Extrusionsaussetzer
geschrieben von Distrubtor
|
Extrusionsaussetzer 20. September 2015 08:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Hallo liebe Forumsmitglieder, ich benötige mal wieder eure Hilfe 
Ich habe bei meinem neugebauten Sparkcube mit Extrusionsaussetzern zu kämpfen.
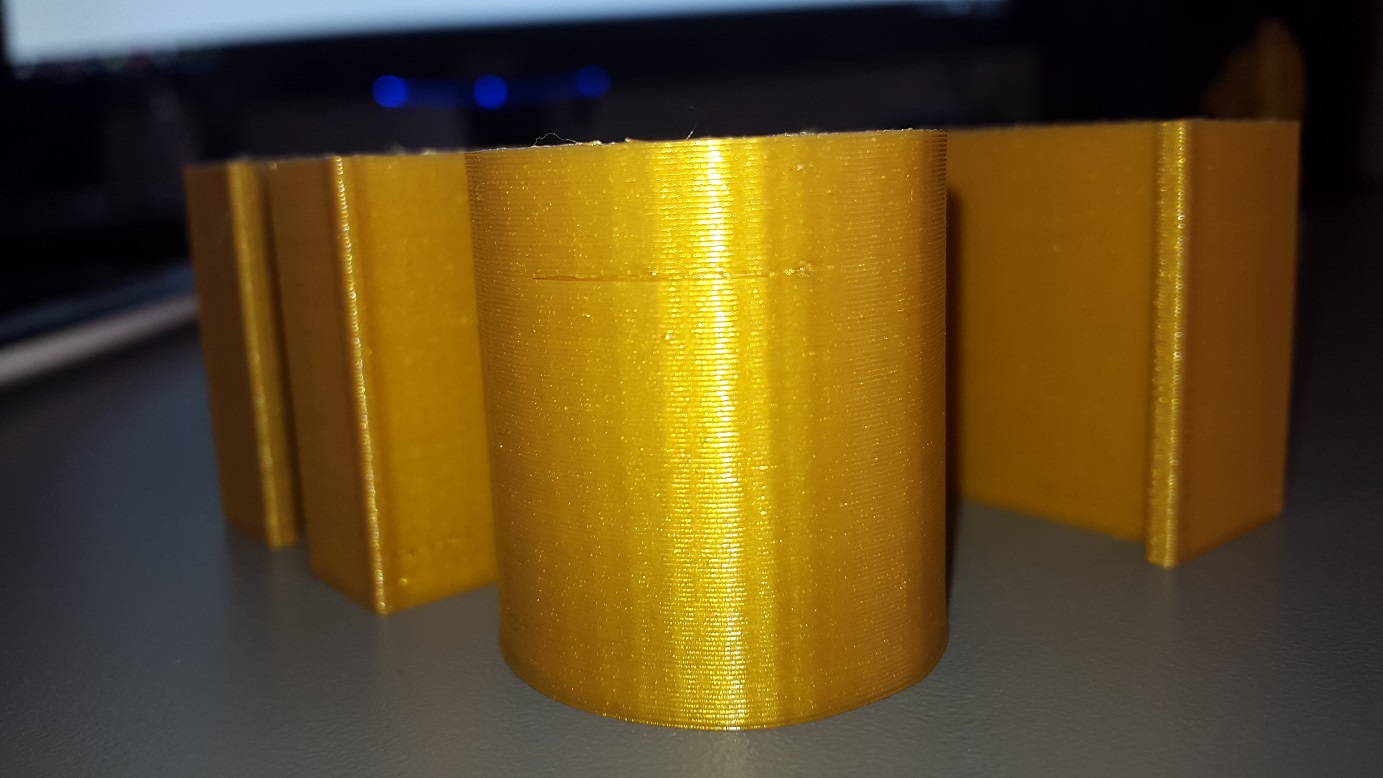
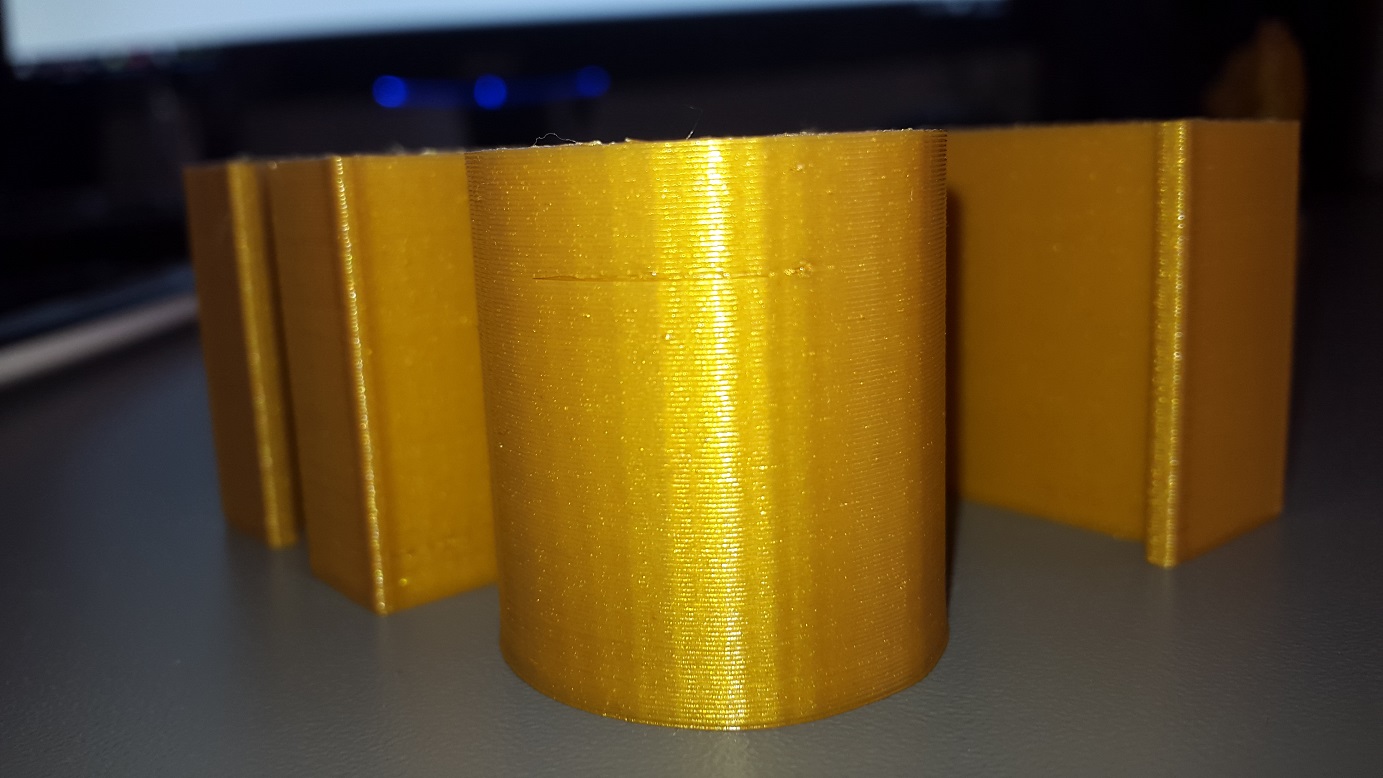
D.h der Druck läuft ganz normal an und der Bottom Layer wird fast immer ohne Aussetzer gedruckt. Sobald er dann am Drucken der Perimeter ist habe ich unregelmäßige aussetzer die sich dann durch Lücken