Update on the E3D All Metal Hotend (Now finally shipping!)  [Lots of pictures]
[Lots of pictures]
Posted by SanjayM
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 01:44AM |
Registered: 10 years ago Posts: 1,381 |
The increase in diameter is probably due to the the brass nozzle I.D. being larger than the bore of the barrel.
I suspect that the larger volume inside the nozzle necessitates a longer retraction to generate a negative force large enough to prevent drooling, and stringing.
new to3Dbob, has indicated that a longer retraction distance equates to a nozzle jam.
I don't understand why that would cause a jam unless the nozzle temperature is high enough to burn the plastic when there is insufficient flow to remove the excess heat.
edited.
PLA, (Polylactic acid, or polylactide, Type: extruded):
Drying Temperature:
Range: 45°C to 100°C, (113ºF to 212ºF)
Dry time:
Range: 4 hours.
Glass-transition temp:
Range: 45°C to 120°C, (113ºF to 248ºF).
Average: 59.6°C, (139ºF).
Wikipedia: 60°C to 65°C, (140ºF to 149ºF).
Begin testing around this temp:
Substrate/bed temperature: 60°C, (140ºF).
Enclosure temperature: 60°C, (140ºF).
Linear Mold Shrinkage:
Crystalline: (0.012 in/in).
Amorphous: (0.004 in/in).
Shrinkage:
5% to 35%
Avg 16.9%
Machine parameters:
Extrude temp (RepRap): 165°C ~ 200°C.
Wikipedia: melting temperature between 173-178 °C
Edited 1 time(s). Last edit at 02/12/2014 02:54PM by A2.
I suspect that the larger volume inside the nozzle necessitates a longer retraction to generate a negative force large enough to prevent drooling, and stringing.
new to3Dbob, has indicated that a longer retraction distance equates to a nozzle jam.
I don't understand why that would cause a jam unless the nozzle temperature is high enough to burn the plastic when there is insufficient flow to remove the excess heat.
edited.
PLA, (Polylactic acid, or polylactide, Type: extruded):
Drying Temperature:
Range: 45°C to 100°C, (113ºF to 212ºF)
Dry time:
Range: 4 hours.
Glass-transition temp:
Range: 45°C to 120°C, (113ºF to 248ºF).
Average: 59.6°C, (139ºF).
Wikipedia: 60°C to 65°C, (140ºF to 149ºF).
Begin testing around this temp:
Substrate/bed temperature: 60°C, (140ºF).
Enclosure temperature: 60°C, (140ºF).
Linear Mold Shrinkage:
Crystalline: (0.012 in/in).
Amorphous: (0.004 in/in).
Shrinkage:
5% to 35%
Avg 16.9%
Machine parameters:
Extrude temp (RepRap): 165°C ~ 200°C.
Wikipedia: melting temperature between 173-178 °C
Edited 1 time(s). Last edit at 02/12/2014 02:54PM by A2.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 02:58AM |
Registered: 10 years ago Posts: 10 |
okay, disassembled it completely, cleaned it. there was no clog anywhere inside, heatbrake an nozzle and perfectly concentric. diameter increase on molten plastic is now a logic consequence and doesnt seem to be causing any jamming as the inner diameter of the hotend is 2mm and filament is 1.75 ......
but still not seein any cause for the jamming, will reassemble it this evening and try again.
strange thing is, retraction solves the jamming for some time instead of causing it, maybe the nozzle tip is cooled down to far? at least this would explain why retraction into the hot zone helps and stopping extrusion jams. will also try insulating the hot parts with some capton
Edited 1 time(s). Last edit at 02/12/2014 03:03AM by eagreen.
but still not seein any cause for the jamming, will reassemble it this evening and try again.
strange thing is, retraction solves the jamming for some time instead of causing it, maybe the nozzle tip is cooled down to far? at least this would explain why retraction into the hot zone helps and stopping extrusion jams. will also try insulating the hot parts with some capton
Edited 1 time(s). Last edit at 02/12/2014 03:03AM by eagreen.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 07:28AM |
Registered: 11 years ago Posts: 117 |
Check how hot the cooling fins are after some printing. The cooling fins don't usually get hotter than 50c or so, even in the lowest part. Also try different filament, your current filament might be bad.
