[Sammelthread] Druck optimieren - Der Parameterthread
geschrieben von Skimmy
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 24. October 2017 18:09 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
mein eigenbau läuft an
[forums.reprap.org]
und produziert die ersten drucke. benchy sieht nett aus.
die zahlen stehen für die Druckgeschwindigkeit, schnell/langsam, "Druck" 90/150 in repetier host.
reise 150mm
äußere umrandung 60/90
inne umrandung 80/110
Füllung 80-120
Äußere Füllung 60/90
Layeerhöher 0,2
die 150/180 Settings sind fast überall 150/150
decke 0,6, Hülle 0,8 bei 0,4mm Düse E3dV6
damit wäre ich erstmal zufrieden, aber es gibt probleme bei größeren modellen:
neben dem schlimmen jedoch verständlichen warping (no cooling with PLA) ist das bonding der layer leider auch zum teil katastrophal. bei 185grad bröselware, bei 195ok bei 205 noch bisserl besser. muss das wärmer? muss was anderes anders? hatte vorher noch nie einen 3drucker ...
[forums.reprap.org]
und produziert die ersten drucke. benchy sieht nett aus.

die zahlen stehen für die Druckgeschwindigkeit, schnell/langsam, "Druck" 90/150 in repetier host.
reise 150mm
äußere umrandung 60/90
inne umrandung 80/110
Füllung 80-120
Äußere Füllung 60/90
Layeerhöher 0,2
die 150/180 Settings sind fast überall 150/150
decke 0,6, Hülle 0,8 bei 0,4mm Düse E3dV6
damit wäre ich erstmal zufrieden, aber es gibt probleme bei größeren modellen:

neben dem schlimmen jedoch verständlichen warping (no cooling with PLA) ist das bonding der layer leider auch zum teil katastrophal. bei 185grad bröselware, bei 195ok bei 205 noch bisserl besser. muss das wärmer? muss was anderes anders? hatte vorher noch nie einen 3drucker ...
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. October 2017 08:43 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Leider wird als Standard für PLA überall noch 180° angegeben. Persönlich kenne ich kein Filament, dass ich bei 180° drucken würde. Die meisten Firmen geben inzwischen die Temperatur an, bei der das Filament sich gut drucken lässt. Bei mir irgendetwas zwischen 205-218 Grad je nach PLA.Quote
botchjob-rbt
neben dem schlimmen jedoch verständlichen warping (no cooling with PLA) ist das bonding der layer leider auch zum teil katastrophal. bei 185grad bröselware, bei 195ok bei 205 noch bisserl besser. muss das wärmer? muss was anderes anders? hatte vorher noch nie einen 3drucker ...
Über ein Temperaturtürmchen bestimmst du die grobe Drucktemperatur (eben da wo die Layer sich nicht auseinanderreissen lassen). Die genaue Temperatur lege ich persönlich beim Oozingtest fest. Letztlich ein Kompromiss zwischen gutem Aussehen, wenig Stringing/Oozing und guter Layerhaftung.
Gruß
Pieps
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 27. October 2017 15:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 29. November 2017 08:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 32 |
Huhu Zusammen,
ich werfe auch mal ein Benchy in die Runde.
Drucker: Geeetech Aluminium i3
Hotend: Geeetech MK8 0.4mm
Extruder: Direkt
Slicer: Repetier Host
Speed: 50mm's / Schornstein mit manuell 40%
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 25 % (vergessen runter zu stellen)
Retract: 1.5mmmm / 60mm's
Filament Lüfter: offener 40mm Lüfter ab Start auf 100%
Filament: Janbex PLA transparent
Temperatur: 180°C / 50°C
Die Abschlüsse der Türen und des achteren Bullauges gefallen mir noch nicht aber das wird auch noch.
ich werfe auch mal ein Benchy in die Runde.
Drucker: Geeetech Aluminium i3
Hotend: Geeetech MK8 0.4mm
Extruder: Direkt
Slicer: Repetier Host
Speed: 50mm's / Schornstein mit manuell 40%
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 25 % (vergessen runter zu stellen)
Retract: 1.5mmmm / 60mm's
Filament Lüfter: offener 40mm Lüfter ab Start auf 100%
Filament: Janbex PLA transparent
Temperatur: 180°C / 50°C
Die Abschlüsse der Türen und des achteren Bullauges gefallen mir noch nicht aber das wird auch noch.





|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. December 2017 15:32 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 16 |
Hallo
Nachdem mein Drucker jetzt soweit fertig ist das ich mich dem Drucken zuwenden kann versuche ich mich als "Härtetest" an ABS,wo noch einiges im argen liegt und ich mich über Tipps freuen würde.
Drucker: CoreXY (Sparkcube XL)
Hotend: E3D-V6 0.4 Nozzle
Extruder: Sparklab Extruder Direct In
Slicer: Simplify 3D
Speed: 110mm's / Outline 100 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 30 %
Retract: 4mm / 40mm/s
Filament Lüfter: aus
Filament: Filamentworld ABS-Schneeweiß
Temperatur Filament: 240°C (1+2 Schicht)/235°C (3te Schicht)
Temperatur Bett: 130°C(1+2 Schicht)/120°C (3te Schicht) @ PEI-Platte (Clever3D)
mfg
Michael
Nachdem mein Drucker jetzt soweit fertig ist das ich mich dem Drucken zuwenden kann versuche ich mich als "Härtetest" an ABS,wo noch einiges im argen liegt und ich mich über Tipps freuen würde.
Drucker: CoreXY (Sparkcube XL)
Hotend: E3D-V6 0.4 Nozzle
Extruder: Sparklab Extruder Direct In
Slicer: Simplify 3D
Speed: 110mm's / Outline 100 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 30 %
Retract: 4mm / 40mm/s
Filament Lüfter: aus
Filament: Filamentworld ABS-Schneeweiß
Temperatur Filament: 240°C (1+2 Schicht)/235°C (3te Schicht)
Temperatur Bett: 130°C(1+2 Schicht)/120°C (3te Schicht) @ PEI-Platte (Clever3D)
mfg
Michael
Anhänge:
Öffnen | Download - P1050802.jpg (386.3 KB)
Öffnen | Download - P1050803.jpg (360.5 KB)
Öffnen | Download - P1050809.jpg (500.2 KB)
Öffnen | Download - P1050810.jpg (432.3 KB)
Öffnen | Download - P1050811.jpg (490.2 KB)
Öffnen | Download - P1050812.jpg (418.8 KB)
Öffnen | Download - P1050813.jpg (484.7 KB)
Öffnen | Download - P1050802.jpg (386.3 KB)
Öffnen | Download - P1050803.jpg (360.5 KB)
Öffnen | Download - P1050809.jpg (500.2 KB)
Öffnen | Download - P1050810.jpg (432.3 KB)
Öffnen | Download - P1050811.jpg (490.2 KB)
Öffnen | Download - P1050812.jpg (418.8 KB)
Öffnen | Download - P1050813.jpg (484.7 KB)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. December 2017 19:02 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 192 |
Hi,
Mit Weiß habe ich immer etwas zicken gehabt, ich fahre ABS bei Bett 120° und first Layer 300° (ist etwas zickiges ABS bei der Haftung) und danach 220°-225° sonst ist es zu heiß so wie dein Bild aus sieht. Ich habe auch eine DDP eigenbau.
Sieht mir zu warm aus in der Mittelzone und darüber ist die Form und der Abstand zum Bett für die bessere Kontur verantwortlich. (Hitzestau)
1-mal bearbeitet. Zuletzt am 03.12.17 19:03.
Mit Weiß habe ich immer etwas zicken gehabt, ich fahre ABS bei Bett 120° und first Layer 300° (ist etwas zickiges ABS bei der Haftung) und danach 220°-225° sonst ist es zu heiß so wie dein Bild aus sieht. Ich habe auch eine DDP eigenbau.
Sieht mir zu warm aus in der Mittelzone und darüber ist die Form und der Abstand zum Bett für die bessere Kontur verantwortlich. (Hitzestau)
1-mal bearbeitet. Zuletzt am 03.12.17 19:03.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 04. December 2017 05:11 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 16 |
Hi
Settings geändert aktuell sieht es so aus. Wesentlich besser als vorher aber immer noch Fehler vorhanden.
Drucker: CoreXY (Sparkcube XL)
Hotend: E3D-V6 0.4 Nozzle
Extruder: Sparklab Extruder Direct In
Slicer: Simplify 3D
Speed: 110mm's / Outline 100 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 20 %
Retract: 4mm / 40mm/s
Filament Lüfter: aus
Filament: Filamentworld ABS-Schneeweiß
Temperatur Filament: 260°C (1te Schicht)/230°C (ab 2te Schicht)
Temperatur Bett: 135°C(1te Schicht)/120°C (ab 2te Schicht)@ PEI-Platte (Clever3D)
mfg
Michael
1-mal bearbeitet. Zuletzt am 06.12.17 03:40.
Settings geändert aktuell sieht es so aus. Wesentlich besser als vorher aber immer noch Fehler vorhanden.