zwischen den einzelnen Layern erkennen lassen. Das ganze tritt meistens nach 5 - 10 Layern das erste mal auf und tritt dann in unregelmäßigen Abständen wieder auf. Dabei kann es schonmal vorkommen das 10 - 20 Layer oder mehr ohne Aussetzer gedruckt werden und dann kommt wieder ein Aussetzer. Es kommt nie zu einem kompletten Jam, der Druck geht also nach dem Aussetzer ganz normal weiter.
Ich drucke momentan mit goldenem Kiboplast PLA, habe aber auch schon Schwarzes NoName PLA getestet mit dem selben Ergebniss getestet.
Temperaturen habe ich von 205 - 230 Grad alle Durchprobiert, das Problem ist bei allen Temps aufgereten. Federspannungen am Extruder habe ich von ganz leicht bis komplett fest auch schon alle durch, sogar bei komplett angezogenen Federn tritt das Problem auf.
Schrittverluste am Extruder sind auszuschließen, traten nur bei komplett angezogenen Federn auf, nach der Erhöhung des Motorstroms auf 1A waren diese aber auch weg.
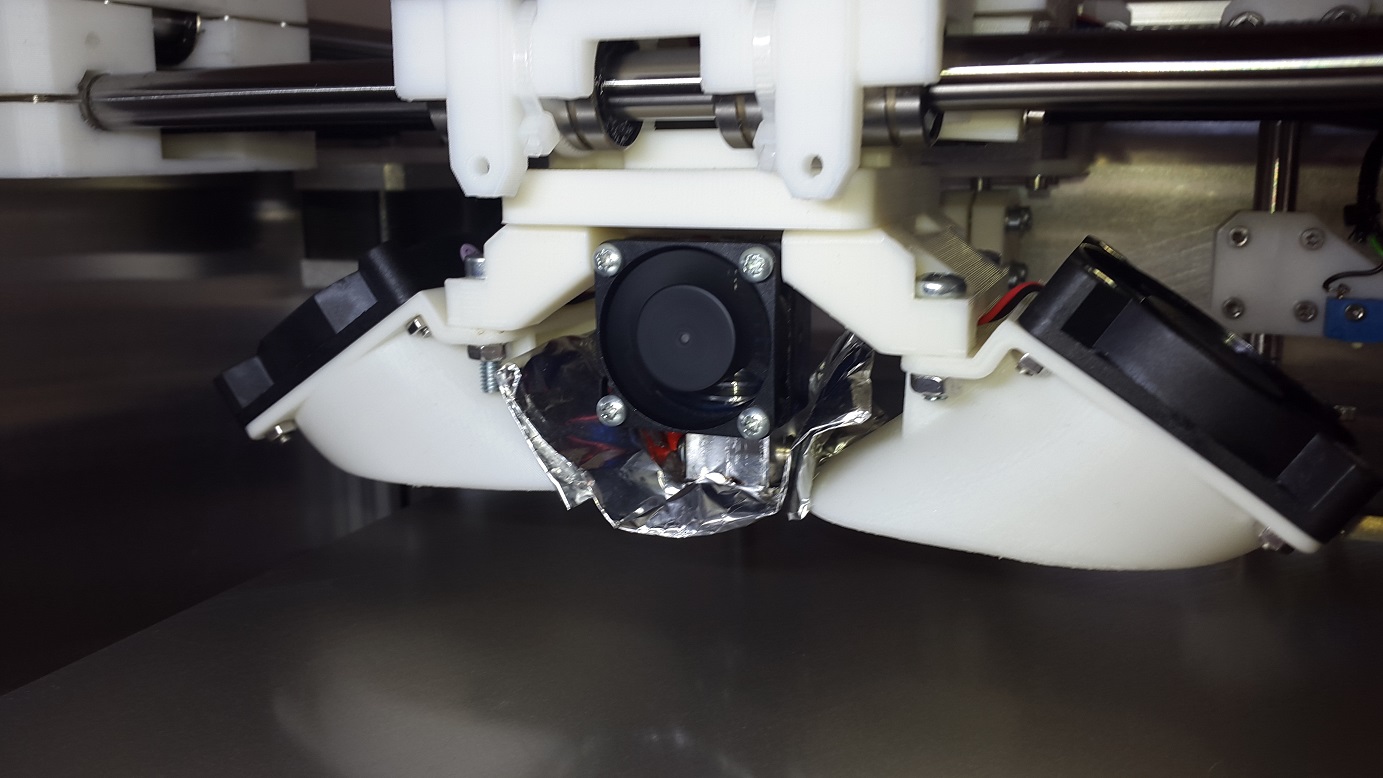
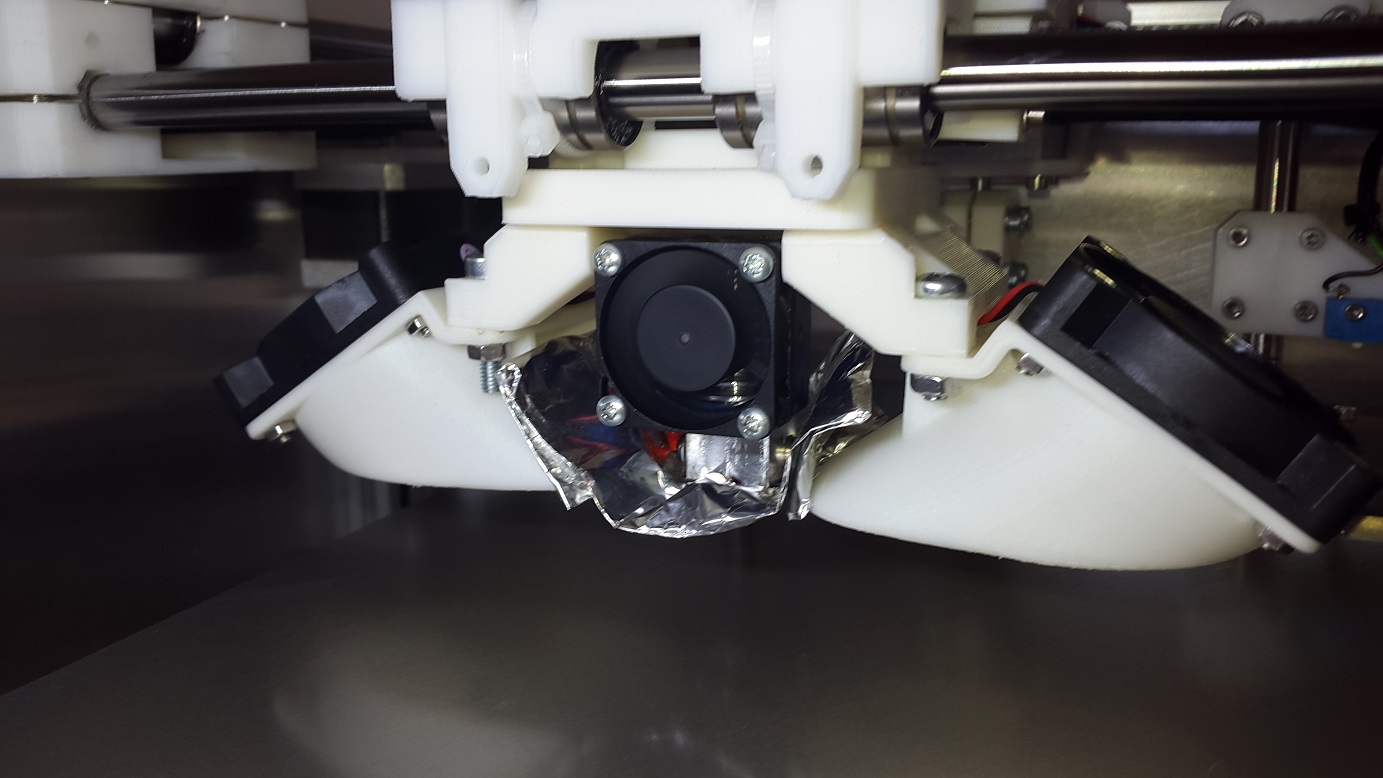
Als Hotend habe ich das E3D V6 1.75 mm mit 0,4 mm Düse und dem mitgelieferten Kühler, Extruder ist ein Airtripper Bowden.
