Update on the E3D All Metal Hotend (Now finally shipping!)  [Lots of pictures]
[Lots of pictures]
Posted by SanjayM
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 09:37AM |
Admin Registered: 17 years ago Posts: 7,879 |
If you have the filament path much bigger than the filament diameter then you get more back-flow making it harder to push.
The hobbed bolt should not be making the plastic bigger. Maybe too much force or the teeth are too sharp.
[www.hydraraptor.blogspot.com]
The hobbed bolt should not be making the plastic bigger. Maybe too much force or the teeth are too sharp.
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 12:53PM |
Registered: 10 years ago Posts: 93 |
A Hyena bold has very sharp theeth indeed. It always leaves marks on the filament.....and i did play with different strenghts..... With the J-head i never had problems of clogs.....but that thing is always leaking thats why i moved over to E3D
Back flow theory or not.....Fact is......with the 3.5 mm shaft everything goes well..... i am printing all day now and no clogs!!!! Finally joy on my face.....
I guess a Hyena hobbed bold and a E3D is not a very good combination....unless you drill it to 3.5mm
Back flow theory or not.....Fact is......with the 3.5 mm shaft everything goes well..... i am printing all day now and no clogs!!!! Finally joy on my face.....
I guess a Hyena hobbed bold and a E3D is not a very good combination....unless you drill it to 3.5mm
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 01:25PM |
Registered: 10 years ago Posts: 45 |
I have a few of the Hyena hobbed bolts and gears and found that they tend to shave the filament rather than grip it unless you have your tension set perfectly (which I could never get right). I'm using a MK7 gear right now and have good success without too much adjustment with the presser bearing tension
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 01:32PM |
Registered: 10 years ago Posts: 93 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 03:08PM |
Registered: 10 years ago Posts: 45 |
Quote
Justintime
@p40
What extruder do you use then?? I am on a wades...
I have thrown more wades extruders in my abs junk bin than I care to count. I have yet to find one that works consistently. What I use now with the E3d is this: http://www.thingiverse.com/thing:147705
There is very little plastic to print so it's minimalistic, has a great filament guide just below the hobbed gear so there is no room for kinking, and it can be used for a regular J-Head. The motor mounts with 2 screws through the back of the motor and the X-Carriage so you have to make sure youhave the correct length screws. It's a solid extruder but does push the nozzle further away (on the Y-axis) from the X-axis.
I'm using this on a Prusa i3 which uses vertical X-axis rods so this would not work on a machine that uses horizontal rods unless you can mount the motor differently. You're bound by the X-carriage with this extruder so if you could figure a way to mount it similar to other direct drive extruders it should work fine.
You'll also have to modify your Marlin firmware to account for the change in steps/mm for the E-axis. I think mine is set to either 148 or 158, can't remember but I was using close to 600-700 with a Wades.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 04:40PM |
Registered: 10 years ago Posts: 93 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 05:45PM |
Registered: 10 years ago Posts: 45 |
Quote
Justintime
Nice nice that looks very clean.....
So it's better than the wades? Or still in test mode?
The guy that designed it has printed a lot with it and is even using it in a dual extruder setup. I like it better than the Wade's but then again, I had nothing but trouble with them.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 15, 2013 09:22PM |
Admin Registered: 17 years ago Posts: 7,879 |
Wade's and J-Head work perfectly for me. No slipping or clogging or leaking.
I use hobbed bolts that look like this:
and proper compression springs.
[www.hydraraptor.blogspot.com]
I use hobbed bolts that look like this:

and proper compression springs.
