FoldaRap2.6
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |

Contents
- 1 Versions précédentes
- 2 Outils
- 3 Quelques conseils avant de débuter
- 4 Étape 1/20 - Structure de base (30 min)
- 5 Étape 2/20 - Axe-Y (30 min)
- 6 Étape 3/20 - Prise + interrupteur (45 min)
- 7 Étape 4/20 - Plaque-base (20 min)
- 8 Étape 5/20 - Axe-Z (1 heure)
- 9 Étape 6/20 - Axe-X (1 heure)
- 10 Étape 7/20 - Tête d'impression (1 heure)
- 11 Étape 8/20 - Axe-XZ (1 heure)
- 12 Étape 9/20 - Plateau (1 heure)
- 13 Étape 10/20 - Capteurs fin de course (30 min)
- 14 Étape 11/20 - Turbine (15 min)
- 15 Étape 12/20 - Extrudeur (45 min)
- 16 Étape 13/20 - Carte électronique (15 min)
- 17 Étape 14/20 - Câblage (45 min)
- 18 Étape 15/20 - Surface d'impression (30 min)
- 19 Étape 16/20 - Driver (15 min)
- 20 Étape 17/20 - Firmware (15 min)
- 21 Étape 18/20 - Software (35 min)
- 22 Étape 19/20 - Calibration du plateau (20 min)
- 23 Étape 20/20 - Touches finales (30 min)
- 24 1ère impression
Versions précédentes
Les manuels d'assemblage des versions précédentes se trouvent ici :
Outils

1 clé hexagonale 1,5mm (pour vis sans tête)

1 clé hexagonale 2,0mm (pour vis M3 à tête fraisée et raccords pneumatiques "MA-12-03-M5")

1 clé hexagonale 2,5mm (pour vis M3 classiques et vis M4 à tête bombée)

1 tournevis cruciforme (pour le bornier de l'alimentation)

1 tournevis plat (pour régler les potentiomètres)

1 pince plate ou 1 clé plate 5,5mm (pour écrous M3)

1 pince coupante et / ou 1 pince à dénuder (pour couper les câbles et les dénuder)

1 briquet (pour chauffer la gaine thermique)

1 lime (pour ajuster éventuellement les pièces imprimées)









Quelques conseils avant de débuter
- Lisez la notice complète avant de démarrer l'assemblage de votre imprimante 3D pour avoir une vision globale des étapes (total : 12 heures d'assemblage).
- La FoldaRap est constituée d'une base et de plusieurs sous-parties. Les sous-parties peuvent être assemblées en parallèle, alors n'hésitez pas à demander de l'aide à vos amis et établissez ainsi un nouveau record d'assemblage ! (record actuel : 4 heures)
- Travaillez sur un tapis de découpe si vous le pouvez : il protégera votre table ou plan de travail et présente certainement une grille millimétrée qui vous permettra de vérifier la longueur des vis (avec l'expérience, vous serez capable de les différencier à l’œil).
- Survolez une image avec le curseur de votre souris afin de connaître le nom d'un élément.
- Référez vous au modèle 3D SketchUp avant/pendant l'assemblage : vous pourrez visualiser les détails de la FoldaRap déployée/repliée, tourner autour, zoomer, etc.
Pièces imprimées en 3D

pied-avant-gauche

pied-avant-droite
pied-arrière-droite
pied-arrière-gauche

charnière-intérieur-gauche

charnière-intérieur-droite
charnière-extérieur-gauche

charnière-extérieur-droite

support-tige-lisse-avant-gauche
support-tige-lisse-avant-droite
support-tige-lisse-arrière-droite
support-tige-lisse-arrière-gauche

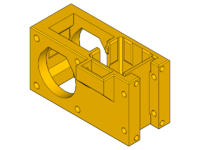
support-roulements-y

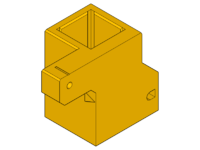
support-moteur-y

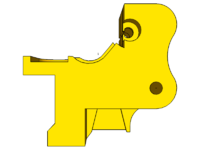
support-moteur-z-gauche

support-moteur-z-droite

chariot-z-gauche

chariot-z-droite

sommet-z-gauche

sommet-z-droite
x1 chariot-x
x1 support-tête-impression

x1 extrudeur / corps
x1 extrudeur / levier

x1 extrudeur / capot
support-courroie-axe-x

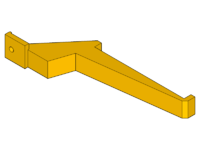
poignée
support-bobine

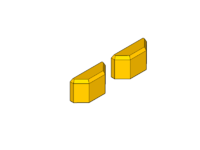
butée-charnière-gauche

butée-charnière-droite

attache-courroie-axe-y
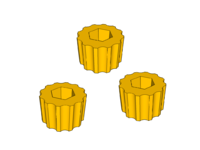
molette

support-carte-électronique
support-capteur-y

Pièces découpées au laser

plaque-base

plaque prise + interrupteur

chariot-y
Environnement d'utilisation
La FoldaRap a été conçue pour être utilisée dans certaines conditions :
- Milieu sec
- Température ambiante (entre 5°C et 35°C)
- Protégé de la poussière
- Sur une surface plane
- Non-exposé à des substances inflammables
- Éloigné d'autres appareils électroniques
Une utilisation hors de ces conditions risque de causer des dommages à la machine...
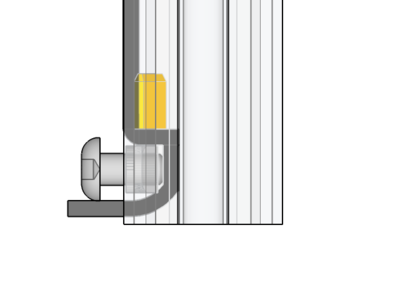
Insérer un écrou-T

couple de serrage : 2.5 N.m (+/- 5%) : serrez avec le petit côté de la clé hexagonale 2.5mm jusqu'à ce que l'écrou-T soit bloqué (inutile de serrer fort).

Étape 1/20 - Structure de base (30 min)
 x1 pied-avant-gauche
x1 pied-avant-gauche
 x1 pied-avant-droite
x1 pied-avant-droite
 x2 profilé 200mm
x2 profilé 200mm
 x4 M4x8
x4 M4x8
 x4 écrou-T
x4 écrou-T


placez les profilés aluminium dans les encoches des pieds avant...

... et poussez les à fond de sorte à ce qu'il n'y ait pas de jour entre les pièces imprimées et les profilés

placez les écrous-T dans la rainure des profilés et poussez les à l'aide de la clé hexagonale 2.5 jusqu'à ce qu'ils soient alignés avec les trous des pièces imprimées

vissez les M4x8 dans les écrous-T à travers les pièces imprimées : assurez-vous que les écrous-T ont bien pivoté de 90° et que les dents des écrous-T agrippent le métal des profilés





x1 pied-arrière-droite
x1 pied-arrière-gauche
x2 profilé 200mm
x4 M4x8
x4 écrou-T

faites de même avec les pieds arrière

 x1 charnière-intérieur-gauche
x1 charnière-intérieur-gauche
 x1 charnière-intérieur-droite
x1 charnière-intérieur-droite
 x4 profilé 300mm
x10 M4x8
x10 écrou-T
x4 profilé 300mm
x10 M4x8
x10 écrou-T

positionnez les charnières à peu près au milieu des profilés aluminium de 300mm (partie imprimée orientée vers l'intérieur de la machine) et verrouillez les avec les écrous-T et les vis M4x8

terminez la base de la structure en reliant les pieds avant / arrière avec les profilés 300mm (les charnières doivent être fixées sur les profilés bas) : verrouillez les profilés dans les pièces imprimées grâce aux écrous-T et aux vis M4x8 en faisant attention à ce que les profilés 300mm soient bien en butée contre les profilés 200mm


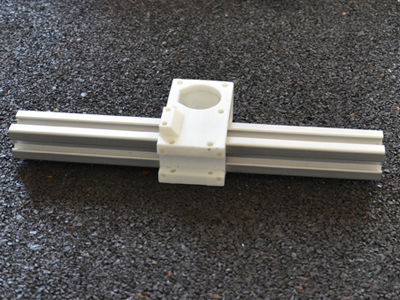
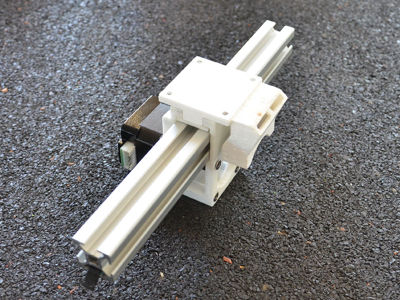
Étape 2/20 - Axe-Y (30 min)
Support roulements Y
 x1 support-roulements-y
x1 M4x8
x1 écrou-T
x1 support-roulements-y
x1 M4x8
x1 écrou-T
 x1 M3x20
x1 M3x20
 x1 rondelle M3
x1 rondelle M3
 x2 roulement 603zz
x2 roulement 603zz
 x1 écrou M3
x1 écrou M3


positionnez l'écrou-T et la vis M4x8 sur le support-roulements-y sans serrer


placez l'écrou M3 dans l'empreinte de la pièce imprimée

passez M3x20 à travers la rondelle M3 et les roulements à billes 603zz...

... et vissez dans l'écrou M3






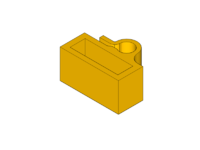
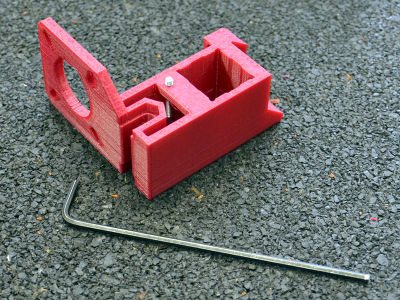
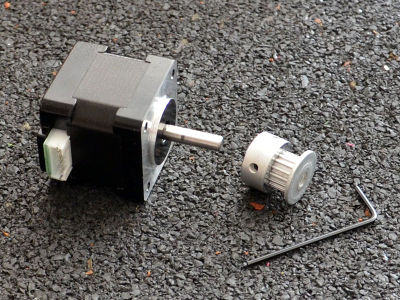
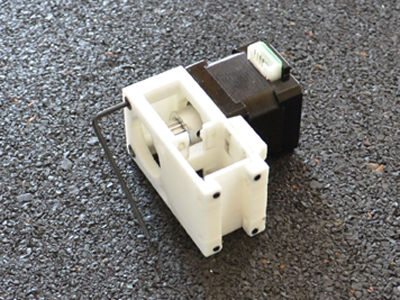
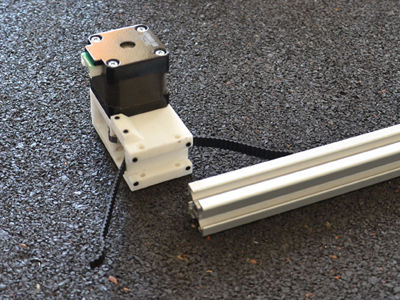
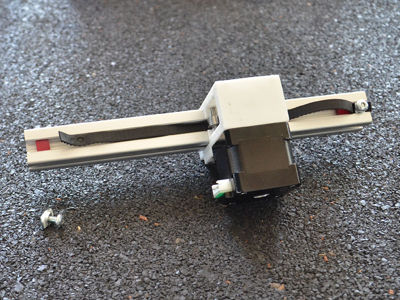
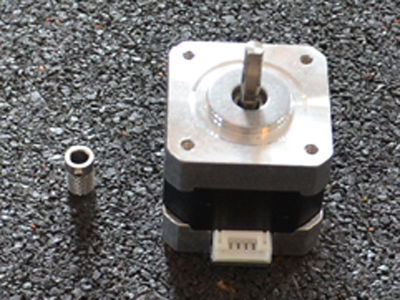
Support moteur Y
 x1 support-moteur-y
x1 M4x8
x1 écrou-T
x1 support-moteur-y
x1 M4x8
x1 écrou-T
 x1 nema 14
x1 nema 14
 x2 M3x8
x2 M3x8
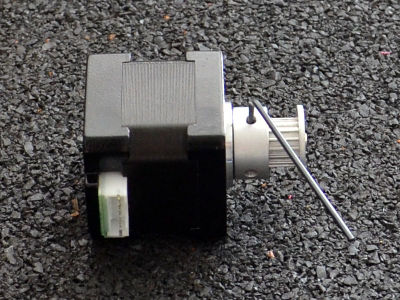
 x1 poulie
x1 poulie
![]() x2 vis sans tête
x2 vis sans tête
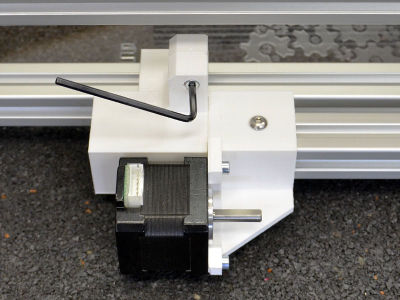
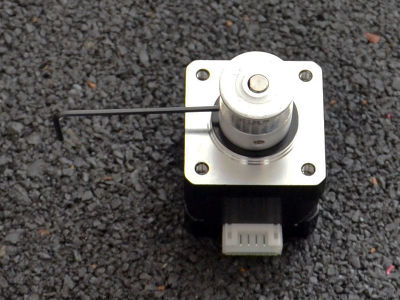
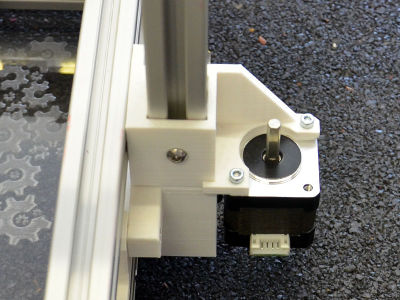
positionnez l'écrou-T et la vis M4x8 sur le support-moteur-y sans serrer
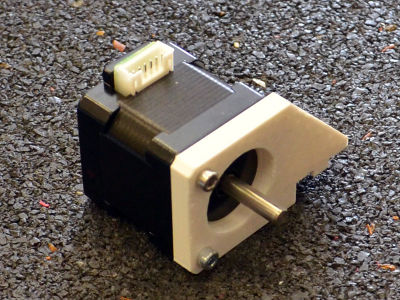
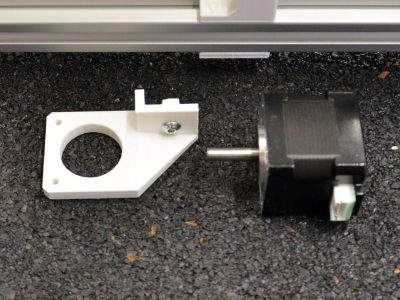
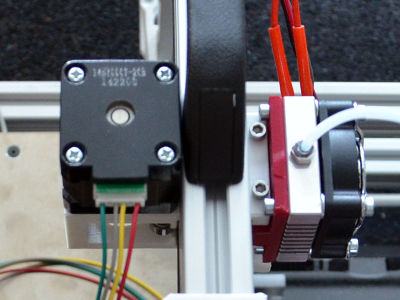
fixez le moteur sur la pièce imprimée avec les M3x8 (attention à orienter le connecteur du moteur comme sur la photo)