Drucker: CoreXY (Sparkcube XL)
Hotend: E3D-V6 0.4 Nozzle
Extruder: Sparklab Extruder Direct In
Slicer: Simplify 3D
Speed: 110mm's / Outline 100 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 20 %
Retract: 4mm / 40mm/s
Filament Lüfter: aus
Filament: Filamentworld ABS-Schneeweiß
Temperatur Filament: 260°C (1te Schicht)/230°C (ab 2te Schicht)
Temperatur Bett: 135°C(1te Schicht)/120°C (ab 2te Schicht)@ PEI-Platte (Clever3D)
mfg
Michael
1-mal bearbeitet. Zuletzt am 06.12.17 03:40.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 07. March 2018 05:48 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
Hi,
ich mach auch mal mit
Drucker: TronXY mit Modifikationen
Steuerung Duet Ethernet, FW1.20
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: IdeaMaker
Speed: 50mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 5 Aussen, 10 top; 7 bottom
Infill: 10 %
Retract: 2,0mm / 30mm's
Filament Lüfter: Aus (ASA)
Filament: M4P ASA
Temperatur: 260°C / 250°C ; 115°C
Settings aus IdeaMaker
Vorschau aus Idea Maker
Eure Meinungen und Vorschläge sind erwünscht
Edit:
An welcher Schraube muss ich drehen um den Spalt an der kleinen Kiste hinter dem Führerhaus weg zu bekommen?
2-mal bearbeitet. Zuletzt am 07.03.18 06:27.
ich mach auch mal mit
Drucker: TronXY mit Modifikationen
Steuerung Duet Ethernet, FW1.20
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: IdeaMaker
Speed: 50mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 5 Aussen, 10 top; 7 bottom
Infill: 10 %
Retract: 2,0mm / 30mm's
Filament Lüfter: Aus (ASA)
Filament: M4P ASA
Temperatur: 260°C / 250°C ; 115°C














Settings aus IdeaMaker











Vorschau aus Idea Maker

Eure Meinungen und Vorschläge sind erwünscht
Edit:
An welcher Schraube muss ich drehen um den Spalt an der kleinen Kiste hinter dem Führerhaus weg zu bekommen?
2-mal bearbeitet. Zuletzt am 07.03.18 06:27.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 07. March 2018 08:17 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Hey Mastermind9990,
wir können deine Bilder leider nicht wirklich sehen, weil du sie nicht über das Forentool, sondern mittels eines Drittportals eingefügt hast.
Pack am besten eine ZIP aller Dateien und hänge sie im Beitrag, sonst explodiert der Thread .
.
Im generellen sieht das aber schwer nach Überextrusion und ggf. zu hoher Temperatur aus. Hast du Triffid Hunter's Calibration Guide schon durch?
Gruß
Julien
1-mal bearbeitet. Zuletzt am 07.03.18 08:26.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
