|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2016 06:15 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Hi 3Dbaz
Ich denke auch. Hab zwar den Heizblock schon mit Kapton und Aluklebeband abgeklebt aber es scheint immer noch zu Heiß zu sein. Hab jetzt die Mindestzeit pro Layer mal auf 15 sek. angehoben. Vorher waren es 8 sek.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Ich denke auch. Hab zwar den Heizblock schon mit Kapton und Aluklebeband abgeklebt aber es scheint immer noch zu Heiß zu sein. Hab jetzt die Mindestzeit pro Layer mal auf 15 sek. angehoben. Vorher waren es 8 sek.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2016 06:27 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 22 |
Hallo Leute,
nachdem ich nun seit ca. 1 Woche meine ersten Druckversuche durchhabe, möchte ich euch doch mal um Rat fragen.
Prinzipiell bin ich schon sehr zufrieden mit den Ergebnissen, aber ein paar Dinge stören doch noch.
Prinzipiell hat mein Toolson Prusa i3 "out of the box" gute Ergenisse erzielt, nachdem ich die Temperatur und Adhesion etc. mal raus hatte.
Weitere Veränderungen im Slic3r haben mich eigentlich nicht voran gebracht.
Gedruckt wird Extrudr PETG.
-Hotend E3D lite
-Smoothieboard
-24V PS
-Stepper 0.9° (1/16 Microstepping)
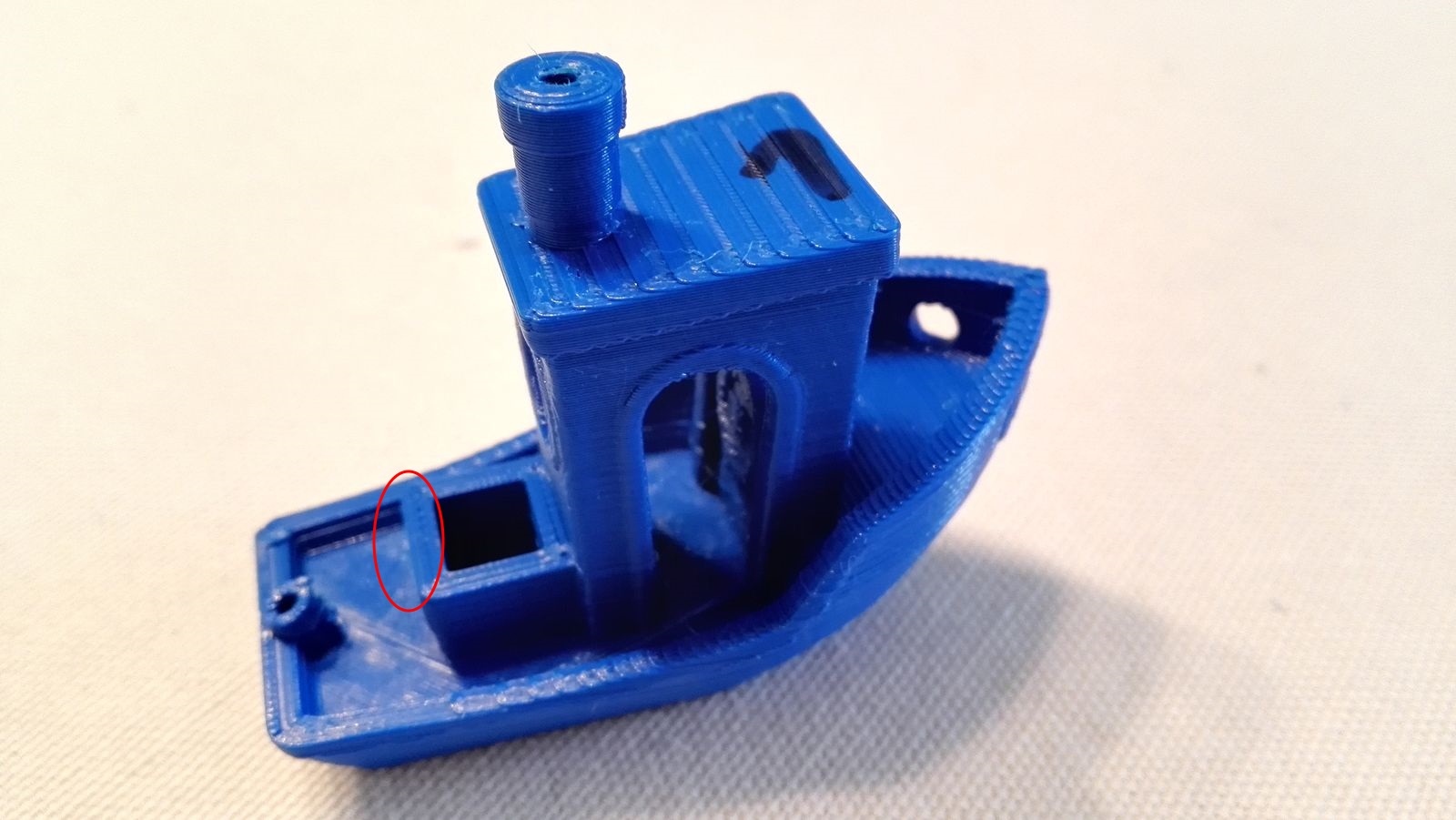
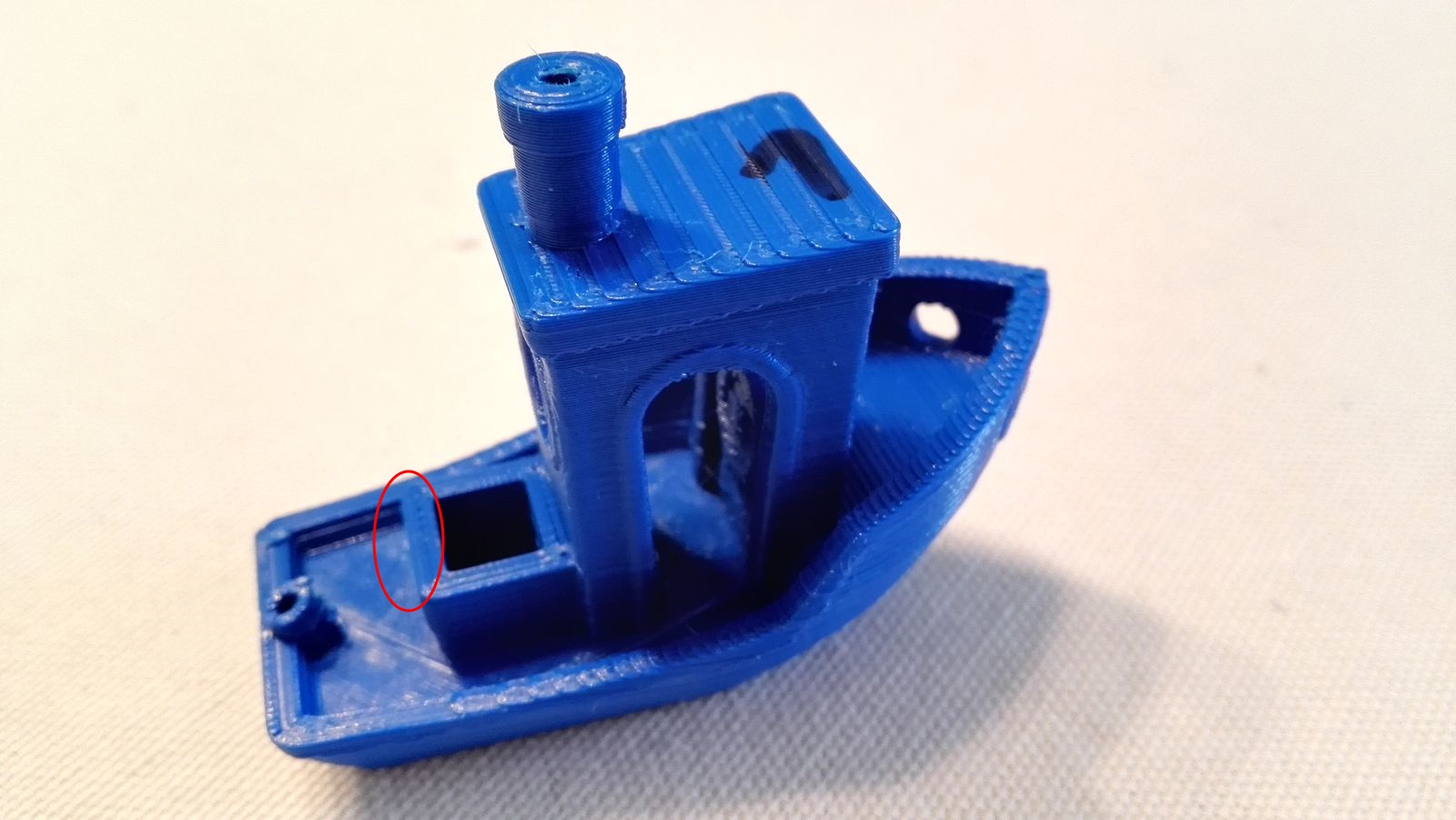
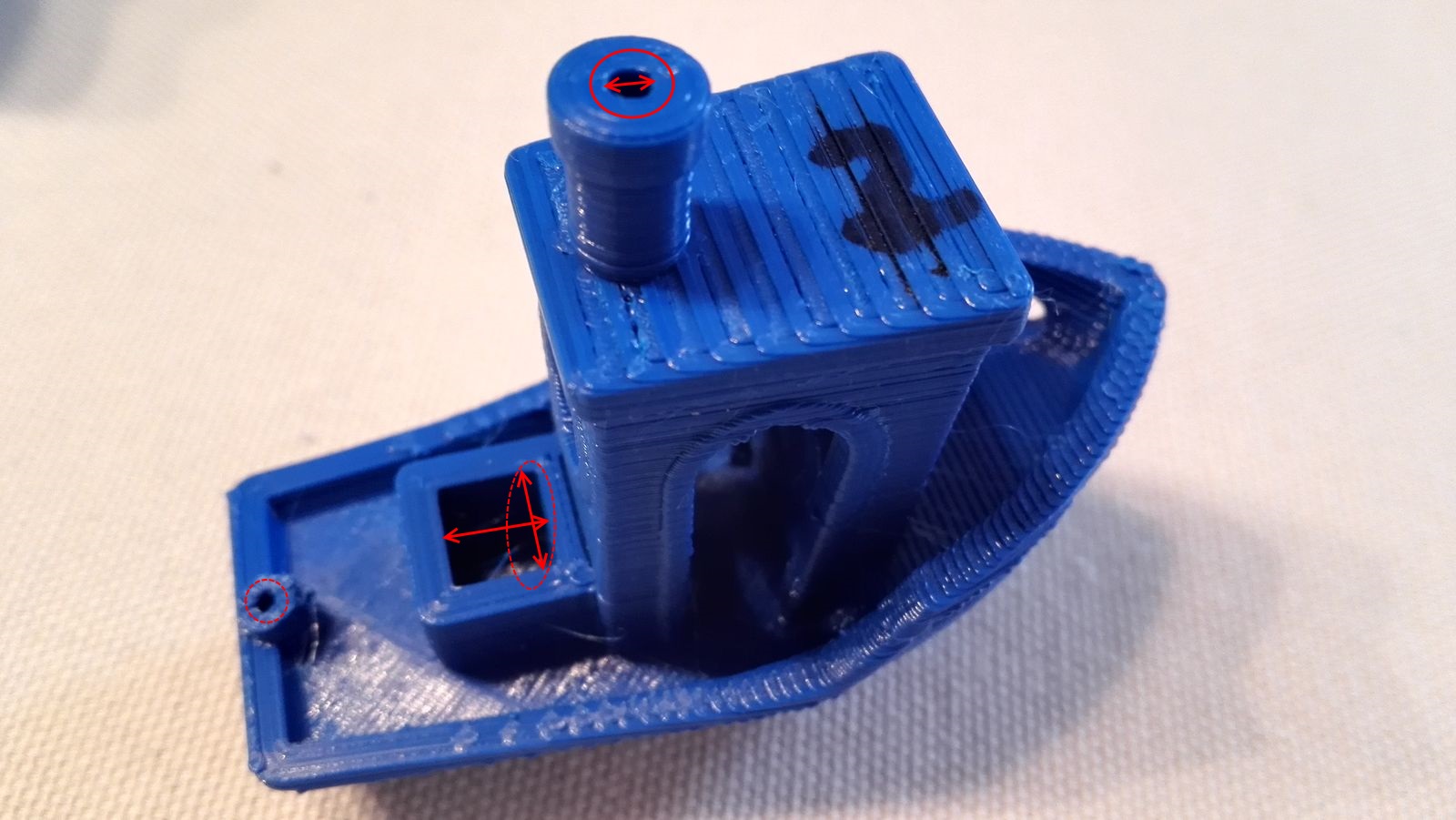
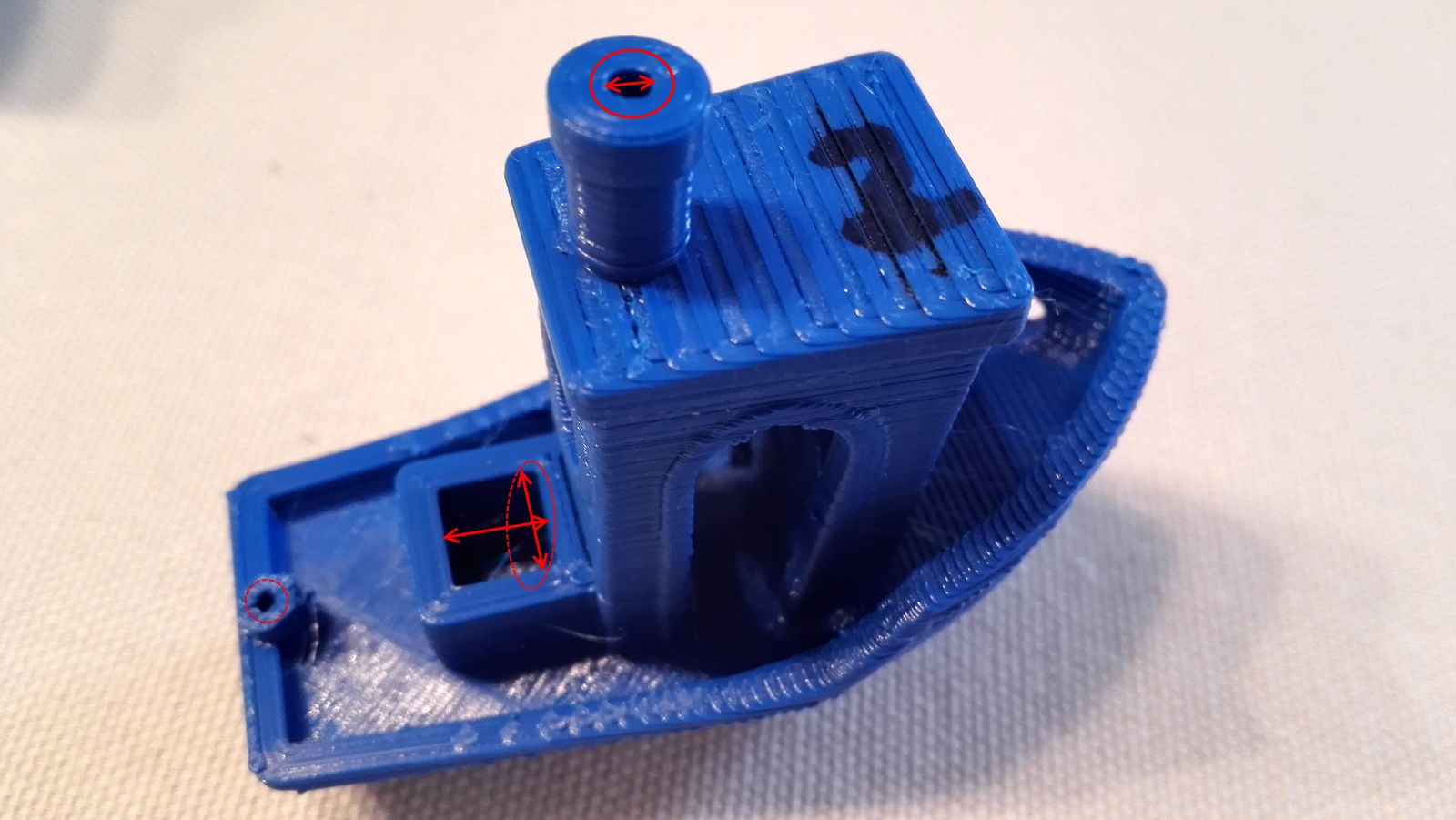
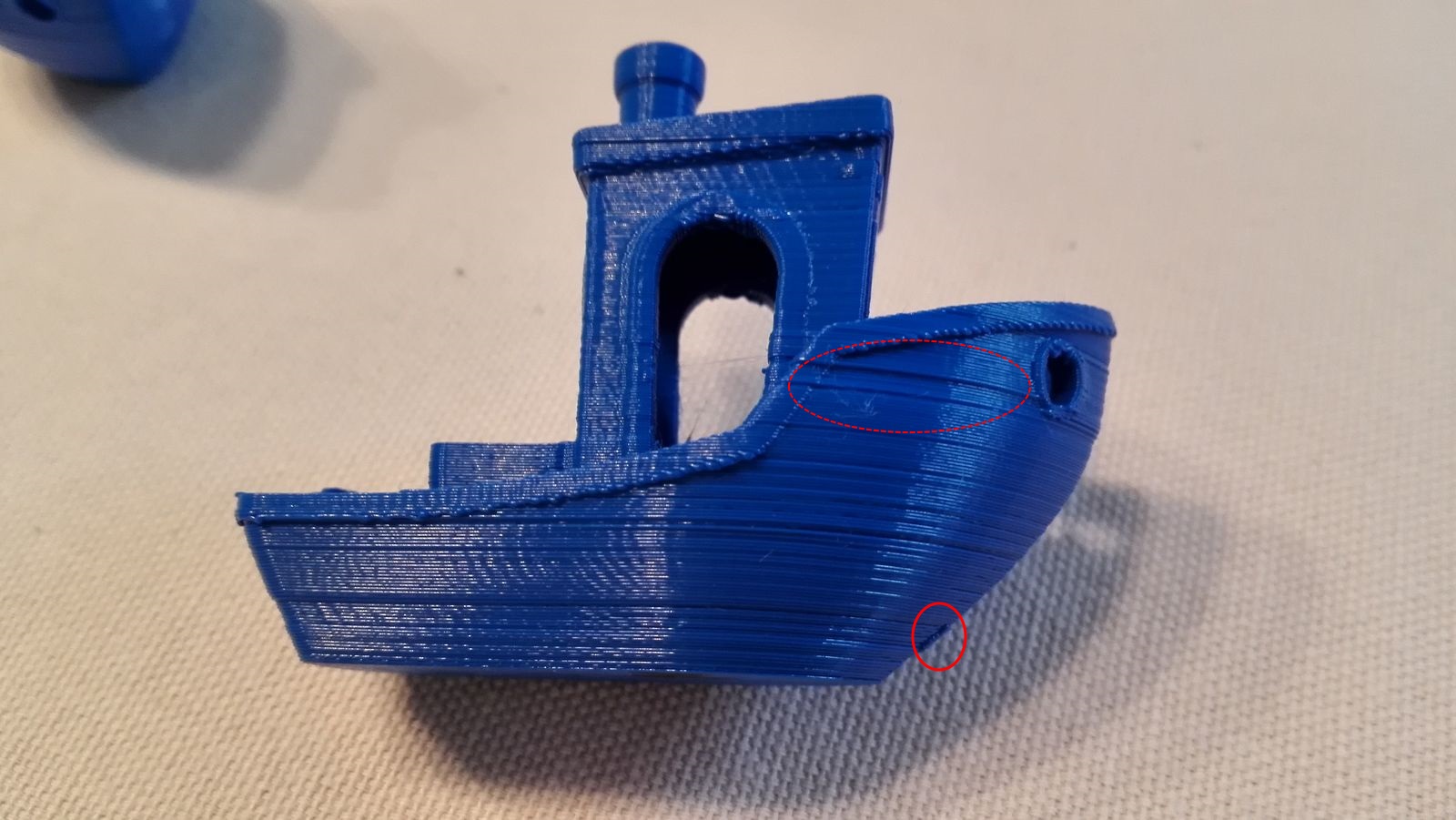
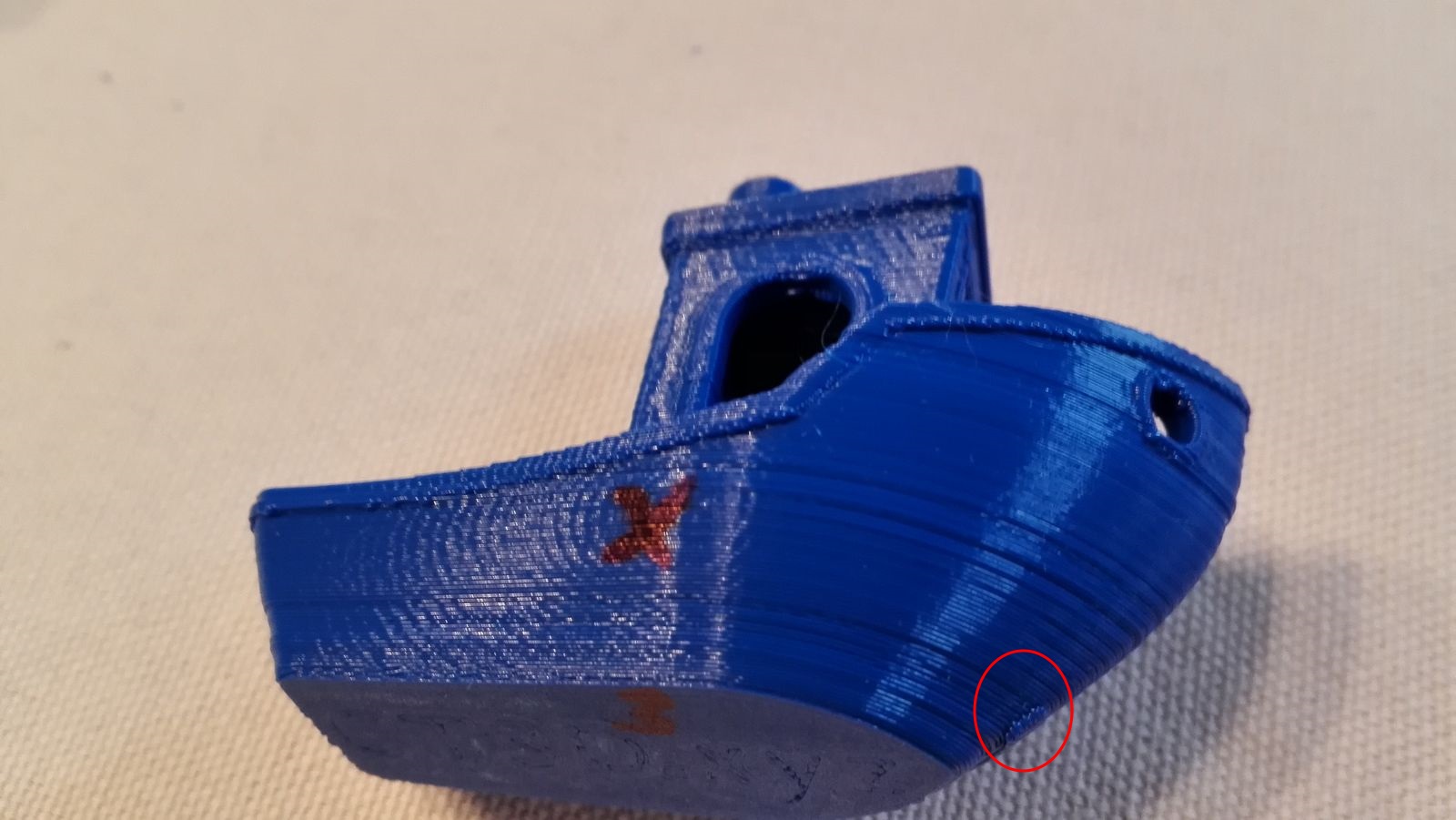
Die Bilder zeigen 3 verschiedene Boote.