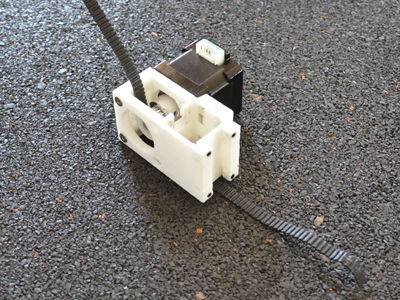
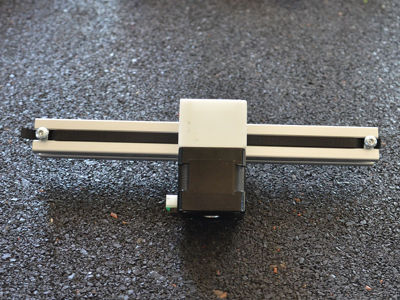
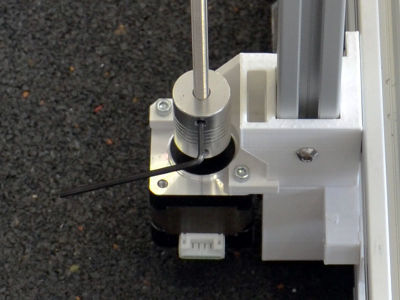
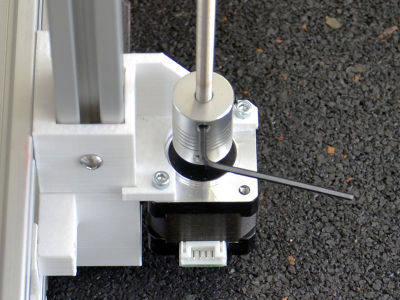
insérez les vis sans tête dans la poulie à l'aide de la clé hexagonale 1.5

positionnez la poulie sur l'arbre du moteur
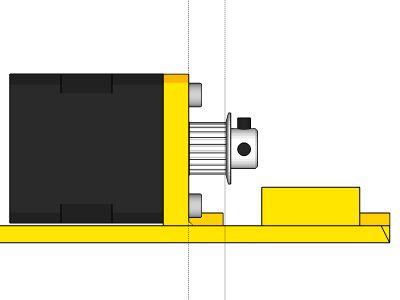
assurez vous que l'embase de la poulie est alignée avec la pièce imprimée...

... et verrouillez la poulie en position...

... en prenant garde à serrer l'une des vis sans tête sur le méplat de l'arbre du moteur









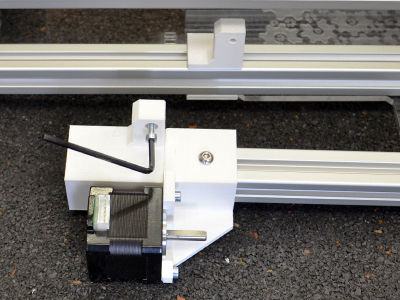
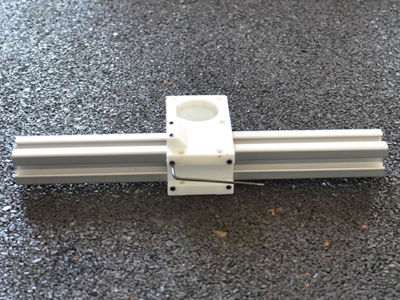
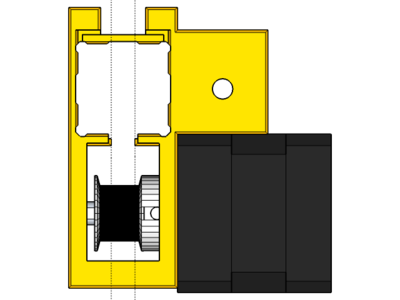
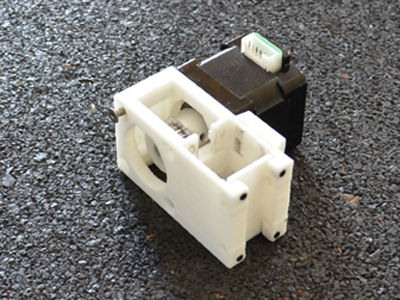
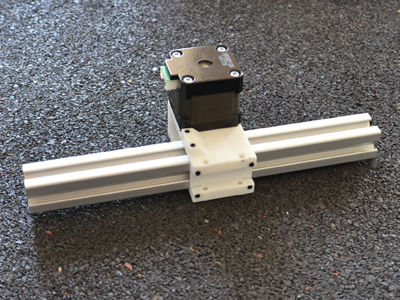
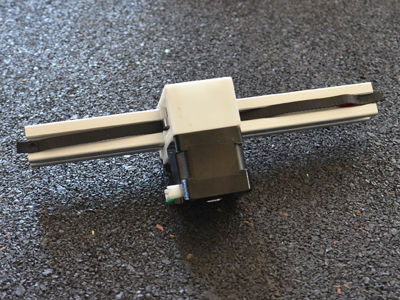
Support roulements + moteur Y

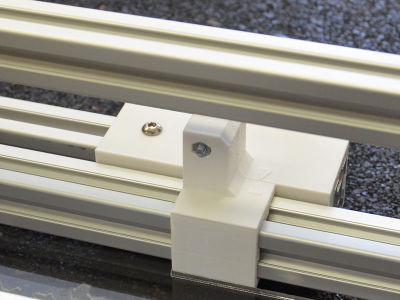
positionnez le support-roulements-y (sans le verrouiller) du même côté que les bras des charnières intérieures et le support-moteur-y du côté opposé (sans le verrouiller)

la vis du support-moteur-y est orientée vers le bas...

... et la vis du support-roulements-y est orientée de l'intérieur vers l'extérieur de la machine



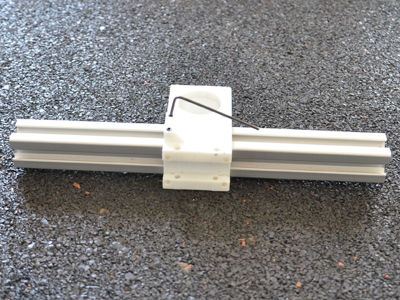
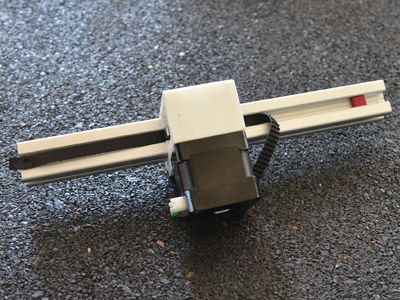
Supports tiges-lisses
 x4 support-tige-lisse
x4 M4x8
x4 écrou-T
x4 support-tige-lisse
x4 M4x8
x4 écrou-T

positionnez les écrous-T et les M4x8 sur les pièces imprimées sans serrer

positionnez les supports tiges-lisses-arrière gauche/droite de part et d'autre du support-roulements-y ; poussez les contre les profilés aluminium et serrez puis poussez le support-roulements-y contre le support-tige-lisse-arrière-droite et serrez

positionnez les supports tiges-lisses-avant gauche/droite de part et d'autre du support-moteur-y et contre les profilés aluminium puis serrez



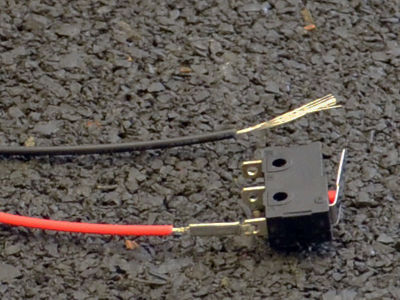
Étape 3/20 - Prise + interrupteur (45 min)
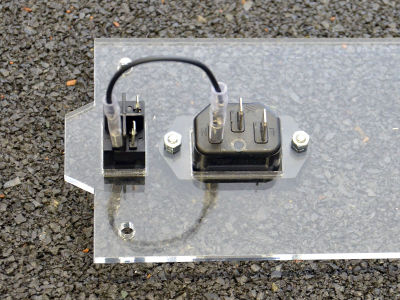
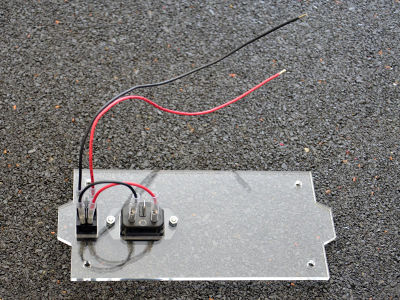
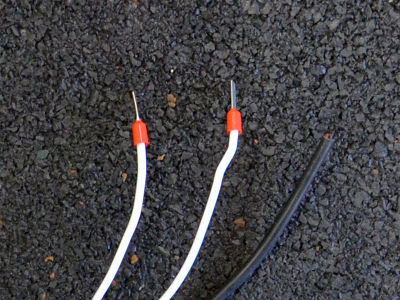
Câble 1
 x1 cosse 4,8mm (+ isolant)
x1 cosse 6,35mm (+ isolant)
x1 cosse 4,8mm (+ isolant)
x1 cosse 6,35mm (+ isolant)

coupez 10cm de câble rouge et dénudez les extrémités

n'oubliez pas de placer les isolants sur le câble avant de positionner les cosses (attention à ce que la taille de l'isolant corresponde à la taille des cosses)

sertissez fermement une cosse de 4,8mm d'un côté et une cosse de 6,35mm de l'autre

pour sertir une cosse : écrasez 2 pattes métalliques sur l'isolant du câble et 2 pattes métalliques sur les fils métalliques du câble

rabattez les isolants sur les cosses





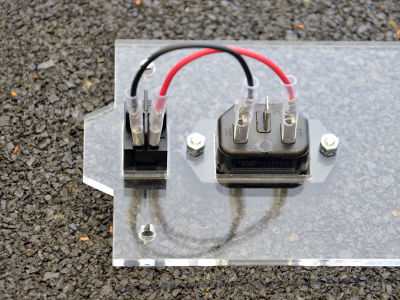
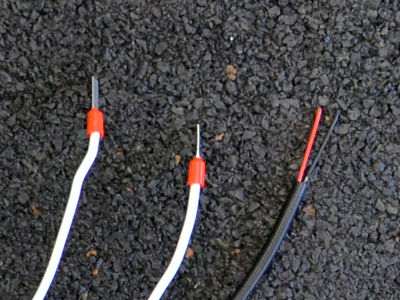
Câble 2
x1 cosse 4,8mm (+ isolant)
x1 cosse 6,35mm (+ isolant)

coupez 10cm de câble rouge et dénudez les extrémités

sertissez fermement une cosse de 4,8mm d'un côté et une cosse de 6,35mm de l'autre

rabattez les isolants sur les cosses



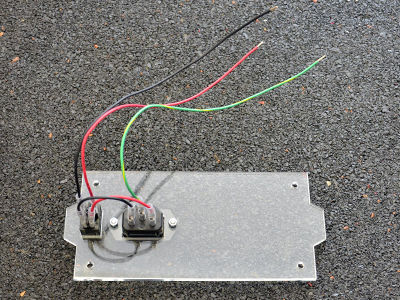
Câble 3
x1 cosse 4,8mm (+ isolant)

prenez les 25cm restants de câble noir et dénudez les extrémités

sertissez fermement la cosse de 4,8mm d'un côté du câble et rabattez l'isolant


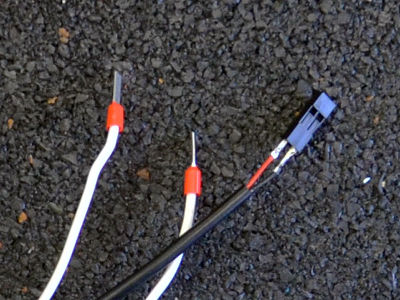
Câble 4
x1 cosse 4,8mm (+ isolant)

prenez les 24cm restants de câble rouge et dénudez les extrémités

sertissez fermement la cosse de 4,8mm d'un côté du câble et rabattez l'isolant


Câble 5
x1 cosse 6,35mm (+ isolant)

prenez le câble vert de 25cm et dénudez les extrémités

sertissez fermement la cosse de 6,35mm d'un côté du câble et rabattez l'isolant


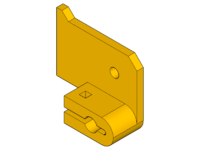
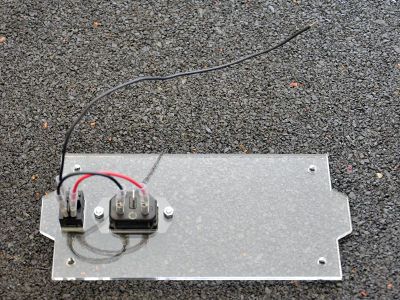
Plaque prise + interrupteur
 x1 plaque prise + interrupteur
x1 plaque prise + interrupteur
 x1 prise
x1 prise
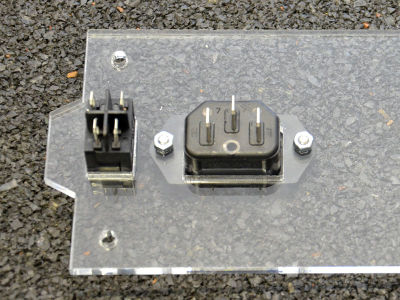
 x1 interrupteur
x2 M3x8
x2 écrou M3
x1 interrupteur
x2 M3x8
x2 écrou M3