By the way, I converted my E3D hot ends to liquid cooling. If somebody is interested, here is the thingiverse design link: [www.thingiverse.com]
By the way, I converted my E3D hot ends to liquid cooling. If somebody is interested, here is the thingiverse design link: [www.thingiverse.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 02:34PM |
Registered: 12 years ago Posts: 44 |
Quote
A2
Glass-transition temp:
Range: 45°C to 120°C, (113ºF to 248ºF).
Average: 59.6°C, (139ºF).
Wikipedia: 30°C, (221ºF).
Not sure what you mean to say here, but Wikipedia suggests 60C for Tg, which is about 140F. 30C is about 86F, not 221F. 221F = 105C.
So I'm confused.
FWIW, my E3D jammed when I tried PLA the first time. I assumed it was due to leftover nylon in the chamber reacting poorly or a too-high temperature on my first clean-out. Whatever it was, the thing was jammed bad. I had to disassemble it and clean it out. After that it ran PLA ok for a while (50cm?) and then jammed again. When I went to clean it out, the PLA broke in my feeder tube and I decided I'd had enough of that crap. Went back to nylon.
Happy so far, but was looking forward to trying out some hot-pink PLA parts.
Phil
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 02:44PM |
Registered: 10 years ago Posts: 1,381 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 12, 2014 02:49PM |
Registered: 10 years ago Posts: 553 |
I have found when I am using PLA I need to have my filament tension set lower than usual. Not sure if it is a freak kinda thing or what.
greghoge.com
HUGE 3D PRINTER PARTS SALE!!!
greghoge.com
HUGE 3D PRINTER PARTS SALE!!!
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 01:10AM |
Registered: 10 years ago Posts: 10 |
me again,
after a full clean i thought it may be that the heat transfer from heating block to the nozzle maybe bad, because it screws in very loose until pressed against the heatbreak. so i added some thermal grease to the winding. after reinstalling it printed well for about 40 mins @210° and jammed again :/
i dont really see if the temporary fix was cleaning the hotend or the nozzle thing, but filament touching the nozzle from outside melts almost instantly so this couldnt be the problem anymore. will do some more testing today, maybe its heat creeping up the heatbreak, when it jams its not theres no nozzle clog but the force needed to push filament throu rises so high that my extruder starts rotating backwards after some steps (increasing motor current didnt solve it)
after a full clean i thought it may be that the heat transfer from heating block to the nozzle maybe bad, because it screws in very loose until pressed against the heatbreak. so i added some thermal grease to the winding. after reinstalling it printed well for about 40 mins @210° and jammed again :/
i dont really see if the temporary fix was cleaning the hotend or the nozzle thing, but filament touching the nozzle from outside melts almost instantly so this couldnt be the problem anymore. will do some more testing today, maybe its heat creeping up the heatbreak, when it jams its not theres no nozzle clog but the force needed to push filament throu rises so high that my extruder starts rotating backwards after some steps (increasing motor current didnt solve it)
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 02:04AM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
eagreen
me again,
after a full clean i thought it may be that the heat transfer from heating block to the nozzle maybe bad, because it screws in very loose until pressed against the heatbreak. so i added some thermal grease to the winding. after reinstalling it printed well for about 40 mins @210° and jammed again :/
i dont really see if the temporary fix was cleaning the hotend or the nozzle thing, but filament touching the nozzle from outside melts almost instantly so this couldnt be the problem anymore. will do some more testing today, maybe its heat creeping up the heatbreak, when it jams its not theres no nozzle clog but the force needed to push filament throu rises so high that my extruder starts rotating backwards after some steps (increasing motor current didnt solve it)
what you've described is something very typical of the heat travelling up the filament, what happens is that the "transition stage plug" (as i now like to call it) grows into the thermal break and the friction very quickly piles on from there, the only real solution is to run the print speed and layer height in such a way that the speed at which the filament flows is faster than the growing rate of the transition zone,
there is another way to do it which involves retracting the filament up very quick by 15mm pausing and the putting it back down on every layer change, what will happen is that you "reset" the transition zone, however this carries the risk of stripping the filament unless you have decent hobb
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 05:55AM |
Registered: 10 years ago Posts: 10 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 07:27AM |
Admin Registered: 17 years ago Posts: 7,879 |
The problem is there is not a good thermal connection between the filament and the walls until it has softened and expanded, so heat can conduct up the filament. This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 08:13AM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
nophead
The problem is there is not a good thermal connection between the filament and the walls until it has softened and expanded, so heat can conduct up the filament. This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
I've got some taper reams on the way for doing just that

-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 09:48AM |
Registered: 10 years ago Posts: 553 |
Quote
gmh39
I have found when I am using PLA I need to have my filament tension set lower than usual. Not sure if it is a freak kinda thing or what.