wir können deine Bilder leider nicht wirklich sehen, weil du sie nicht über das Forentool, sondern mittels eines Drittportals eingefügt hast.
Pack am besten eine ZIP aller Dateien und hänge sie im Beitrag, sonst explodiert der Thread
.Im generellen sieht das aber schwer nach Überextrusion und ggf. zu hoher Temperatur aus. Hast du Triffid Hunter's Calibration Guide schon durch?
Gruß
Julien
1-mal bearbeitet. Zuletzt am 07.03.18 08:26.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 07. March 2018 08:51 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
das mit der ZIP Datei habe ich versucht leider kann ich nur Daten mit Max. 614.4 KB anhängen deswegen habe ich ein Drittportal benutzt damit ich die Bilder in voller Auflösung bereitstellen kann.
Edit 1:
Triffid Hunter's Calibration Guide/de kannte ich noch nicht habe es aber so ähnlich gemacht
schaue mir später die einzelnen Punkte aber im genauen nochmal an.
Edit 2:
Ja das mit der Überextrusion hatte ich auch schon im Kopf und habe darauf hin die schritte beim Extruder auch zurück genommen verstehe dann aber nicht wieso der Top Layer der ja Eigentlich geschlossen sein sollte sichtbare Lücken aufweist (siehe das von ober 10te Bild).
2-mal bearbeitet. Zuletzt am 07.03.18 09:20.
Edit 1:
Triffid Hunter's Calibration Guide/de kannte ich noch nicht habe es aber so ähnlich gemacht
schaue mir später die einzelnen Punkte aber im genauen nochmal an.
Edit 2:
Ja das mit der Überextrusion hatte ich auch schon im Kopf und habe darauf hin die schritte beim Extruder auch zurück genommen verstehe dann aber nicht wieso der Top Layer der ja Eigentlich geschlossen sein sollte sichtbare Lücken aufweist (siehe das von ober 10te Bild).
2-mal bearbeitet. Zuletzt am 07.03.18 09:20.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 07. March 2018 10:51 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 3 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 05:39 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |

Hallo,
ich schreibe meinen ersten Beitrag, weil ich Eure Hilfe benötige.
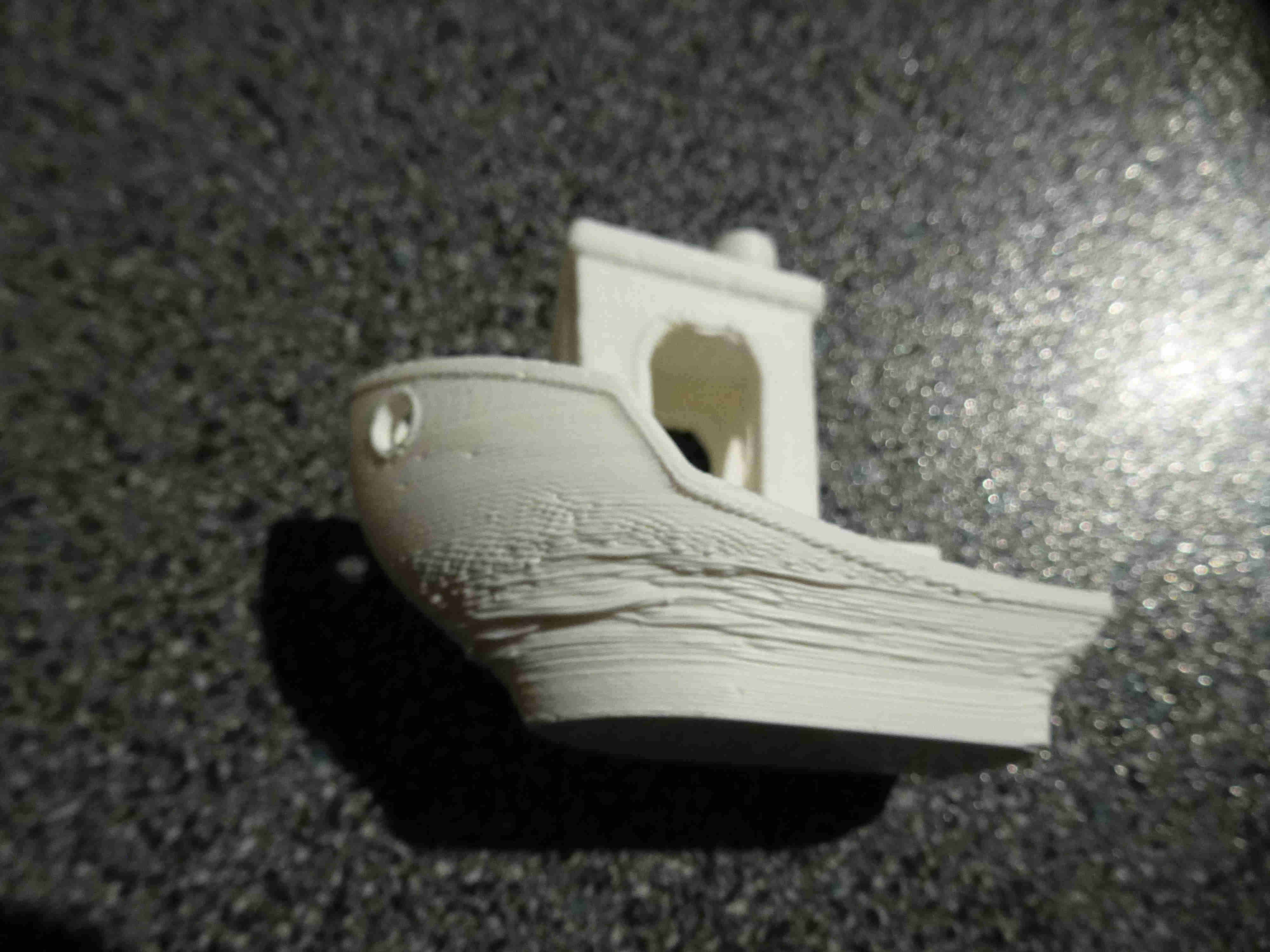
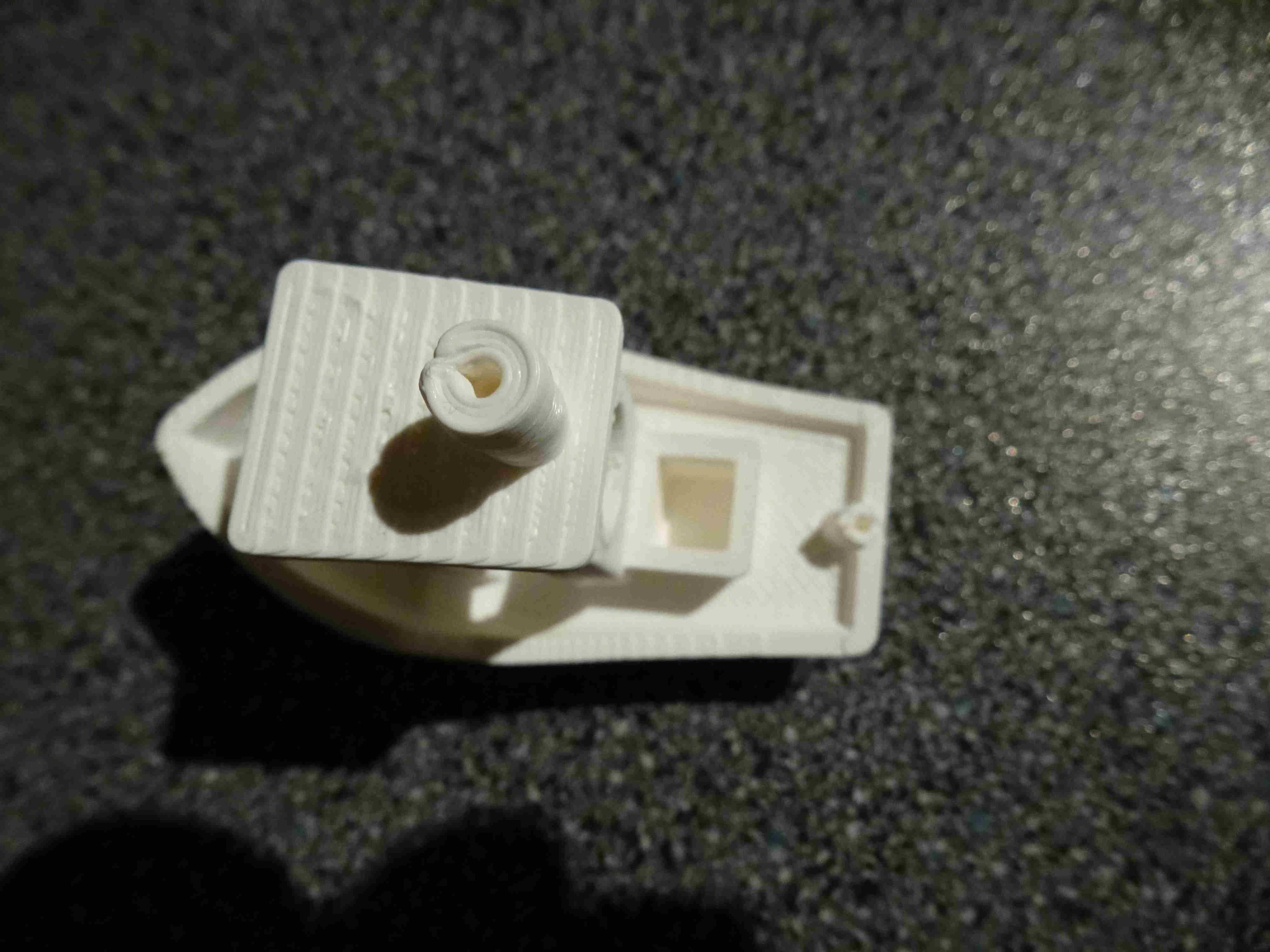
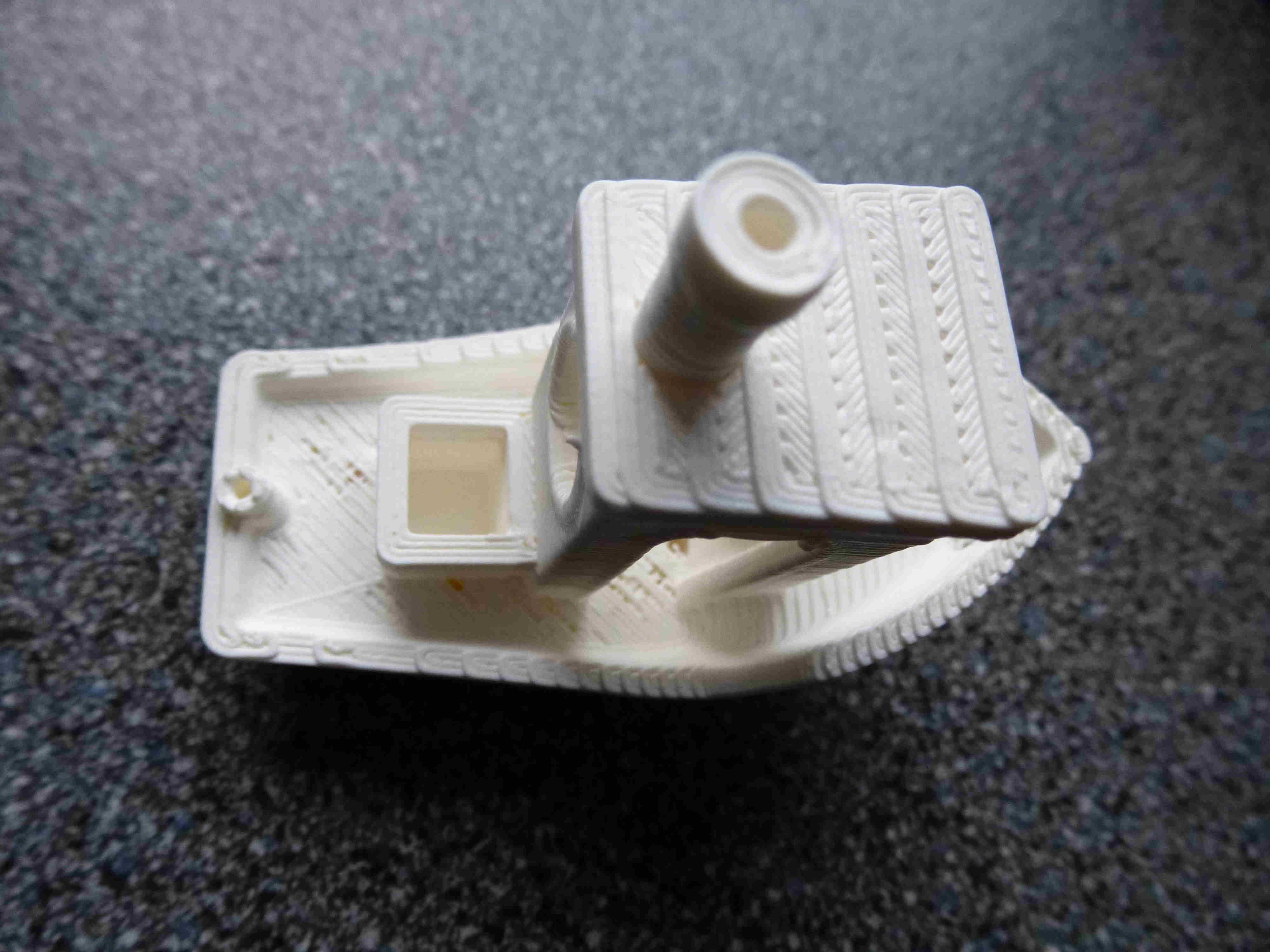
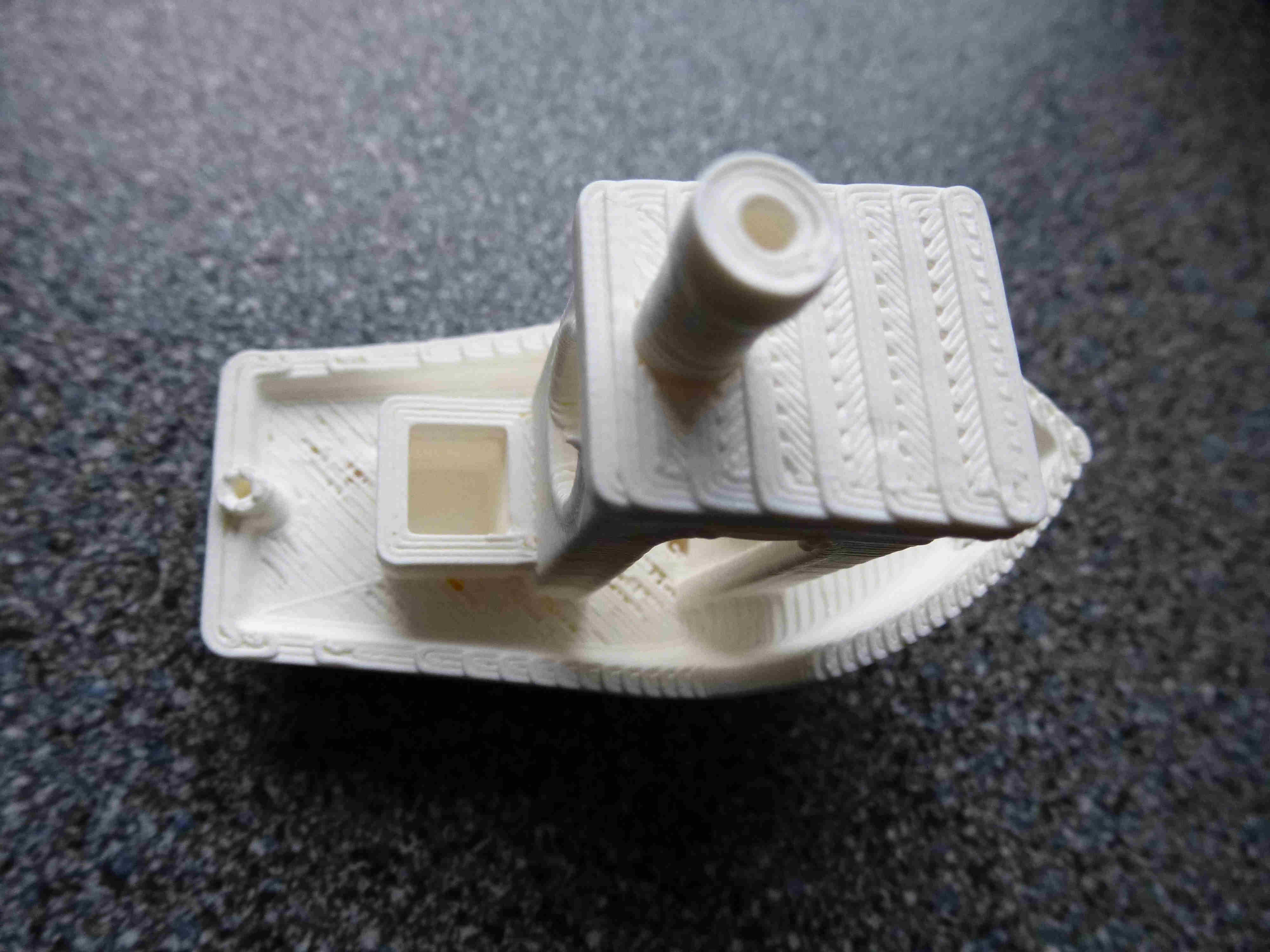
Mein selbst gebauter Drucker ist ein core x,y z-Achse mittels Flaschenzug. Marlin Firmware. Meine ersten Drucke, ein Würfel 20 x 20 mm mit 10 mm Loch und ein Kästchen mit 0,4 mm Wandstärke 40 x 40 mm waren makellos.