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 12:24AM |
Admin Registered: 11 years ago Posts: 1,063 |
thats a fine looking hobbed bolt you have there if only some of the hobbed bolts off ebay and sold by some of the various online shops actually looked like that,
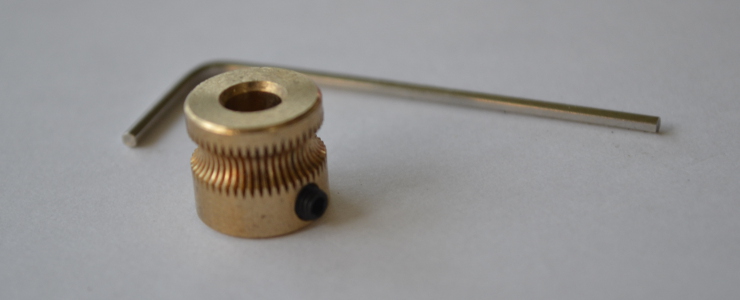
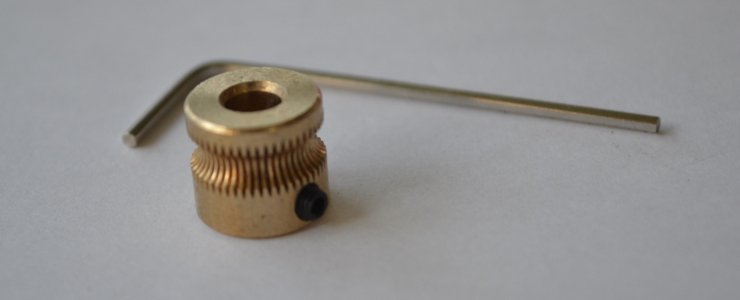
i use nothing but machined hobbs now on direct drive, with 1.75mm filament, the brass hobbs that reprap discount have an interesting tooth profile where the aren't particularly sharp but if you put enough pressure on the idler they are almost impossible to get to chew the filament (see attached picture)
Edited 1 time(s). Last edit at 11/16/2013 12:26AM by thejollygrimreaper.
i use nothing but machined hobbs now on direct drive, with 1.75mm filament, the brass hobbs that reprap discount have an interesting tooth profile where the aren't particularly sharp but if you put enough pressure on the idler they are almost impossible to get to chew the filament (see attached picture)
Edited 1 time(s). Last edit at 11/16/2013 12:26AM by thejollygrimreaper.
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 03:21AM |
Registered: 10 years ago Posts: 93 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 04:02AM |
Admin Registered: 11 years ago Posts: 1,063 |
why are you trying to go so fast?
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 01:42PM |
Registered: 11 years ago Posts: 210 |
Quote
Justintime
But the big question is..... By which speed are the bolds slipping?
At the moment my speed is approx 150mm/sec. Before the filament is slipping.
But I will definitely will make that direct extruder.... Even it's only for the looks....
I can do 225mm/s without slip, direct drive.
150mm/s is slow, not fast.

|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 03:12PM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
greenman100
Quote
Justintime
But the big question is..... By which speed are the bolds slipping?
At the moment my speed is approx 150mm/sec. Before the filament is slipping.
But I will definitely will make that direct extruder.... Even it's only for the looks....
I can do 225mm/s without slip, direct drive.
150mm/s is slow, not fast.
my machine can do those speeds too but at what kind of print quality?
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 07:22PM |
Registered: 11 years ago Posts: 544 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 16, 2013 07:35PM |
Registered: 11 years ago Posts: 210 |
Quote
aduy
when you say 220mm/s that means nothing, what is the input speed relative to the filament, whats the nozzle size and layer height? the fastest i can run my machine currently is 15mm/s of 1.75mm filament into the hotend.
I said 225mm/s, and I'm not sure it "means nothing".
Anyway: 0.4mm nozzle, 0.3mm layer heights. Looks like around 14mm/sec of 1.75mm filament past the extruder.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 20, 2013 11:46AM |
Registered: 10 years ago Posts: 40 |
E3D on and Reprapdiscount Bulldog Extruder on a Solidoodle 3
[www.soliforum.com]
Best Regards,
Elvira
reprapdiscount open source / reprapdiscount online shop
reprapdiscount youtube / reprapdiscount forum
[www.soliforum.com]
Best Regards,
Elvira
reprapdiscount open source / reprapdiscount online shop
reprapdiscount youtube / reprapdiscount forum
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 27, 2013 02:35PM |
Registered: 10 years ago Posts: 553 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 27, 2013 03:11PM |
Registered: 10 years ago Posts: 52 |
Quote
greenman100
Quote
aduy
when you say 220mm/s that means nothing, what is the input speed relative to the filament, whats the nozzle size and layer height? the fastest i can run my machine currently is 15mm/s of 1.75mm filament into the hotend.