So I guess I jinx'd my self on this one... Im not having major jamming problems with the same black PLA. It can get it to extrude perfectly fine manually in Repetier. When I run a print it will print the first 10-20 layers perfectly, then it will jam.
To clear it I am retracting the filament, trimming it, shoving a rod down the extruder to clear it out, then extruding the filament.
Hotend: 200
Bed: 50
Speed: Ive tried everything from 40-60
Retract: 0.4-1.5mm
I am using it on a Printrbot JR is that makes a difference.
I was able to get a print 2 days ago. That was after I loosened the tension on my filament quite a bit. Bit after that print it went right back to messing up.
Any help would be greatly appreciated.
greghoge.com
HUGE 3D PRINTER PARTS SALE!!!
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 04:35PM |
Registered: 10 years ago Posts: 10 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 13, 2014 11:37PM |
Registered: 10 years ago Posts: 17 |
Hi nophead,
Quote "This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
"
Can you please explain / demonstrate what you mean by this, not sure where to put the taper or in which direction.
Thanks - bruce
Quote "This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
"
Can you please explain / demonstrate what you mean by this, not sure where to put the taper or in which direction.
Thanks - bruce
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 14, 2014 12:16AM |
Admin Registered: 11 years ago Posts: 1,063 |
here's one of nopheads posts on the topic, here
Edited 1 time(s). Last edit at 02/14/2014 12:19AM by thejollygrimreaper.
Edited 1 time(s). Last edit at 02/14/2014 12:19AM by thejollygrimreaper.
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 14, 2014 01:01AM |
Registered: 14 years ago Posts: 142 |
Quote
thejollygrimreaper
Quote
bruce356
Hi nophead,
Quote
nophead
This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
Can you please explain / demonstrate what you mean by this, not sure where to put the taper or in which direction.
Thanks - bruce
here's one of nopheads posts on the topic, here
Reading the whole of the Hydraraptor blog is a worthwhile exercise to understand a lot of the research etc that went into getting us to where we are today. The only thing I find frustrating is that there isn't an easy way to get see updates to the comments as there is a lot of valuable information in the comments as well.
----------------------------------------------------------------------------------------------------
[blogger.kritzinger.net]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 14, 2014 01:37AM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
CraigRK
Quote
thejollygrimreaper
Quote
bruce356
Hi nophead,
Quote
nophead
This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
Can you please explain / demonstrate what you mean by this, not sure where to put the taper or in which direction.
Thanks - bruce
here's one of nopheads posts on the topic, here
Reading the whole of the Hydraraptor blog is a worthwhile exercise to understand a lot of the research etc that went into getting us to where we are today. The only thing I find frustrating is that there isn't an easy way to get see updates to the comments as there is a lot of valuable information in the comments as well.
i've spent many many hours reading that blog
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 14, 2014 03:17AM |
Registered: 10 years ago Posts: 17 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 14, 2014 01:46PM |
Registered: 11 years ago Posts: 46 |
Thing is, I have been using hot ends that completely ignore all this research. its just a heated brass tube leading into a nozzle. there is no real attention paid to ideal diameter and flow spaces. they work pretty well. however I agree that these more advanced ideas would make for a much better hot end. i believe i have experienced extrusion issues related to the lack of the tapered melt section (for example with PETT). perhaps E3D will offer a V6 heat break with a taper in the right place?
[www.printrbottalk.com] Printrbot Forum and Wiki
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 15, 2014 04:24AM |
Registered: 14 years ago Posts: 142 |
Quote
thejollygrimreaper
Quote
CraigRK
Quote
thejollygrimreaper
Quote
bruce356
Hi nophead,
Quote
nophead
This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
Can you please explain / demonstrate what you mean by this, not sure where to put the taper or in which direction.