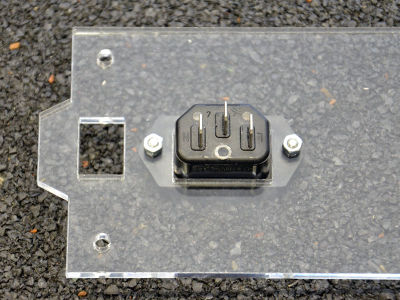

clipsez l'interrupteur dans la plaque (position "O" orientée vers le bas)










x4 M4x8
x4 écrou-T
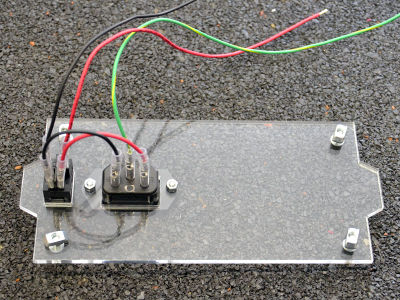

fixez la plaque prise + interrupteur sur les profilés aluminium du même côté que le support-roulements-y


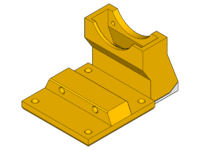
Étape 4/20 - Plaque-base (20 min)
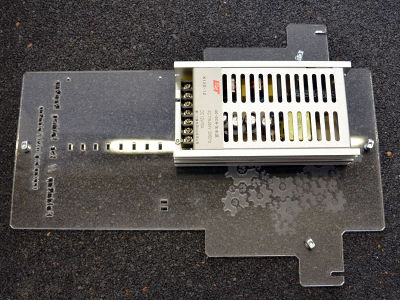
Fixation de l'alimentation
 x1 plaque-base
x1 plaque-base
 x1 alimentation
x2 M3x8
x2 écrou M3
x1 alimentation
x2 M3x8
x2 écrou M3

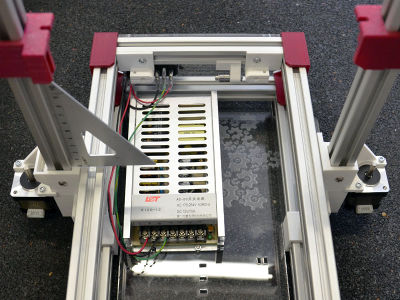
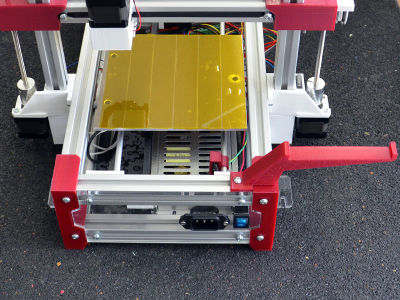
orientez la plaque de sorte à ce que le texte et le logo soient contre la table

le bornier de l'alimentation est orienté vers le bas

fixez l'alimentation sur la plaque à l'aide des vis + écrous



Fixation de la plaque-base
x4 M4x8
x4 écrou-T
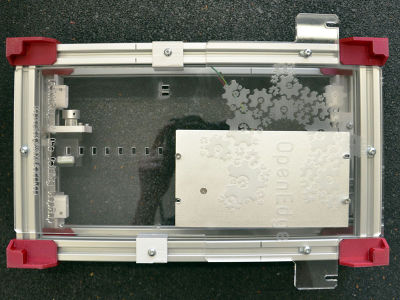


déverrouillez les charnières intérieures...

... poussez les contre les bords de la plaque et verrouillez les à nouveau





Câblage de l'alimentation




Étape 5/20 - Axe-Z (1 heure)
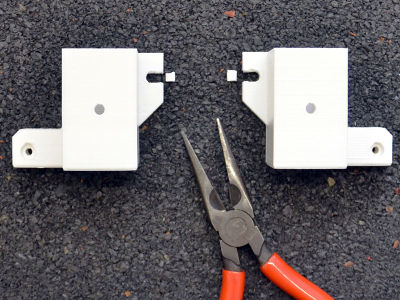
Supports-moteurs-Z (1/2)
 x1 support-moteur-z-gauche
x1 support-moteur-z-gauche
 x1 support-moteur-z-droit
x2 profilé 300mm
x2 M4x8
x2 écrou-T
x1 support-moteur-z-droit
x2 profilé 300mm
x2 M4x8
x2 écrou-T
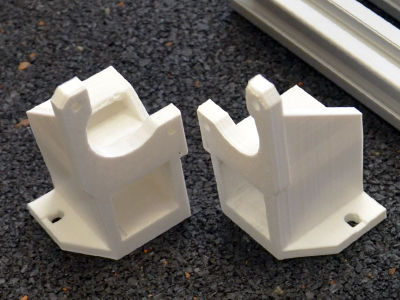

retirez le support des pièces imprimées à l'aide d'une pince plate

placez les écrous-T et les M4x8 dans les pièces imprimées (sans serrer)

placez les supports-moteurs-z sur les profilés aluminium (sans les verrouiller)




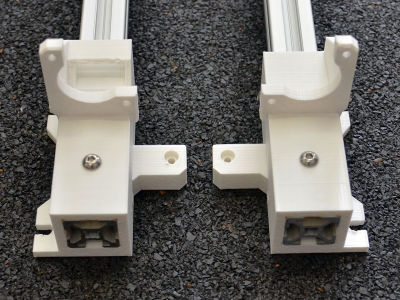
Charnières extérieures
 x1 charnière-extérieur-gauche
x1 charnière-extérieur-gauche
 x1 charnière-extérieur-droite
x2 M4x8
x2 écrou-T
x1 charnière-extérieur-droite
x2 M4x8
x2 écrou-T
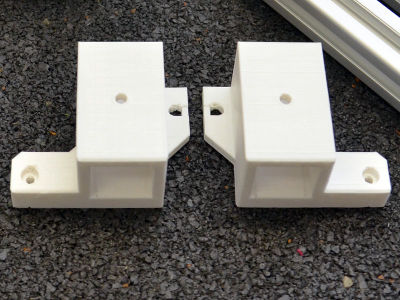
retirez le support des pièces imprimées à l'aide d'une pince plate

placez les écrous-T et les M4x8 dans les pièces imprimées (sans serrer)

positionnez les charnières extérieures sous les supports-moteurs-z (prenez garde à l'orientation des pièces les unes par rapport aux autres)

verrouillez les charnières extérieures sur les profilés aluminium : le bas de la pièce imprimée doit être aligné avec l'extrémité du profilé





Supports-moteurs-Z (2/2)
x2 nema 14
x4 M3x8
poussez les supports-moteurs-z contre les charnières extérieures...

... et verrouillez-les
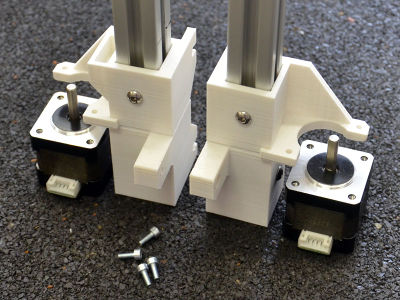
positionnez les moteurs (attention à l'orientation des connecteurs)...
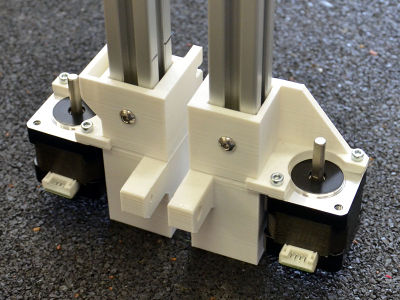
... et fixez les avec les vis M3x8




Chariots-Z
 x1 chariot-z-gauche
x1 chariot-z-gauche
 x1 chariot-z-gauche
x1 chariot-z-gauche
 x1 M3x30 (tête fraisée)
x1 M3x30 (tête fraisée)



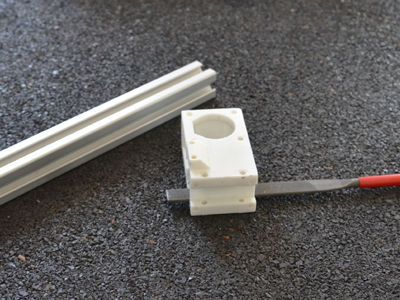
limez l'intérieur des chariots-z de sorte à ce qu'ils coulissent facilement sur les profilés aluminium (sans jeu)





Axe-Z
x2 écrou M3
 x2 M3x20
x2 M3x20

placez les écrous M3 sur les charnières intérieures...
... et vissez les charnières extérieures sur les charnières intérieures avec les M3x20
la forme des charnières extérieures correspond à la forme des charnières intérieures





x4 M4x8
x4 écrou-T

déployez l'axe-Z à 90°

verrouillez l'axe-Z sur les profilés aluminium qui composent la structure de base de la machine à l'aide des M4x8 et écrous-T

vérifiez que les profilés de l'axe-Z sont bien parallèles entre eux et qu'ils sont bien perpendiculaires à la structure de base (ajustez les angles si nécessaire)




Étape 6/20 - Axe-X (1 heure)
 x1 chariot-x
x1 profilé 200mm
x1 chariot-x
x1 profilé 200mm
![]() x6 vis sans tête
x6 vis sans tête
limez l'intérieur du chariot-x...
... jusqu'à ce que la pièce imprimée coulisse facilement sur le profilé aluminium (sans jeu)
insérez 2 vis sans tête sur le dessus du chariot-x...
... et 4 vis sans tête sur l'avant (les vis sans tête vous permettent d'ajuster le jeu du chariot-x sur le profilé si vous avez enlevé trop de matière en limant)




x1 nema 14
x1 poulie
![]() x2 vis sans tête
x2 vis sans tête
positionnez la poulie sur l'arbre du moteur (assurez-vous que la poulie n'est PAS EN CONTACT avec le corps du moteur)
verrouillez la poulie sur l'arbre du moteur (une vis sans tête doit être fixée sur le méplat de l'arbre du moteur)

vérifiez l'alignement entre les dents de la poulie et la rainure du chariot-x





x4 M3x30 (tête fraisée)
x2 roulement 603zz
 x1 courroie 250mm
x1 courroie 250mm
lorsque l'alignement est correct : fixez le moteur sur la pièce imprimée à l'aide des M3x30 à tête fraisée en respectant l'orientation du connecteur
passez la courroie par dessus-la poulie
attrapez la courroie avec une vis M3x30 à tête fraisée...

... et un roulement 603zz...

... des 2 côtés du chariot-x (attention : si vous serrez trop les vis dans le moteur, la pièce imprimée risque de se déformer et de ne plus coulisser sur le profilé... il faudra alors les dévisser légèrement)







 x2 support-courroie-axe-x
x2 M4x8
x2 écrou-T
x2 support-courroie-axe-x
x2 M4x8
x2 écrou-T

verrouillez une extrémité de la courroie à l'aide d'une vis M4x8 et d'un écrou-T (laissez environ 3mm de marge entre l'écrou et la fin du profilé)
assurez-vous que la courroie ne dépasse pas du profilé aluminium lorsque qu'elle est repliée

utilisez une pince plate pour tendre la courroie et verrouiller l’autre extrémité









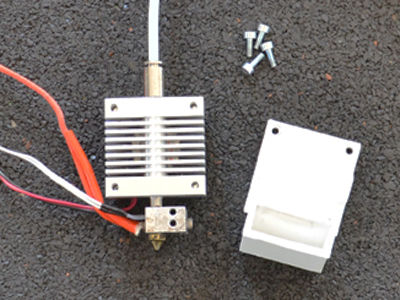
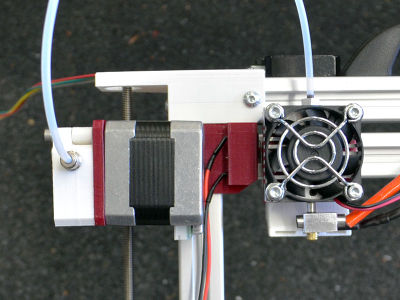
Étape 7/20 - Tête d'impression (1 heure)
Bloc chauffant
 x1 bloc chauffant
x1 bloc chauffant
 x1 buse
x1 buse
 x1 barrel
x1 barrel

positionnez la buse et le barrel de part et d'autre du bloc chauffant en respectant l'orientation de la photo

vissez la buse dans le bloc chauffant en lassant un espace d'environ 0,2 mm entre le bloc chauffant et l'origine du filetage de la buse

vissez le barrel dans le bloc chauffant jusqu'à arriver en butée contre le haut de la buse (par la suite la buse sera serrée à chaud contre le barrel)









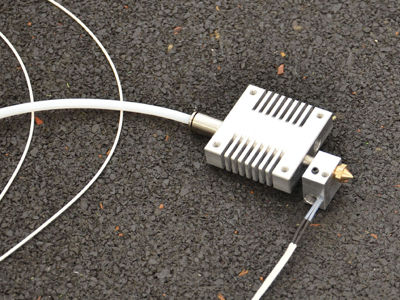
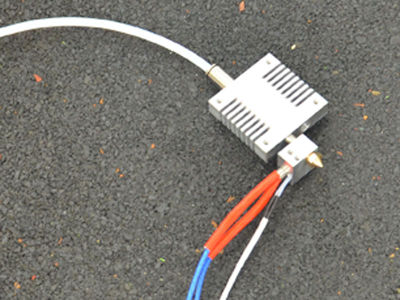
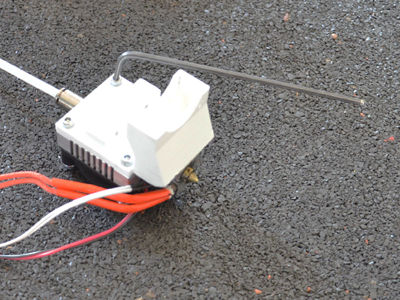
Radiateur
 x1 radiateur
x1 radiateur
 x1 raccord pneumatique
x1 raccord pneumatique
 x1 tube PTFE (2-4 mm)
x1 tube PTFE (2-4 mm)
![]() x1 vis sans tête
x1 vis sans tête



passez le tube PTFE à travers le raccord pneumatique percé

vissez le raccord pneumatique dans le radiateur



poussez le tube PTFE en butée dans le fond du barrel

appuyez sur l'anneau au sommet du raccord pneumatique pour pouvoir remonter tout le bloc dans le radiateur (assurez-vous que le tube PTFE reste bien au fond du barrel pendant l'opération)