I said 225mm/s, and I'm not sure it "means nothing".
Anyway: 0.4mm nozzle, 0.3mm layer heights. Looks like around 14mm/sec of 1.75mm filament past the extruder.
No, he's right, 225mm/s on it's own means nothing.
What are your jerk and accel settings?
Most printers almost never reach the speeds people think they're printing at.
Once ARM boards become ubiquitous, speeds will increase dramatically, but as it is now, the arduino boards don't have the computing power to plan far enough ahead to maximize acceleration/deceleration in order to get the max speed out of your machine.
225mm/s with jerk and accel settings of 1, will go much slower than a machine set at 20mm/s with jerk and accel set to 1000.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 27, 2013 06:51PM |
Registered: 11 years ago Posts: 544 |
well actually you can set the acceleration and jerk pretty high, my machine has 15 tooth gt2 pulleys and 2 motors per axis, the motors are about 4.5kgcm, so it can push the head around with about 19kg of force roughly, not accounting for friction and also not accounting for loss of torque at speeds. I set my jerk at 100 and acceleration at 3000, but my frame is very rigid and its a corexy configuration, so the only moving weight is the extruder, which im chanigng out for bowden soon.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 29, 2013 06:05PM |
Registered: 10 years ago Posts: 52 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 30, 2013 01:05AM |
Registered: 11 years ago Posts: 210 |
Quote
cope413
Not sure where that came from...
All I was saying was that posting speed settings without also posting jerk/accel firmware settings was meaningless.
Everyone is very impressed with your amazingly rigid and fast cartesian bot... at least everyone who doesn't have a delta bot.
Yeah jerk and accel of 1.

Its hitting 225mm/s. I'm quite familiar with acceleration and jerk. It is not 225mm/s desired, it is hitting 225mm/s actual.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] November 30, 2013 11:34AM |
Registered: 13 years ago Posts: 118 |
Greenman100 why not just post a video to quiet the skeptics?
How many are printing PLA and what temp chart are you using in Marlin? I got tired of the constant jams so I put my MakerGear V3 back on. Not sure why, but the MG works fine at 180C but the E3D I was running at 215. If the filament I'm using is too close to 3MM then any little bit of heat swell causes a jam. I have similar issue with the 1.75mm version on my mini Kossel but tankfully I ave pushfits on the bowden so I can back out the filament, snip off the clog/swell and start printing. The clogs happen when the hotend is sitting idle as I load and slice the next part.
-Jay
How many are printing PLA and what temp chart are you using in Marlin? I got tired of the constant jams so I put my MakerGear V3 back on. Not sure why, but the MG works fine at 180C but the E3D I was running at 215. If the filament I'm using is too close to 3MM then any little bit of heat swell causes a jam. I have similar issue with the 1.75mm version on my mini Kossel but tankfully I ave pushfits on the bowden so I can back out the filament, snip off the clog/swell and start printing. The clogs happen when the hotend is sitting idle as I load and slice the next part.
-Jay
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 01, 2013 08:23PM |
Registered: 10 years ago Posts: 52 |
Quote
greenman100
Quote
cope413
Not sure where that came from...
All I was saying was that posting speed settings without also posting jerk/accel firmware settings was meaningless.
Everyone is very impressed with your amazingly rigid and fast cartesian bot... at least everyone who doesn't have a delta bot.
Yeah jerk and accel of 1.
Its hitting 225mm/s. I'm quite familiar with acceleration and jerk. It is not 225mm/s desired, it is hitting 225mm/s actual.
Yes, Please post a video. Lol.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 02, 2013 12:58AM |
Registered: 10 years ago Posts: 39 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 02, 2013 04:19AM |
Registered: 11 years ago Posts: 544 |
[e3d-online.com]
you would need a 7 stepper board or 6 with an external driver. although it would be more intelligent to just use one driver that could switch which motor it was controlling, because you never use more than one extruder at a time. also your board should have 4 heater cartridge outputs.