Deshalb habe ich mich auch getraut das Benchy zu drucken.
Das Ergebnis ist eine Katastrophe.
Es hat eigentlich gut angefangen, bis es dann nach mehr als 60 Minuten Druckzeit, ich denke zu fast Filamentabrissen gekommen ist. Das sieht man an den Nath ähnlichen Stellen.
Ramps 1.4
TMC 2100
er3d v6 Hotend, 0.4mm Düse
Sparklab direkt Extruder
4print 1.75 Filament
Meine Software ist Simplify 3d
Extrusion width 0,4mm
Retrction 0,7mm
Retraction Speed 1200mm/min
Layer height 0,1mm
Speed 50mm/s
Materiallüfter Hotend 40% dauernd
Hotend 215°
Heizbett 65°
Sonst habe ich die Standardeinstellungen von S3d genommen.
Ich hoffe es kann mir einer helfen und die Schwachstelle an meinem Benchy richtig deuten.
Freundliche Grüße
Frajo
2-mal bearbeitet. Zuletzt am 31.07.18 06:56.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 05:48 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 123 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 05:57 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 07:37 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 123 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 08:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.361 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 10:12 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |
Hallo Gregor,
sorry ich habe vergessen das Material zu nennen. Es ist PLA von 4Print.
Der Hotend Thermistor misst exakt die Raumtemperatur. In meiner Bastelwerkstatt sind zur Zeit 29° gemessen im Vergleicht mit einem Thermometer.
Bei 50mm/s Speed, wie groß sollte dann die Geschwindigkeiten der Achsen sein?
Wieviel % Infil wird für das Benchy benötigt und welche Art Infill solle man benutzen? Ich hatte 40% Rectilinear eingestellt, Minimum Infill length 5mm, Infill Extrusion Width 100%.
Grüße,
Frajo
sorry ich habe vergessen das Material zu nennen. Es ist PLA von 4Print.
Der Hotend Thermistor misst exakt die Raumtemperatur. In meiner Bastelwerkstatt sind zur Zeit 29° gemessen im Vergleicht mit einem Thermometer.
Bei 50mm/s Speed, wie groß sollte dann die Geschwindigkeiten der Achsen sein?
Wieviel % Infil wird für das Benchy benötigt und welche Art Infill solle man benutzen? Ich hatte 40% Rectilinear eingestellt, Minimum Infill length 5mm, Infill Extrusion Width 100%.
Grüße,
Frajo
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. July 2018 13:17 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. August 2018 02:11 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 123 |

|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. August 2018 04:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.361 |
Tippe immer noch auf ein Flasch zusammen geschraubtes Hotend oder schlichtweg zu Schwache von der Heat Break und dadurch Heat creep.
Vermutung rührt daher, das ich im Sparkcube den selben Schlitten habe und mit dem Full Metal E3D dort auch schon Terror hatte.
Abhilfe hat bei mir dann ein starker Sunon Lüfter und die Verlängerung des "Trichters" (das Teil wo der Lüfter dran geschraubt ist) gebracht.
Gruß
Gregor
Vermutung rührt daher, das ich im Sparkcube den selben Schlitten habe und mit dem Full Metal E3D dort auch schon Terror hatte.
Abhilfe hat bei mir dann ein starker Sunon Lüfter und die Verlängerung des "Trichters" (das Teil wo der Lüfter dran geschraubt ist) gebracht.
Gruß
Gregor
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. August 2018 05:20 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |
Hallo Gregor,
ich bin sicher, dass Hotend ist richtig zusammen geschraubt, mit Wärmeleitpaste und sauber eingebautem PTFE Schlauch. Auch der Düsenabstand ist berücksichtigt.
Ich bin aber auch der Meinung es liegt am Hotend. Deshalb habe ich mit Herrn Burger von youprintin telefoniert. Nachdem ich einige von ihm vorgeschlagene Kontrollen durchgeführt habe (Düse bei 215 Grad nachziehen, Extrusionkontrolle, Lüfterdrehzahl) meinte er, es sei ein rein mechanisches Problem.
Da ich Anfänger bin und kein Profil für meinen Drucker in Simplify 3d gefunden habe, könnten aber auch Einstellungsfehler vorhanden sein.
Könnte mir bitte jemand ein Einstellungsprofil für den Drucker zur Verfügung stellen?
Komisch ist, wenn ich kleine Teile drucke und die Druckzeit unter 1 Stunde liegt, gibt es keine Probleme.
Grüße,
Frajo
ich bin sicher, dass Hotend ist richtig zusammen geschraubt, mit Wärmeleitpaste und sauber eingebautem PTFE Schlauch. Auch der Düsenabstand ist berücksichtigt.
Ich bin aber auch der Meinung es liegt am Hotend. Deshalb habe ich mit Herrn Burger von youprintin telefoniert. Nachdem ich einige von ihm vorgeschlagene Kontrollen durchgeführt habe (Düse bei 215 Grad nachziehen, Extrusionkontrolle, Lüfterdrehzahl) meinte er, es sei ein rein mechanisches Problem.
Da ich Anfänger bin und kein Profil für meinen Drucker in Simplify 3d gefunden habe, könnten aber auch Einstellungsfehler vorhanden sein.
Könnte mir bitte jemand ein Einstellungsprofil für den Drucker zur Verfügung stellen?
Komisch ist, wenn ich kleine Teile drucke und die Druckzeit unter 1 Stunde liegt, gibt es keine Probleme.
Grüße,
Frajo
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. August 2018 13:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hallo Franz,
bitte deine Werte wie folgt einstellen, M4P braucht etwas mehr Hitze als Standard PLA.
Extrusion width 0,4mm
Retrction 0,7mm
Retraction Speed 2400mm/min ->40mm/s
Layer height 0,1mm
Speed 50mm/s
Materiallüfter Hotend 100% dauernd
Hotend 225°
Heizbett 65°
Sonst habe ich die Standardeinstellungen von S3d genommen.
Dann mal ein Bild, entweder es funktioniert dann oder du solltest einen eigenen Thread öffnen, wo erst einmal die Basics gechecked werden müssen, um aus der Ferne etwas zu deinem Problem sagen zu können.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
bitte deine Werte wie folgt einstellen, M4P braucht etwas mehr Hitze als Standard PLA.
Extrusion width 0,4mm
Retrction 0,7mm
Retraction Speed 2400mm/min ->40mm/s
Layer height 0,1mm
Speed 50mm/s
Materiallüfter Hotend 100% dauernd
Hotend 225°
Heizbett 65°
Sonst habe ich die Standardeinstellungen von S3d genommen.