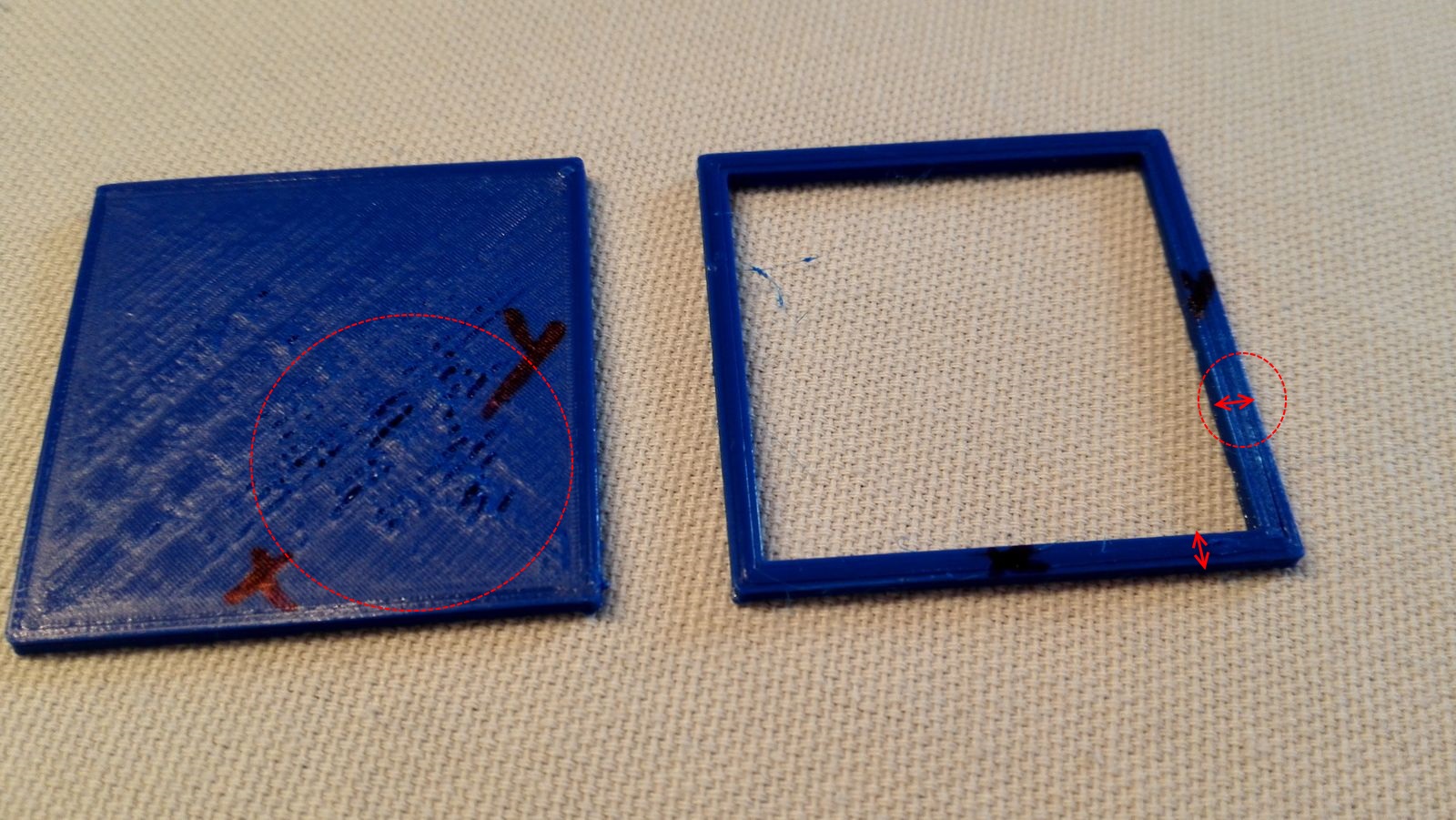
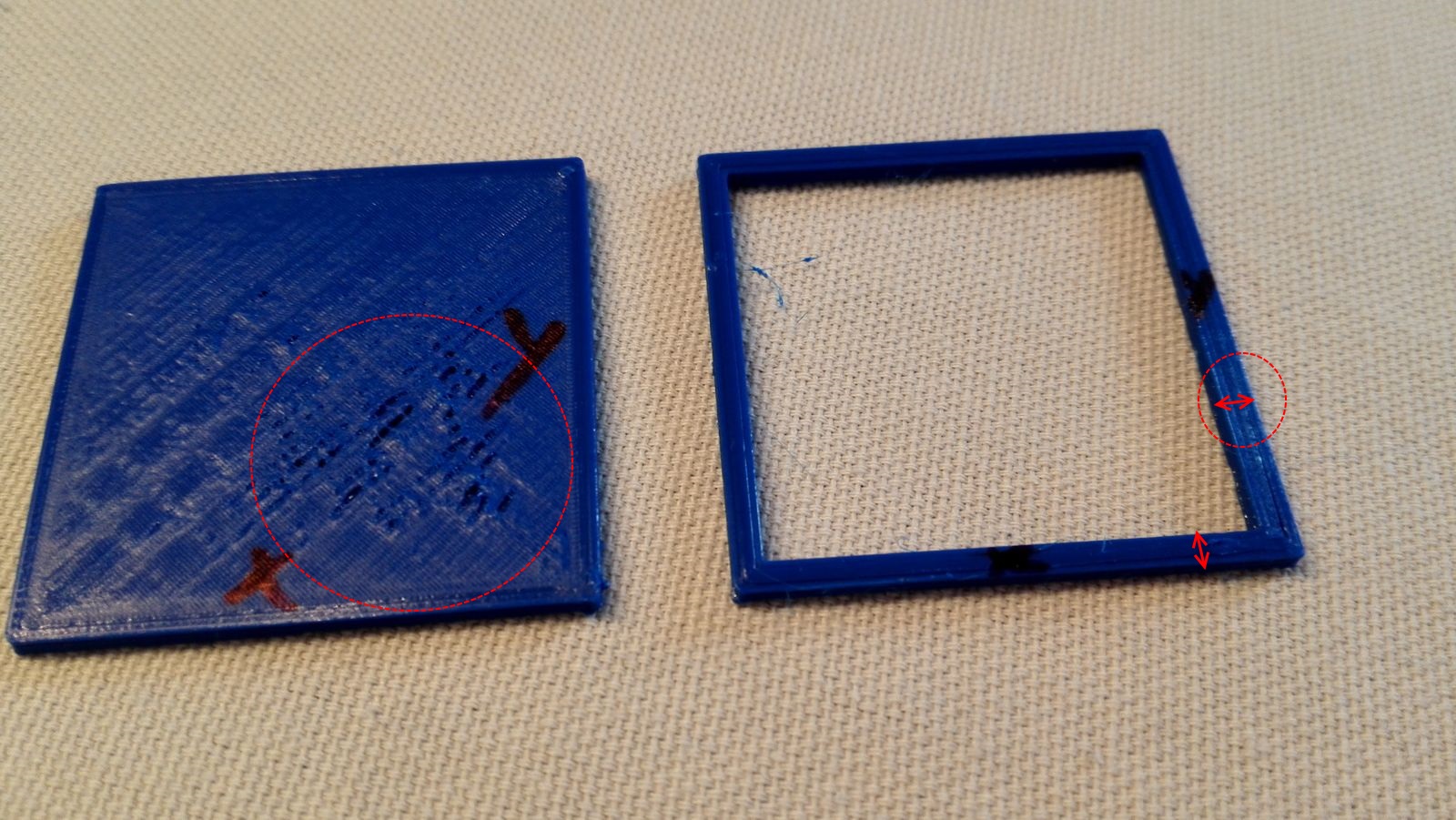
1) Ich hatte Anfangs immer Probleme das der Top-layer nicht dicht genug war. Habe mich jetzt auf einen multi von 1.005 eingependelt.
Gehe ich auf 1.02, fängt das Filament definitiv an außen an der Nozzle zu haften.
Trotzdem sieht man bei dem Quader, dass ab und zu Lücken entstehen.
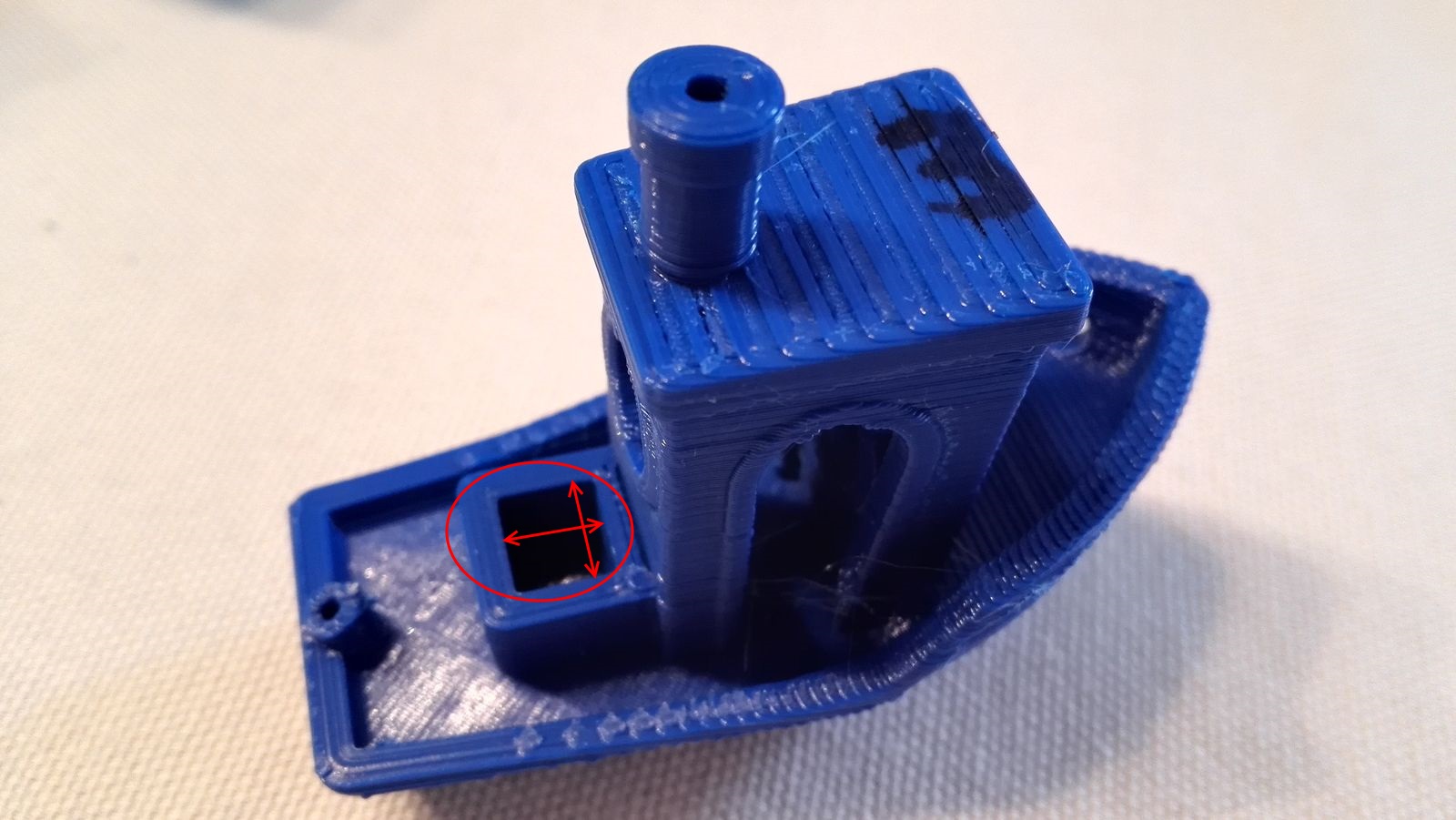
2) Die Maße sind eigentlich schon sehr genau, die 40mm Kantenlänge ergeben 40.2 in Y und 40.3 mm in X
Trotzdem sind meine Innenmaße immer deutlich zu klein und die Perimeter irgendwie zu dick.
-Siehe Schornstein innen nur 2mm anstatt 3mm
-Die Kiste am Boot: 7.5mm anstatt 9mm
-Die Dicke des Rahmens: 2,5mm anstatt 2mm
Drucke ich eine M5 U-Scheibe, muss ich das Loch erst aufbohren. Was ist da los?