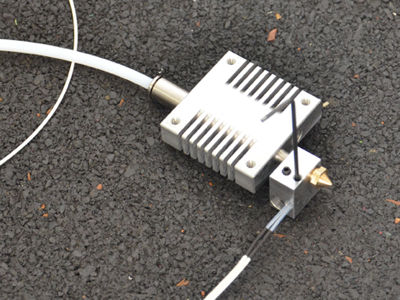
laissez un espace d'environ 5 mm entre le bas du radiateur et le haut du bloc chauffant et verrouillez le bloc en serrant la vis sans tête dans le radiateur contre le barrel en vous assurant que les contours du bloc chauffant sont parallèles aux contours du radiateur









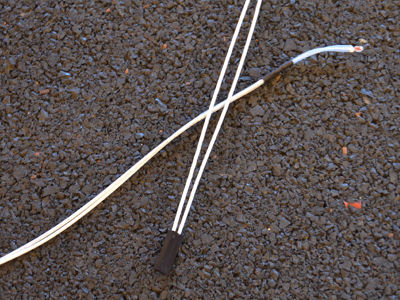
Thermistance
 x1 thermistance
x1 thermistance
 x2 fiche femelle de 2,54 mm
x2 fiche femelle de 2,54 mm
 x1 boitier 2-pin
x1 boitier 2-pin
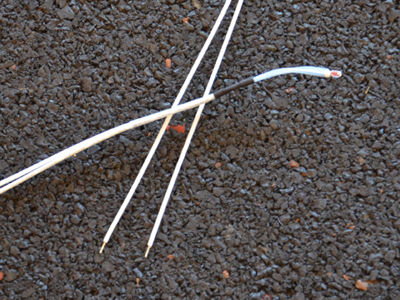


sertissez 2 fiches aux extrémités des câbles de la sonde de température
clipsez les fiches au fond du boitier




x1 tube PTFE (2-3 mm)

prenez environ 1 cm de tube PTFE (2-3 mm)


glissez le tube sur les câbles de la sonde sous la capsule en verre



![]() x1 vis sans tête
x1 vis sans tête

placez de la pâte thermique dans le petit perçage (pour créer un contact entre la capsule en verre et les parois du bloc chauffant)
glissez la sonde de température dans le petit perçage
fixez la sonde de température dans le bloc chauffant en serrant la vis sans tête sur le tube PTFE



Cartouche chauffante
 x1 cartouche chauffante
x1 cartouche chauffante
![]() x1 vis sans tête
x1 vis sans tête
 x2 embout câble (1,5 mm)
x2 embout câble (1,5 mm)
placez de la pâte thermique dans le grand perçage...
... puis y glissez la cartouche chauffante jusqu'au bord du bloc chauffant
verrouillez la cartouche chauffante en position à l'aide de la vis sans tête et sertissez les embouts aux extrémités des câbles de la cartouche


dénudez les câbles de la cartouche chauffante...

... et écrasez les embouts-câbles à l'aide d'une pince plate





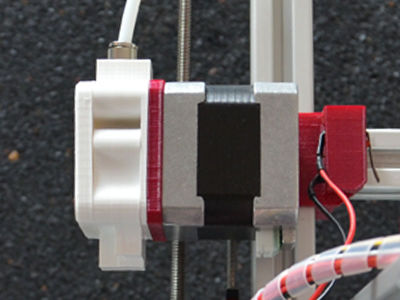
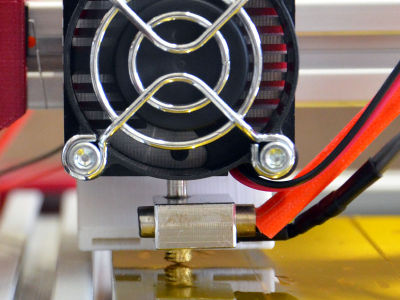
Ventilateur
 x1 ventilateur
x1 ventilateur
 x2 cosse (1mm)
x2 cosse (1mm)
 x2 gaine thermorétractable
x2 gaine thermorétractable
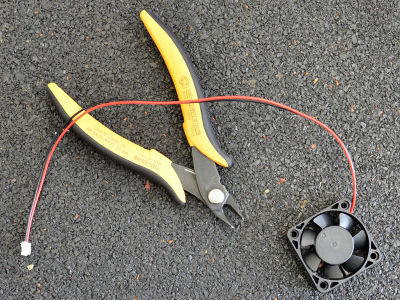

conservez 10cm des câbles du ventilateur


dénudez les extrémités des fils pré-câblés 2-pin

passez 2 morceaux de gaine thermorétractable (~2cm) par dessus les câbles

ajoutez 2 cosses...
... à écraser pour prolonger les câbles du ventilateur

chauffez à l'aide d'un briquet la gaine thermorétractable par-dessus les cosses de façon à isoler électriquement les parties métalliques








 x1 grille-ventilateur
x4 M3x16
x1 grille-ventilateur
x4 M3x16




Support de tête
 x1 support tête d'impression
x4 M3x8
x1 support tête d'impression
x4 M3x8

en vous aidant d'une pince retirez le support d'impression qui obstrue la sortie du bec imprimé
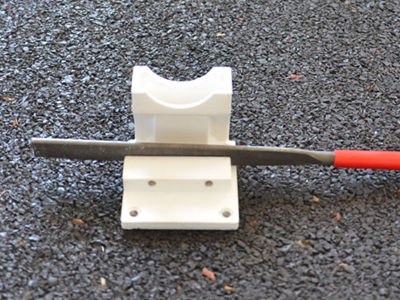
limez les 2 côtés du support...
... jusqu'à ce que le support s'emboîte dans le chariot-x sans effort
retournez le radiateur
fixez le support de la tête d'impression sur le radiateur à l'aide des M4x8
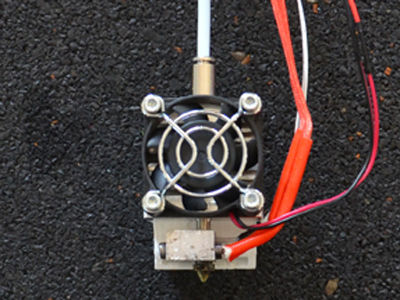
vérifiez que les ouvertures du bec du support de tête soient alignées avec le bas du bloc chauffant (sinon réajustez la hauteur du bloc dans le radiateur en déverrouillant la vis sans tête tout en prenant garde à ne pas déplacer le tube PTFE dans le barrel)






x2 M3x25


Étape 8/20 - Axe-XZ (1 heure)
x2 M4x8
x2 écrou-T

placez l'axe-x entre les chariots-z...
... et fixez l'axe sur les chariots à l'aide des M4x8 et écrous-T


 x1 sommet-z-gauche
x1 sommet-z-gauche
 x1 sommet-z-droite
x1 profilé 200mm
x2 M4x8
x2 écrou-T
x1 sommet-z-droite
x1 profilé 200mm
x2 M4x8
x2 écrou-T

ajoutez les vis M4x8 et les écrous-T sur les sommets-z

positionnez les pièces imprimées au sommet des profilés sur lesquels coulissent les chariots-z (attention à l'orientation)

vérifiez à travers les trous des pièces imprimées si les profilés sont bien en butée dans les sommets-z

verrouillez les sommets-z sur les profilés
placez un profilé 200mm entre les sommets-z

déplacez l'axe-x jusqu'à ce qu'il soit en contact avec les sommets-z...






x4 M4x8
x4 écrou-T
... et verrouillez le profilé 200mm entre les sommets-z

assurez-vous que les profilés de l'axe-z sont toujours parallèles entre eux en faisant glisser de haut en bas l'axe-x (ajustez éventuellement l'écart entre les profilés-z en déverrouillant/reverrouillant les profilés 200mm entre les sommets-z)



 x1 poignée
x2 M4x8
x2 écrou-T
x1 poignée
x2 M4x8
x2 écrou-T

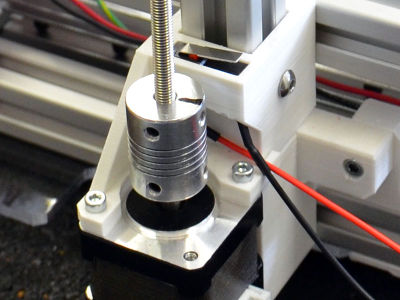
 x1 accouplement flexible
x1 accouplement flexible

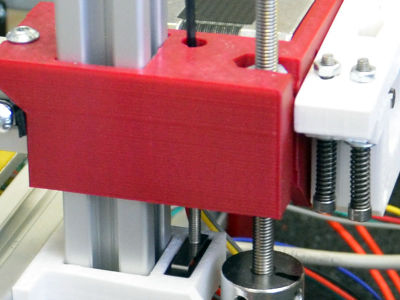
positionnez les accouplements flexibles sur les arbres des moteurs-z et verrouillez-les sur le méplat de l'arbre à l'aide des vis sans tête...
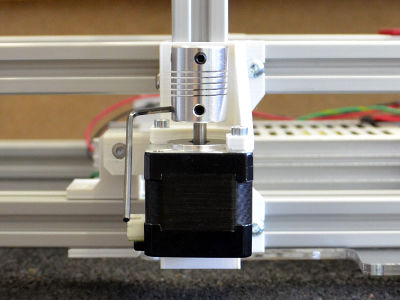
... de sorte à ce que les sommets des accouplements flexibles soient alignés avec les sommets pièces imprimées supports-moteurs-z



 x2 écrou nylon
x2 écrou nylon
 x1 tige filetée
x1 tige filetée

insérez les 2 écrous nylon dans les empreintes prévues à cet effet sur les chariots-z...

... et vissez la tige filetée à travers ces écrous nylon

assurez-vous qu'il n'y a pas de jeu entre les écrous nylon et le chariot-z une fois que la tige filetée a été vissée (sinon, il vous faudra ajuster les écrous nylon dans la pièce imprimée)
continuez de visser la tige filetée jusqu'à ce qu'elle touche l'arbre du moteur-z dans l'accouplement flexible




x1 accouplement flexible
x2 écrou nylon
x1 tige filetée

répétez l'opération de l'autre côté de la machine puis tournez les tiges filetées jusqu'à ce que les chariots-z touchent les sommets-z
verrouillez les tiges filetées dans les accouplements flexibles à l'aide des vis sans tête afin de maintenir les chariots-z en position (c'est à dire parallèle au profilé reliant les sommets-z)

dessinez une marque parallèle sur les 2 accouplements flexibles...

... afin de garder un repère visuel du parallélisme de l'axe-x par rapport au reste de la machine





Étape 9/20 - Plateau (1 heure)
x3 M3x30 (tête fraisée)
x3 écrou M3
![]() x3 ressort
x3 ressort

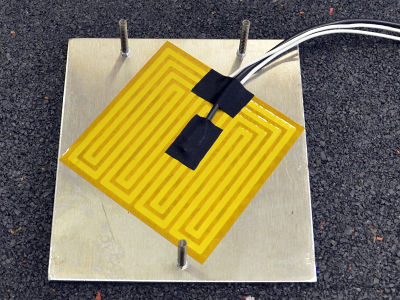
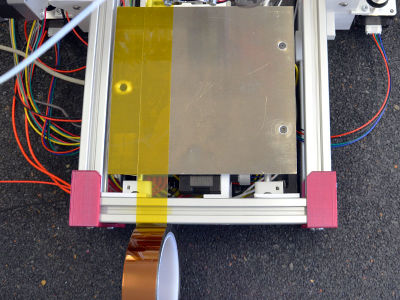
un côté du plateau aluminium possède des trous fraisés...

... l'autre côté non... positionnez le plateau de façon à placer les trous fraisés contre la table
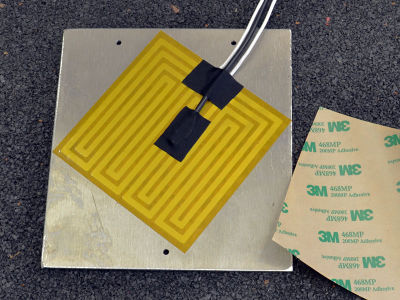
retirez la protection du film chauffant et collez en biais le film sur le plateau en faisant attention au passage des câbles (se référer à la photo)

placez les M3x30 à tête fraisée dans les trous

ajoutez les écrous M3 (vissez-les jusqu'au plateau)

puis ajoutez les ressorts







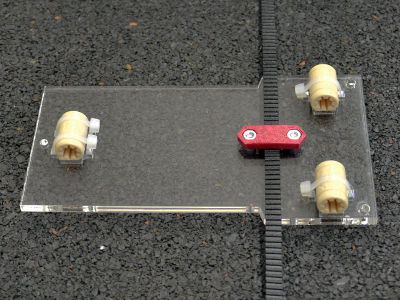
 x1 chariot-y
x1 chariot-y
 x3 douille
x3 douille
 x4 serre-câble
x4 serre-câble


x2 M3x8

x1 courroie 600mm
la partie basse de la courroie doit être alignée avec les coins du chariot-y et le milieu de la courroie doit être centré par rapport aux M3x8

 x1 attache-courroie
x2 écrou M3
x1 attache-courroie
x2 écrou M3

vissez les M3x8 dans l'attache-courroie jusqu'à ce que la courroie ne puisse plus bouger (la pièce imprimée se déforme légèrement)


 x3molette
x3 écrou M3
x3molette
x3 écrou M3


poussez les écrous M3 à fond dans les molettes

si l'empreinte est trop étroite, vous pouvez vous aider d'une vis M3x8 et d'une clé hexagonale 2.5