Retract habe ich auch schon alles von 2 - 5 mm mit Geschwindigkeiten von 40 - 80 mm / s getestet, brachte auch keine besserung, das Problem ist nur das bei 2 mm die Fadenbildung sehr ausgeprägt ist.
Elektronik ist das RAMPS 1.4 mit TMC2100 Schrittmotortreibern und 50mm Lüfter für die aktive Kühlung.
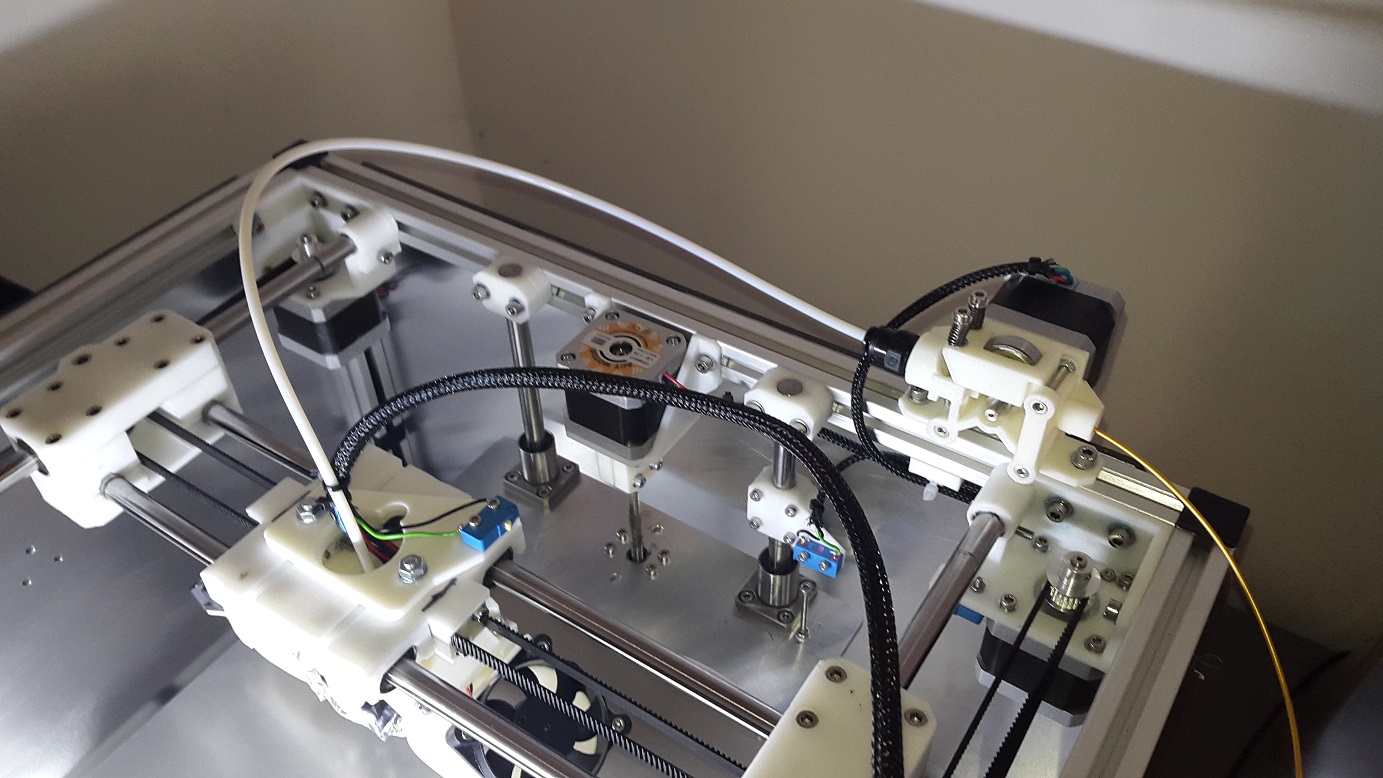
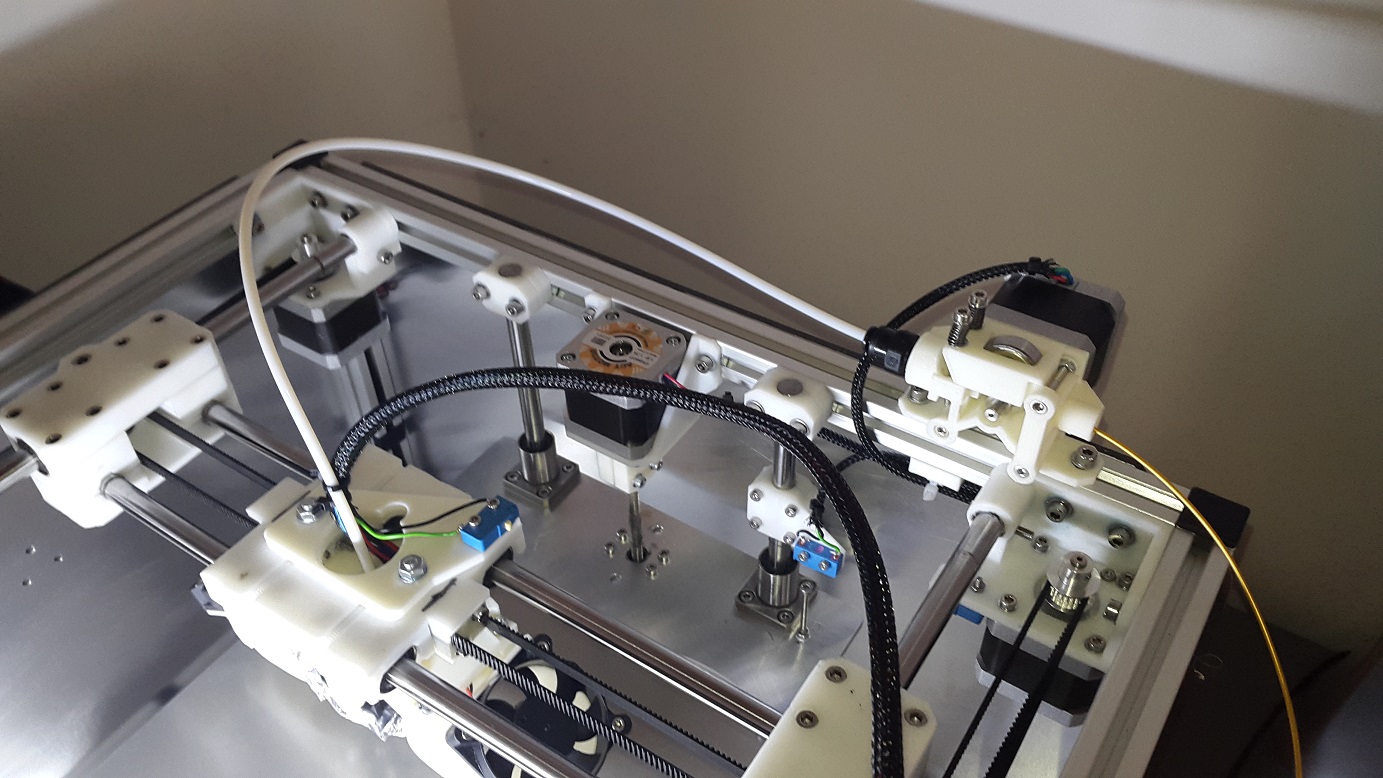
Im Anhang sind noch Bilder von meinem aktuellen Aufbau und wie das ganze aussieht wenn das Problem auftritt.
Was könnte ich noch ausprobieren? :-(
Gruß,
Viktor
1-mal bearbeitet. Zuletzt am 20.09.15 08:16.
Ich habe bei meinem neugebauten Sparkcube mit Extrusionsaussetzern zu kämpfen.
D.h der Druck läuft ganz normal an und der Bottom Layer wird fast immer ohne Aussetzer gedruckt. Sobald er dann am Drucken der Perimeter ist habe ich unregelmäßige aussetzer die sich dann durch Lücken zwischen den einzelnen Layern erkennen lassen. Das ganze tritt meistens nach 5 - 10 Layern das erste mal auf und tritt dann in unregelmäßigen Abständen wieder auf. Dabei kann es schonmal vorkommen das 10 - 20 Layer oder mehr ohne Aussetzer gedruckt werden und dann kommt wieder ein Aussetzer. Es kommt nie zu einem kompletten Jam, der Druck geht also nach dem Aussetzer ganz normal weiter.