Thanks - bruce
here's one of nopheads posts on the topic, here
Reading the whole of the Hydraraptor blog is a worthwhile exercise to understand a lot of the research etc that went into getting us to where we are today. The only thing I find frustrating is that there isn't an easy way to get see updates to the comments as there is a lot of valuable information in the comments as well.
i've spent many many hours reading that blog
Ditto: To be clear, I was aiming the comment at Bruce356
----------------------------------------------------------------------------------------------------
[blogger.kritzinger.net]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 15, 2014 10:45AM |
Registered: 10 years ago Posts: 44 |
I bought an E3D hot end a few weeks ago.. I have to say I'm not impressed. The slot mount in the heat sink did not fit my Bull Dog Lite Extruder (too loose)... I ended up having to turn a new heat sink on the lathe to fit. I could not come up with a temperature (I assembled the thermistor exactly as instructed in the assembly guide, packed the thermistor in with foil... Crimped the barrels with a proper crimper etc...) that extruded PLA worth anything, it always looked like turds... ABS was a similar experience, I just could not get a proper extrude at any temp. I switched back to my MBE-9 Hotend and my turned heat sink and, Tried to try the all metal barrel in my MBE-9 Hot end but it bent when trying to remove it from the heater block. I'll try drilling out my own barrel and order a 1.8mm reamer to finish the barrel interior nicely. My goal was to move to an all metal hot end to try my hand at Nylon printing.
I didn't even take my time and reading this thread for others experience... just thought I'd share my own experience with it. Not happy with it... and I'm pretty sure it's not worth my time to go through Filastruder and have them work with e3d in th UK to work it out.
Nate
(I've been a bit of a lurker here... this is my first post and first time I've been disappointed with a 3D printer part I've purchased.)
I didn't even take my time and reading this thread for others experience... just thought I'd share my own experience with it. Not happy with it... and I'm pretty sure it's not worth my time to go through Filastruder and have them work with e3d in th UK to work it out.
Nate
(I've been a bit of a lurker here... this is my first post and first time I've been disappointed with a 3D printer part I've purchased.)
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 15, 2014 11:02AM |
Registered: 14 years ago Posts: 142 |
I have no relationship to E3D, other than having bought a hotend from them (I do supply pellets for Filastruders, but again, I have no direct association with Filastruder). I haven't used it yet, so can' comment, good or bad, however, I have two issues with your post:
You would also know (if you have been following the Filastruder forums) that Tim Elmore treats his Filastruder customers exactly the same way.
So instead of simply blowing off in public, why don't you drop them an email (which you should have done at the first sign of trouble) and see what they do about. From everything I have observed on the forums they will not ignore you.
----------------------------------------------------------------------------------------------------
[blogger.kritzinger.net]
It would help the community if you posted about your good experiences as well, not only the bad. This is human nature, to only complain when things go wrong, and not commend when things go well.Quote
3DogNate
this is my first post and first time I've been disappointed with a 3D printer part I've purchased.
Well, maybe you should take your time to read through other experiences. Then you will know that when there were issues, especially if caused by the hardware, that Sanjay has tended to resolve these things really quickly.Quote
3DogNate
I didn't even take my time and reading this thread for others experience... just thought I'd share my own experience with it. Not happy with it... and I'm pretty sure it's not worth my time to go through Filastruder and have them work with e3d in th UK to work it out.
You would also know (if you have been following the Filastruder forums) that Tim Elmore treats his Filastruder customers exactly the same way.
So instead of simply blowing off in public, why don't you drop them an email (which you should have done at the first sign of trouble) and see what they do about. From everything I have observed on the forums they will not ignore you.
----------------------------------------------------------------------------------------------------
[blogger.kritzinger.net]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 15, 2014 11:19AM |
Registered: 10 years ago Posts: 44 |
Quote
CraigRK
I have no relationship to E3D, other than having bought a hotend from them (I do supply pellets for Filastruders, but again, I have no direct association with Filastruder). I haven't used it yet, so can' comment, good or bad, however, I have two issues with your post:
It would help the community if you posted about your good experiences as well, not only the bad. This is human nature, to only complain when things go wrong, and not commend when things go well.Quote
3DogNate
this is my first post and first time I've been disappointed with a 3D printer part I've purchased.
