S3D Starting Code
Posted by joestefano
|
S3D Starting Code July 07, 2016 10:15AM |
Registered: 11 years ago Posts: 118 |
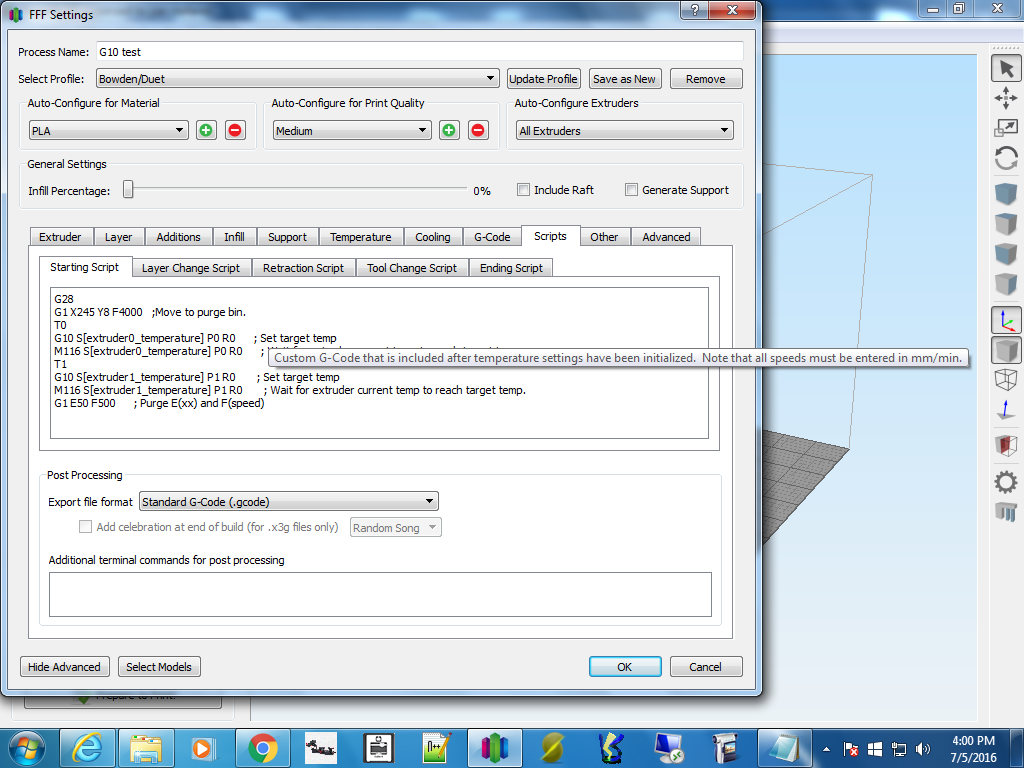
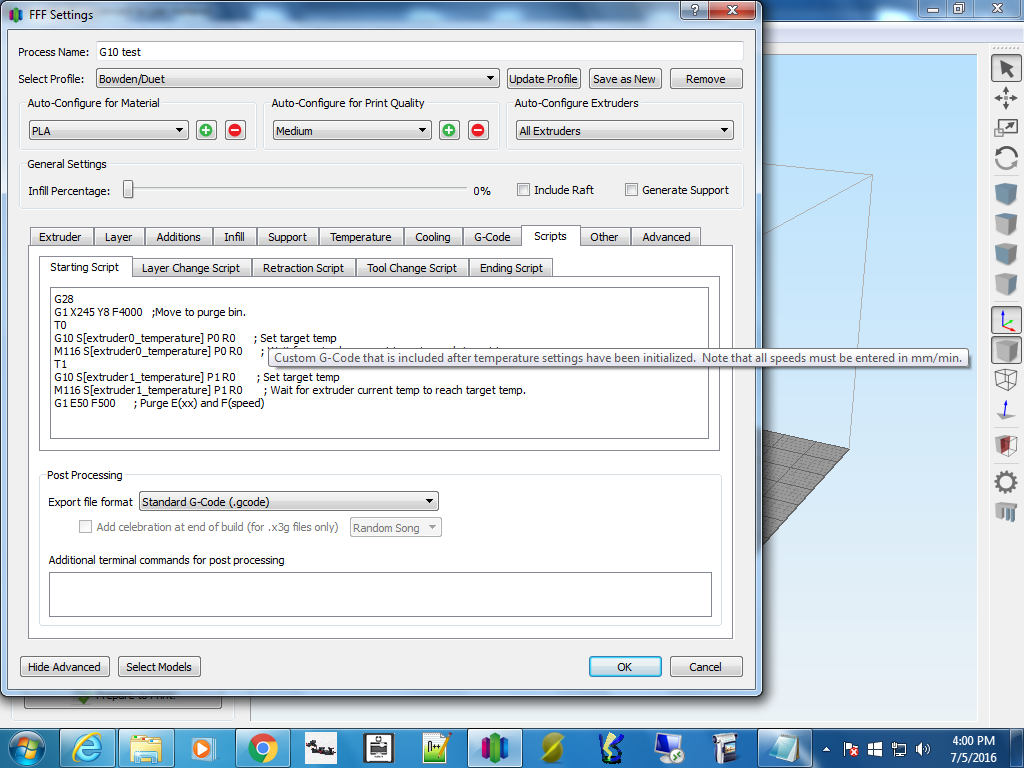
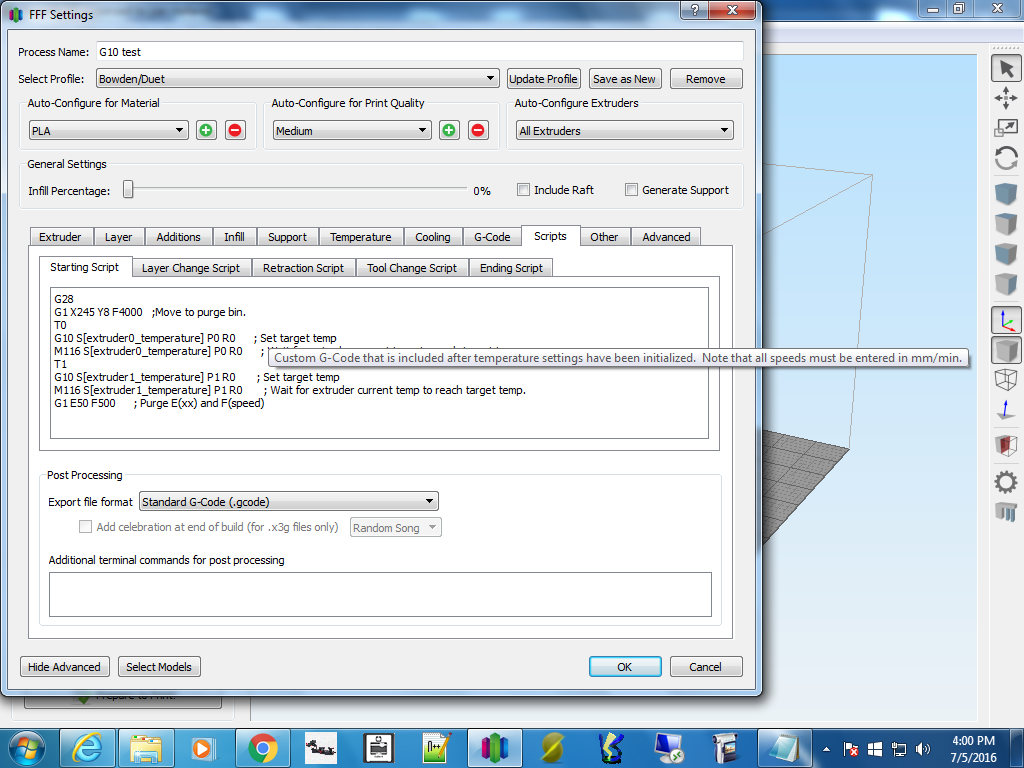
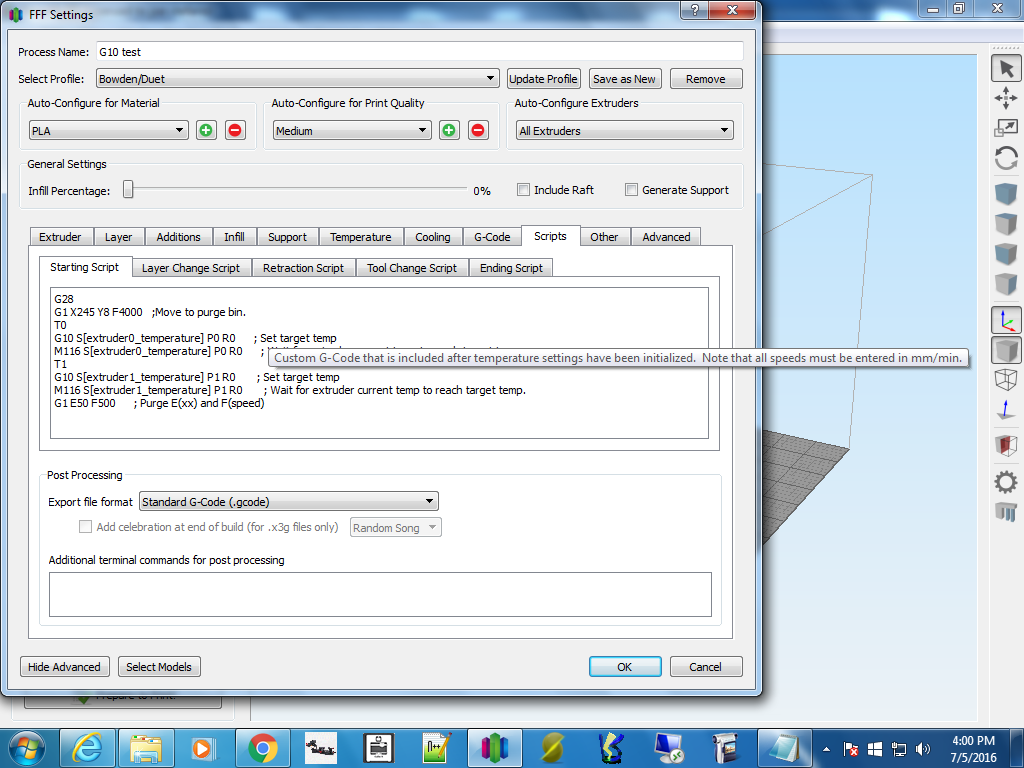
Need your help, the start code works great with EX0, When I want to use EX1 as it is now it will heat EX0 and then EX1 and purge and start the print. How do I get it to check for the selected EX and turn only that one on? If I remove T0 & T1 it will start the print before heated. Do I have to enter anything in the tfree or tpost files to get it working? Should I have already??
Setup: converted CubeX duo. Bowden extruders.
Also, to adjust the IR sensor to only function as Z stop (no probing). I set it up according to the instructions and set G92 Z0 with it touching the bed. When I print it starts about approx. 2mm above bed. I'm not sure if it is a setting in s3d or the config. G31 Z1.95 I changed G31 to Z0 no change. Sensor appears to be working properly according to dc42 instructions. Right after calibration I enter G1 Z0 and it responds correctly nozzles touching bed, after I run a print file G1 Z0 places the nozzles at the height that they began printing approx. 2mm above bed.