Ich drucke momentan mit goldenem Kiboplast PLA, habe aber auch schon Schwarzes NoName PLA getestet mit dem selben Ergebniss getestet.
Temperaturen habe ich von 205 - 230 Grad alle Durchprobiert, das Problem ist bei allen Temps aufgereten. Federspannungen am Extruder habe ich von ganz leicht bis komplett fest auch schon alle durch, sogar bei komplett angezogenen Federn tritt das Problem auf.
Schrittverluste am Extruder sind auszuschließen, traten nur bei komplett angezogenen Federn auf, nach der Erhöhung des Motorstroms auf 1A waren diese aber auch weg.
Als Hotend habe ich das E3D V6 1.75 mm mit 0,4 mm Düse und dem mitgelieferten Kühler, Extruder ist ein Airtripper Bowden.
Retract habe ich auch schon alles von 2 - 5 mm mit Geschwindigkeiten von 40 - 80 mm / s getestet, brachte auch keine besserung, das Problem ist nur das bei 2 mm die Fadenbildung sehr ausgeprägt ist.
Elektronik ist das RAMPS 1.4 mit TMC2100 Schrittmotortreibern und 50mm Lüfter für die aktive Kühlung.
Im Anhang sind noch Bilder von meinem aktuellen Aufbau und wie das ganze aussieht wenn das Problem auftritt.