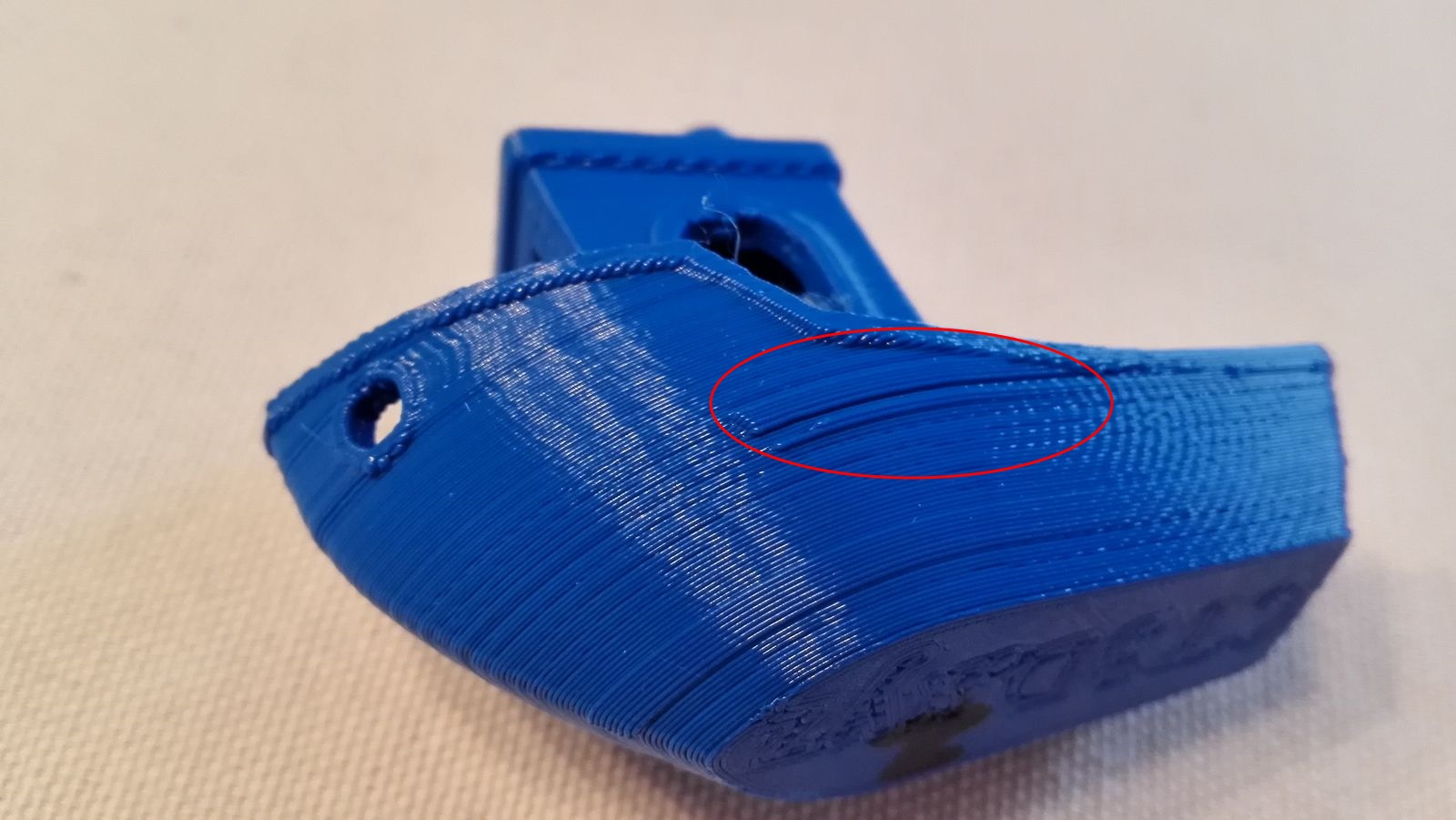
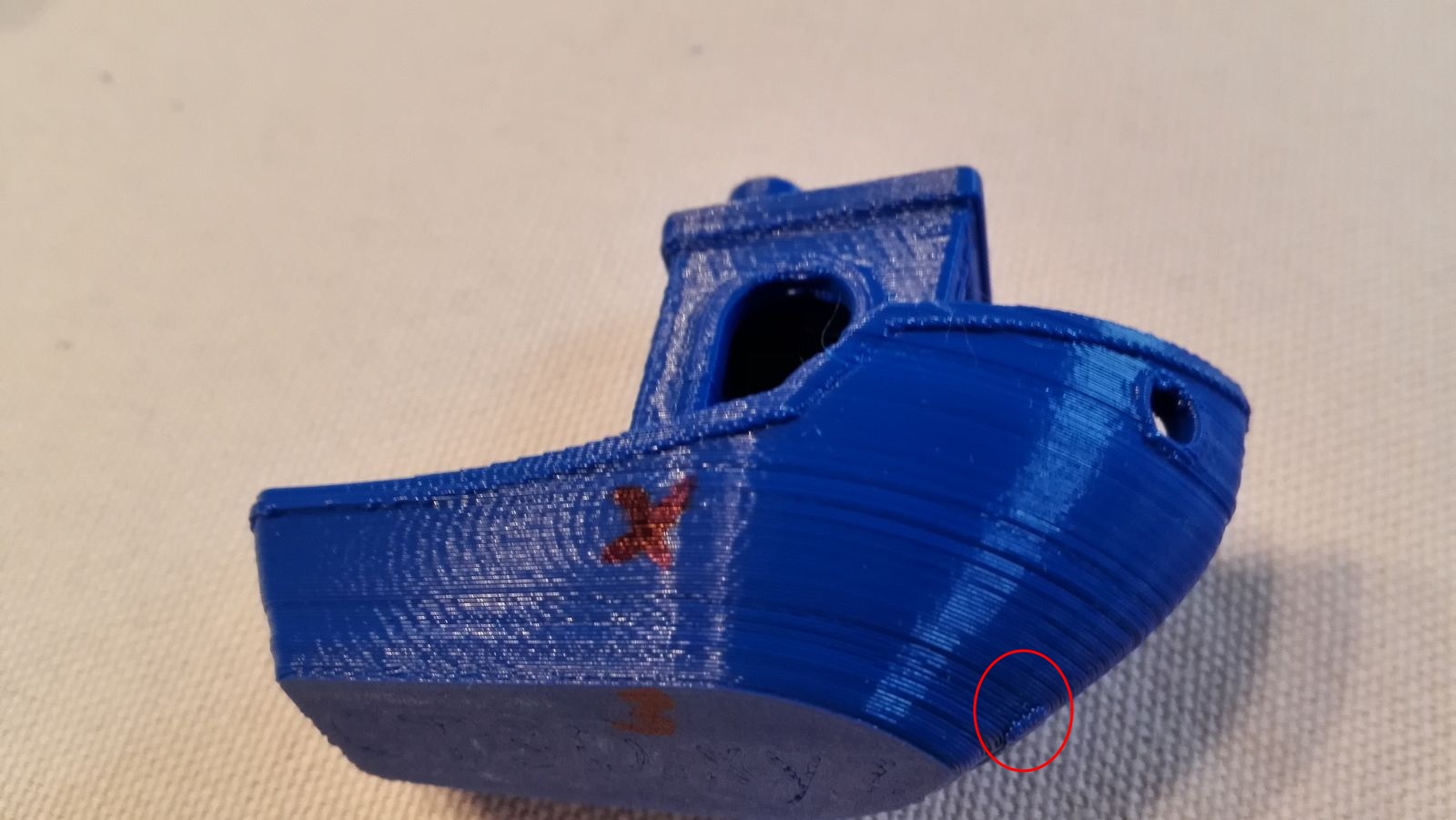
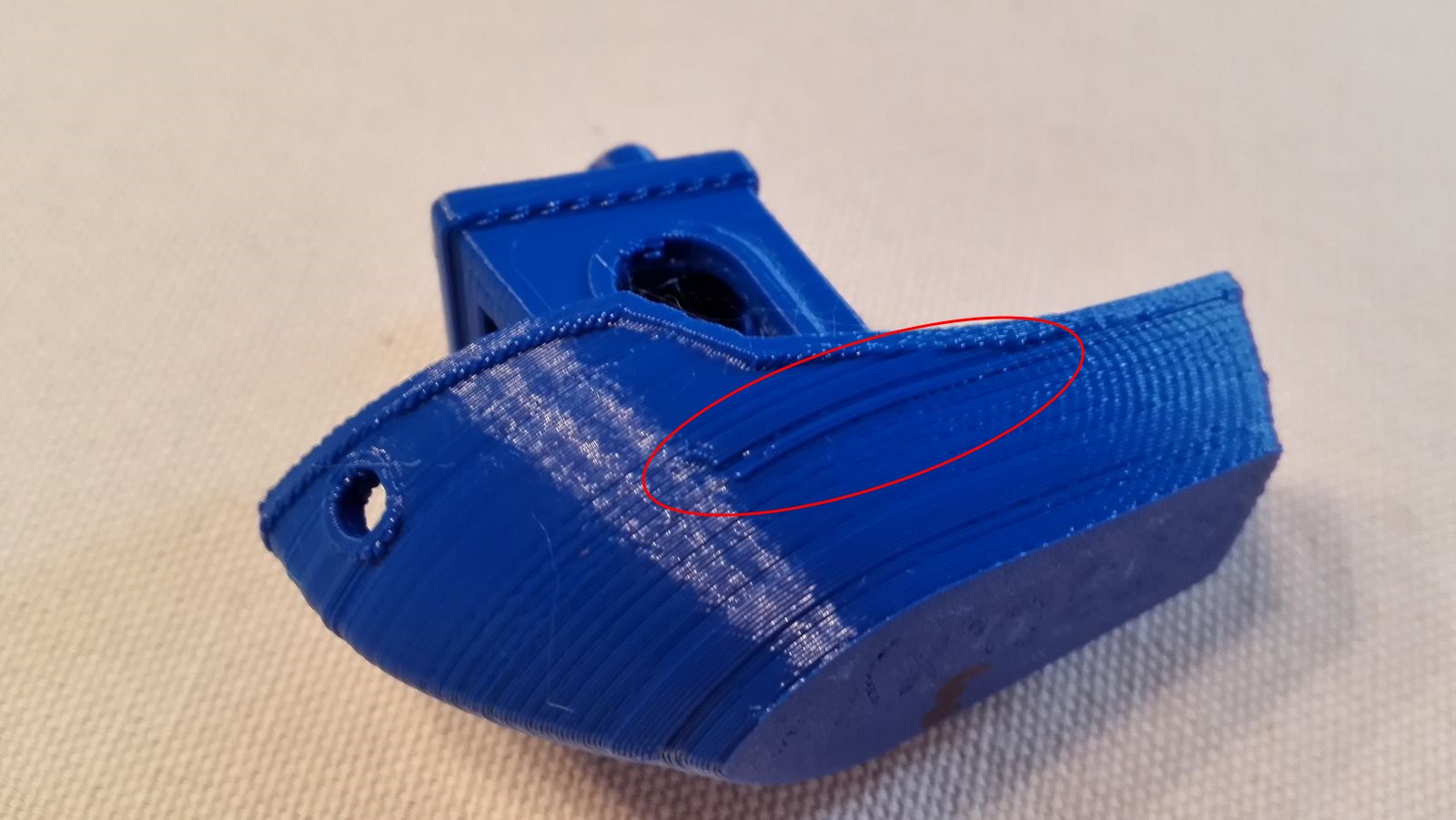
3) An den Bootsrümpfen sind ab und zu einzelne Layer, die scheinbar um eine Spur versetzt gedruckt werden und dann herausstehen.
Ist das ein Slicer Problem oder was kann ich dagegen tun?
Es ist auch seit den ersten Druckversuchen gefühlt schlimmer geworden. Riemenspannung habe ich seitdem etwas erhöht (aufgrund von Ghosting), glaube aber fast nicht dass es daran liegen könnte.
Ich habe folgende Änderungen willentlich im Slicer vorgenommen:
-Overlap auf 25%, den ich hatte immer eine Lücke zwischen Perimeter und Infill
-Extrusion width von Ext. Perimeters und Top solid infill auf 90%, um eine feinere Auflösung zu bekommen mit der Hoffnung das die Perimeter nicht so dick werden.
Hat jemand eine Idee für die Probleme 1-3?
Viele Grüße
Schleichmichl
nachdem ich nun seit ca. 1 Woche meine ersten Druckversuche durchhabe, möchte ich euch doch mal um Rat fragen.
Prinzipiell bin ich schon sehr zufrieden mit den Ergebnissen, aber ein paar Dinge stören doch noch.
Prinzipiell hat mein Toolson Prusa i3 "out of the box" gute Ergenisse erzielt, nachdem ich die Temperatur und Adhesion etc. mal raus hatte.
Weitere Veränderungen im Slic3r haben mich eigentlich nicht voran gebracht.
Gedruckt wird Extrudr PETG.
-Hotend E3D lite
-Smoothieboard
-24V PS
-Stepper 0.9° (1/16 Microstepping)



Die Bilder zeigen 3 verschiedene Boote.
1) Ich hatte Anfangs immer Probleme das der Top-layer nicht dicht genug war. Habe mich jetzt auf einen multi von 1.005 eingependelt.
Gehe ich auf 1.02, fängt das Filament definitiv an außen an der Nozzle zu haften.
Trotzdem sieht man bei dem Quader, dass ab und zu Lücken entstehen.
2) Die Maße sind eigentlich schon sehr genau, die 40mm Kantenlänge ergeben 40.2 in Y und 40.3 mm in X
Trotzdem sind meine Innenmaße immer deutlich zu klein und die Perimeter irgendwie zu dick.
-Siehe Schornstein innen nur 2mm anstatt 3mm
-Die Kiste am Boot: 7.5mm anstatt 9mm
-Die Dicke des Rahmens: 2,5mm anstatt 2mm
Drucke ich eine M5 U-Scheibe, muss ich das Loch erst aufbohren. Was ist da los?










3) An den Bootsrümpfen sind ab und zu einzelne Layer, die scheinbar um eine Spur versetzt gedruckt werden und dann herausstehen.
Ist das ein Slicer Problem oder was kann ich dagegen tun?
Es ist auch seit den ersten Druckversuchen gefühlt schlimmer geworden. Riemenspannung habe ich seitdem etwas erhöht (aufgrund von Ghosting), glaube aber fast nicht dass es daran liegen könnte.
Ich habe folgende Änderungen willentlich im Slicer vorgenommen:
-Overlap auf 25%, den ich hatte immer eine Lücke zwischen Perimeter und Infill
-Extrusion width von Ext. Perimeters und Top solid infill auf 90%, um eine feinere Auflösung zu bekommen mit der Hoffnung das die Perimeter nicht so dick werden.
