thought this was purely a cooling issue but when I tried faster processing settings the curl became much worse. So here are my critical config settings and the Slic3r settings:
M92 X87.489 Y87.489 Z400 E425.2 ; Set steps per mm
M566 X900 Y900 Z12 E800 ; Set maximum instantaneous speed changes (mm/min)
M203 X12000 Y12000 Z1200 E8000 ; Set maximum speeds (mm/min)
M201 X3000 Y3000 Z250 E500 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E1000 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
Print Settings - Advanced
Default Extrusion width 0.55mm
First Layer: 265%
Perimeter: 0.50
(external) 0.50
Infill 0.575
(Solid) 0.53
(top solid) 0.53
Infill / perimiters overlap 75%
Bridge Flow ratio 1.05 (think I need to increase)
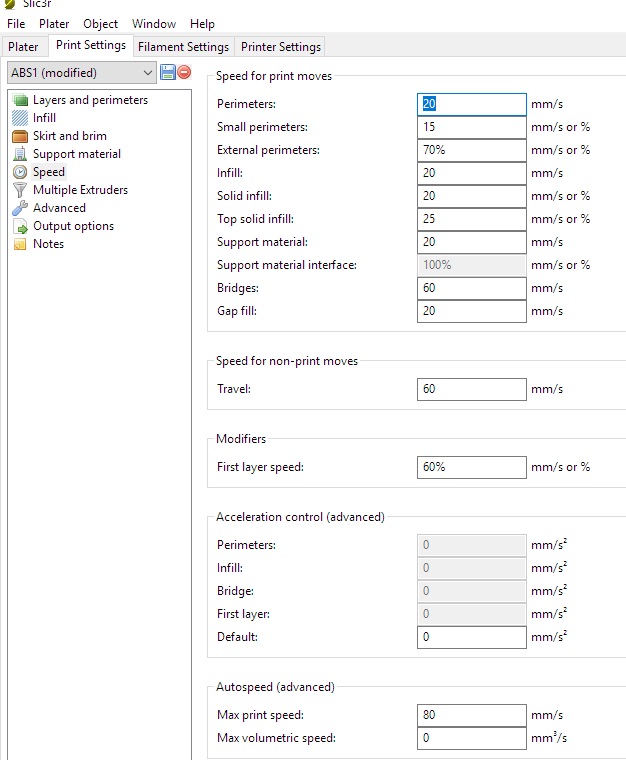
Print Settings - Speed
Perimieters 40
(small) 25
(external) 50%
Infill 55
(solid) 45
(top solid) 45
(gaps) 20
Bridges 25
Support Material 40
Nozzle Diameter = 0.5mm
These have given a PLA benchy with a slightly shiny finish. My next trial will be dropping to 0.15mm but increasing the speed. My thought here is that the smaller incremental addition of polymer may cool better than a big chunk.
|
Re: Show us your settings! November 12, 2018 06:29PM |
Registered: 9 years ago Posts: 383 |
|
Re: Show us your settings! November 13, 2018 05:11AM |
Registered: 8 years ago Posts: 123 |
M92 X87.489 Y87.489 Z4000 E420:420 ; Set steps per mm M201 X500 Y500 Z250 E500:500 ; Accelerations (mm/s^2) M203 X15000 Y15000 Z100 E3600 ; Maximum speeds (mm/min) M566 X900 Y900 Z12 E120:120 ; Set maximum instantaneous speed changes (mm/min) M906 X1000 Y1200 Z1000 E1200:1200 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30
# generated by Slic3r Prusa Edition 1.41.1+win64 on 2018-11-12 at 23:49:56 [print:Ormerod 2 (0.3mm) v1.1] avoid_crossing_perimeters = 0 bottom_solid_layers = 5 bridge_acceleration = 0 bridge_angle = 0 bridge_flow_ratio = 1 bridge_speed = 40 brim_width = 0 clip_multipart_objects = 0 compatible_printers = compatible_printers_condition = complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 elefant_foot_compensation = 0 ensure_vertical_shell_thickness = 0 external_fill_pattern = rectilinear external_perimeter_extrusion_width = 0.5 external_perimeter_speed = 45 external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0.5 fill_angle = 45 fill_density = 20% fill_pattern = grid first_layer_acceleration = 0 first_layer_extrusion_width = 0.8 first_layer_height = 0.3 first_layer_speed = 50% gap_fill_speed = 10 gcode_comments = 1 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0.5 infill_first = 0 infill_only_where_needed = 0 infill_overlap = 25% infill_speed = 45 inherits = interface_shells = 0 layer_height = 0.3 max_print_speed = 80 max_volumetric_extrusion_rate_slope_negative = 0 max_volumetric_extrusion_rate_slope_positive = 0 max_volumetric_speed = 0 min_skirt_length = 0 notes = only_retract_when_crossing_perimeters = 1 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0.5 perimeter_speed = 45 perimeters = 3 post_process = print_settings_id = raft_layers = 0 resolution = 0 seam_position = aligned single_extruder_multi_material_priming = 1 skirt_distance = 2 skirt_height = 1 skirts = 1 small_perimeter_speed = 32 solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extruder = 1 solid_infill_extrusion_width = 0.5 solid_infill_speed = 40 spiral_vase = 0 standby_temperature_delta = -5 support_material = 1 support_material_angle = 0 support_material_auto = 1 support_material_buildplate_only = 1 support_material_contact_distance = 0.2 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_contact_loops = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = rectilinear support_material_spacing = 2.5 support_material_speed = 40 support_material_synchronize_layers = 0 support_material_threshold = 0 support_material_with_sheath = 1 support_material_xy_spacing = 50% thin_walls = 1 threads = 4 top_infill_extrusion_width = 0.5 top_solid_infill_speed = 40 top_solid_layers = 5 travel_speed = 130 wipe_tower = 0 wipe_tower_bridging = 10 wipe_tower_rotation_angle = 0 wipe_tower_width = 60 wipe_tower_x = 180 wipe_tower_y = 140 xy_size_compensation = 0 [filament:Ormerod 2 PLA 35% fan] bed_temperature = 40 bridge_fan_speed = 35 compatible_printers = compatible_printers_condition = cooling = 1 disable_fan_first_layers = 3 end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" extrusion_multiplier = 1 fan_always_on = 1 fan_below_layer_time = 100 filament_colour = #FF0000 filament_cooling_final_speed = 3.4 filament_cooling_initial_speed = 2.2 filament_cooling_moves = 4 filament_cost = 25.4 filament_density = 1.24 filament_diameter = 1.75 filament_load_time = 0 filament_loading_speed = 28 filament_loading_speed_start = 3 filament_max_volumetric_speed = 0 filament_minimal_purge_on_wipe_tower = 15 filament_notes = "" filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6" filament_settings_id = "" filament_soluble = 0 filament_toolchange_delay = 0 filament_type = PLA filament_unload_time = 0 filament_unloading_speed = 90 filament_unloading_speed_start = 100 first_layer_bed_temperature = 50 first_layer_temperature = 210 inherits = max_fan_speed = 35 min_fan_speed = 3 min_print_speed = 10 slowdown_below_layer_time = 20 start_filament_gcode = "; Filament gcode\n" temperature = 210 [filament:Ormerod 2 PLA V1.1] bed_temperature = 40 bridge_fan_speed = 35 compatible_printers = compatible_printers_condition = cooling = 1 disable_fan_first_layers = 3 end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" extrusion_multiplier = 1 fan_always_on = 1 fan_below_layer_time = 100 filament_colour = #FF0000 filament_cooling_final_speed = 3.4 filament_cooling_initial_speed = 2.2 filament_cooling_moves = 4 filament_cost = 25.4 filament_density = 1.24 filament_diameter = 1.75 filament_load_time = 0 filament_loading_speed = 28 filament_loading_speed_start = 3 filament_max_volumetric_speed = 0 filament_minimal_purge_on_wipe_tower = 15 filament_notes = "" filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6" filament_settings_id = "" filament_soluble = 0 filament_toolchange_delay = 0 filament_type = PLA filament_unload_time = 0 filament_unloading_speed = 90 filament_unloading_speed_start = 100 first_layer_bed_temperature = 50 first_layer_temperature = 210 inherits = max_fan_speed = 20 min_fan_speed = 3 min_print_speed = 10 slowdown_below_layer_time = 20 start_filament_gcode = "; Filament gcode\n" temperature = 210 [printer:Ormerod 2 v1.2] bed_shape = 0x0,200x0,200x200,0x200 before_layer_gcode = between_objects_gcode = cooling_tube_length = 5 cooling_tube_retraction = 91.5 default_filament_profile = "" default_print_profile = deretract_speed = 0,0 end_gcode = G10 P0 R0 S0 ; Set tool 0 operating and standby temperatures\nG10 P1 R0 S0 ; Set tool 1 operating and standby temperatures\nG28 X0 ; home X axis\nM84 ; disable motors\nM140 S0 ;\nM140 S-273\n\n extra_loading_move = -2 extruder_colour = #0000FF;#FF0000 extruder_offset = 0x0,0x0 gcode_flavor = marlin host_type = duet inherits = layer_gcode = machine_max_acceleration_e = 500,250 machine_max_acceleration_extruding = 500,250 machine_max_acceleration_retracting = 500,250 machine_max_acceleration_x = 500,250 machine_max_acceleration_y = 500,250 machine_max_acceleration_z = 250,250 machine_max_feedrate_e = 1200,600 machine_max_feedrate_x = 6000,3000 machine_max_feedrate_y = 6000,3000 machine_max_feedrate_z = 180,90 machine_max_jerk_e = 120,60 machine_max_jerk_x = 900,450 machine_max_jerk_y = 900,450 machine_max_jerk_z = 12,6 machine_min_extruding_rate = 0,0 machine_min_travel_rate = 0,0 max_layer_height = 0.4,0.4 max_print_height = 170 min_layer_height = 0.07,0.07 nozzle_diameter = 0.5,0.5 parking_pos_retraction = 92 print_host = 192.168.0.26 printer_model = printer_notes = printer_settings_id = printer_variant = printer_vendor = printhost_apikey = printhost_cafile = remaining_times = 0 retract_before_travel = 2,2 retract_before_wipe = 0%,0% retract_layer_change = 1,1 retract_length = 2,2 retract_length_toolchange = 10,10 retract_lift = 0,0 retract_lift_above = 0,0 retract_lift_below = 0,0 retract_restart_extra = 0,0 retract_restart_extra_toolchange = 0,0 retract_speed = 40,40 serial_port = serial_speed = 250000 silent_mode = 1 single_extruder_multi_material = 0 start_gcode = M201 X500 Y500 Z250 E500:500 ; Accelerations (mm/s^2)\nM203 X15000 Y15000 Z100 E3600 ; Maximum speeds (mm/min)\nM566 X900 Y900 Z12 E120:120 ; Set maximum instantaneous speed changes (mm/min)\n\nG28 ; home all axes\nG1 Z1 F5000 ; lift nozzle toolchange_gcode = use_firmware_retraction = 0 use_relative_e_distances = 1 use_volumetric_e = 0 variable_layer_height = 1 wipe = 0,0 z_offset = 0
Your settings are fairly similar to mine.
Do you have a layer cooling fan, that is the biggest improvement for curling after the first few layers.
For the first few layers, an enclosure & a decent build surface like PEI, PrintBite+ or LokBuild.
|
Re: Show us your settings! November 13, 2018 05:16AM |
Registered: 9 years ago Posts: 383 |
|
Re: Show us your settings! November 14, 2018 09:36AM |
Registered: 9 years ago Posts: 383 |
Benchies succesful at 0.2 and 0.3mm followed by a Hellboy head! Happy as. I'll update this with tje settings I used when I get a chance. Potential for speeding up the 0.2mm builds but 0.3 where at the point where I get extruder drive issues on a calibration extrusion into free space, so not pushing any further with speeds on that!
50mm radial fan mounted on the same bracket as the stock fan (holes drilled out to suit M3 bolts in situe) made all the difference.
50mm radial fan mounted on the same bracket as the stock fan (holes drilled out to suit M3 bolts in situe) made all the difference.
|
Re: Show us your settings! November 14, 2018 12:40PM |
Registered: 10 years ago Posts: 100 |
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.