Dann mal ein Bild, entweder es funktioniert dann oder du solltest einen eigenen Thread öffnen, wo erst einmal die Basics gechecked werden müssen, um aus der Ferne etwas zu deinem Problem sagen zu können.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. August 2018 06:01 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 6 |

Hallo,
ich habe gestern ein Kästchen mit Deckel 40 x 40 x 60 mm Wandstärke 0,8 gedruckt.
Layer height 0,2 mm (vorher 0,1 mm)
Retraction Distance 1 mm (vorher 0,7 mm)
Das waren die einzigen Änderungen.
Druckzeit ca. 90 Minuten.
Ich finde der Druck ist gelungen. Die Maße stimmen. Wie kann es sein, dass ich beim Benchy mit den Einstellungen ein so miserables Ergebnis habe.
Jörg danke für den Tip. Ich werde die Einstellungen testen.
2 Min. vor Ende der Druckzeit ist mein Notebook abgestürzt. Ich denke wegen Überhitzung. Deshalb ist die obere Kante evtl nicht optimal.
Grüße, Frajo
1-mal bearbeitet. Zuletzt am 02.08.18 06:12.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 28. August 2018 13:57 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 2 |
Hallo,
ich bin neu hier im Forum und bin dabei einen eigenen Drucker zu bauen. Ich habe viele Anregungen hier im Forum gefunden und bisher konnte ich alle anfänglichen Probleme durch viel Lesen lösen.
Allerdings habe ich ein Problem mit Unterextrusion nach Positionswechsel der Düse. Anfangs dachte ich der Retract ist zu groß. Aber auch mit Deaktivierung in Slic3r und in der Repetier-Firmware kommt das Filament erst sehr spät aus der Düse. Das Filament stockt nur, wenn eine Wegstrecke überbrückt werden muss und das auch in einem Druckteil nicht überall.
Ich habe die Druckgeschwindigkeit zwischen 20 oder 50 mm varriert und konnte keine Änderung erkennen.
Auch die Drucktemperatur zwischen 210 und 240 grad hat keinen Unterschied gemacht.
Mit 2-3 mm Retract (Geschwindigkeit 40-80mm) und (auch ohne) anschließender Extraförderung von Filament hat sich nichts verbessert. Nur an den Punkten wo bereits genug Filament extrudiert wird ist dann etwas zu viel.
Ich drucke dasFilament PETG in weiß bei 215 grad in einem E3D Clone, montiert mit Wärmeleitpaste. Der Lüfter läuft mit 12V.
Der Bowden hat eine kleine Fase, damit er besser in das Heatbreak passt. Die Düse wurde mit 1/4 Umdrehung im aufgewärmten Zustand festgeschraubt.
Ich habe den Drucker nach Triffid Hunter's Calibration eingestellt. Allerdings hatte ich das Problem die untere Temperaturgrenze zu finden, da das Filament auch bei 180 quasi gleichmäßig extrudiert wurde. Das gleichmäßigste Ergebnis habe ich bei 215 grad erreicht über die Kalibrierung von Hardwarekiller erreicht. Die Steps/mm habe ich über Triffid eingestellt. Das Heizbett hat eine Temperatur von 65 grad.
Als Extruder nutze ich den MK8 Compact Bowden Extruder von Scarou. Der Anpressdruck an das Filmanet ist so groß, das es stetig gefördert wird, aber das Filament nicht verformt. Beschleunigung anfangs 1000 bis jetzt 10000 beim Extruder. Der läuft mit 1,2V.
Außerdem habe ich trotz der Triffid Anleitung eine ungleichmäßiges Druckbild. Überall dort wo Richtungwechsel auftreten oder sich die Geometrie ändern wird zu viel Material extrudiert.
Hier ein paar Bilder des Problems habe ich angehangen. Die unrunden Löcher habe ich bereits behoben. Nun habe ich eine Abweichung von 0,1 mm bei kleinen Bohrungen.
Bild 1
Bild 2
Bild 3
Bild 4
Bild 5
Gibt es noch eine Einstellung die die Extrusion nach Fahrwegen beeinflusst? Nur die erste Spur nach der Positionsänderung ist betroffen.
Über Anregungen was ich übersehen habe würde ich mich sehr freuen!
Viele Grüße,
Chris
ich bin neu hier im Forum und bin dabei einen eigenen Drucker zu bauen. Ich habe viele Anregungen hier im Forum gefunden und bisher konnte ich alle anfänglichen Probleme durch viel Lesen lösen.
Allerdings habe ich ein Problem mit Unterextrusion nach Positionswechsel der Düse. Anfangs dachte ich der Retract ist zu groß. Aber auch mit Deaktivierung in Slic3r und in der Repetier-Firmware kommt das Filament erst sehr spät aus der Düse. Das Filament stockt nur, wenn eine Wegstrecke überbrückt werden muss und das auch in einem Druckteil nicht überall.
Ich habe die Druckgeschwindigkeit zwischen 20 oder 50 mm varriert und konnte keine Änderung erkennen.
Auch die Drucktemperatur zwischen 210 und 240 grad hat keinen Unterschied gemacht.
Mit 2-3 mm Retract (Geschwindigkeit 40-80mm) und (auch ohne) anschließender Extraförderung von Filament hat sich nichts verbessert. Nur an den Punkten wo bereits genug Filament extrudiert wird ist dann etwas zu viel.
Ich drucke dasFilament PETG in weiß bei 215 grad in einem E3D Clone, montiert mit Wärmeleitpaste. Der Lüfter läuft mit 12V.
Der Bowden hat eine kleine Fase, damit er besser in das Heatbreak passt. Die Düse wurde mit 1/4 Umdrehung im aufgewärmten Zustand festgeschraubt.
Ich habe den Drucker nach Triffid Hunter's Calibration eingestellt. Allerdings hatte ich das Problem die untere Temperaturgrenze zu finden, da das Filament auch bei 180 quasi gleichmäßig extrudiert wurde. Das gleichmäßigste Ergebnis habe ich bei 215 grad erreicht über die Kalibrierung von Hardwarekiller erreicht. Die Steps/mm habe ich über Triffid eingestellt. Das Heizbett hat eine Temperatur von 65 grad.
Als Extruder nutze ich den MK8 Compact Bowden Extruder von Scarou. Der Anpressdruck an das Filmanet ist so groß, das es stetig gefördert wird, aber das Filament nicht verformt. Beschleunigung anfangs 1000 bis jetzt 10000 beim Extruder. Der läuft mit 1,2V.
Außerdem habe ich trotz der Triffid Anleitung eine ungleichmäßiges Druckbild. Überall dort wo Richtungwechsel auftreten oder sich die Geometrie ändern wird zu viel Material extrudiert.
Hier ein paar Bilder des Problems habe ich angehangen. Die unrunden Löcher habe ich bereits behoben. Nun habe ich eine Abweichung von 0,1 mm bei kleinen Bohrungen.
Bild 1
Bild 2
Bild 3
Bild 4
Bild 5
Gibt es noch eine Einstellung die die Extrusion nach Fahrwegen beeinflusst? Nur die erste Spur nach der Positionsänderung ist betroffen.
Über Anregungen was ich übersehen habe würde ich mich sehr freuen!
Viele Grüße,
Chris
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 31. August 2018 12:55 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Hallo Chris,
Zunachst finde ich 215 Grad recht wenig für PETG. Ich erzähle einfach was ich auf den Bildern sehe.
Bild 1: Überextrusion bei der Deckschicht.
Bild 2: Streifen auf der Z Achse, die kein Z Wobble sind. Riemen straffen, unterschiedliche Temperaturen des Hotends mit PID Tuning minimieren. Dazu gab es in diesem Forum auch schon einen ausführlichen Thread.
Bild 3: Überlappung des Infills im Slicer erhöhen. Das scheint mir zu gering. Multiplier im Slicer etwas runter. Auch hier noch etwas Überextrusion.
Bild 4: eigentlich wie Bild2 , aber bei den Löchern hat der Extruder scheinbar nicht immer korrekt transportiert. Etwas mehr Temperatur könnte helfen. Versuche nicht bei PETG das Stringing auf Teufel komm raus wegzubekommen. Dann bist du u.U. Zu kalt.
Bei Bild 5 sieht man noch besser die Aussetzer beim Extrudieren.
Unterextrusion nach Retract bekommst du weg, indem du Extra length after Retract oder so ähnlich, anpasst. Achtung sehr kleine Werte. -0.2 bis 0.2
Gruß Pieps
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Zunachst finde ich 215 Grad recht wenig für PETG. Ich erzähle einfach was ich auf den Bildern sehe.
Bild 1: Überextrusion bei der Deckschicht.
Bild 2: Streifen auf der Z Achse, die kein Z Wobble sind. Riemen straffen, unterschiedliche Temperaturen des Hotends mit PID Tuning minimieren. Dazu gab es in diesem Forum auch schon einen ausführlichen Thread.
Bild 3: Überlappung des Infills im Slicer erhöhen. Das scheint mir zu gering. Multiplier im Slicer etwas runter. Auch hier noch etwas Überextrusion.