Setup: converted CubeX duo. Bowden extruders.
Also, to adjust the IR sensor to only function as Z stop (no probing). I set it up according to the instructions and set G92 Z0 with it touching the bed. When I print it starts about approx. 2mm above bed. I'm not sure if it is a setting in s3d or the config. G31 Z1.95 I changed G31 to Z0 no change. Sensor appears to be working properly according to dc42 instructions. Right after calibration I enter G1 Z0 and it responds correctly nozzles touching bed, after I run a print file G1 Z0 places the nozzles at the height that they began printing approx. 2mm above bed.
{kind=link}
{kind=link}
|
Re: S3D Starting Code July 07, 2016 03:28PM |
Registered: 10 years ago Posts: 14,672 |
1. To print with extruder 1 and leave extruder 0 cold, have you tried setting "Temperature identifier" to T1 on the Temperature tab when "Extruder 1 Temperature" is highlighted? You will need to make sure there is a T1 command in the starting gcode as well.
2. The easiest way to set up the IR sensor to do Z homing is to use it to probe the bed once, with a G30 command at the XY location of your choosing, as shown in the example homez.g and homeall.g files.
HTH David
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
2. The easiest way to set up the IR sensor to do Z homing is to use it to probe the bed once, with a G30 command at the XY location of your choosing, as shown in the example homez.g and homeall.g files.
HTH David
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: S3D Starting Code July 07, 2016 05:48PM |
Registered: 11 years ago Posts: 118 |
right after going thru the calibration process and setting G92 to Z0 I set the G31 in the config to what the M114 reads (1.85) Then I raise the heads a few mm and run G30 and the heads come down and touch the bed and Z reads 0 as it should. I then try a print file and the head prints in the air at the end of the print I home the heads and run G30 and the heads go to the level above the bed that it tried to print at and the M114 states that Z is at 0 and it is not. I read that you set Z to 0 instead of the offset amount, I assume that you do this in the G31 in the config. I tried that and had the same results I even tried a neg number.