Edited 1 time(s). Last edit at 12/02/2013 04:23AM by aduy.
you would need a 7 stepper board or 6 with an external driver. although it would be more intelligent to just use one driver that could switch which motor it was controlling, because you never use more than one extruder at a time. also your board should have 4 heater cartridge outputs.
Edited 1 time(s). Last edit at 12/02/2013 04:23AM by aduy.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 02, 2013 09:04AM |
Registered: 10 years ago Posts: 553 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 03, 2013 08:40AM |
Registered: 10 years ago Posts: 13 |
Hi everyone, I've just received my E3D hotend today (v5, 3mm for direct drives) and started getting a few weird prints in PLA after setting everything up (PID autotuned again, checked the extrusion thickness etc.)
It almost looks like there's a blockage with the white semisphere due to the reduced extrusion.
These semispheres (~2cm diameter) were printed with the following settings in KISSlicer:
Here are some of the steps I took to try and solve the problem:
1. Tried different filament to make sure moisture wasn't the issue. The white filament was left out in the open for awhile, so I changed to the dry purple filament which markedly improved print quality. But, if you look closely, you can still see variations in layer thickness and the incomplete dome at the top.
2. Checked to see if the fan is still cooling the hotend. I accidentally broke two of the vanes of the fan, but the coldend side of the hotend was still relatively cold (tiny bit of warmth).
3. Increased the temperature. I was originally printing at 187oC, but I increased the temps to 200 to try and reduce these issues. Temperature remained within +- 1 oC of the target temperature for both temps.
4. Applied 3 layers of kapton tape to the heater block. This is to try and insulate the heater block to reduce variations in temperature which could be causing these issues.
5. Tried pushing through the filament manually. I felt some resistance (i.e. I still needed to push), but it flows out quickly and freely from the nozzle. I'm not too sure how much resistance is too much though.
6. Checked the length of the expanded plug, about 3mm. The expanded section was found to be about half of that I saw on my J head (which printed these semispheres fine).
7. Cleaned out the hobbed bolt. No debris was seen prior to cleaning.
Finally, some additional info which might help with diagnosis:
Printer: Makerfarm Prusa i3 8 inch
Coldend: Greg's Accessible extruder
Printing on: Glass with hairspray
PSU: 350W ATX PC PSU
Filament: Diamond Age White/Lilac sheen 3mm
If anyone has any advice, I'd love to hear from you. I was so excited about getting this hotend, but now it's starting to turn into a massive headache :/

It almost looks like there's a blockage with the white semisphere due to the reduced extrusion.
These semispheres (~2cm diameter) were printed with the following settings in KISSlicer:



Here are some of the steps I took to try and solve the problem:
1. Tried different filament to make sure moisture wasn't the issue. The white filament was left out in the open for awhile, so I changed to the dry purple filament which markedly improved print quality. But, if you look closely, you can still see variations in layer thickness and the incomplete dome at the top.
2. Checked to see if the fan is still cooling the hotend. I accidentally broke two of the vanes of the fan, but the coldend side of the hotend was still relatively cold (tiny bit of warmth).
3. Increased the temperature. I was originally printing at 187oC, but I increased the temps to 200 to try and reduce these issues. Temperature remained within +- 1 oC of the target temperature for both temps.
4. Applied 3 layers of kapton tape to the heater block. This is to try and insulate the heater block to reduce variations in temperature which could be causing these issues.
5. Tried pushing through the filament manually. I felt some resistance (i.e. I still needed to push), but it flows out quickly and freely from the nozzle. I'm not too sure how much resistance is too much though.
6. Checked the length of the expanded plug, about 3mm. The expanded section was found to be about half of that I saw on my J head (which printed these semispheres fine).