Well, maybe you should take your time to read through other experiences. Then you will know that when there were issues, especially if caused by the hardware, that Sanjay has tended to resolve these things really quickly.Quote
3DogNate
I didn't even take my time and reading this thread for others experience... just thought I'd share my own experience with it. Not happy with it... and I'm pretty sure it's not worth my time to go through Filastruder and have them work with e3d in th UK to work it out.
You would also know (if you have been following the Filastruder forums) that Tim Elmore treats his Filastruder customers exactly the same way.
So instead of simply blowing off in public, why don't you drop them an email (which you should have done at the first sign of trouble) and see what they do about. From everything I have observed on the forums they will not ignore you.
If you knew me from other forums, (CNC, Guitars, Luthierie, Motorcycle customizing etc...) you'd know that I am very helpful, sing praise where it's due... (probably come down a little harsh when I'm unimpressed) I do regret that my first post at RepRap.org forums is a negative one... sets a bad tone. I know... I love my Bulldog Extruder... and will be chiming in on it's thread shortly for praise.
I had to turn the very top heat sink fin down a bit on the lathe to get it to fit into my extruder mount, and tapped the top of it M5 to try it in a Bowden configuration, which did not change my results. I can't return it for the reason that i modified it. Which is why I'm not eager to send it back for refund/exchange... and I'm okay with eating the cost of it, as while it's not a cheap hot end, it's still not a lot of money. If Filastruder or E3D want to PM me for resolution despite me having modified the heat sink I'll be happy to work it out and will be happy to return and eat crow and sing praises if I have a properly functioning hot end. (the original fan mount fit loosely and broke very easily also... I had to print a replacement with my old hot end before I could even mount the extruder.)
Edited 1 time(s). Last edit at 02/15/2014 11:22AM by 3DogNate.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 15, 2014 01:46PM |
Registered: 11 years ago Posts: 46 |
Just an update. I've used PLA, ABS, HIPS, polycarbonate, Laywo3d, Taulman 618, 645 and PETT using the E3B (3mm) and its been working amazingly great! I keep expecting problems but the thing just keeps on printing. Out of laziness I keep the 0.6mm on and print from 200um to 500um layers and its been great. I will experiment with the smaller nozzles another time. I had to give up my material cooling fan for the heatsink fan as they interfered with each other. I also increased the size of the fan to 50mm just because I wanted more cooling (wanted the heatsink below 50C which I could not get with the stock fan). I also hot glued in another material cooling fan and had to insulate the heat block from it with ceramic fibre sheet. it all works great and is well worth the money. I stocked up on nozzles too as they are quite thin and can be damaged. I dont use as much 1.75 as I do 3mm but both seems to work the same from a performance perspective.
[www.printrbottalk.com] Printrbot Forum and Wiki
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 12:51AM |
Registered: 10 years ago Posts: 1,381 |
Quote
thejollygrimreaper
Quote
nophead
The problem is there is not a good thermal connection between the filament and the walls until it has softened and expanded, so heat can conduct up the filament.
This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
I've got some taper reams on the way for doing just that
@thejollygrimreaper:
Selecting a tapered reamer for the bore of the hot end barrel.
Of the commonly used filaments used for 3d printing, Nylon can have the greatest shrink rate.
The shrink rate for Nylon can range from .007” to .025” in/in.
If you were to machine a taper into the barrel of the hot end for a depth of 1.00”, what angle would you choose?
I'll make the assumption that shrink rate is equivalent to the expansion rate when Nylon is heated to its extrusion temperature.
Filament diameter 1.75mm = 0.069”.
Dia 0.069” * 0.025% shrink rate = ~0.002” total expansion of the filament diameter.
0.002/2 = 0.001” expansion per side.
Tan = .001”/1.00”= 1.745 degrees per side.
Or 3.49 degrees included.
What is incorrect with this logic is that I'm choosing the length over which the expansion is taking place, 1.00”.
A lower temperature reduces the rate of expansion.
The temperature is reduced as you move away from the nozzle, and up the barrel toward the cold end.
The length of the taper is dictated by the length of the temperature gradient, not by me arbitrary choosing a length of 1.00”.
Therefore for each unique style of hot end there will be a different taper inside the barrel due to the hot ends ability to shed its heat.