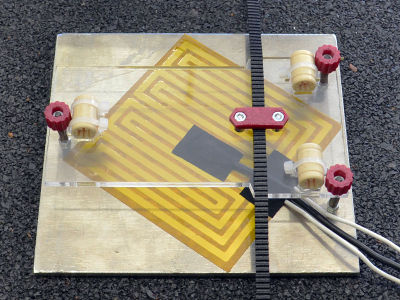
placez le chariot-y par-dessus le plateau aluminium et fixez-le avec les molettes : vissez jusqu'à ce que l'extrémité des M3x30 à tête fraisée soit alignée le haut des molettes (vérifiez que les écrous M3 sont bien serrés contre le plateau en aluminium)





 x2 tige-lisse
x2 tige-lisse

insérez les tiges-lisses depuis l'avant de la machine à travers les supports-tiges-lisses

passez les tiges-lisses à travers les douilles fixées sur le plateau (le côté du plateau possédant 2 douilles est traversé par la tige-lisse de droite - côté courroie)
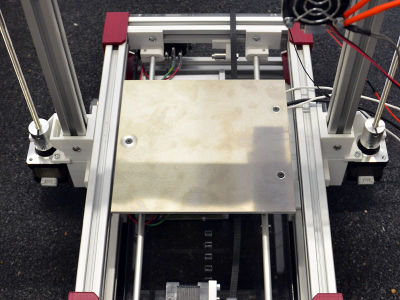
poussez les tiges-lisses jusqu'à ce qu'elles soient prises dans les supports-tiges-lisses-arrière
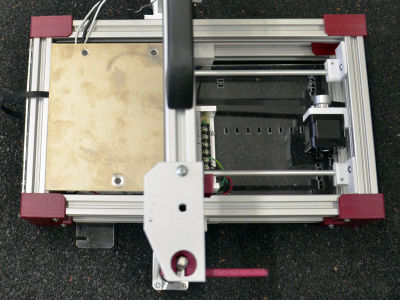
vérifiez que le plateau coulisse bien sur les tiges-lisses

si le plateau ne coulisse pas correctement, il vous faudra ajuster l'écartement entre les tiges-lisses - de façon à les rendre parallèle - en repositionnant les supports-tiges-lisses-avant

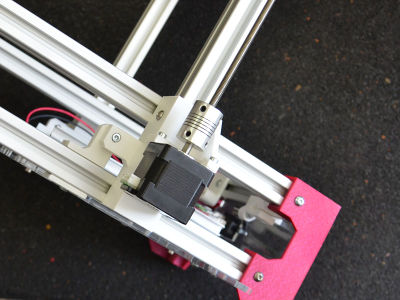
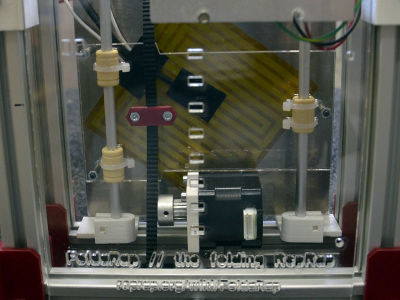
placez une extrémité de la courroie par-dessus le profilé aluminium (vérifiez que la courroie est bien parallèle à l'axe-y)
positionnez le support-moteur-y de façon à ce que les dents de la poulie soient alignées avec la courroie et verrouillez le support dans cette position sur le profilé aluminium

placez l'autre extrémité de la courroie par-dessus le profilé aluminium (vérifiez que la courroie est bien parallèle à l'axe-y)
positionnez le support-roulements-y de façon à ce que les roulements soient alignées avec la courroie et verrouillez le support dans cette position sur le profilé aluminium











x5 serre-câble
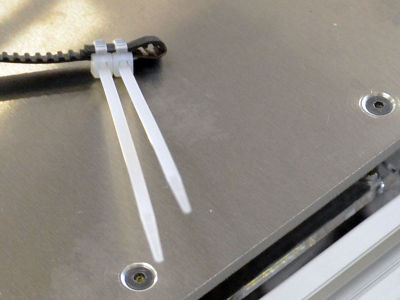
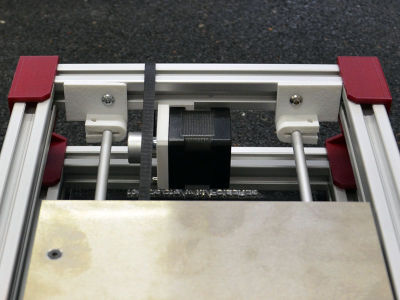
formez une boucle avec une extrémité de la courroie et fixez-la à l'aide de 2 serre-câbles

recommencez l'opération avec l'autre extrémité de la courroie


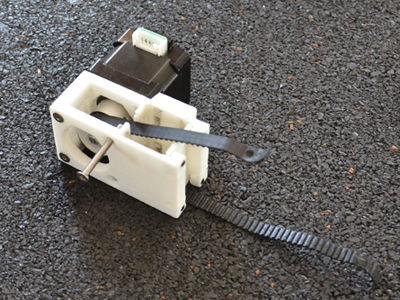
passez la courroie par-dessus la poulie...

... et les roulements

passez une serre-câble à travers les 2 boucles de la courroie... (attention à ne pas faire vriller la courroie !)

... et serrez jusqu'à ce que la courroie soit tendue







x2 embout-câble


dénudez les extrémités des câbles du film chauffant
écrasez les embouts-câbles



x2 cosse femelle (2,54mm)
x1 boitier 2-pin
raccourcissez la gaine de la résistance

dénudez les extrémités des 2 câbles de la résistance


sertissez les cosses sur les câbles

poussez les cosses à fond dans le boitier 2-pin (vérifiez que les cosses ne ressortent pas)






Étape 10/20 - Capteurs fin de course (30 min)
Capteur-X
 x1 capteur
x2 gaine thermorétractable
x2 cosse
x1 capteur
x2 gaine thermorétractable
x2 cosse

coupez 35cm d'un fil pré-câblé 2-pin avec connecteur

dénudez 3cm à chaque extrémité

placez 2cm de gaine thermorétractable et une cosse sur chaque câble

passez les fils dénudés à travers un extrémité du capteur...

... puis repassez-les à travers la cosse
écrasez fermement

positionnez la gaine thermorétractable par-dessus la cosse...

... et chauffez-la à l'aide d'un briquet

recommencez l'opération avec le 2ème câble

positionnez le capteur sur le chariot-z... (languette orientée vers le bas)

... et poussez le capteur à fond











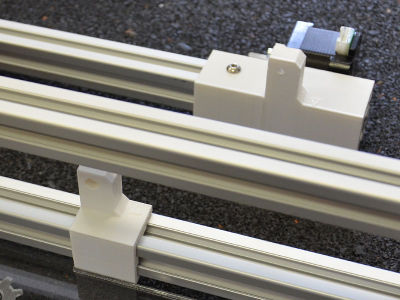
Capteur-Y
x1 capteur
x2 gaine thermorétractable
x2 cosse
 x1 support-capteur-y
x1 support-capteur-y

coupez 25cm d'un fil pré-câblé 2-pin avec connecteur
prolongez les fils du capteur comme précédemment

passez le capteur à travers le support-capteur-y (languette orientée vers le haut)

poussez le capteur à fond


retirez la tige lisse gauche de son logement arrière afin de positionner le capteur

replacez la tige lisse dans son support






Capteur-Z
x1 capteur
x2 gaine thermorétractable
x2 cosse

coupez 15cm d'un fil pré-câblé 2-pin avec connecteur

(conservez l'autre partie des fils pour prolonger les câbles de la turbine à l'étape suivante)
prolongez les fils du capteur comme précédemment

positionnez le capteur dans le support-moteur-z-gauche...
... et poussez le capteur à fond




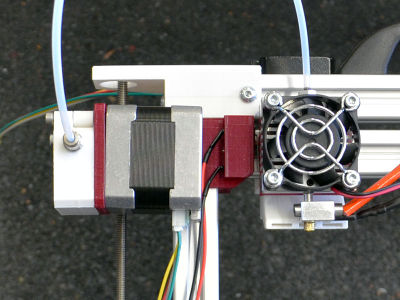
Étape 11/20 - Turbine (15 min)
x1 turbine
x2 cosse
x2 gaine thermorétractable
x2 embout-câble (1mm)

coupez le connecteur de la turbine...

... et dénudez les extrémités
récupérez les fils que vous avez conservés lors de la préparation du capteur-z...

... et dénudez les extrémités


prolongez les fils de la turbine avec 2 cosses

écrasez les cosses fermement

recouvrez les cosses avec la gaine thermorétractable...

... et chauffez-la à l'aide d'un briquet

écrasez 2 embouts-câble aux extrémités

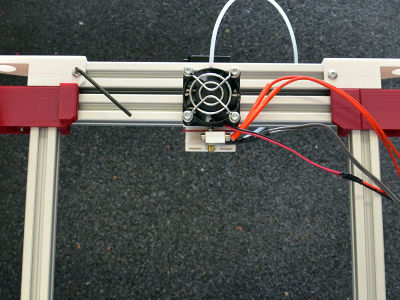
repérez la flèche dessinée sur la turbine

orientez la turbine par rapport au chariot-x de la façon suivante : pales vers le bas et la flèche pointant dans le sens de l'écoulement de l'air
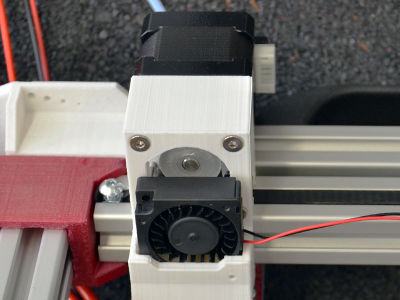
poussez à fond la turbine dans l'emplacement du chariot-x












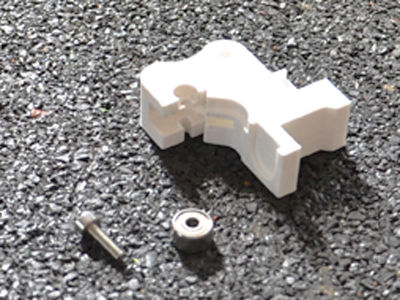
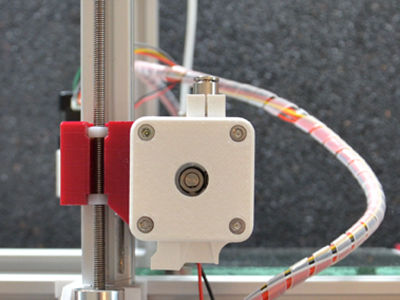
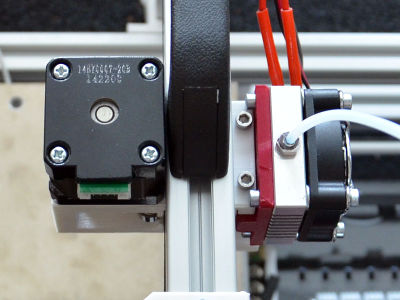
Étape 12/20 - Extrudeur (45 min)
 x1 extrudeur / corps
x1 extrudeur / corps
 x1 extrudeur / levier
x1 extrudeur / levier
 x1 extrudeur / capot
x1 extrudeur / capot
 x1 M3x10
x1 roulement 603zz
x1 M3x10
x1 roulement 603zz

retirez les supports d"impression de l'extrudeur à l'aide d'une pince plate








x1 raccord pneumatique


x1 M3x25



![]() x1 ressort
x1 ressort

x3 M3x25


x1 nema 17
 x1 insert (+ vis sans tête)
x1 insert (+ vis sans tête)


vissez l'extrudeur (raccord pneumatique orienté vers le haut) dans le moteur (connecteur orienté vers le bas) à travers le chariot-z-gauche grâce aux vis M3x25
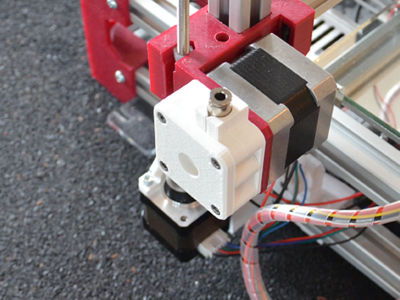
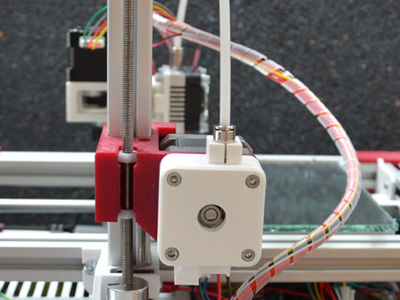
poussez le tube PTFE de la tête d'impression à fond dans le raccord pneumatique







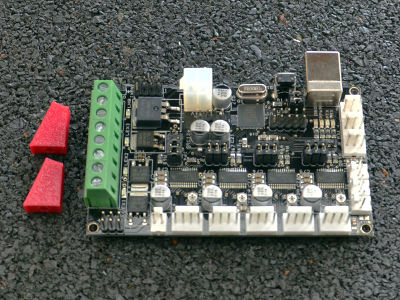
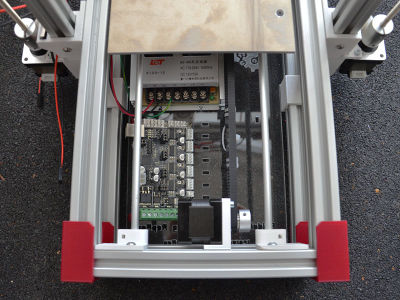
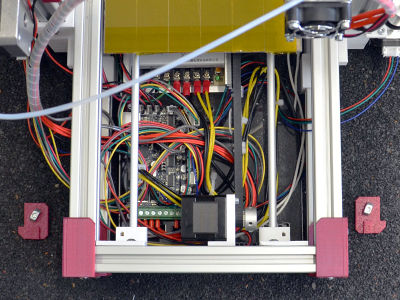
Étape 13/20 - Carte électronique (15 min)
Réglage des potentiomètres
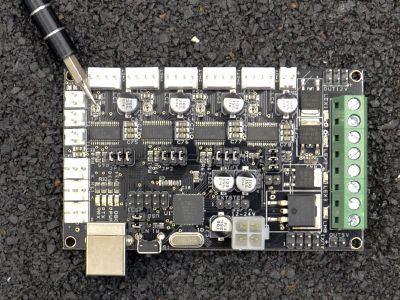
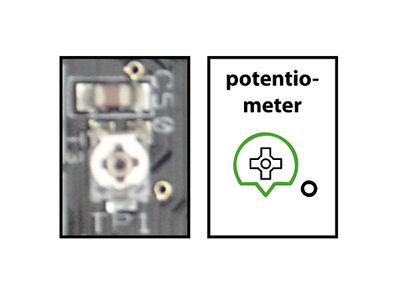
tournez DÉLICATEMENT les potentiomètres dans le SENS INVERSE des aiguilles d'une montre pour les positionner comme sur l'image