Hat jemand eine Idee für die Probleme 1-3?
Viele Grüße
Schleichmichl
Anhänge:
Öffnen | Download - IMG_20160626_112629.jpg (203 KB)
Öffnen | Download - IMG_20160626_112647.jpg (204.7 KB)
Öffnen | Download - IMG_20160626_112658.jpg (145.2 KB)
Öffnen | Download - IMG_20160626_112719.jpg (228 KB)
Öffnen | Download - IMG_20160626_112730.jpg (251.7 KB)
Öffnen | Download - IMG_20160626_112741.jpg (222.8 KB)
Öffnen | Download - IMG_20160626_112757.jpg (225.5 KB)
Öffnen | Download - IMG_20160626_112806.jpg (201.8 KB)
Öffnen | Download - IMG_20160626_112813.jpg (204.3 KB)
Öffnen | Download - IMG_20160626_112923.jpg (407.1 KB)
Öffnen | Download - IMG_20160626_112629.jpg (203 KB)
Öffnen | Download - IMG_20160626_112647.jpg (204.7 KB)
Öffnen | Download - IMG_20160626_112658.jpg (145.2 KB)
Öffnen | Download - IMG_20160626_112719.jpg (228 KB)
Öffnen | Download - IMG_20160626_112730.jpg (251.7 KB)
Öffnen | Download - IMG_20160626_112741.jpg (222.8 KB)
Öffnen | Download - IMG_20160626_112757.jpg (225.5 KB)
Öffnen | Download - IMG_20160626_112806.jpg (201.8 KB)
Öffnen | Download - IMG_20160626_112813.jpg (204.3 KB)
Öffnen | Download - IMG_20160626_112923.jpg (407.1 KB)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2016 06:48 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo Schleichmichl
Versuch es mal hiermit:
Gruß Volker
1-mal bearbeitet. Zuletzt am 26.06.16 06:49.
Versuch es mal hiermit:

Gruß Volker
1-mal bearbeitet. Zuletzt am 26.06.16 06:49.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2016 14:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 40 |
Hallo Leute,
ich dachte schon ich hab meinen Retract im Griff...^^ Das Benchy ist echt nicht leicht zu drucken.
Habe das Benchy mal um 90° auf dem Bett gedreht. Das hat jedoch keine Besserung bei den Blops gebracht.
Dann habe ich die Startpunkte in eine Ecke gelegt. Ergebnis war ein schöner blopfreier Bug. Durch die gut durchdachten Teile von Lars ist Z-wobble auch kein Thema.
Ich muss gestehen ich hab die Nase voll vom Benchy. Jetzt werden erstmal ein paar andere Dinge gedruckt und ich werde weitere Erfahrung sammeln.
Infiziert bin ich auf jeden Fall und ich befürchte jetzt schon, dass ich in Zukunft mehr als einen Drucker besitzen werde.
Mittlerweile habe ich eine ganze Bootsflotte.
ich dachte schon ich hab meinen Retract im Griff...^^ Das Benchy ist echt nicht leicht zu drucken.

Habe das Benchy mal um 90° auf dem Bett gedreht. Das hat jedoch keine Besserung bei den Blops gebracht.
Dann habe ich die Startpunkte in eine Ecke gelegt. Ergebnis war ein schöner blopfreier Bug. Durch die gut durchdachten Teile von Lars ist Z-wobble auch kein Thema.

Ich muss gestehen ich hab die Nase voll vom Benchy. Jetzt werden erstmal ein paar andere Dinge gedruckt und ich werde weitere Erfahrung sammeln.
Infiziert bin ich auf jeden Fall und ich befürchte jetzt schon, dass ich in Zukunft mehr als einen Drucker besitzen werde.
Mittlerweile habe ich eine ganze Bootsflotte.

|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2016 15:36 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1 |
Hallo,
ich fange gerade erst mit 3D Druck an, und hoffe mit Eurer Hilfe viele Fehler beseitigen zu können.
Erstmal die Daten zum Drucker:
Drucker: DIY Prusa i3, RAMPS, A4998
Hotend: Merlin 0.3
Extruder: Wade
Slicer: Slic3r
Speed: 50mm
Layer: 1st 0.2; Rest 0.16mm
Perimeter: aussen/top/botton je 3
Infill: 20%
Retract: 3mm 40mm´s
Filament: Colorfabb nGen 1.75
Temp Filament: 1st 200°C / 2end 200 °C
Temp Bett: 80°C Aluplatte mit Aldi Haarspray
Ich glaube der Thermistor vom Hotend misst viel Mist. Ngen soll ja erst ab 220°C druckbar sein. Aber bei 200 geht es super durch das Hotend.
Hier mein erster Benchy. Es war auf jeden Fall ne Menge Oozing vorhanden (als hätte eine Spinne gewütet)
Ich denke mal das ich den Retract schneller machen müsste?
ich fange gerade erst mit 3D Druck an, und hoffe mit Eurer Hilfe viele Fehler beseitigen zu können.
Erstmal die Daten zum Drucker:
Drucker: DIY Prusa i3, RAMPS, A4998
Hotend: Merlin 0.3
Extruder: Wade
Slicer: Slic3r
Speed: 50mm
Layer: 1st 0.2; Rest 0.16mm
Perimeter: aussen/top/botton je 3
Infill: 20%
Retract: 3mm 40mm´s
Filament: Colorfabb nGen 1.75
Temp Filament: 1st 200°C / 2end 200 °C
Temp Bett: 80°C Aluplatte mit Aldi Haarspray
Ich glaube der Thermistor vom Hotend misst viel Mist. Ngen soll ja erst ab 220°C druckbar sein. Aber bei 200 geht es super durch das Hotend.
Hier mein erster Benchy. Es war auf jeden Fall ne Menge Oozing vorhanden (als hätte eine Spinne gewütet)
Ich denke mal das ich den Retract schneller machen müsste?




|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 28. June 2016 03:26 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 22 |
@ Langeros: Vielen Dank! Das hat wirklich deutlich geholfen. Das Oberflächenfinish ist wie bei einem Spritzgussteil. Es schimmert im Licht und lässt das hier unterliegende Infill leicht erahnen. WOW!
1)Es bleiben einzig das Problem das am Rumpf ab und zu ein Perimeter zu weit raus kommt. Ist das ein SW Problem?
2) Meine 2mm Frame -Breite hat jetzt ca. 2,1mm (ohne den First Layer mitzumessen)
Jetzt würde ich natürlich gerne wissen welche der Einstellungen das bewirkt hat! Ich möchte immer wissen warum etwas funktioniert...
An welchem Parameter(n) muss ich drehen, damit ich das letzte Zehntel auch noch beeinflussen kann?
VG
1-mal bearbeitet. Zuletzt am 28.06.16 04:34.
1)Es bleiben einzig das Problem das am Rumpf ab und zu ein Perimeter zu weit raus kommt. Ist das ein SW Problem?
2) Meine 2mm Frame -Breite hat jetzt ca. 2,1mm (ohne den First Layer mitzumessen)
Jetzt würde ich natürlich gerne wissen welche der Einstellungen das bewirkt hat! Ich möchte immer wissen warum etwas funktioniert...
An welchem Parameter(n) muss ich drehen, damit ich das letzte Zehntel auch noch beeinflussen kann?
VG
1-mal bearbeitet. Zuletzt am 28.06.16 04:34.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 28. June 2016 07:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo Schleichmichl
Schön das es Dir geholfen hat. Habe die Tipps und Ratschläge auch nur hier im Forum bekommen.
Hier die anderen Einstellungen, mit denen ich PETG drucke. Vielleicht helfen sie ja auch etwas weiter.
Eventuell solltest Du mal die Durchschnittsdicke deines Filaments messen. Spul dazu einige Meter ab, miss an mehreren Stellen und errechne daraus das Mittel.
Mit dem überschwingen: wie schnell druckst Du? Vielleicht etwas langsamer, die I3 sind nunmal keine Highspeed-Drucker. Die Erfahrung mußte ich auch machen.
Die Maßhaltigkeit mußt Du mit den Steps für x/y im EEprom austesten, sprich Testwürfel drucken, messen, einstellen und wieder drucken.
Bin bei mir auf ca. 2-5 hunderstel, was vollkommen ausreichend ist (für mich).
Gruß Volker
Schön das es Dir geholfen hat. Habe die Tipps und Ratschläge auch nur hier im Forum bekommen.
Hier die anderen Einstellungen, mit denen ich PETG drucke. Vielleicht helfen sie ja auch etwas weiter.


Eventuell solltest Du mal die Durchschnittsdicke deines Filaments messen. Spul dazu einige Meter ab, miss an mehreren Stellen und errechne daraus das Mittel.
Mit dem überschwingen: wie schnell druckst Du? Vielleicht etwas langsamer, die I3 sind nunmal keine Highspeed-Drucker. Die Erfahrung mußte ich auch machen.
Die Maßhaltigkeit mußt Du mit den Steps für x/y im EEprom austesten, sprich Testwürfel drucken, messen, einstellen und wieder drucken.
Bin bei mir auf ca. 2-5 hunderstel, was vollkommen ausreichend ist (für mich).
Gruß Volker
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. July 2016 07:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Kann mir jemand sagen was schuld sein kann dass mir beim drucken mit abs der rumpf am rand während des drucks hoch geht ???
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. July 2016 07:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. July 2016 15:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Hab mich blöd ausgedrückt. Sorry
Das teil selbst haftet gut. Aber überstände wie die spitze am bug stehen nach oben. Umso grösser der überhang umso schlimmer wirds.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Das teil selbst haftet gut. Aber überstände wie die spitze am bug stehen nach oben. Umso grösser der überhang umso schlimmer wirds.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. July 2016 03:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.201 |
Bild?!Quote
Umso grösser der überhang umso schlimmer wirds.