Knowing the drop off temperature along the barrel length, and the materials rate of expansion at different temperatures,
is fundamental to determining what tapered reamer to use, and for how deep it should be.
If you have an oven that can maintain a set temperature accurately, you can deduce the amount of expansion your self.
The other commonly used filament shrink rates are much less than Nylon, and would necessitate a shallower angle than what is required for Nylon.
So for a universal hot end I would be testing materials that have the higher rate of expansion.
Have I made any errors in my logic or math?
You might get away with trial and error, it would be a subjective conclusion, and there is nothing wrong with that.
Maybe that is all that is required, old fashioned "make and break engineering", which I'm an advocate of for some types of product development work.
Indicators that you have made an improvement could be: reduced extrusion force, higher flow rate, less clogging, less extrudate swell, any thing else?
What tapered reamers have you selected to test, for what length will you apply the taper, and how will you gauge your hot end performance?
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 02:50AM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
A2
Quote
thejollygrimreaper
Quote
nophead
The problem is there is not a good thermal connection between the filament and the walls until it has softened and expanded, so heat can conduct up the filament.
This is why I maintain there needs to be a mould relief taper in all metal hot ends and no seams in the cold part for the filament to jam on.
I've got some taper reams on the way for doing just that
@thejollygrimreaper:
Selecting a tapered reamer for the bore of the hot end barrel.
Of the commonly used filaments used for 3d printing, Nylon can have the greatest shrink rate.
The shrink rate for Nylon can range from .007” to .025” in/in.
If you were to machine a taper into the barrel of the hot end for a depth of 1.00”, what angle would you choose?
I'll make the assumption that shrink rate is equivalent to the expansion rate when Nylon is heated to its extrusion temperature.
Filament diameter 1.75mm = 0.069”.
Dia 0.069” * 0.025% shrink rate = ~0.002” total expansion of the filament diameter.
0.002/2 = 0.001” expansion per side.
Tan = .001”/1.00”= 1.745 degrees per side.
Or 3.49 degrees included.
What is incorrect with this logic is that I'm choosing the length over which the expansion is taking place, 1.00”.
A lower temperature reduces the rate of expansion.
The temperature is reduced as you move away from the nozzle, and up the barrel toward the cold end.
The length of the taper is dictated by the length of the temperature gradient, not by me arbitrary choosing a length of 1.00”.
Therefore for each unique style of hot end there will be a different taper inside the barrel due to the hot ends ability to shed its heat.
Knowing the drop off temperature along the barrel length, and the materials rate of expansion at different temperatures,
is fundamental to determining what tapered reamer to use, and for how deep it should be.
If you have an oven that can maintain a set temperature accurately, you can deduce the amount of expansion your self.
The other commonly used filament shrink rates are much less than Nylon, and would necessitate a shallower angle than what is required for Nylon.
So for a universal hot end I would be testing materials that have the higher rate of expansion.
Have I made any errors in my logic or math?
You might get away with trial and error, it would be a subjective conclusion, and there is nothing wrong with that.
Maybe that is all that is required, old fashioned "make and break engineering", which I'm an advocate of for some types of product development work.
Indicators that you have made an improvement could be: reduced extrusion force, higher flow rate, less clogging, less extrudate swell, any thing else?
What tapered reamers have you selected to test, for what length will you apply the taper, and how will you gauge your hot end performance?
shrinkage doesn't come into play until after the plastic has left the nozzle
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 04:10AM |
Registered: 10 years ago Posts: 1,381 |
@thejollygrimreaper:
I'm seeing two events occurring, one the material is expanding near the hot end, and two when the plastic migrates up the barrel as the filament is advanced it passes through the thermal break, and cools. The "transition stage plug" cools in the thermal break but not to it's original diameter, it's larger, and the increased diameter binds against the wall of the barrel. So you employ a taper in the barrel that is tailored to the varied temperature zones along the barrel relative to the rate of expansion, which I'm assuming is the same as the shrink rate, this should reduce friction and clogging.
By measuring the temperature along the length of the barrel, and calculating the increased diameter due to the relative temperature along the length of the barrel you can deduce a taper that will help reduce the friction which causes jamming.
Equating the expansion rate to the shrink rate might not be perfect, but I don't know what else you could readily use to help you determine a likely tapered reamer.