Fixation de la carte électronique
 x2 support-carte-électronique
x2 M3x8
x2 support-carte-électronique
x2 M3x8

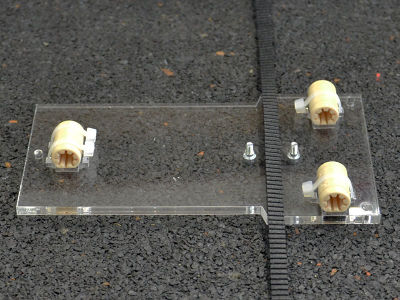
positionnez les supports de carte électronique du même côté que le port USB...
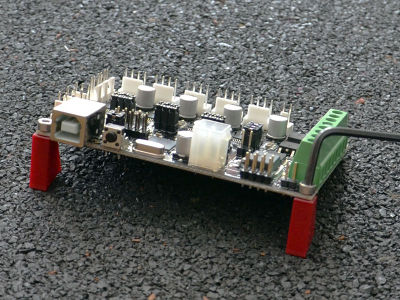
... et fixez les à l'aide des vis M3x8



x2 M3x8
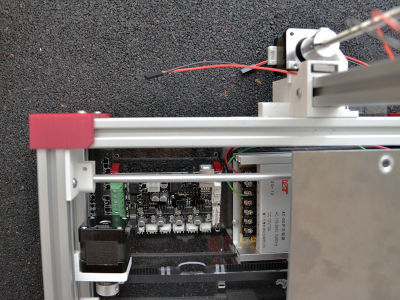
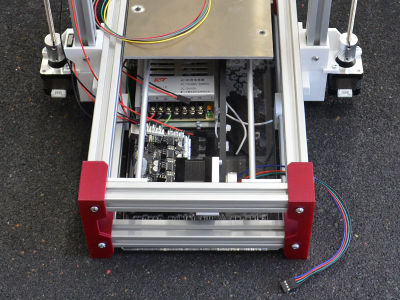
placez la carte électronique sous l'alimentation

le port USB doit être orienté vers l'extérieur

vissez les supports de carte électronique sur la plaque acrylique (par en-dessous)




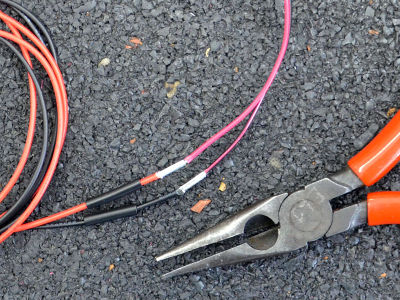
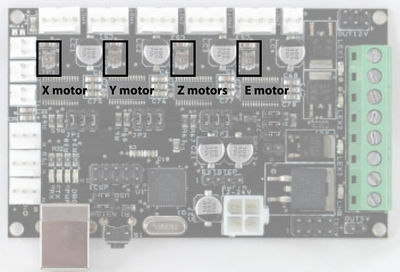
Étape 14/20 - Câblage (45 min)
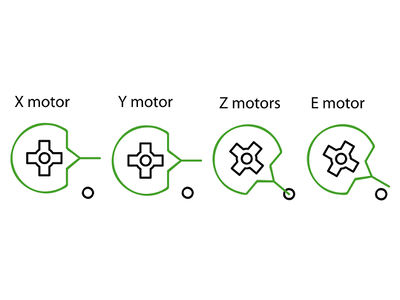
Moteurs
branchez un câble long (70cm) sur le moteur de l'extrudeur


branchez un câble long (70cm) sur le moteur-x




branchez un câble court (30cm) sur le moteur-y



branchez 2 câbles courts (30cm) sur les moteurs-z


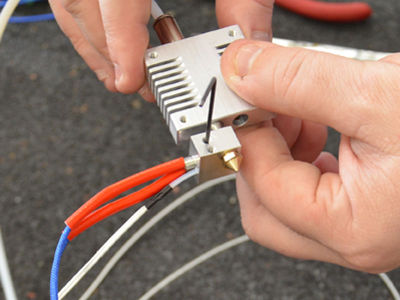
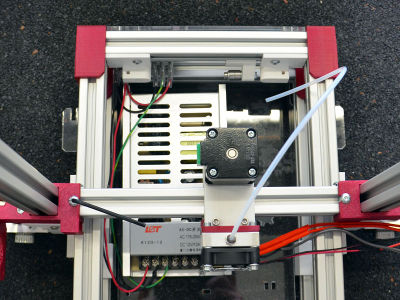
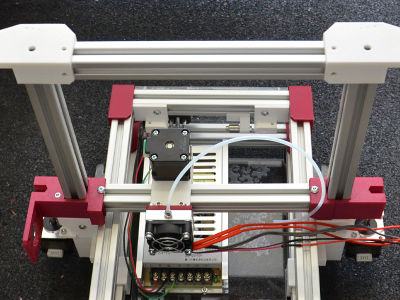
Carte électronique
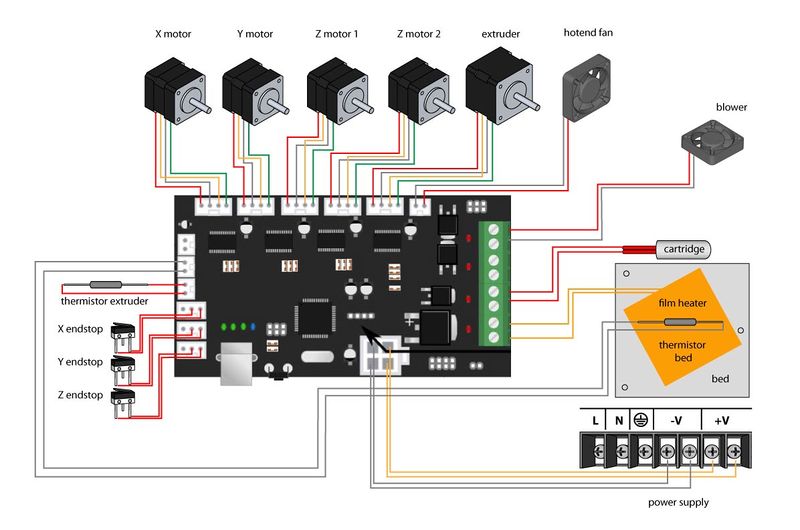
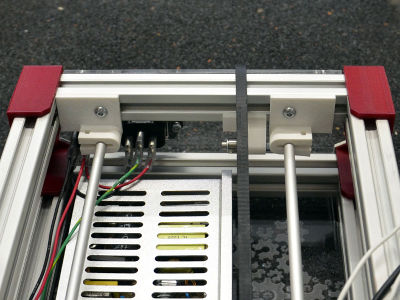
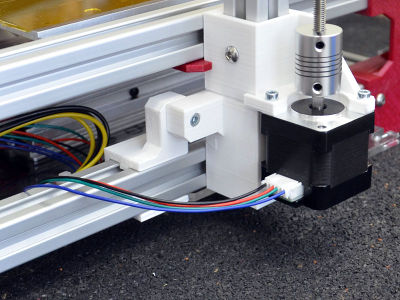
effectuez les branchements de la carte électronique en suivant le schéma (attention aux couleurs des câbles) et en respectant les points suivants :


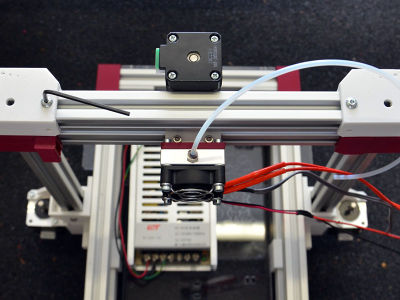
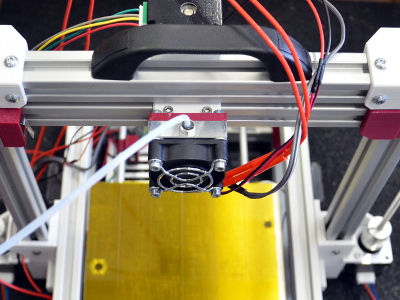
... tous les câbles de la tête d'impression doivent passer PAR-DESSUS le profilé aluminium de l'axe-x et doivent se rejoindre à gauche de la tête d'impression

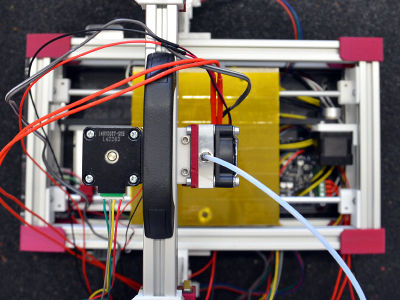
... tous les câbles doivent passer dans le rectangle formé par : les profilés (30cm) haut et bas de la structure de la machine ET l'axe-z et les pieds-avant


... les câbles ne doivent pas gêner les déplacements du plateau





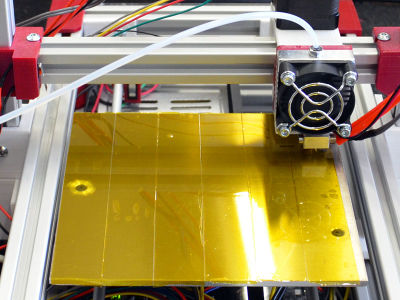
Étape 15/20 - Surface d'impression (30 min)
Kapton (option 1)
le plastique ne colle pas sur l'aluminium : collez des bandes de Kapton sur le plateau...

en évitant les bulles d'air


PrintBite (option 2)

retirez le film adhésif de la plaque de PrintBite...

... et collez-la sur le plateau en aluminium


Étape 16/20 - Driver (15 min)
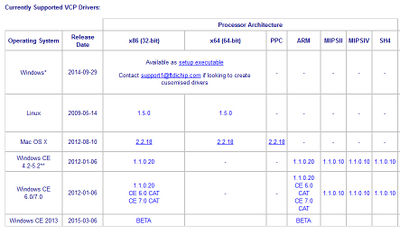
téléchargez le driver adapté à votre ordinateur sur le lien suivant : http://www.ftdichip.com/Drivers/VCP.htm
installez le driver

connectez l'imprimante 3D à votre ordinateur à l'aide du câble USB
notez le numéro du port COM





Étape 17/20 - Firmware (15 min)

téléchargez le fichier .zip de la FoldaRap 2.6 sur le lien suivant : https://github.com/OpenEdge/FoldaRap2.6

extrayez les fichiers du dossier
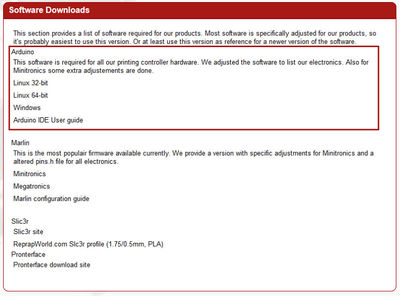
téléchargez Arduino 1.6.3 sur le lien suivant : http://reprapworld.com/?software
ouvrez Arduino 1.6.3
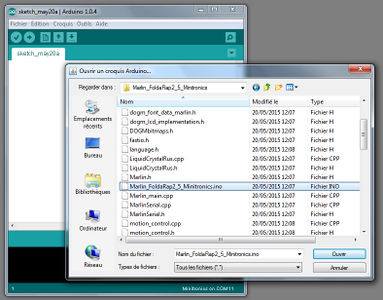
ouvrez le fichier .ino : FoldaRap2.6-master > Firmware > Marlin_FoldaRap2_6_Minitronics > Marlin_FoldaRap2_6_Minitronics.ino
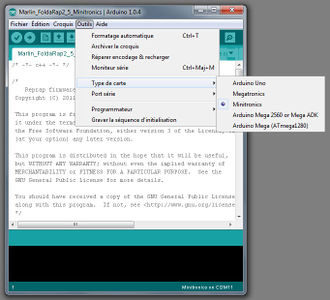
sélectionnez le type de carte électronique > Minitronics

sélectionnez le numéro de port COM que vous avez noté précédemment
transférez le firmwware sur votre carte électronique