Was könnte ich noch ausprobieren? :-(
Gruß,
Viktor
1-mal bearbeitet. Zuletzt am 20.09.15 08:16.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extrusionsaussetzer 21. September 2015 09:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
|
Re: Extrusionsaussetzer 21. September 2015 10:05 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.891 |
... bleibt der komplette Drucker bei den Aussetzern stehen?
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Extrusionsaussetzer 21. September 2015 12:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Sicher das der Treiber nicht zwischendurch überhitzt und abschaltet?
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Extrusionsaussetzer 21. September 2015 13:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Der Drucker läuft während der Aussetzer ganz normal weiter.
Ich konnte bisher auch nicht beobachten ob der Extrudermotor dann ausgeht weil es eben immer so zufällig auftritt.
Ich hab jetzt mal den Motorstrom testweise auf 0,6A abgesenkt und den Lüfter etwas besser auf den Motortreiber des Extruders gerichtet, mal sehen wie der Testdruck jetzt ausfällt.
Gruß,
Viktor
Ich konnte bisher auch nicht beobachten ob der Extrudermotor dann ausgeht weil es eben immer so zufällig auftritt.
Ich hab jetzt mal den Motorstrom testweise auf 0,6A abgesenkt und den Lüfter etwas besser auf den Motortreiber des Extruders gerichtet, mal sehen wie der Testdruck jetzt ausfällt.
Gruß,
Viktor
|
Re: Extrusionsaussetzer 26. September 2015 12:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Habe das Problem leider immer noch nicht lösen können.
Das sich der Motortreiber überhitzt kann ich ausschließen, der Kühlkörper wird gerade mal Handwarm.
Mir ist allerdings aufgefallen das sich PLA sogar noch bei 270 grad durch das Hotend schieben lässt und an der Düse ganz normal rauskommt, also nicht verkokelt oder so.
Das deutet doch eigentlich darauf hin das irgendwas mit den Thermistoreinstellungen nicht stimmt oder? Habe den ATC Semitec 104 in Repetier eingestellt so wie es auf der E3D Homepage beschrieben ist.
Bei 215 muss schon etwas Kraft anwenden um das Filament von Hand durch das Hotend zu drücken.
Das sich der Motortreiber überhitzt kann ich ausschließen, der Kühlkörper wird gerade mal Handwarm.
Mir ist allerdings aufgefallen das sich PLA sogar noch bei 270 grad durch das Hotend schieben lässt und an der Düse ganz normal rauskommt, also nicht verkokelt oder so.
Das deutet doch eigentlich darauf hin das irgendwas mit den Thermistoreinstellungen nicht stimmt oder? Habe den ATC Semitec 104 in Repetier eingestellt so wie es auf der E3D Homepage beschrieben ist.
Bei 215 muss schon etwas Kraft anwenden um das Filament von Hand durch das Hotend zu drücken.
|
Re: Extrusionsaussetzer 26. September 2015 13:14 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 1.444 |
Das hört sich für mich auch so an. Bei 180 Grad drücke ich das schon durch.
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
|
Re: Extrusionsaussetzer 26. September 2015 14:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
|
Re: Extrusionsaussetzer 26. September 2015 15:50 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
Ich vermute fast Schwankungen im Filamente 
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Extrusionsaussetzer 26. September 2015 15:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Das kann ich auf jeden Fall ausschließen, ich habe schon 5 verschiedene Rollen von unterschiedlichen Herstellern getestet und bei allen tritt dieses Problem auf.
Nur bei ABS ist es etwas weniger ausgeprägt aber sogar da tritt es auf.
Wie viel Retract mit einem Bowden Verträgt das E3D V6? In der Anleitung steht was von max. 2mm, allerdings bekomme ich da überall Fäden im Druck=
Nur bei ABS ist es etwas weniger ausgeprägt aber sogar da tritt es auf.
Wie viel Retract mit einem Bowden Verträgt das E3D V6? In der Anleitung steht was von max. 2mm, allerdings bekomme ich da überall Fäden im Druck=
|
Re: Extrusionsaussetzer 26. September 2015 16:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... Retract: das kommt auch auf die Länge des Bowden an. Sinn von der Übung ist doch, den Druck aus der Pfeife zu nehmen, damit die Nozzle ungestört Positionswechsel machen kann.
Ich fahre E3DV6 mit 5,1 mm Retract, -0,25 mm Restart, 1,2 mm Lift und das Ganze bei 120 mm/s - mit gutem Erfolg, aber das ist eben maschinenabhängig und natürlich auch vom Filament.
Coast at End habe ich momentan abgeschaltet, weil es mir ähnliche Probleme bereitet hat, wie Du sie zeigst.
PLA allgemein, ist beim Aufschmelzen flüssiger als ABS, neigt aber nach meiner Erfahrung eher zum Stocken, wenn es unter Druck gerät. Der Effekt wird durch Pigmente verstärkt. Hatte ich vor einiger Zeit eine Rolle ABS-Silber: undruckbar!
Fadenbildung kommt auch von zu flüssigem Material, wird also so sein, dass Dir die Düse leer läuft, wenn sie beim Retract den "Boden-Kontakt" verliert.