Quote
thejollygrimreaper
what happens is that the "transition stage plug" (as i now like to call it) grows into the thermal break and the friction very quickly piles on from there
I'm seeing two events occurring, one the material is expanding near the hot end, and two when the plastic migrates up the barrel as the filament is advanced it passes through the thermal break, and cools. The "transition stage plug" cools in the thermal break but not to it's original diameter, it's larger, and the increased diameter binds against the wall of the barrel. So you employ a taper in the barrel that is tailored to the varied temperature zones along the barrel relative to the rate of expansion, which I'm assuming is the same as the shrink rate, this should reduce friction and clogging.
By measuring the temperature along the length of the barrel, and calculating the increased diameter due to the relative temperature along the length of the barrel you can deduce a taper that will help reduce the friction which causes jamming.
Equating the expansion rate to the shrink rate might not be perfect, but I don't know what else you could readily use to help you determine a likely tapered reamer.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 05:08AM |
Admin Registered: 17 years ago Posts: 7,879 |
It's nothing to do with thermal expansion. When PLA is heated above its glass transition at ~55C it become like rubber. Any forward pressure makes it spread outwards until it meets the walls. Because it is like rubber it has a very high coefficient of friction with metal as it tries to slide along it. This increases the force needed to move it, which in turn increases the outward pressure, i.e. positive feedback.
There is a critical value for the friction below which it will slide, above which it will jam solid no matter how much force is applied. It can always be pulled back because stretching it makes its diameter reduce, so it comes away from the walls and has zero friction.
Adding a taper means forward motion makes the walls come away from it preventing friction. I am not sure how to calculate an optimal value. If it was solid there would be no friction at all but with it being rubber with an outwards pressure it may still be able to have some friction against something sloping away from it. I just used a standard tapered hand reamer.
[www.hydraraptor.blogspot.com]
There is a critical value for the friction below which it will slide, above which it will jam solid no matter how much force is applied. It can always be pulled back because stretching it makes its diameter reduce, so it comes away from the walls and has zero friction.
Adding a taper means forward motion makes the walls come away from it preventing friction. I am not sure how to calculate an optimal value. If it was solid there would be no friction at all but with it being rubber with an outwards pressure it may still be able to have some friction against something sloping away from it. I just used a standard tapered hand reamer.
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 06:31AM |
Registered: 10 years ago Posts: 1,381 |
@nophead:
I think that the taper has the potential to be more efficient at getting heat into the filament, reduce the length of the plug, and control the location of the plug.
Getting heat into the filament quickly within the temperature controlled zone should reduce the glass transition length, thus reducing the friction, this is how I think it could work:
With the proper taper calculated to accommodate the thermal expansion for a given temperature for a given location you input more heat into the filament.
This taper begins at the base of the thermal break.
Where the filament diameter is smaller above the plug, i.e. the glass transition zone, and within, and above the thermal break zone, the plug friction/grip on the side wall of the barrel is minimized.
I think that the taper within the temperature controlled zone could preheat the filament more efficiently than a straight wall barrel.
I have another idea to add to the discussion that I think helps with the above argument, machine two opposing tapers that meet below the thermal break. With sufficient clearance within the thermal break, and a close fitting diameter at the top of the hot melt zone might aid at keeping the plug, i.e. the glass transition zone within the temperature controlled part of the hot end, and further reduce the plug length, and friction.
The opposing tapers reduces the length of the plug as you are able to get more heat into the filament, that is below the thermal break. The opposing tapers could also help reduce the back flow up the barrel, as the plug will be mapped to the taper based on it's thermal expansion, and the filament diameter will be close to size as the diameter of where the two tapers meet.
Maybe it could be simplified, possibly all that is required is a taper beginning at the bottom of the thermal break within the cold zone.
These are just my ideas of how today I see it possibly working, as noted in this post I've added to my early vision of the system, and I hope to eventually lean where reality lies.
Edited 1 time(s). Last edit at 02/16/2014 06:32AM by A2.
Quote
nophead
Any forward pressure makes it spread outwards until it meets the walls.

I think that the taper has the potential to be more efficient at getting heat into the filament, reduce the length of the plug, and control the location of the plug.