Étape 18/20 - Software (35 min)
Interface-utilisateur
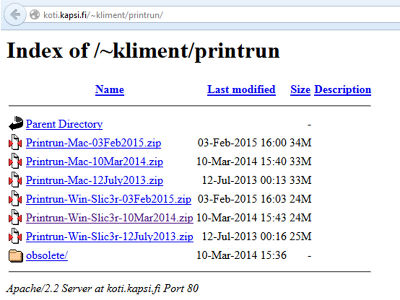
téléchargez Printrun 03Feb2015 sur le lien suivant : http://koti.kapsi.fi/~kliment/printrun/
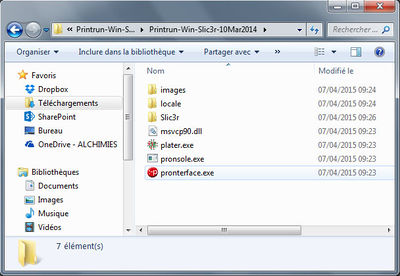
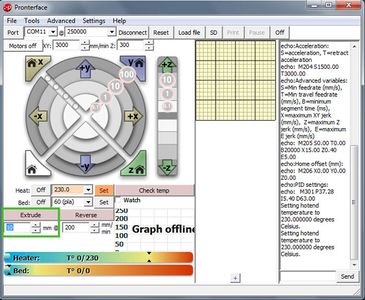
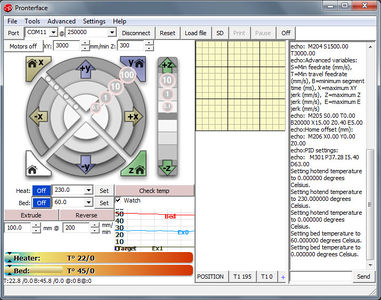
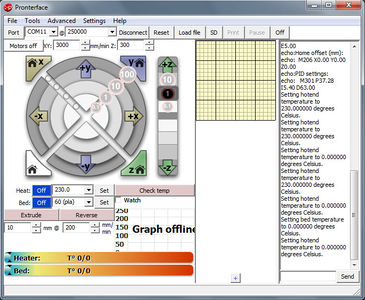
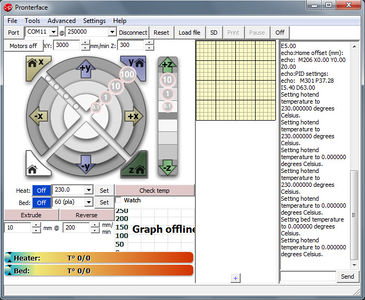
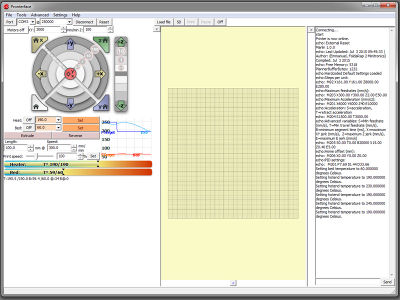
extrayez les fichiers du dossier et ouvrez Pronterface
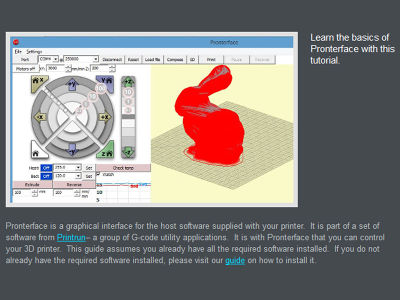
vous trouverez un tutoriel de Pronterface sur le lien suivant : http://www.plasticscribbler.com/tutorial/getting-started/item/21-getting-started-with-pronterface#.VZZMAUaVM9p
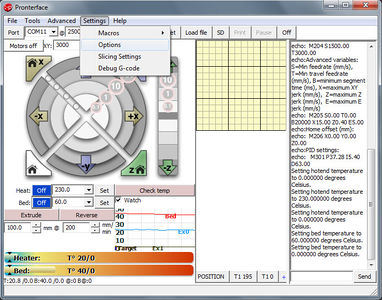
ouvrez la fenêtre des options
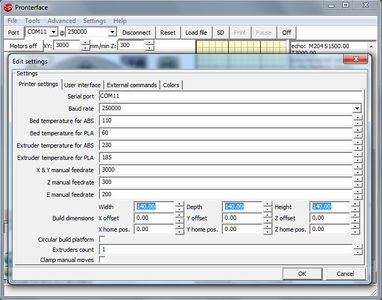
entrez les dimensions du volume d'impression : 140x140x135
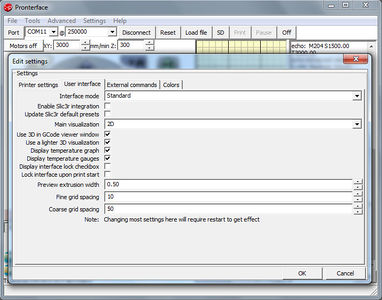
cochez la case "display temperature gauges" (afficher les jauges de température)
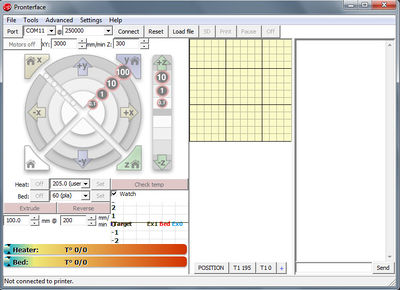
fermez la fenêtre Pronterface puis redémarrez le programme afin de prendre en compte les modifications ; connectez l'imprimante 3D au numéro de port COM relevé précédemment (@115200 baudrate)







Test
Préparation
amenez manuellement la tête d'impression au milieu de l'axe-x
amenez manuellement le plateau au milieu de l'axe-y

abaissez manuellement l'axe-x en tournant simultanément les accouplements flexibles (référez-vous aux traits de marqueur) dans le SENS INVERSE des aiguilles d'une montre (environ 10 tours de chaque côté)



Mise sous tension

branchez la FoldaRap...

... puis allumez


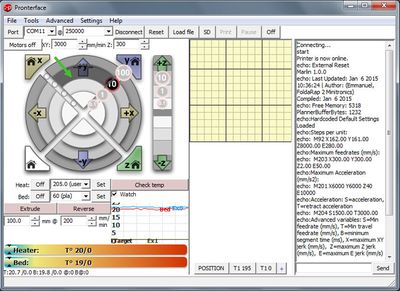
Test de l'axe X
testez les mouvements du moteur X : (+)10X déplace la tête d'impression de 10mm vers la droite (la tête s'éloigne du capteur X)

(-)10X déplace la tête d'impression de 10mm vers la gauche (la tête se rapproche du capteur X)


Si le sens de rotation du moteur est inversé, rendez-vous au paragraphe "réajustements"...
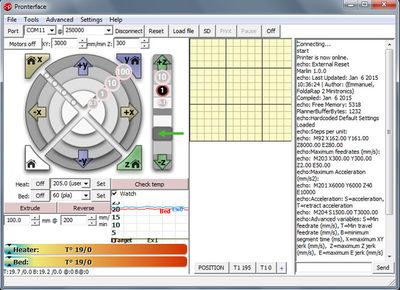
Test de l'axe Y
testez les mouvements du moteur Y : (+)10Y déplace le plateau de 10mm vers l'avant de la machine (le plateau s'éloigne du capteur Y)

(-)10Y déplace le plateau de 10mm vers l'arrière de la machine (le plateau se rapproche du capteur Y)


Si le sens de rotation du moteur est inversé, rendez-vous au paragraphe "réajustements"...
Test de l'axe Z
testez les mouvements des moteurs Z : (+)1Z déplace la tête d'impression de 1mm vers le haut (la tête s'éloigne du capteur Z)

(-)1Z déplace la tête d'impression de 1mm vers le bas (la tête se rapproche du capteur Z)


Si le sens de rotation du moteur est inversé, rendez-vous au paragraphe "réajustements"...
Test et ajustement de la tête d'impression
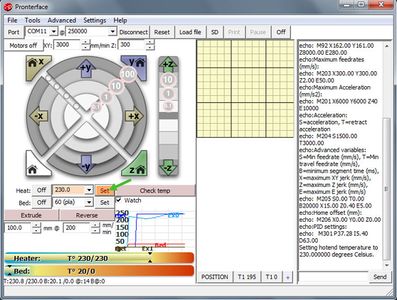
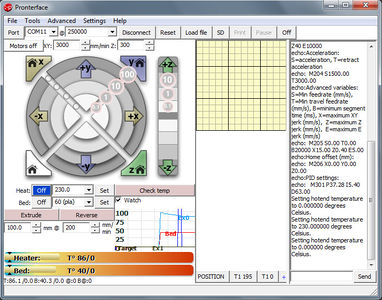
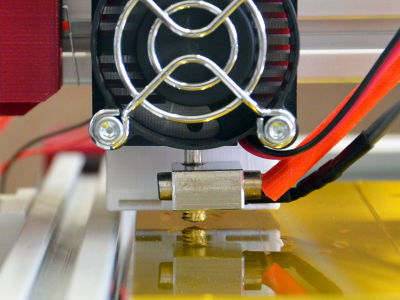
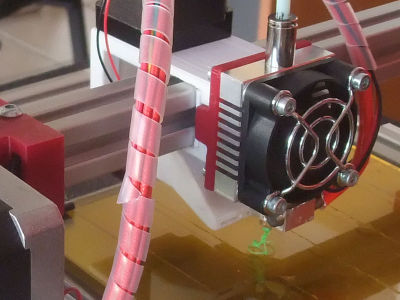
chauffez la tête d'impression à 230°C

retirez la tête du chariot-x (attention : c'est chaud ! utilisez une paire de gants) : comme les pièces en métal se déforment sous l'effet de la chaleur, il est nécessaire de resserrer la buse dans le bloc chauffant afin de rendre la jonction avec le barrel étanche
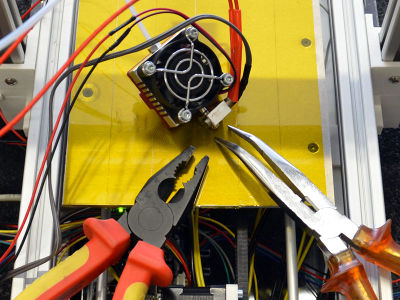
utilisez 2 paires de pinces pour réaliser cette opération : 1 paire pour tenir le bloc chauffant et 1 paire pour visser la buse
replacez la tête d'impression sur le chariot-x




Test de l'extrudeur
pendant que la tête d'impression est chauffée pressez le bouton "extrude" en ayant indiqué au préalable une longueur de 10mm (si la température de la tête est <150°C l'imprimante 3D va se mettre en sécurité et refusera d'extruder)
le moteur de l'extrudeur tourne dans le sens INVERSE des aiguilles d'une montre
stoppez la chauffe de la tête


Si le sens de rotation du moteur est inversé, rendez-vous au paragraphe "réajustements"...
Test du plateau
chauffez le plateau à une température de 65°C
une fois la température atteinte et stabilisée, stoppez la chauffe du plateau


Réajustements
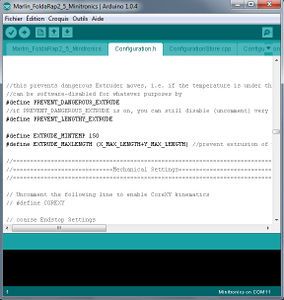
si le sens de rotation des moteurs est inversé : déconnectez l'imprimante 3D de Pronterface et ouvrez à nouveau le firmware de la FoldaRap dans Arduino 1.6.3 >> Configuration.h >> paragraphe "Mechanical Settings"
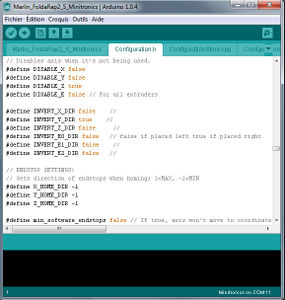
define INVERT_?_DIR false // inscrivez "true" au lieu de "false" (ou inversement) pour les axes qui nécessitent d'être inversés et transférez cette nouvelle version de firmware sur votre carte électronique

testez à nouveau le sens de rotation des moteurs



Étape 19/20 - Calibration du plateau (20 min)
grâce à la console Pronterface positionnez la buse au centre du plateau...

abaissez la tête jusqu'à ce que la buse soit en contact avec le plateau sans exercer de pression dessus

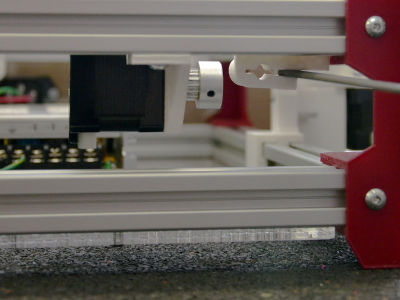
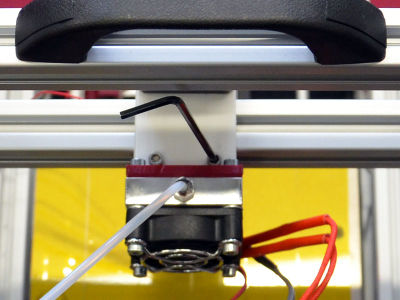
vissez la M3x40 (à tête fraisée) du chariot-z-gauche...
... jusqu'à ce que la vis actionne le capteur-z
à l'aide de la console Pronterface relevez la tête de (+)3Z...

... et amenez la buse au-dessus d'une première vis M3x30 (TF) du plateau aluminium
amenez la tête à son origine en Z (HOME Z)
SI la buse ne touche pas le plateau...

... tournez la molette du plateau dans le sens des aiguilles d'une montre...
... jusqu'à ce que la buse soit en contact avec le plateau sans exercer de pression dessus

SI la buse appuie sur le plateau...

... tournez la molette du plateau dans le sens inverse des aiguilles d'une montre...
... jusqu'à ce que la buse soit en contact avec le plateau sans exercer de pression dessus
à l'aide de la console Pronterface relevez la tête de (+)3Z...
... et amenez la buse au-dessus d'une seconde vis M3x30 (TF) du plateau aluminium
amenez la tête à son origine en Z (HOME Z)

ajustez l'écart entre la buse et le plateau à l'aide de la molette...

... jusqu'à ce que la buse soit en contact avec le plateau sans exercer de pression dessus
à l'aide de la console Pronterface relevez la tête de (+)3Z...
... et amenez la buse au-dessus de la troisième vis M3x30 (TF) du plateau aluminium
amenez la tête à son origine en Z (HOME Z)

ajustez l'écart entre la buse et le plateau à l'aide de la molette...

... jusqu'à ce que la buse soit en contact avec le plateau sans exercer de pression dessus
à l'aide de la console Pronterface relevez la tête de (+)3Z


















Étape 20/20 - Touches finales (30 min)
Gaine spiralée
Une fois assuré que les différents éléments de votre FoldaRap sont ajustés, vous pouvez y apporter les touches finales :

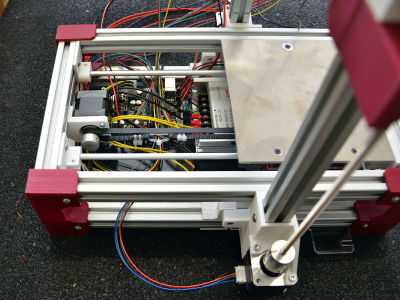
mettez un peu d'ordre dans le passage des câbles de la machine...

... en les regroupant à l'aide de la gaine spiralée...

... et des serre-câbles fixés sur la plaque du fond



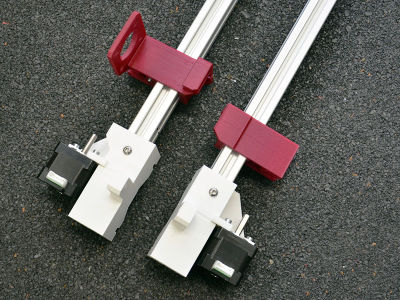
Butées pour charnières
 x1 butée-charnière-gauche
x1 butée-charnière-gauche
 x1 butée-charnière-droit
x2 M4x8
x2 écrou-T
x1 butée-charnière-droit
x2 M4x8
x2 écrou-T
vissez les butées pour charnières sur les profilés aluminium...