7. Cleaned out the hobbed bolt. No debris was seen prior to cleaning.
Finally, some additional info which might help with diagnosis:
Printer: Makerfarm Prusa i3 8 inch
Coldend: Greg's Accessible extruder
Printing on: Glass with hairspray
PSU: 350W ATX PC PSU
Filament: Diamond Age White/Lilac sheen 3mm
If anyone has any advice, I'd love to hear from you. I was so excited about getting this hotend, but now it's starting to turn into a massive headache :/
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 03, 2013 10:04AM |
Registered: 13 years ago Posts: 118 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 04, 2013 12:44AM |
Registered: 10 years ago Posts: 341 |
KLee, have you tried setting extrusion width and infill extrusion width to 0.4 (assuming you have the 0.4mm nozzle)? Also, have you measured the 3mm filament with calipers to make sure it is 3mm, some of the "3mm" is actually around 2.85mm?
I initially had problems when i changed over to the E3D, gaps in infill etc, but i eventually found that my stepper driver was overheating (wasnt a problem with my old hotend). Since adding a fan to the stepper drivers im getting nice prints with the E3D (1.75 bowden) and using KISSlicer.
I initially had problems when i changed over to the E3D, gaps in infill etc, but i eventually found that my stepper driver was overheating (wasnt a problem with my old hotend). Since adding a fan to the stepper drivers im getting nice prints with the E3D (1.75 bowden) and using KISSlicer.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] December 04, 2013 01:45AM |
Registered: 10 years ago Posts: 13 |
Just a few things about KISSlicer, it doesn't like having the Prime being less than the Suck. It stops the filament from coming out at all (in fact, I sometimes end up with negative build volumes!).
As for the nozzle size, I measured the 'extrusion width' since there's no nozzle size setting. Unfortunately, I don't have a micrometer and I can't seem to find changes in extrusion width between the 0.4mm nozzle of the E3D end and the 0.5mm of the J head.
So I did a print with two changes:
1. Reduced temp all the way down to 175 after I started to see air bubbles coming out from this dry filament. No bubbles can be seen after this temp reduction, and now the surface quality is just phenomenal.
2. Turned suck and prime up to 3 (left) and completely off (middle and right). This seems to be the problem.
But, there are two problems now:
1. The top of the dome keeps collapsing in on itself, causing those unsightly holes at the top. I tried to counter this by increasing print speed (right), but that had no effect. I don't have my cooling fan connected, as there is no space for it at the moment. Is the cooling fan the only solution to this issue?
2. Turning suck and prime off seems to be a bad idea for complex parts due to stringing. I have a feeling the rubbery plug of molten PLA just causes too much friction inside the hotend to allow for quick retracts used for the suck motions. Any suggestions to fixing this?
Thanks
EDIT: I just saw your post sdavi. I went back and checked the stepper motors and drivers, and both were relatively cool (I can touch them and they're only slightly warm).
Edited 1 time(s). Last edit at 12/04/2013 01:50AM by KLee.
As for the nozzle size, I measured the 'extrusion width' since there's no nozzle size setting. Unfortunately, I don't have a micrometer and I can't seem to find changes in extrusion width between the 0.4mm nozzle of the E3D end and the 0.5mm of the J head.
So I did a print with two changes:
1. Reduced temp all the way down to 175 after I started to see air bubbles coming out from this dry filament. No bubbles can be seen after this temp reduction, and now the surface quality is just phenomenal.
2. Turned suck and prime up to 3 (left) and completely off (middle and right). This seems to be the problem.

But, there are two problems now:
1. The top of the dome keeps collapsing in on itself, causing those unsightly holes at the top. I tried to counter this by increasing print speed (right), but that had no effect. I don't have my cooling fan connected, as there is no space for it at the moment. Is the cooling fan the only solution to this issue?
2. Turning suck and prime off seems to be a bad idea for complex parts due to stringing. I have a feeling the rubbery plug of molten PLA just causes too much friction inside the hotend to allow for quick retracts used for the suck motions. Any suggestions to fixing this?
Thanks
EDIT: I just saw your post sdavi. I went back and checked the stepper motors and drivers, and both were relatively cool (I can touch them and they're only slightly warm).
Edited 1 time(s). Last edit at 12/04/2013 01:50AM by KLee.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.