Bild 4: eigentlich wie Bild2 , aber bei den Löchern hat der Extruder scheinbar nicht immer korrekt transportiert. Etwas mehr Temperatur könnte helfen. Versuche nicht bei PETG das Stringing auf Teufel komm raus wegzubekommen. Dann bist du u.U. Zu kalt.
Bei Bild 5 sieht man noch besser die Aussetzer beim Extrudieren.
Unterextrusion nach Retract bekommst du weg, indem du Extra length after Retract oder so ähnlich, anpasst. Achtung sehr kleine Werte. -0.2 bis 0.2
Gruß Pieps
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 04. December 2018 17:15 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 26 |
Hallo zusammen,
ich brauchte mal eure Hilfe und hoffe die Frage passt auch hier rein.
Ich habe schon längere Zeit nach einer passenden Antwort gesucht aber leider keine gefunden aber entschuldige mich trotzdem im Voraus, weil das bestimmt mal wieder irgendwo steht.
So nun zu der Frage:
Wie stelle ich nun genau die EW und den EM ein? Ich habe viele verschiedene Ansätze gelesen nur mir ist nicht klar geworden wie nun die beste Vorgehensweise ist, um gute Drucke zu erhalten.
Drucke ich einfach einen, z.B. Würfel, mit nur einem Perimeter (EM = 1 und EW = default) und messe dann die Wanddicke und trage diese einfach für EW ein und gut? Oder Drucke ich im Anschluss noch mehrere Perimeter und passe dann den Mittelwert der Breite mit dem EM an oder gebe ich diesen dann ein? Weil ich habe bei einer 0,4 Düse eine EW von 0,5mm (1 Perimeter) aber bei 4 Perimeter insgesamt 1.9mm und daher etwas weniger (1,9/4=0.475).
Oder lasse ich alle einfach bei 0,5mm, da ich auch gelesen habe, dass dann der Slicer bessere Perimeter macht, da 0,5mm immer einfach duch ganze Millimeter teilbar ist? Denn im Calibration Guide steht, dass nicht die Menge verändert wird sondern nur anders verteilt.
Oder schraube ich jetzt den EM so weit runter, dass ich auf 0,4mm EW komme (was auch oft im Forum empfolen wird einzustellen). Generell macht es aber auch Sinn, dass die EW etwas größer ist als der Düsenduchmesser, da der Kunststoff viskoelastisch ist und mit Druck durch die Düse geführt wird und dabei einen Teil der Verformungsenergie speichert, welche dann dazu führt, dass der Strang sich wieder aufweitet.
Sorry für die viellicht dumme Frage. Aber ich bin etwas verwirrt und möchte das einfach perfekt einstellen Achja vielleicht noch ein Hinweis: Ich benutze den P3 Steel Toolson Edition und drucke PETG
Achja vielleicht noch ein Hinweis: Ich benutze den P3 Steel Toolson Edition und drucke PETG
Vielen dank im Voraus für die Hilfe.
Schönen Abend euch noch.
Gruß Patrick
ich brauchte mal eure Hilfe und hoffe die Frage passt auch hier rein.
Ich habe schon längere Zeit nach einer passenden Antwort gesucht aber leider keine gefunden aber entschuldige mich trotzdem im Voraus, weil das bestimmt mal wieder irgendwo steht.
So nun zu der Frage:
Wie stelle ich nun genau die EW und den EM ein? Ich habe viele verschiedene Ansätze gelesen nur mir ist nicht klar geworden wie nun die beste Vorgehensweise ist, um gute Drucke zu erhalten.
Drucke ich einfach einen, z.B. Würfel, mit nur einem Perimeter (EM = 1 und EW = default) und messe dann die Wanddicke und trage diese einfach für EW ein und gut? Oder Drucke ich im Anschluss noch mehrere Perimeter und passe dann den Mittelwert der Breite mit dem EM an oder gebe ich diesen dann ein? Weil ich habe bei einer 0,4 Düse eine EW von 0,5mm (1 Perimeter) aber bei 4 Perimeter insgesamt 1.9mm und daher etwas weniger (1,9/4=0.475).
Oder lasse ich alle einfach bei 0,5mm, da ich auch gelesen habe, dass dann der Slicer bessere Perimeter macht, da 0,5mm immer einfach duch ganze Millimeter teilbar ist? Denn im Calibration Guide steht, dass nicht die Menge verändert wird sondern nur anders verteilt.
Oder schraube ich jetzt den EM so weit runter, dass ich auf 0,4mm EW komme (was auch oft im Forum empfolen wird einzustellen). Generell macht es aber auch Sinn, dass die EW etwas größer ist als der Düsenduchmesser, da der Kunststoff viskoelastisch ist und mit Druck durch die Düse geführt wird und dabei einen Teil der Verformungsenergie speichert, welche dann dazu führt, dass der Strang sich wieder aufweitet.
Sorry für die viellicht dumme Frage. Aber ich bin etwas verwirrt und möchte das einfach perfekt einstellen
Achja vielleicht noch ein Hinweis: Ich benutze den P3 Steel Toolson Edition und drucke PETGVielen dank im Voraus für die Hilfe.
Schönen Abend euch noch.
Gruß Patrick
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 08. December 2018 04:38 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
deine Frage ist gar nicht so dumm, damit musste sich jeder schon mit auseinandersetzen. Gibt welche die machen das mit Single Wall, die große Masse der Erfahrenen hier im Forum machen es aber anders.Drucke einen Würfel 20x20mm ca. 5-10mm hoch mit 95% Infill und dann muss man noch leichte Löcher sehen können. Wenn keine Löcher sichtbar sind, dann EM um 0,05 verringern wenn die Löcher zu groß sind, dann rauf. Width sollte dem Düsendurchmesser entsprechen. Mancher verwendet 120% des Düsendurchmessers als Width, in Simplify3d ist daher z.b. die automatische Breite 0,48 bei 0,4mm Düsendurchmesser. Das macht man so wie man es für richtig hält. Bei Airbrushdüsen gibt es keine Schulter zum glatt bügeln, daher nur den Düsendurchmesser als Width verwenden.
Du druckst dann 3-5 Würfel mit 95% Infill und näherst dich dem richtigen Material Extrusionswert an, vorher solltest du aber sicher sein, dass die geförderte Menge vom Extruder auch 100mm von 100mm sind.
Ich mache das bei jeder Spule neu, wenn es genau sein muss. Für die ungenauen Sachen reicht mir eine Qualität von 90%, da bleiben dann auch beim Spulenwechsel alle Werte gleich. Filamentdurchmesser lasse ich immer bei 1,75 stehen und kompensiere den über den Materialextrusionswert/ Flow.
Viele Grüße
2-mal bearbeitet. Zuletzt am 08.12.18 17:07.
deine Frage ist gar nicht so dumm, damit musste sich jeder schon mit auseinandersetzen. Gibt welche die machen das mit Single Wall, die große Masse der Erfahrenen hier im Forum machen es aber anders.Drucke einen Würfel 20x20mm ca. 5-10mm hoch mit 95% Infill und dann muss man noch leichte Löcher sehen können. Wenn keine Löcher sichtbar sind, dann EM um 0,05 verringern wenn die Löcher zu groß sind, dann rauf. Width sollte dem Düsendurchmesser entsprechen. Mancher verwendet 120% des Düsendurchmessers als Width, in Simplify3d ist daher z.b. die automatische Breite 0,48 bei 0,4mm Düsendurchmesser. Das macht man so wie man es für richtig hält. Bei Airbrushdüsen gibt es keine Schulter zum glatt bügeln, daher nur den Düsendurchmesser als Width verwenden.
Du druckst dann 3-5 Würfel mit 95% Infill und näherst dich dem richtigen Material Extrusionswert an, vorher solltest du aber sicher sein, dass die geförderte Menge vom Extruder auch 100mm von 100mm sind.
Ich mache das bei jeder Spule neu, wenn es genau sein muss. Für die ungenauen Sachen reicht mir eine Qualität von 90%, da bleiben dann auch beim Spulenwechsel alle Werte gleich. Filamentdurchmesser lasse ich immer bei 1,75 stehen und kompensiere den über den Materialextrusionswert/ Flow.