... de façon à ce que l'axe-z retrouve sa position perpendiculaire après avoir plié / déplié votre FoldaRap



Support pour bobine
 x1 support-bobine
x1 M4x8
x1 écrou-T
x1 support-bobine
x1 M4x8
x1 écrou-T
fixez le support de bobine au-dessus du pied-arrière-gauche (du même côté que l'extrudeur)

1ère impression
Modélisation
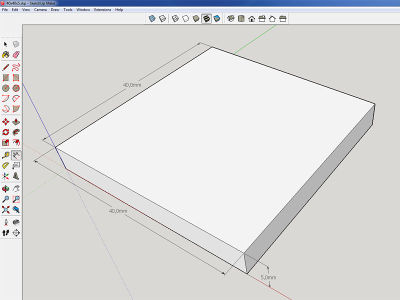
dessinez un parallélépipède de 40x40x5mm sur le logiciel de CAO de votre choix : Blender, TopSolid, 3D Slash, SketchUp, etc.
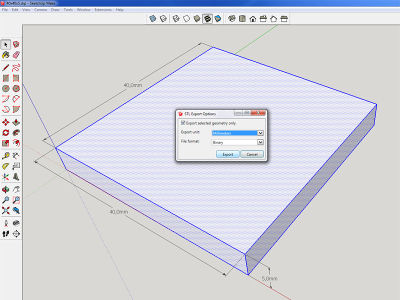
exportez le parallélépipède au format .stl (ainsi qu'au format du logiciel de CAO)


Netfabb Basic
Vérifiez la qualité de votre fichier .stl sur Netfabb Basic : vous pouvez "réparer" ou retravailler votre fichier .stl
téléchargez et installez Netfabb Basic à partir du lien suivant : http://www.netfabb.com/downloadcenter.php?basic=1
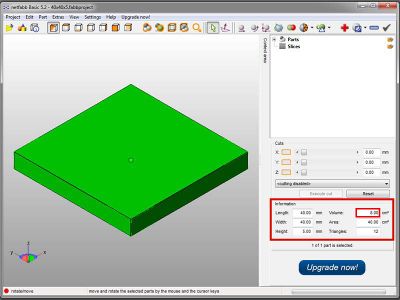
ouvrez votre fichier .stl dans Netfabb Basic : si le fichier est correct, toutes les faces de l'objet apparaissent en vert et le logiciel transmet la valeur du volume dans le panneau de droite (vous pouvez également vérifier les dimensions de votre modèle)
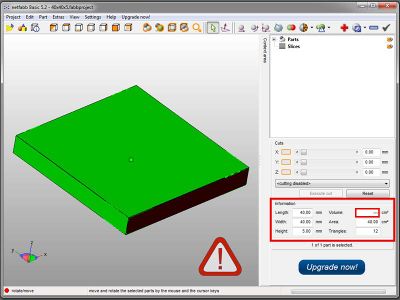
si le fichier .stl est mal conçu, un panneau "!" apparaît et le logiciel n'est pas capable de communiquer la valeur du volume du modèle
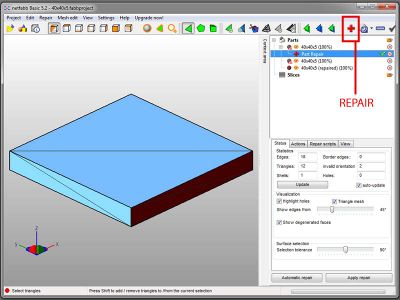
pour réparer le fichier .stl : cliquez sur le bouton symbolisant une croix rouge (REPAIR)
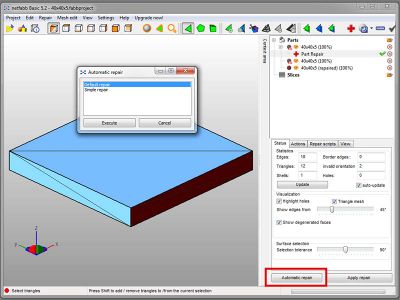
sélectionnez l'option "automatic repair"
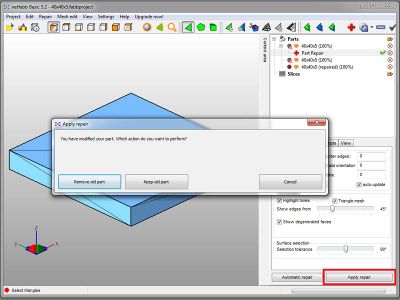
appliquez les réparations ("apply") et écrasez l'ancienne version du fichier ("remove old part")
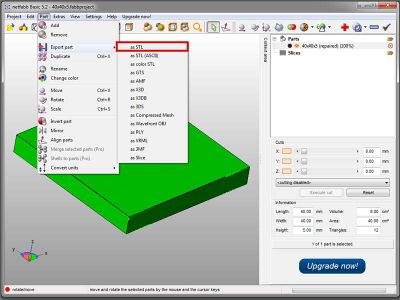
pensez à sauvegarder la nouvelle version de votre fichier : Part > Export part > as STL
si vous souhaitez en savoir plus sur les fonctionnalités de Netfabb Basic, vous pouvez télécharger les tutoriels sur le lien suivant : http://www.netfabb.com/tutorials.php








Si les réparations automatiques ne permettent pas de réparer la totalité du fichier .stl : utilisez le bouton "repair" pour identifier l'origine des problèmes et ouvrez à nouveau votre fichier sous l'extension de votre logiciel de CAO afin de corriger les problèmes manuellement (pensez à ré-exporter la nouvelle version de votre modèle au format .stl)
Slic3r
Définissez les paramètres d'impression de votre objet dans le logiciel Slic3r
téléchargez Slic3r sur le lien suivant : http://slic3r.org/download
extrayez les fichiers et exécutez slic3r.exe
la fenêtre Slic3r s'ouvre sans aucune installation
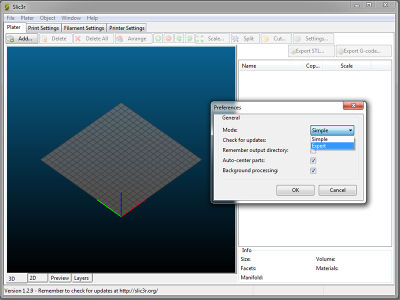
changez le mode-utilisateur : File > Preferences > Mode > Expert (fermez et redémarrez Slic3r afin de prendre en compte les changements)

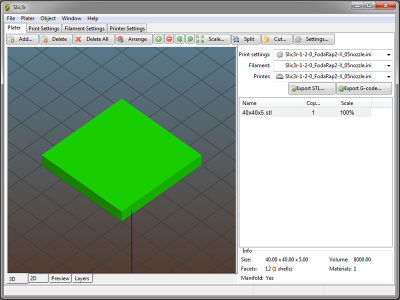
chargez le fichier de configuration adapté à la FoldaRap (à partir du fichier FoldaRap2.6-master de la plate-forme GitHub): File > Load Config... > FoldaRap2.6-master > software > config_FoldaRap2.6.ini

vérifiez que la configuration est bien chargée
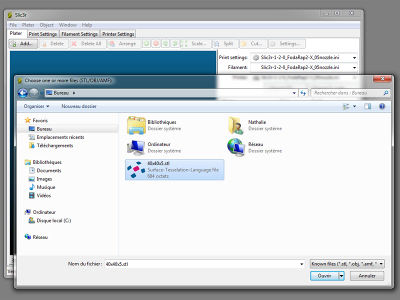
ouvrez le fichier .stl dans Slic3r : Add... > Fichier.stl
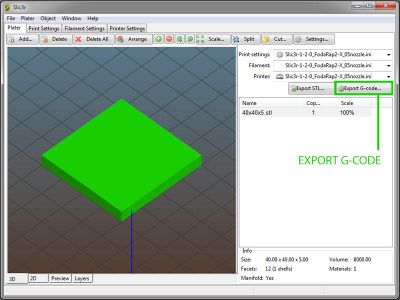
exportez le G-code contenant tous les paramètres concernant : l'objet (Print) / le plastique (Filament) / l'imprimante (Printer)
consultez le manuel Slic3r si vous souhaitez en savoir plus sur les différents paramètres : http://manual.slic3r.org/










Pronterface
Pilotez votre imprimante-3D avec Pronterface
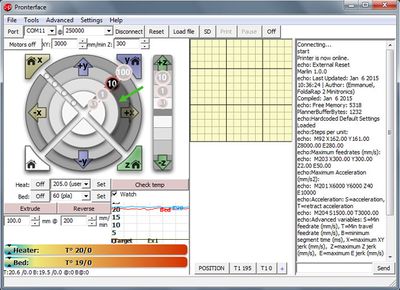
la fenêtre Pronterface est certainement encore ouverte et votre imprimante encore connectée... si non : démarrez à nouveau Pronterface et connectez votre machine sur le bon port COM @115200
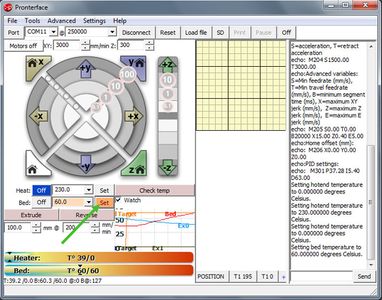
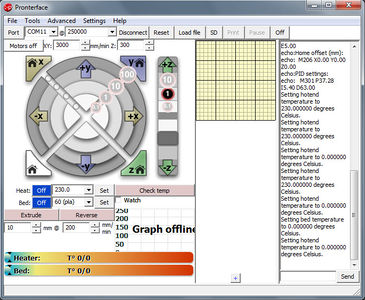
chauffez le plateau à 65°C...
... et chauffez la tête d'impression à 195°C

une fois que la température de la tête d'impression est atteinte, chargez une bobine de filament sur la machine

passez le filament à travers un cube de mousse (si vous en avez un sous la main...) : la mousse agira comme un filtre et protègera la buse de la poussière

positionnez la bobine sur le support pour bobine

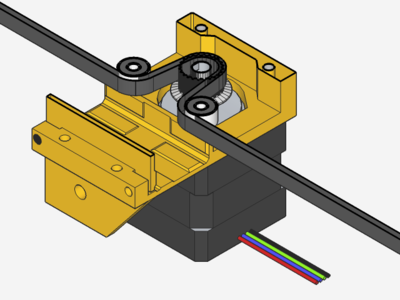
appuyez sur le levier de l'extrudeur...
... et passez le filament à travers entre la poulie et le roulement...
... puis poussez manuellement jusqu'à ce que du plastique fondu passe à travers la buse (utilisez la pince pour retirer le plastique)

chargez le fichier G-code dans Pronterface...
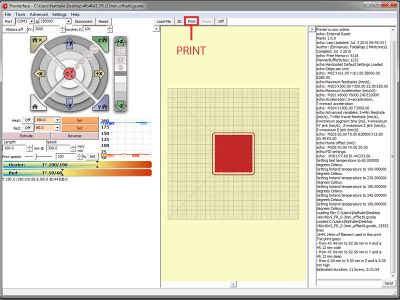
... et imprimez : la tête d'impression et le plateau vont se placer à l'origine (X/Y/Z) avant le début de l'impression
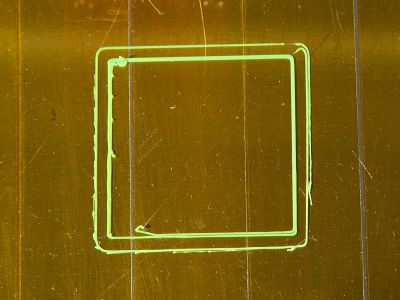
vérifiez la qualité d'impression : SI la buse est trop éloignée du plateau, le filament n'adhèrera pas sur le Kapton (le filament dessinera des petites vagues)
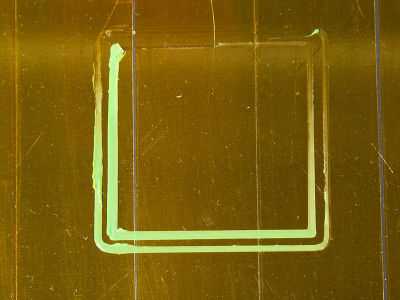
SI la buse est trop proche du plateau, le filament sera trop épais, voire ne pourra pas être extrudé
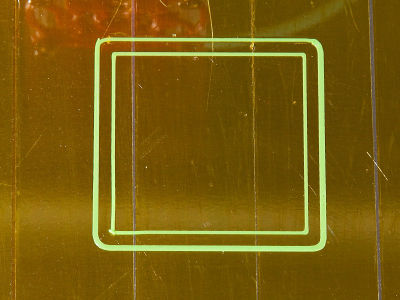
si vous observez l'une ou l'autre de ces situations, ajustez le niveau du plateau à l'aide des 3 molettes jusqu'à ce que l'aspect du filament se rapproche de la photo
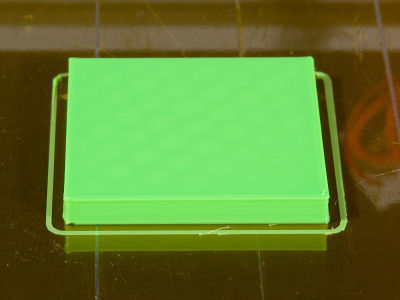
lorsque l'impression du parallélépipède est terminée, patientez jusqu'à ce que la température du plateau ait atteint 40°C avant de retirer l'objet (autrement vous risquez de le déformer)

vérifiez les dimensions de l'objet à l'aide d'un pied-à-coulisse (+/- 0.05mm)...


... et la précision des angles à l'aide d'une règle et d'une équerre (si la précision n'est pas satisfaisante, vous devrez ajuster la géométrie de votre machine : parallélisme et perpendicularité des profilés aluminium et/ou des tiges lisses et/ou des pièces découpées au laser)















Votre FoldaRap est maintenant terminée. A vous les innombrables projets !