I've done so much screwing around that now I cant connect to the Web interface! Great.
I've done so much screwing around that now I cant connect to the Web interface! Great.
|
Re: S3D Starting Code July 08, 2016 04:35AM |
Registered: 10 years ago Posts: 14,672 |
Quote
joestefano
right after going thru the calibration process and setting G92 to Z0 I set the G31 in the config to what the M114 reads (1.85) Then I raise the heads a few mm and run G30 and the heads come down and touch the bed and Z reads 0 as it should. I then try a print file and the head prints in the air at the end of the print I home the heads and run G30 and the heads go to the level above the bed that it tried to print at and the M114 states that Z is at 0 and it is not.
It sounds like something in the start gcode of the file you are printing is messing up the Z=0 position. Post the first 50 or so lines of your gcode file so we can see what. One possibility is that it is homing the printer at the start, and your Z homing file isn't right. If you home Z after doing the Z=0 calibration, does it mess up the calibration?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: S3D Starting Code July 08, 2016 06:23AM |
Registered: 11 years ago Posts: 118 |
{kind=link}
{kind=link}
|
Re: S3D Starting Code July 08, 2016 08:36AM |
Registered: 10 years ago Posts: 14,672 |
You have a G28 homing command in your start gcode. See my comment last time:
>> One possibility is that it is homing the printer at the start, and your Z homing file isn't right. If you home Z after doing the Z=0 calibration, does it mess up the calibration? <<
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
>> One possibility is that it is homing the printer at the start, and your Z homing file isn't right. If you home Z after doing the Z=0 calibration, does it mess up the calibration? <<
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: S3D Starting Code July 08, 2016 10:10AM |
Registered: 11 years ago Posts: 118 |
Update, After probing bed again the Z level seems to be correct at printing. My start code is now not working properly. It moves the heads to the purge bin then immediately moves back to the home position and heats then extrudes and begins the print. What would tell the head to move back to home from the bin?
|
Re: S3D Starting Code July 08, 2016 10:40AM |
Registered: 11 years ago Posts: 118 |
Can you look at my config and see that I have the content right? I copied the G30 section into the file do I still need the M557 and should the numbers match the G30 as I have them. Do I need to add the bed.g file to the sys folder? or macro folder?
[reprap.org]
Is this up to date? This is what I used for my bed probing
Edited 1 time(s). Last edit at 07/08/2016 10:56AM by joestefano.
[reprap.org]
Is this up to date? This is what I used for my bed probing
Edited 1 time(s). Last edit at 07/08/2016 10:56AM by joestefano.
|
Re: S3D Starting Code July 08, 2016 04:06PM |
Registered: 10 years ago Posts: 14,672 |
Quote
joestefano
Update, After probing bed again the Z level seems to be correct at printing. My start code is now not working properly. It moves the heads to the purge bin then immediately moves back to the home position and heats then extrudes and begins the print. What would tell the head to move back to home from the bin?
What do you have in your tool change files - tfree0.g, tpre0.g, tpost0.g and so on?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: S3D Starting Code July 08, 2016 04:22PM |
Registered: 11 years ago Posts: 118 |
I've done so much f**** around with these files after reading all the info that seems to be in a million places, David, I don't know anymore. There should be a disclaimer that if you are not a PHD pay someone to set this up for you! You need to write a book" Duet for Dummies"
|
Re: S3D Starting Code July 09, 2016 06:36AM |
Registered: 10 years ago Posts: 14,672 |
Your tpre0.g and tpre1.g files both include this line:
G1 X4 Y0 F4000
That commands the head to move to X=4 Y=0 whenever you change tool, before heating the new tool up to operating temperature.
There are lots of ways to configure a dual-nozzle printer. You need to decide what YOU want the printer to do when you change tools, and implement that either in the tool change files, or in the slicer tool change script, or a combination of both. There is more info on tool change files here [reprap.org].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
G1 X4 Y0 F4000
That commands the head to move to X=4 Y=0 whenever you change tool, before heating the new tool up to operating temperature.
There are lots of ways to configure a dual-nozzle printer. You need to decide what YOU want the printer to do when you change tools, and implement that either in the tool change files, or in the slicer tool change script, or a combination of both. There is more info on tool change files here [reprap.org].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: S3D Starting Code July 09, 2016 09:10AM |
Registered: 11 years ago Posts: 118 |
I see that, I did that when I was trying to fix my starting code. I think I would benefit from a clear understanding of the relationship between the Firmware (yours and RepRap) the "config" file and the "slicer software"
For instance in this case, the tpre1.g G1 X4 y0 F4000 does not appear anywhere in the slicer g code yet the printer moves.