Viele Grüße
2-mal bearbeitet. Zuletzt am 08.12.18 17:07.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 08. December 2018 16:38 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 26 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 10. December 2020 05:28 |
Registrierungsdatum: 3 Jahre zuvor Beiträge: 7 |
Hallo zusammen,
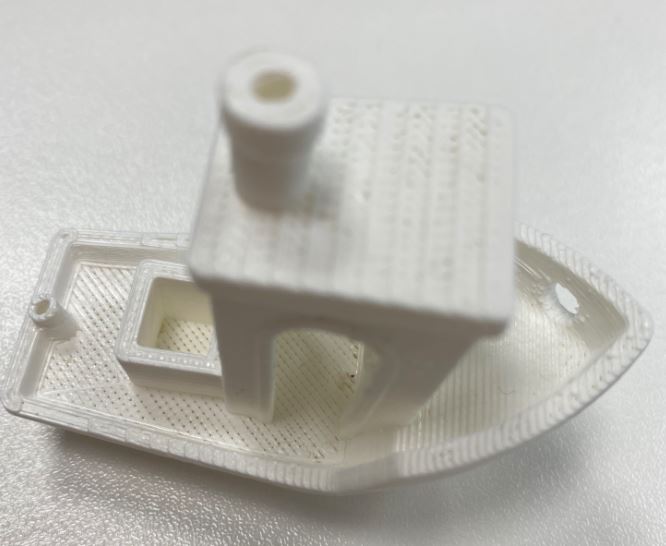
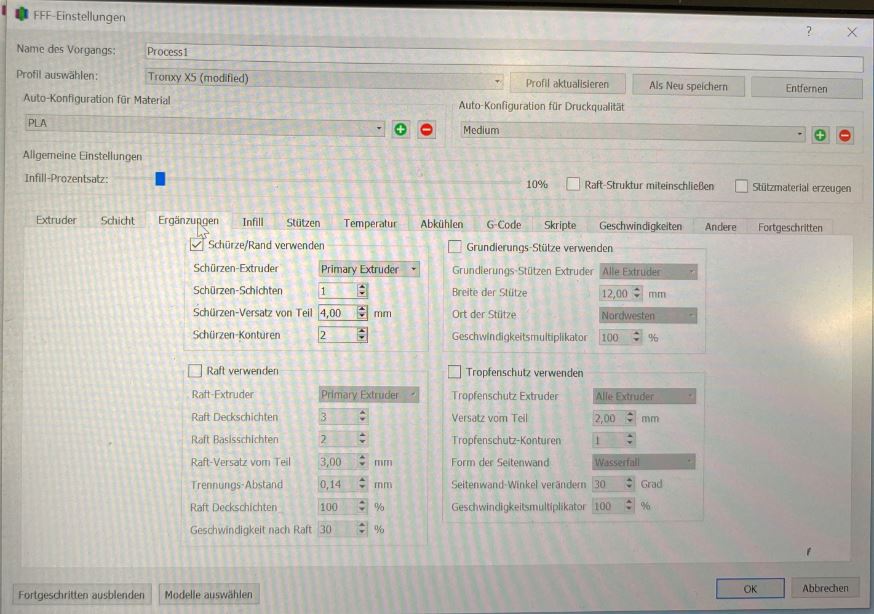
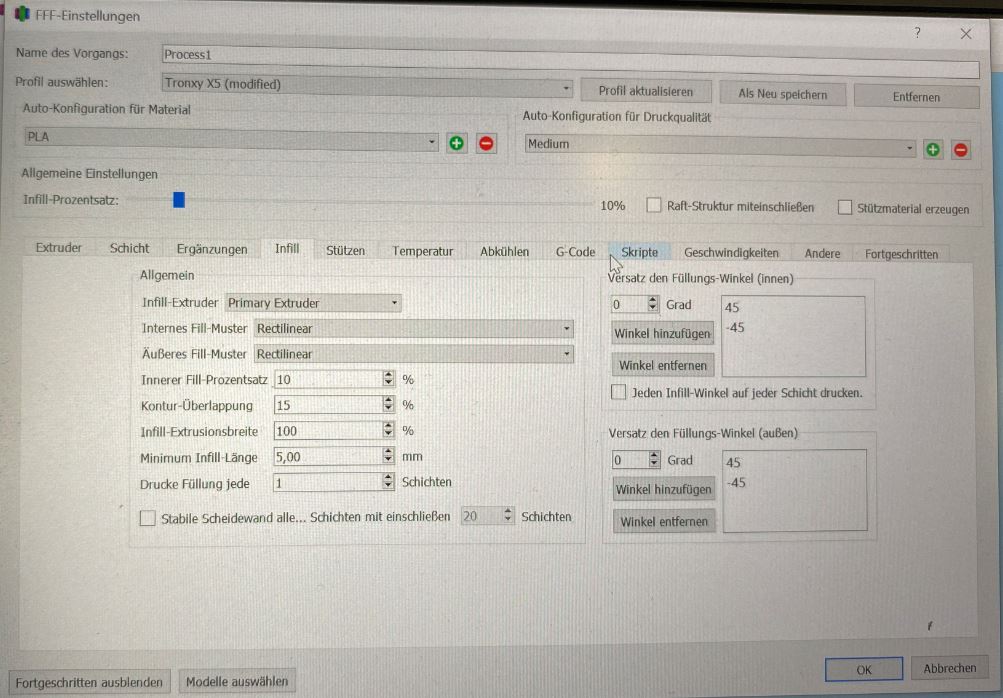
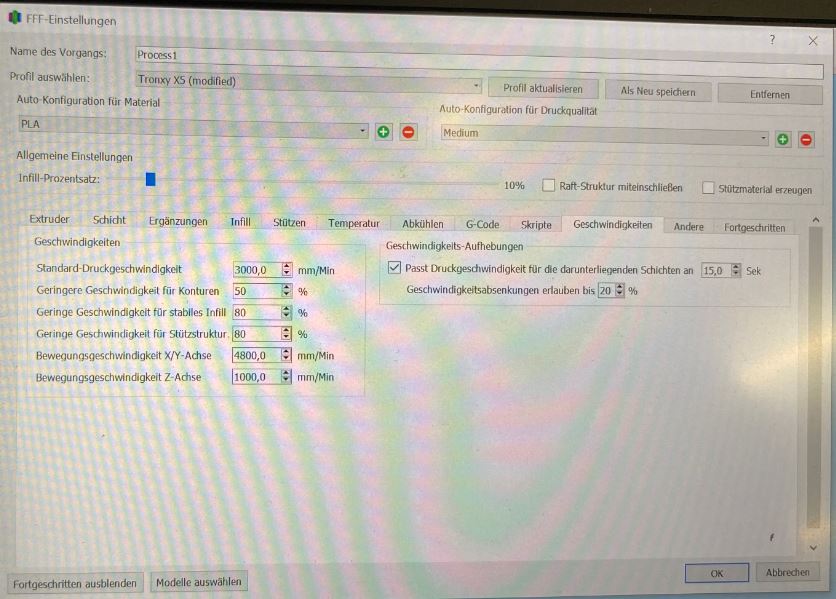
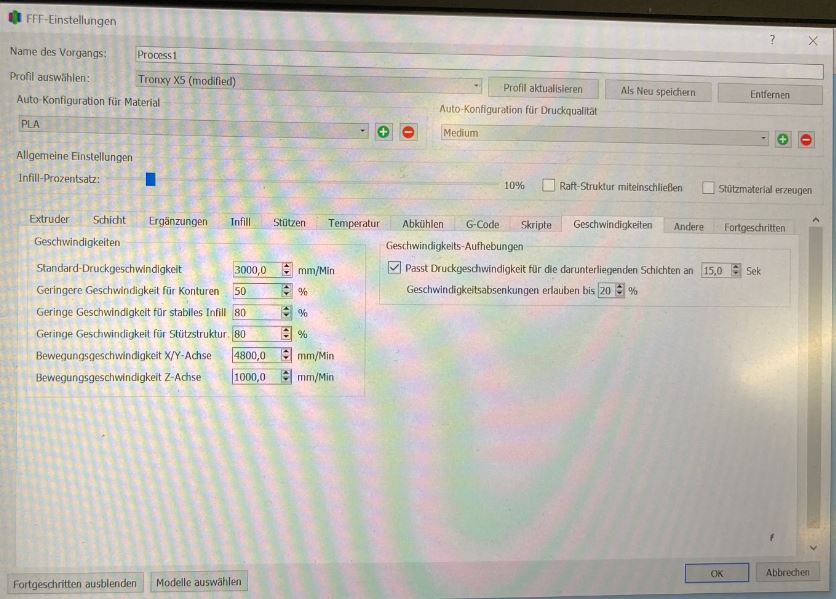
ich verfolge den thread jetzt schon des längeren habe aber leider immer noch Probleme mit meinen Einstellungen (z.B. kein geschlossener Top Layer, Dots an den außenseiten.....) Ich würde mich freuen wenn Ihr euch das mal anschauen könntet und mir helfen könnt
Drucker: Tronxy X3
Hotend: MK 10 0,4 mm Düse
Extruder: Bowden
Slicer: S3D
Speed: 50 mm/s / Outline 50 % / Bridge 110%
Layer: 0.2mm
Perimeter: 2 Aussen, 3 top + bottom
Infill: 10 % Rectlinear
Retract: 7 mm / 40,0 mm/s
Filament Lüfter: 100% ab 1. Layer
Filament: 3D Jake Weiß PLA 1,75mm
Temperatur: 197°C / 50°C Durckplatte
STL: link
ich verfolge den thread jetzt schon des längeren habe aber leider immer noch Probleme mit meinen Einstellungen (z.B. kein geschlossener Top Layer, Dots an den außenseiten.....) Ich würde mich freuen wenn Ihr euch das mal anschauen könntet und mir helfen könnt
Drucker: Tronxy X3
Hotend: MK 10 0,4 mm Düse
Extruder: Bowden
Slicer: S3D
Speed: 50 mm/s / Outline 50 % / Bridge 110%
Layer: 0.2mm
Perimeter: 2 Aussen, 3 top + bottom
Infill: 10 % Rectlinear
Retract: 7 mm / 40,0 mm/s
Filament Lüfter: 100% ab 1. Layer