Was ich machen würde ??? Temperatur auf das notwendige Maß + 10° manuell einpegeln, das Filament muss sich mit geringem Druck durch schieben lassen; langsamer drucken. Es könnte nämlich sein, dass die Temperatur "nach hinkt" und die Aussetzer Kunstpausen zum Aufschmelzen des Materials sind. Deine Layer erscheinen mir in den Bildern recht dick, da muss das Hotend schon ordentlich heizen.
Temperatursensor und Heizpatrone sind mit Wärmeleitpaste eingesetzt?
Der Airtripper strahlt die Düse nicht an und der Heizblock wird nicht gekühlt ? (und wenn, dann moderat, denn leichte Kühlung trägt zur Temperaturstabilität bei)
Bowden-Innendurchmesser richtig? Wenn der zu groß wäre, resp. Filament zu dünn, wirft es "Falten" im Inneren und verkantet. Dann muss der Extruder erhöhten Druck aufbauen, damit es weitergeht.
Übergang Bowden - Hotend ist leichtgängig - ohne Düse ohne nennenswerten Widerstand durchschiebbar?
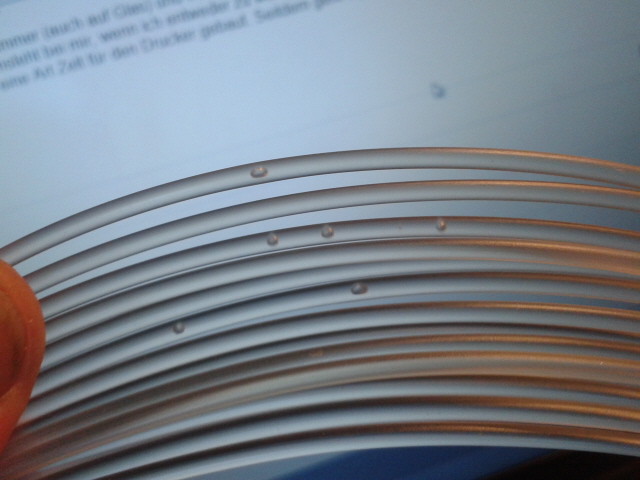
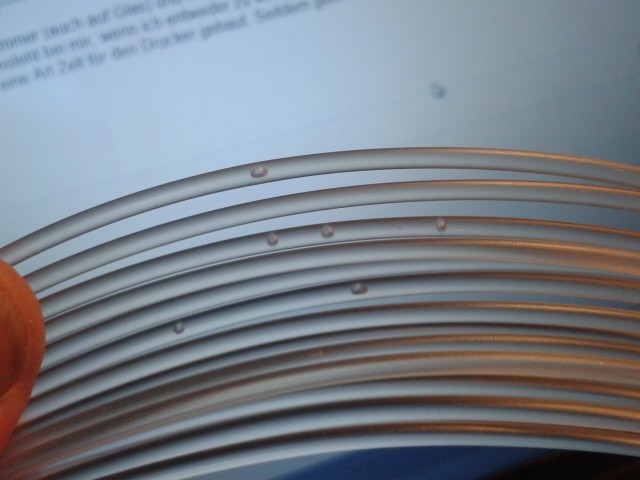
Filament ist gleichmäßig im Durchmesser und auch rund? Luftblasen und / oder Feuchtigkeit im Flament?
Bowden von hinten mal mit einem kurzen Pffffft Silikonspray schmieren (Drucktisch abdecken!)
Retract ausmessen: leere, kalte Düse, Filament durchschieben und anpressen > markieren; loslassen und die Strecke, die es bis zum druckfrei zurück kommt, messen. Das ist Deine Grundeinstellung und +/- damit spielen.
Viel Erfolg
H.
... Luftblasen in transparentem Filament, in Farbigem sieht mans nicht
Ich fahre E3DV6 mit 5,1 mm Retract, -0,25 mm Restart, 1,2 mm Lift und das Ganze bei 120 mm/s - mit gutem Erfolg, aber das ist eben maschinenabhängig und natürlich auch vom Filament.
Coast at End habe ich momentan abgeschaltet, weil es mir ähnliche Probleme bereitet hat, wie Du sie zeigst.
PLA allgemein, ist beim Aufschmelzen flüssiger als ABS, neigt aber nach meiner Erfahrung eher zum Stocken, wenn es unter Druck gerät. Der Effekt wird durch Pigmente verstärkt. Hatte ich vor einiger Zeit eine Rolle ABS-Silber: undruckbar!
Fadenbildung kommt auch von zu flüssigem Material, wird also so sein, dass Dir die Düse leer läuft, wenn sie beim Retract den "Boden-Kontakt" verliert.
Was ich machen würde ??? Temperatur auf das notwendige Maß + 10° manuell einpegeln, das Filament muss sich mit geringem Druck durch schieben lassen; langsamer drucken. Es könnte nämlich sein, dass die Temperatur "nach hinkt" und die Aussetzer Kunstpausen zum Aufschmelzen des Materials sind. Deine Layer erscheinen mir in den Bildern recht dick, da muss das Hotend schon ordentlich heizen.