Getting heat into the filament quickly within the temperature controlled zone should reduce the glass transition length, thus reducing the friction, this is how I think it could work:
With the proper taper calculated to accommodate the thermal expansion for a given temperature for a given location you input more heat into the filament.
This taper begins at the base of the thermal break.
Where the filament diameter is smaller above the plug, i.e. the glass transition zone, and within, and above the thermal break zone, the plug friction/grip on the side wall of the barrel is minimized.
I think that the taper within the temperature controlled zone could preheat the filament more efficiently than a straight wall barrel.
I have another idea to add to the discussion that I think helps with the above argument, machine two opposing tapers that meet below the thermal break. With sufficient clearance within the thermal break, and a close fitting diameter at the top of the hot melt zone might aid at keeping the plug, i.e. the glass transition zone within the temperature controlled part of the hot end, and further reduce the plug length, and friction.
The opposing tapers reduces the length of the plug as you are able to get more heat into the filament, that is below the thermal break. The opposing tapers could also help reduce the back flow up the barrel, as the plug will be mapped to the taper based on it's thermal expansion, and the filament diameter will be close to size as the diameter of where the two tapers meet.
Maybe it could be simplified, possibly all that is required is a taper beginning at the bottom of the thermal break within the cold zone.
These are just my ideas of how today I see it possibly working, as noted in this post I've added to my early vision of the system, and I hope to eventually lean where reality lies.
Edited 1 time(s). Last edit at 02/16/2014 06:32AM by A2.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 16, 2014 07:33AM |
Admin Registered: 17 years ago Posts: 7,879 |
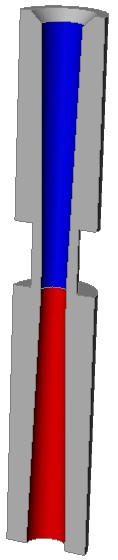
You have the taper in the blue section the wrong way round and the one in the red section will have little effect because the plastic is a liquid at that point.
If you consider that above the thermal break is at heatsink temperature and below is at heater block temperature you have a gradient from say 30C to 180C in the thin section. That means stationary plastic will be solid until 55C which is 1/6 the way down the thin section, then it will be rubbery until about 130C, which will be 2/3 the way down, where it will become a very viscous liquid. So the plug will be about half the length of the thin section and that is where it needs an expanding taper, not a contracting one.
In practice it seems the heat spreads upwards in the plastic due to conduction so the plug actually starts higher. If you consider the thermal break on the E3D is only about 2mm, that is less that the filament diameter so heat is bound to spread upwards in the middle of a short fat cylinder that is heated at the bottom but only cooled at the edges.
I still don't see how thermal expansion is relevant. It is minute compared to mechanical expansion due to being like compressed rubber and as soon as it past Tg the dimensions are not determined by thermal expansion at all, just the volume. So below Tg the solid plastic will expand a little as it is heated from 20C to 55C but that is just the same as it contracts by when an object cools and is only about 0.5%, less than the tolerance of the filament.
Edited 1 time(s). Last edit at 02/16/2014 07:36AM by nophead.
[www.hydraraptor.blogspot.com]
If you consider that above the thermal break is at heatsink temperature and below is at heater block temperature you have a gradient from say 30C to 180C in the thin section. That means stationary plastic will be solid until 55C which is 1/6 the way down the thin section, then it will be rubbery until about 130C, which will be 2/3 the way down, where it will become a very viscous liquid. So the plug will be about half the length of the thin section and that is where it needs an expanding taper, not a contracting one.
In practice it seems the heat spreads upwards in the plastic due to conduction so the plug actually starts higher. If you consider the thermal break on the E3D is only about 2mm, that is less that the filament diameter so heat is bound to spread upwards in the middle of a short fat cylinder that is heated at the bottom but only cooled at the edges.
I still don't see how thermal expansion is relevant. It is minute compared to mechanical expansion due to being like compressed rubber and as soon as it past Tg the dimensions are not determined by thermal expansion at all, just the volume. So below Tg the solid plastic will expand a little as it is heated from 20C to 55C but that is just the same as it contracts by when an object cools and is only about 0.5%, less than the tolerance of the filament.
Edited 1 time(s). Last edit at 02/16/2014 07:36AM by nophead.
[www.hydraraptor.blogspot.com]




{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.