Filament: 3D Jake Weiß PLA 1,75mm
Temperatur: 197°C / 50°C Durckplatte
STL: link
Anhänge:
Öffnen | Download - 14.JPG (41.3 KB)
Öffnen | Download - 18.JPG (61.7 KB)
Öffnen | Download - 19.JPG (36.3 KB)
Öffnen | Download - 17.JPG (28 KB)
Öffnen | Download - 16.JPG (19.3 KB)
Öffnen | Download - 1.JPG (166.9 KB)
Öffnen | Download - 2.JPG (107.1 KB)
Öffnen | Download - 3.JPG (90.4 KB)
Öffnen | Download - 4.JPG (116.9 KB)
Öffnen | Download - 9.JPG (85.8 KB)
Öffnen | Download - 14.JPG (41.3 KB)
Öffnen | Download - 18.JPG (61.7 KB)
Öffnen | Download - 19.JPG (36.3 KB)
Öffnen | Download - 17.JPG (28 KB)
Öffnen | Download - 16.JPG (19.3 KB)
Öffnen | Download - 1.JPG (166.9 KB)
Öffnen | Download - 2.JPG (107.1 KB)
Öffnen | Download - 3.JPG (90.4 KB)
Öffnen | Download - 4.JPG (116.9 KB)
Öffnen | Download - 9.JPG (85.8 KB)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 10. December 2020 07:52 |
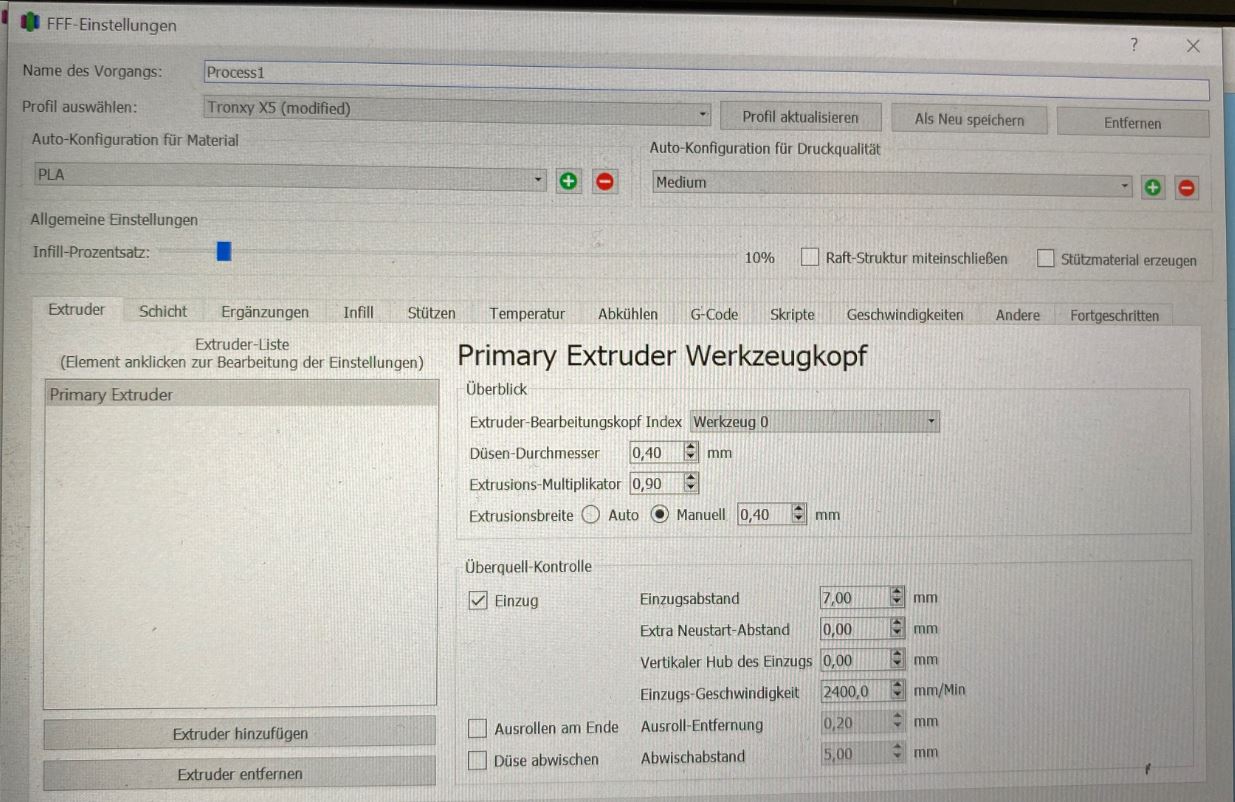
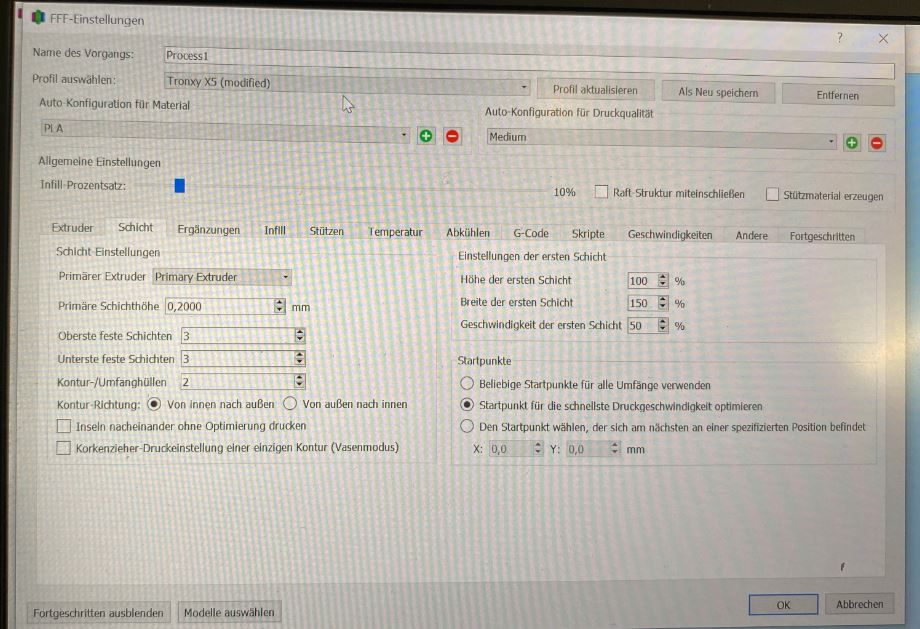
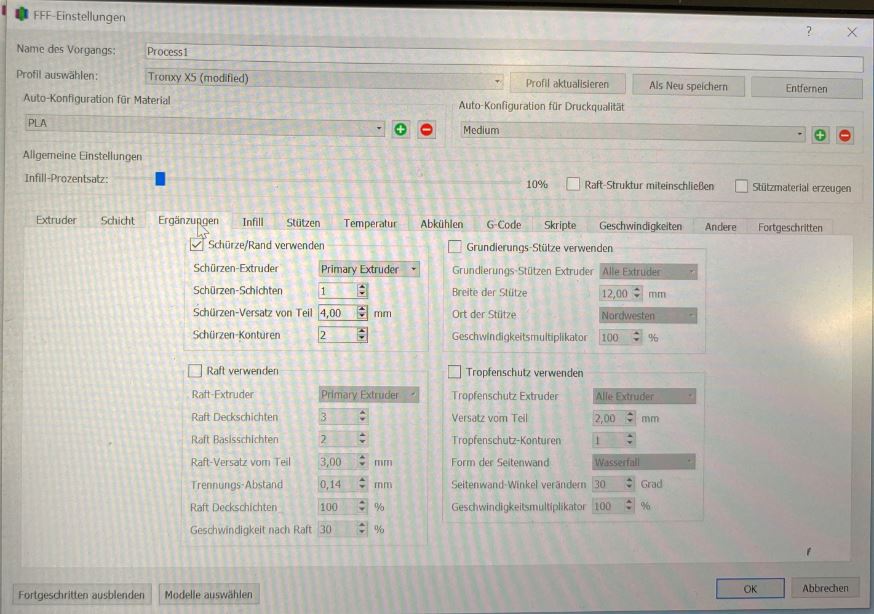
Moderator Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Hallo Mucki,
stell doch einmal die FFF von S3D hier rein, dann können wir uns die Parameter ansehen.
Für mich sieht es auf den ersten Blick aus, als ob der Extruder nicht kalibriert ist (siehe meine Signatur).
Gruß,
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
stell doch einmal die FFF von S3D hier rein, dann können wir uns die Parameter ansehen.
Für mich sieht es auf den ersten Blick aus, als ob der Extruder nicht kalibriert ist (siehe meine Signatur).
Gruß,
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.