Gruß aus dem
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. July 2016 03:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.201 |
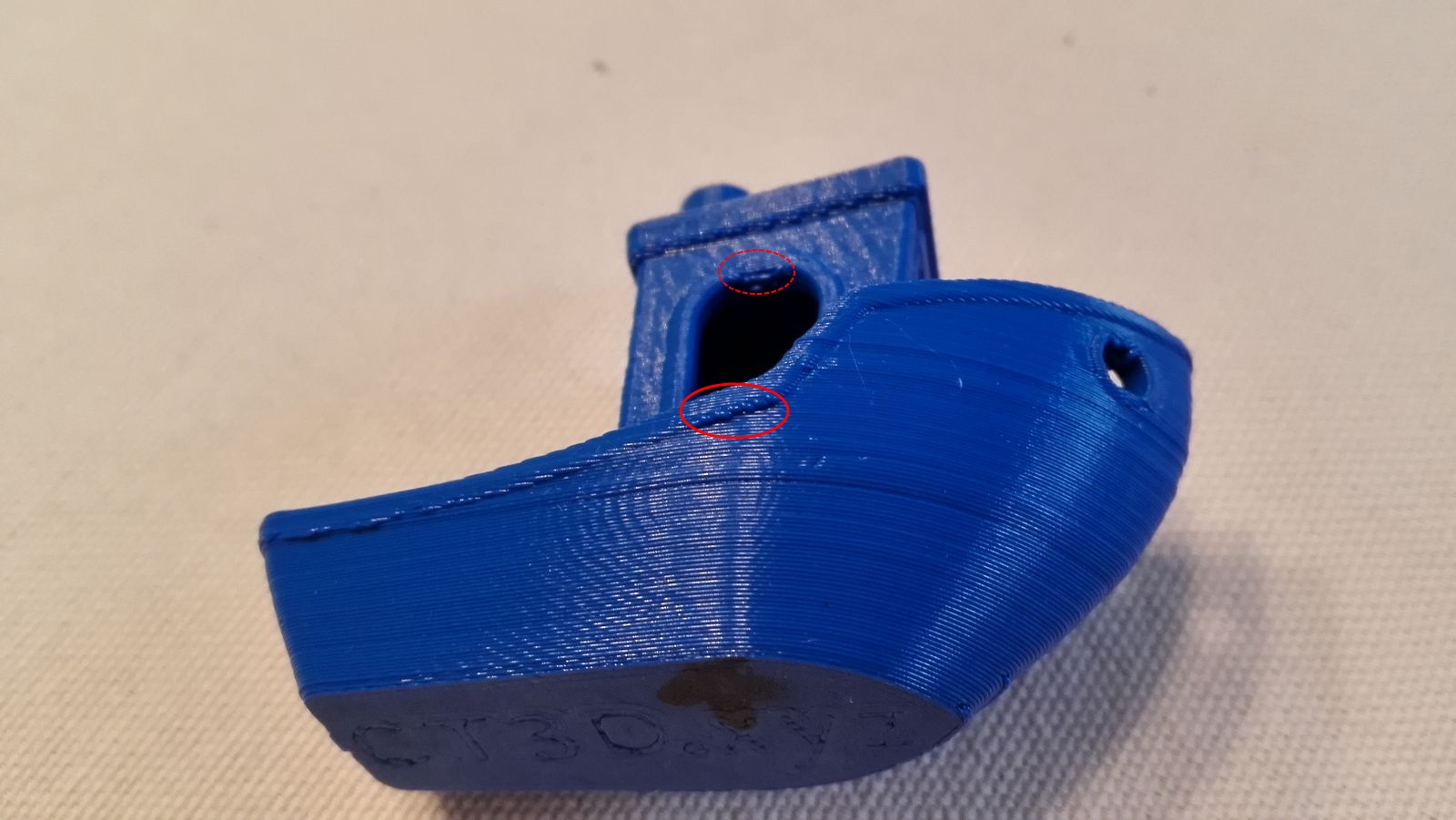
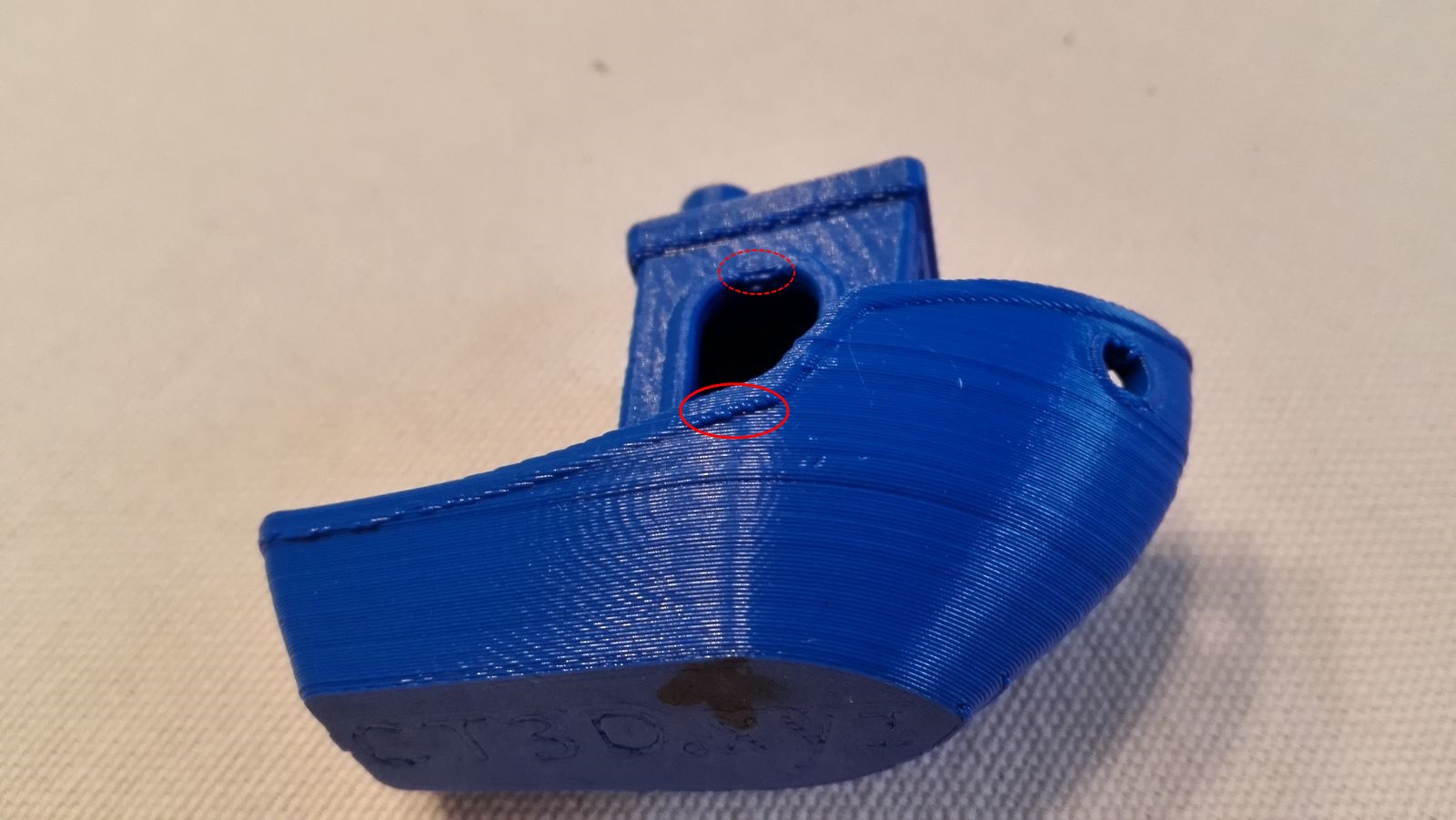
Mit welcher Einstellung in der FW oder Host/Slicer kann ich dieses Problem bekämpfen.
Nach dem Übergang/ Loch ist der Ansatz eher Porös...
Gruß aus demTal Kochertal,
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
Nach dem Übergang/ Loch ist der Ansatz eher Porös...

Gruß aus dem
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. July 2016 13:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 518 |
Quote
sobo84
Mit welcher Einstellung in der FW oder Host/Slicer kann ich dieses Problem bekämpfen.
Nach dem Übergang/ Loch ist der Ansatz eher Porös...
[attachment 80677 UnbenanntFILEminimizer.jpg]
Dann stimmt irgendetwas mit deinem Retract nicht...
Versuch mal mit der "Extra Restart Distance" rumzuspielen.
Die Retractlänge und Geschwindigkeit spielen auch eine große Rolle.
Mit freundlichen Grüßen,
Justin
[www.thingiverse.com]
[www.3dhubs.com]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. July 2016 14:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Langeros, was für einen Drucker/Düse hast Du? ich wollte die Werte auch mal testen, hat aber ja nur Sinn wenn ich die gleiche Düse (habe eine 0,4) verwende.
Das Satz mit der "Spritzgussqualität" reizt mich. Hat sich geklärt, hatte die Bilder nicht gross bekommen und im zweiten Beitrag übersehen
4ndi: Wie stark kühlst Du? Überhänge immer gut kühlen, bei mir laufen die Lüfter auf voll.
Ach noch was, schön wäre es wenn bei einem englischen Begriff auch mal seine deutsche Bedeutung erwähnt würde..... immer Google fragen ist doof.... und nicht jeder ist perfeckt in Englisch.
Zum Problem mit ABS: Das sieht nach nichtverbundenen Bahnen aus weil etwa das Bett zu kalt ist oder die Düse. Ich nehme für ABS 110° Bett und 260° -270° Düse.
Bei jeden neuen Filament drucke ich eine 20X20 Säule ohne Infill mit alle 5mm um 5° steigender Temperatur entsprechend für PLA und ABS.
Eine Frage habe ich noch, welche Vorteile hat PETG und wie gut läst es sich drucken?
PS: Wie lege ich die Perimeterwechsel von zufällig auf immer die selbe Stelle???
2-mal bearbeitet. Zuletzt am 02.07.16 14:18.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Das Satz mit der "Spritzgussqualität" reizt mich. Hat sich geklärt, hatte die Bilder nicht gross bekommen und im zweiten Beitrag übersehen
4ndi: Wie stark kühlst Du? Überhänge immer gut kühlen, bei mir laufen die Lüfter auf voll.
Ach noch was, schön wäre es wenn bei einem englischen Begriff auch mal seine deutsche Bedeutung erwähnt würde..... immer Google fragen ist doof.... und nicht jeder ist perfeckt in Englisch.
Zum Problem mit ABS: Das sieht nach nichtverbundenen Bahnen aus weil etwa das Bett zu kalt ist oder die Düse. Ich nehme für ABS 110° Bett und 260° -270° Düse.
Bei jeden neuen Filament drucke ich eine 20X20 Säule ohne Infill mit alle 5mm um 5° steigender Temperatur entsprechend für PLA und ABS.
Eine Frage habe ich noch, welche Vorteile hat PETG und wie gut läst es sich drucken?
PS: Wie lege ich die Perimeterwechsel von zufällig auf immer die selbe Stelle???
2-mal bearbeitet. Zuletzt am 02.07.16 14:18.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. July 2016 03:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Hi
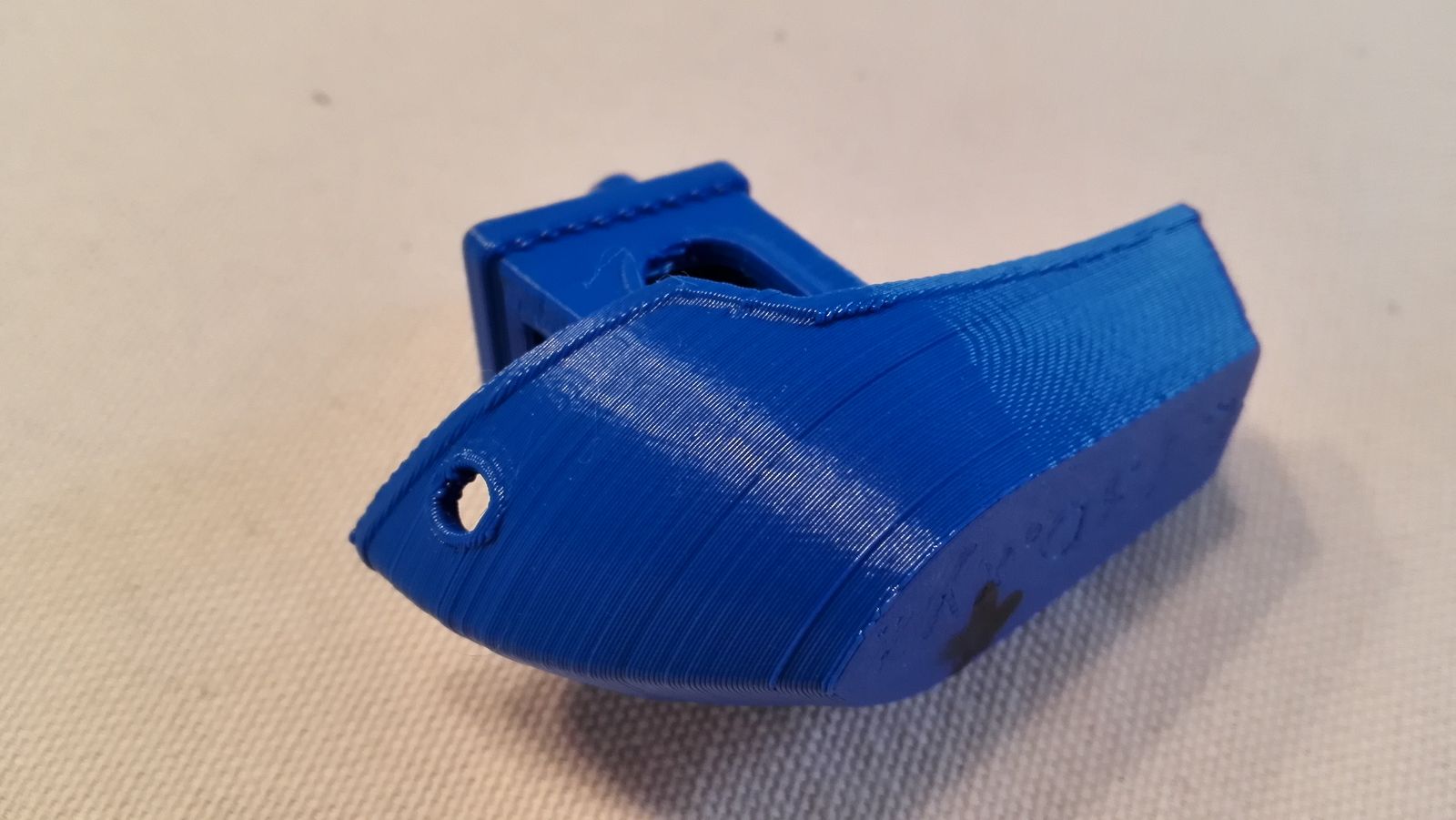
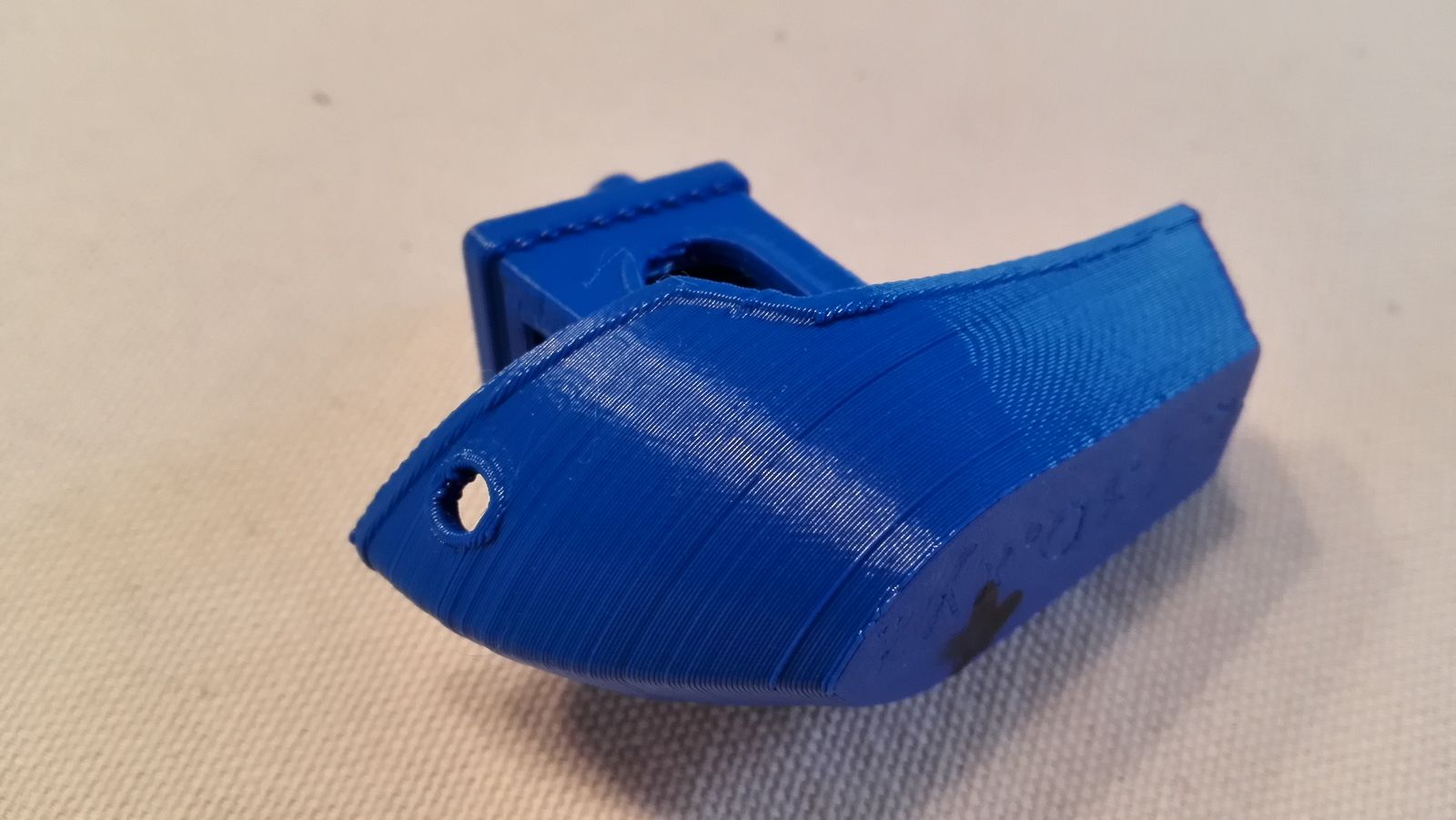
Ich hatte zusätzliche Kühler an der Carriage montiert / hatte die vom Sparkcube XL Modell genommen. Musste diese leider demontieren da die Halterung einfach zu nahe am Heizblock lag und begann sich aufzulösen. Habe diese aber auch nur bei PETG verwendet. Für die Zukunft würde ich mich gerne mehr auf ABS beschränken da es bei mir meist um mehr technische Sachen geht. Ich war eigentlich der Meinung dass ich diese für ABS sowieso nicht brauche. Habe diese also demontiert und einfach mal los gelegt
Solange keine überhänge stattfinden sind die Prints wirklich nahezu perfekt.