1) The difference between your (dc42) firmware and Reprap?
2) What is the purpose of the config file and how does it interact with the firmware?
3) In the slicer (in this case S3D) when I am selecting firmware, can I import your .bin file or is it the same as selecting RepRap? How does the slicer interact with the firmware?
I know that these questions may seem juvenile however I own a construction company and I don't build with firmware and config files.
Thank you for your patience. I own 2 duet's and have a Wifi on order. I need to get a handle on this.
For instance in this case, the tpre1.g G1 X4 y0 F4000 does not appear anywhere in the slicer g code yet the printer moves.
1) The difference between your (dc42) firmware and Reprap?
2) What is the purpose of the config file and how does it interact with the firmware?
3) In the slicer (in this case S3D) when I am selecting firmware, can I import your .bin file or is it the same as selecting RepRap? How does the slicer interact with the firmware?
I know that these questions may seem juvenile however I own a construction company and I don't build with firmware and config files.
Thank you for your patience. I own 2 duet's and have a Wifi on order. I need to get a handle on this.
|
Re: S3D Starting Code July 09, 2016 11:39AM |
Registered: 13 years ago Posts: 268 |
I can't speak to the specifics of a tool changing printer but I might be able to help your understanding. The duet runs firmware which is software that interprets a set of g codes and generates motion or other physical effects (turning on and regulating heaters etc). G code is a standard "language" used to describe these events as well as to set options in the printer. These include but are not limited to telling the duet the dimensions and allowable print area, end stop configuration, the steps per mm of the drive systems and so on. The config file is run at board startup and the firmware interprets these commands and sets its options accordingly. Should you for some reason want to, you could send the same commands manually after startup. You could also embed them in every g code file you send to the printer. If that was the route you chose you would set up S3D to output those codes every time.
Similarly you can set up tool definitions and what happens during tool changes in specific config files on the duet -or- set simplify to output g codes at appropriate times in individual part files.
Both the duet and S3d are general purpose solutions designed to work with as much other things as possible. S3d is set up to handle all kinds of printer setups including those that don't have the options a duet does. Similarly the duet has options to handle things that other slicers can't generate. Therefore you need to pick what controls what. There are reasons to do everything every way and no simple "do it this way and you will be fine" proclamation can be made. The good news is that you don't need a Ph.D. to read g code, just practice. I say that as a serial college dropout who makes a good living programming complex multi axis industrial machinery with g code every day. There's a good listing of g codes and what they do here as well as a lot of info on the net. Start to work through them and understand what's happened. Then you can ask better specific questions. Hope that helped some.
Similarly you can set up tool definitions and what happens during tool changes in specific config files on the duet -or- set simplify to output g codes at appropriate times in individual part files.
Both the duet and S3d are general purpose solutions designed to work with as much other things as possible. S3d is set up to handle all kinds of printer setups including those that don't have the options a duet does. Similarly the duet has options to handle things that other slicers can't generate. Therefore you need to pick what controls what. There are reasons to do everything every way and no simple "do it this way and you will be fine" proclamation can be made. The good news is that you don't need a Ph.D. to read g code, just practice. I say that as a serial college dropout who makes a good living programming complex multi axis industrial machinery with g code every day. There's a good listing of g codes and what they do here as well as a lot of info on the net. Start to work through them and understand what's happened. Then you can ask better specific questions. Hope that helped some.
|
Re: S3D Starting Code July 09, 2016 12:11PM |
Registered: 11 years ago Posts: 118 |
|
Re: S3D Starting Code July 09, 2016 02:10PM |
Registered: 11 years ago Posts: 118 |
|
Re: S3D Starting Code July 09, 2016 03:19PM |
Registered: 10 years ago Posts: 14,672 |
Quote
joestefano
If my tools are numbered T0 & T1 should the tpost.g M116 be P0 & P1 or T0 & T1?
From [reprap.org]:
Quote
...RepRapFirmware version 1.04 and later supports an optional 'P' parameter that is used to specify a tool number. If this parameter is present, then the system only waits for temperatures associated with that tool to arrive at their set values. This is useful during tool changes, to wait for the new tool to heat up without necessarily waiting for the old one to cool down fully.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Sorry, only registered users may post in this forum.