Temperatursensor und Heizpatrone sind mit Wärmeleitpaste eingesetzt?
Der Airtripper strahlt die Düse nicht an und der Heizblock wird nicht gekühlt ? (und wenn, dann moderat, denn leichte Kühlung trägt zur Temperaturstabilität bei)
Bowden-Innendurchmesser richtig? Wenn der zu groß wäre, resp. Filament zu dünn, wirft es "Falten" im Inneren und verkantet. Dann muss der Extruder erhöhten Druck aufbauen, damit es weitergeht.
Übergang Bowden - Hotend ist leichtgängig - ohne Düse ohne nennenswerten Widerstand durchschiebbar?
Filament ist gleichmäßig im Durchmesser und auch rund? Luftblasen und / oder Feuchtigkeit im Flament?
Bowden von hinten mal mit einem kurzen Pffffft Silikonspray schmieren (Drucktisch abdecken!)
Retract ausmessen: leere, kalte Düse, Filament durchschieben und anpressen > markieren; loslassen und die Strecke, die es bis zum druckfrei zurück kommt, messen. Das ist Deine Grundeinstellung und +/- damit spielen.
Viel Erfolg
H.
... Luftblasen in transparentem Filament, in Farbigem sieht mans nicht
{kind=link}
{kind=link}
|
Re: Extrusionsaussetzer 28. September 2015 14:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
Danke erstmal für die Tipps :-)
Der Heizblock wird nicht gekühlt, habe extra schon versuche ohne die Filamentlüftung gemacht, da hatte ich das selbe Problem.
Bowdenschlauch ist einer mit 2mm Durchmesser, zumindest habe ich ihn so gekauft. Sollte also auch passen.
Das Hotend habe ich nach Anleitung zusammengebaut, deswegen habe ich auch keine Wärmeleitpaste bei Patrone und Sensor eingesetzt. Das einzige was ich mit Wärmeleitpaste verschraubt habe war das Coldend.
Habe jetzt mal den Bowdenschlauch innen mit Silikonspray geschmiert wie du es vorgeschlagen hast und zusätzlich noch das Pushfit am Airtripper getauscht weil das Plastikteil vom E3D Kit bei jedem Retract hin und hergezogen wurde.
Leider immer noch keine Besserung, das ist langsam wirklich deprimierend :-(
Meint ihr das eventuell ein Umbau auf Direkt Extruder z.B Wade etwas bringt? Habe den in meinem Prusa im einsatz gehabt und in Verbindung mit einem Hexagon Hotend nie Extrusionsprobleme gehabt :-/
Ich Drucke übrigens mit 60 mm/s Perimeter und mit 100 mm/s den Infill.
1-mal bearbeitet. Zuletzt am 28.09.15 14:17.
Der Heizblock wird nicht gekühlt, habe extra schon versuche ohne die Filamentlüftung gemacht, da hatte ich das selbe Problem.
Bowdenschlauch ist einer mit 2mm Durchmesser, zumindest habe ich ihn so gekauft. Sollte also auch passen.
Das Hotend habe ich nach Anleitung zusammengebaut, deswegen habe ich auch keine Wärmeleitpaste bei Patrone und Sensor eingesetzt. Das einzige was ich mit Wärmeleitpaste verschraubt habe war das Coldend.
Habe jetzt mal den Bowdenschlauch innen mit Silikonspray geschmiert wie du es vorgeschlagen hast und zusätzlich noch das Pushfit am Airtripper getauscht weil das Plastikteil vom E3D Kit bei jedem Retract hin und hergezogen wurde.
Leider immer noch keine Besserung, das ist langsam wirklich deprimierend :-(
Meint ihr das eventuell ein Umbau auf Direkt Extruder z.B Wade etwas bringt? Habe den in meinem Prusa im einsatz gehabt und in Verbindung mit einem Hexagon Hotend nie Extrusionsprobleme gehabt :-/
Ich Drucke übrigens mit 60 mm/s Perimeter und mit 100 mm/s den Infill.
1-mal bearbeitet. Zuletzt am 28.09.15 14:17.
|
Re: Extrusionsaussetzer 28. September 2015 17:30 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Hi,
ich hatte mit dem E3D V6 1,75 genau die gleichen Probleme bei PLA. Da war nix zu machen. Mit stärkerer Kühlung des Kühlkörpers gings etwas besser aber auch nicht zuverlässig. Das Problem wurde aber ja auch schon öfters beschrieben.
Ich drucke jetzt nur noch HDglass und ABS damit, das geht einwandfrei.
Eventuell hilft bei PLA ja der Trick mit dem eingeölten Filament?
Gruß,
Stefan
ich hatte mit dem E3D V6 1,75 genau die gleichen Probleme bei PLA. Da war nix zu machen. Mit stärkerer Kühlung des Kühlkörpers gings etwas besser aber auch nicht zuverlässig. Das Problem wurde aber ja auch schon öfters beschrieben.
Ich drucke jetzt nur noch HDglass und ABS damit, das geht einwandfrei.
Eventuell hilft bei PLA ja der Trick mit dem eingeölten Filament?
Gruß,
Stefan
|
Re: Extrusionsaussetzer 29. September 2015 16:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 151 |
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.