Habe mal Fotos angehängt !!
Es ist einfach so daß die Ränder rund um das Teil nach oben stehen und die Düse jedes mal dann in diesem Rand rumschmiert bzw runterdrückt. Ich glaube dass dies bei zusätzlicher Kühlung immer schlimmer werden wird. Zusätzlich wird sich daß Teil dann auch vom Bett lösen. (ABS)
Ich vermute mehr daß mein Hotendlüfter leicht aufs Teil bläst und zusätzlich der Cyclops Zuviel Hitze nach unten abstrahlt und dies in Kombination dann dazu führt dass die Ränder hochstehen.
Was meint ihr ? Liege ich da falsch ???
Das verkokte an der Spitze ist meiner Meinung auch wegen dem erneuten durchfahren mit der Heißen Düse. (Natur ABS Extrudr.)
Hat jemand was für die Sparkcube 1.1 Carriage um da vernünftig was zum Kühlen in Verbindung mit einem Cyclops zu montieren ?
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Ich hatte zusätzliche Kühler an der Carriage montiert / hatte die vom Sparkcube XL Modell genommen. Musste diese leider demontieren da die Halterung einfach zu nahe am Heizblock lag und begann sich aufzulösen. Habe diese aber auch nur bei PETG verwendet. Für die Zukunft würde ich mich gerne mehr auf ABS beschränken da es bei mir meist um mehr technische Sachen geht. Ich war eigentlich der Meinung dass ich diese für ABS sowieso nicht brauche. Habe diese also demontiert und einfach mal los gelegt
Solange keine überhänge stattfinden sind die Prints wirklich nahezu perfekt.
Habe mal Fotos angehängt !!


Es ist einfach so daß die Ränder rund um das Teil nach oben stehen und die Düse jedes mal dann in diesem Rand rumschmiert bzw runterdrückt. Ich glaube dass dies bei zusätzlicher Kühlung immer schlimmer werden wird. Zusätzlich wird sich daß Teil dann auch vom Bett lösen. (ABS)
Ich vermute mehr daß mein Hotendlüfter leicht aufs Teil bläst und zusätzlich der Cyclops Zuviel Hitze nach unten abstrahlt und dies in Kombination dann dazu führt dass die Ränder hochstehen.
Was meint ihr ? Liege ich da falsch ???
Das verkokte an der Spitze ist meiner Meinung auch wegen dem erneuten durchfahren mit der Heißen Düse. (Natur ABS Extrudr.)
Hat jemand was für die Sparkcube 1.1 Carriage um da vernünftig was zum Kühlen in Verbindung mit einem Cyclops zu montieren ?
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. July 2016 03:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Das man ABS nicht kühlen muss bei Überhängen ist auch ein Mythos. Ich lasse bei mir auch bei ABS den Lüfter laufen. Allerdings ist mein Drucker dann eingehaust und die Lufttemperatur liegt bei über 40°.
Nur noch als Info, ABS Natur druckt man relativ kalt. Da würde ich ansetzen.
Nur noch als Info, ABS Natur druckt man relativ kalt. Da würde ich ansetzen.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. July 2016 09:00 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo Harry2006
Aus den Bildern ist ersichtlich, daß ich auch eine 0,4er Düse habe.
Dies sind meine Einstellungen für PETG, mit denen ich drucke. Müssen nicht zwingend auch für andere Drucker gelten, da es in den einzelnen Bauteilen
auch Toleranzen gibt, zb. Temperatursensor.
Wie schon erwähnt, habe ich diese hier im Forum herausgelesen bzw. auch mit eigener Initiative erfragt und ausgetestet.
An dieser Stelle nochmals Dank den Mitgliedern, welche sich die Mühe machen, hier auch eigene Beiträge einzustellen. Es ist wie es ist. Mußte mal gesagt werden
PS: Wie lege ich die Perimeterwechsel von zufällig auf immer die selbe Stelle???
Antwort hierzu (ausprobieren):
Gruß
1-mal bearbeitet. Zuletzt am 03.07.16 09:02.
1. Drucker: Geeetech Prusa I3 Pro B Acrylic; MK8-Direct Drive Single-Extruder, umgebaut auf Bowden; MK3 Alu-Druckbett; GT2560-Board; A4988-Treiber
Software bevorzugt S3D, Slice3r, sonst MatterControl & Cura
2. Drucker: CoreXY a'la 3D-Proto aufgebaut als Bowden, MK3 Druckbett, GT2560-Board, 24V-Netzteil für Druckbett, 12V- Netzteil für Board+Düse, A4988-Treiber,
Aus den Bildern ist ersichtlich, daß ich auch eine 0,4er Düse habe.
Dies sind meine Einstellungen für PETG, mit denen ich drucke. Müssen nicht zwingend auch für andere Drucker gelten, da es in den einzelnen Bauteilen
auch Toleranzen gibt, zb. Temperatursensor.
Wie schon erwähnt, habe ich diese hier im Forum herausgelesen bzw. auch mit eigener Initiative erfragt und ausgetestet.
An dieser Stelle nochmals Dank den Mitgliedern, welche sich die Mühe machen, hier auch eigene Beiträge einzustellen. Es ist wie es ist. Mußte mal gesagt werden
PS: Wie lege ich die Perimeterwechsel von zufällig auf immer die selbe Stelle???
Antwort hierzu (ausprobieren):

Gruß
1-mal bearbeitet. Zuletzt am 03.07.16 09:02.
1. Drucker: Geeetech Prusa I3 Pro B Acrylic; MK8-Direct Drive Single-Extruder, umgebaut auf Bowden; MK3 Alu-Druckbett; GT2560-Board; A4988-Treiber
Software bevorzugt S3D, Slice3r, sonst MatterControl & Cura
2. Drucker: CoreXY a'la 3D-Proto aufgebaut als Bowden, MK3 Druckbett, GT2560-Board, 24V-Netzteil für Druckbett, 12V- Netzteil für Board+Düse, A4988-Treiber,
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. July 2016 13:44 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Langeros, ich hatte bei den ersten Bilder Deiner Daten Probleme mit den Lesen und bei dem 2 Post habe ich es einfach übersehen das da 0,4 im 2 Bild stand.
Das mit der Startposition ist mir jetzt dank Deines Hinweises klar, da mein Englisch learning by doing ist hätte ich nicht da gesucht.
Ich hatte es bei der Voreinstellung gelassen, mal sehen ob es den Punkt auch bei Cura gibt. Im Moment benutze ich Cura weil es etwas "sauberer" und ich denke auch schneller, zumindest wenn ich der Zeitanzeige glauben darf, druckt als Slic3r.
Da ich noch nicht lange drucke freue ich mich über jede Hilfe und helfe auch gern weiter wenn ich kann. Überhänge kühle ich jetzt auch bei ABS, bei PLA ist es aber noch wichtiger, achte aber darauf das die Lüfter nur wagerecht blasen und nicht aufs Bett.
Die Temperatur habe ich mit einem Infrarotthermometer und einem geeichten Fühler gemessen und so einen Korreckturwert für den eingebauten Sensor.
Ich bin aber neugierig was für Vorteile PETG hat da ich noch nicht viel dazu gefunden habe. Ist es fester oder besser druckbar oder warum bis Du bei PETG gelandet?
Ich bin zum Drucken gekommen weil ich ein Zahnrad für unsere Küchenmaschine brauchte das es nicht mehr geben sollte... und so hatte ich einen willkommenen Anlass für den Drucker den sogar meine Frau eingesehen hat.
Mitlerweile habe ich schon alle möglichen Ersatzteile gedruckt die es entweder so nicht mehr oder nicht einzeln gab bzw. die super teuer waren.
Die Lüftergehäuse sind auch Eigenbau weil mir der von Vellemann nicht besonders gefiel und auch nur eine Seite gekühlt hat.
3-mal bearbeitet. Zuletzt am 03.07.16 13:51.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Das mit der Startposition ist mir jetzt dank Deines Hinweises klar, da mein Englisch learning by doing ist hätte ich nicht da gesucht.
Ich hatte es bei der Voreinstellung gelassen, mal sehen ob es den Punkt auch bei Cura gibt. Im Moment benutze ich Cura weil es etwas "sauberer" und ich denke auch schneller, zumindest wenn ich der Zeitanzeige glauben darf, druckt als Slic3r.
Da ich noch nicht lange drucke freue ich mich über jede Hilfe und helfe auch gern weiter wenn ich kann. Überhänge kühle ich jetzt auch bei ABS, bei PLA ist es aber noch wichtiger, achte aber darauf das die Lüfter nur wagerecht blasen und nicht aufs Bett.
Die Temperatur habe ich mit einem Infrarotthermometer und einem geeichten Fühler gemessen und so einen Korreckturwert für den eingebauten Sensor.
Ich bin aber neugierig was für Vorteile PETG hat da ich noch nicht viel dazu gefunden habe. Ist es fester oder besser druckbar oder warum bis Du bei PETG gelandet?
Ich bin zum Drucken gekommen weil ich ein Zahnrad für unsere Küchenmaschine brauchte das es nicht mehr geben sollte... und so hatte ich einen willkommenen Anlass für den Drucker den sogar meine Frau
eingesehen hat.Mitlerweile habe ich schon alle möglichen Ersatzteile gedruckt die es entweder so nicht mehr oder nicht einzeln gab bzw. die super teuer waren.
Die Lüftergehäuse sind auch Eigenbau weil mir der von Vellemann nicht besonders gefiel und auch nur eine Seite gekühlt hat.
3-mal bearbeitet. Zuletzt am 03.07.16 13:51.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 04. July 2016 02:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Harry2006
Ich drucke auch mit PLA, aber haltbarer und temperaturbeständiger wird es mit PETG. Da ich (noch) keine hochbelasteten Teile drucken mußte, kann ich nur weitergeben, was ich im Forum gelesen und selbst festgestellt habe.
PETG scheint sich optisch geschmeidiger zu drucken, stinkt bzw. riecht nicht oder nur minimalst. Laut Forum hat es fast die gleichen Eigenschaften wie ABS und druckt sich bei mir im Temperaturbereich um 220(+-) Grad. Zumindest habe ich da optisch die besten Ergebnisse.
Ansonsten gibt es hier auch Beiträge von den Herstellern, von 'Extrudr' und auch 'Das Filament' habe ich selbst gelesen, also sicherlich auch von anderen Herstellern.
Such einfach mal danach.
Mit Cura hab ich nur mal kurz probiert, aber ich denke mit 2 Slicern kommt man aus. Jeder hat Vor- und Nachteile, muß aber jeder für sich selbst herausfinden.
Gruß
1. Drucker: Geeetech Prusa I3 Pro B Acrylic; MK8-Direct Drive Single-Extruder, umgebaut auf Bowden; MK3 Alu-Druckbett; GT2560-Board; A4988-Treiber
Software bevorzugt S3D, Slice3r, sonst MatterControl & Cura
2. Drucker: CoreXY a'la 3D-Proto aufgebaut als Bowden, MK3 Druckbett, GT2560-Board, 24V-Netzteil für Druckbett, 12V- Netzteil für Board+Düse, A4988-Treiber,
Ich drucke auch mit PLA, aber haltbarer und temperaturbeständiger wird es mit PETG. Da ich (noch) keine hochbelasteten Teile drucken mußte, kann ich nur weitergeben, was ich im Forum gelesen und selbst festgestellt habe.
PETG scheint sich optisch geschmeidiger zu drucken, stinkt bzw. riecht nicht oder nur minimalst. Laut Forum hat es fast die gleichen Eigenschaften wie ABS und druckt sich bei mir im Temperaturbereich um 220(+-) Grad. Zumindest habe ich da optisch die besten Ergebnisse.
Ansonsten gibt es hier auch Beiträge von den Herstellern, von 'Extrudr' und auch 'Das Filament' habe ich selbst gelesen, also sicherlich auch von anderen Herstellern.
Such einfach mal danach.
Mit Cura hab ich nur mal kurz probiert, aber ich denke mit 2 Slicern kommt man aus. Jeder hat Vor- und Nachteile, muß aber jeder für sich selbst herausfinden.
Gruß
1. Drucker: Geeetech Prusa I3 Pro B Acrylic; MK8-Direct Drive Single-Extruder, umgebaut auf Bowden; MK3 Alu-Druckbett; GT2560-Board; A4988-Treiber
Software bevorzugt S3D, Slice3r, sonst MatterControl & Cura
2. Drucker: CoreXY a'la 3D-Proto aufgebaut als Bowden, MK3 Druckbett, GT2560-Board, 24V-Netzteil für Druckbett, 12V- Netzteil für Board+Düse, A4988-Treiber,
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 09. July 2016 08:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Hi
Hab ABS jetzt mal mit 215 Grad probiert und den Benchy nochmals probiert. Es wird besser aber die Spitze des Rumpfes steht immer noch Layer für Layer nach oben (Curling)
(Curling)
Ich werden den Heizblock meines Cyclops jetzt nochmal mit dem 2 Komponenten Silikon umhüllen damit die Hitzeabstrahlung geringer wird. Vielleicht ist es dann besser mal sehen.
Hat noch jemand ne Idee ?
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Hab ABS jetzt mal mit 215 Grad probiert und den Benchy nochmals probiert. Es wird besser aber die Spitze des Rumpfes steht immer noch Layer für Layer nach oben
(Curling)Ich werden den Heizblock meines Cyclops jetzt nochmal mit dem 2 Komponenten Silikon umhüllen damit die Hitzeabstrahlung geringer wird. Vielleicht ist es dann besser mal sehen.
Hat noch jemand ne Idee ?
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 09. July 2016 08:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Du kannst was probieren. Du gießt nachträglich die Düse mit ein...so das nur noch 1mm rausschaut. Dann kannst du mit voller Pulle kühlen...was eben geht. Und vorher Temp soweit runter...wie es eben geht.
[www.facebook.com]
Power is nothing.....without control!
[www.facebook.com]
Power is nothing.....without control!
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 09. July 2016 15:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi,
Andere und ich drucken auch ohne Blausiegel. Da ist was Anderes faul.
Empfehlung: Arbeite, wenn noch nicht gemacht, dieses ab. [reprap.org]
Danach sieht die Welt ganz anders aus, ging mir auch so.
Liebe Grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
Andere und ich drucken auch ohne Blausiegel. Da ist was Anderes faul.
Empfehlung: Arbeite, wenn noch nicht gemacht, dieses ab. [reprap.org]
Danach sieht die Welt ganz anders aus, ging mir auch so.
Liebe Grüße
Helmut
Mit Sch.... und Mist kein Drucken ist.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 06:47 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 20 |
Hallo Zusammen,
Ich bin noch absoluter Anfänger und möchte hier mein erstes Benchy präsentieren, dass ich geschafft habe, fertig zu drucken. Vorher habe ich 7 erfolglose Versuche gestartet. Davor habe ich nur ein paar 20x20mm Cubes gedruckt. Ich habe mich grob an der benchiconfig.ini von Vincent orientiert, die er hier ein "paar" Seiten vorher freundlicher weise bereitgestellt hat. Vielen Dank dafür
Einstellungen:
Drucker: Sparkcube v1.1 XL
Hotend: E3D-V6 - 0.4 mm
Extruder: Sparklab direct
Slicer: Slic3r 1.2.9
Speed: 40 mm/s
Layer: 0.15 mm
Perimeter: 2 Aussen, 2 top + 2 bottom
Infill: 20 % linear
Retract: 0.5 mm / 40 mm/s
Filament Lüfter: 100 % ab 2. Layer (2x 30 mm Lüfter an original Sparkcube Halterungs Addon)
Filament: PLA 1.75 mm Orbitech grün
Temperatur: 220 °C / Bett 70 °C (1. Layer) danach 190°C / 58 °C [8 mm PEI-Alu Platte]
Zusätzliche Infos:
Kein FTS (ist geordert)
Druckdauer: ca. 2 Std.
Im Großen und Ganzen bin ich schon recht zufrieden mit meinem Benchy. Jetzt fehlt mir jedoch die nötige Erfahrung, um an den richtigen Stellschrauben zu drehen, damit der Druck noch besser wird. Verbessern würde ich noch gerne die Kajüte. Meine ersten Drucke sind hier meistens gescheitert. Bei diesem hier bin ich beim Drucken von Hand mit der Geschwindigkeut auf 85% gegangen, weil die Kajüte wieder drohte nach hinten weg gedrückt zu werden. Das sieht man jedoch leider auch.
Ansonsten würde ich gerne von Euch wissen, was ich noch verbessern kann.
Viele Grüße
Tobi
2-mal bearbeitet. Zuletzt am 11.07.16 06:48.
Drucker: Sparkcube v1.1 XL
Ich bin noch absoluter Anfänger und möchte hier mein erstes Benchy präsentieren, dass ich geschafft habe, fertig zu drucken. Vorher habe ich 7 erfolglose Versuche gestartet. Davor habe ich nur ein paar 20x20mm Cubes gedruckt. Ich habe mich grob an der benchiconfig.ini von Vincent orientiert, die er hier ein "paar" Seiten vorher freundlicher weise bereitgestellt hat. Vielen Dank dafür
Quote
vinmicgra
Hier ist das verwendete Slic3r 1.2.9 Profil, einfach über "Load config" öffnen:
[attachment 65277 benchiconfig.ini]
vincent.
Einstellungen:
Drucker: Sparkcube v1.1 XL
Hotend: E3D-V6 - 0.4 mm
Extruder: Sparklab direct
Slicer: Slic3r 1.2.9
Speed: 40 mm/s
Layer: 0.15 mm
Perimeter: 2 Aussen, 2 top + 2 bottom
Infill: 20 % linear
Retract: 0.5 mm / 40 mm/s
Filament Lüfter: 100 % ab 2. Layer (2x 30 mm Lüfter an original Sparkcube Halterungs Addon)
Filament: PLA 1.75 mm Orbitech grün
Temperatur: 220 °C / Bett 70 °C (1. Layer) danach 190°C / 58 °C [8 mm PEI-Alu Platte]
Zusätzliche Infos:
Kein FTS (ist geordert)
Druckdauer: ca. 2 Std.
Im Großen und Ganzen bin ich schon recht zufrieden mit meinem Benchy. Jetzt fehlt mir jedoch die nötige Erfahrung, um an den richtigen Stellschrauben zu drehen, damit der Druck noch besser wird. Verbessern würde ich noch gerne die Kajüte. Meine ersten Drucke sind hier meistens gescheitert. Bei diesem hier bin ich beim Drucken von Hand mit der Geschwindigkeut auf 85% gegangen, weil die Kajüte wieder drohte nach hinten weg gedrückt zu werden. Das sieht man jedoch leider auch.
Ansonsten würde ich gerne von Euch wissen, was ich noch verbessern kann.
Viele Grüße
Tobi










2-mal bearbeitet. Zuletzt am 11.07.16 06:48.
Drucker: Sparkcube v1.1 XL
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 14:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.201 |
Nabend,
ich werd bekloppt. Ich bekomme einfach keinen sauberen Druck hin.
Hoffe ihr könnt mir da helfen. Das Benchy sieht eigentlich ziemlich gut aus, hab allerdings noch leichtes Stringing und an 2 Stellen dieses poröse Erscheinungsbild. Ich bin mittlerweile relativ ratlos, was ich da machen kann...help, i need somebody! Help!
Drucker: P3sTE MK2
Hotend: E3D-V6 - 0.4 mm --> 3DPSP Düse
Extruder: Compact Bowden extruder
Slicer: Slic3r 1.2.9
Speed: 60 mm/s
Layer: 0.2 mm
Perimeter: 3 Aussen, 3 top + 3 bottom
Infill: 20 % Honey
Retract: 4 mm / 120 mm/s
Filament Lüfter: 100 % ab 2. Layer
Filament: Solid Green 3DPSP PETG
Temperatur: 235 °C/220°C / Bett 85 °C/80°C [5 mm PEI-Alu Platte]
ESteps: 140 (Oberfläche macht einen sehr sauberen Eindruck)
ICH DREH DURCH!
1-mal bearbeitet. Zuletzt am 11.07.16 15:07.
Gruß aus demTal Kochertal,
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
ich werd bekloppt. Ich bekomme einfach keinen sauberen Druck hin.
Hoffe ihr könnt mir da helfen. Das Benchy sieht eigentlich ziemlich gut aus, hab allerdings noch leichtes Stringing und an 2 Stellen dieses poröse Erscheinungsbild. Ich bin mittlerweile relativ ratlos, was ich da machen kann...help, i need somebody! Help!
Drucker: P3sTE MK2
Hotend: E3D-V6 - 0.4 mm --> 3DPSP Düse
Extruder: Compact Bowden extruder
Slicer: Slic3r 1.2.9
Speed: 60 mm/s
Layer: 0.2 mm
Perimeter: 3 Aussen, 3 top + 3 bottom
Infill: 20 % Honey
Retract: 4 mm / 120 mm/s
Filament Lüfter: 100 % ab 2. Layer
Filament: Solid Green 3DPSP PETG
Temperatur: 235 °C/220°C / Bett 85 °C/80°C [5 mm PEI-Alu Platte]
ESteps: 140 (Oberfläche macht einen sehr sauberen Eindruck)










ICH DREH DURCH!
1-mal bearbeitet. Zuletzt am 11.07.16 15:07.
Gruß aus dem
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 14:51 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Ist das der Anfang vom Track, der fehlt?
Wenn ja, dann probier mal weniger retract-length und DEUTLICH langsameren retract, etwa 30-40mm/s.
Wie hoch ist die Beschleunigung des Extruders?
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
Wenn ja, dann probier mal weniger retract-length und DEUTLICH langsameren retract, etwa 30-40mm/s.
Wie hoch ist die Beschleunigung des Extruders?
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 15:05 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.201 |
Mach ich und lass das Benchy heute Nacht nochmal rödeln. Beschleunigung steht auf 5000
Gruß aus demTal Kochertal,
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
Gruß aus dem
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 15:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 16:00 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.201 |
Quote
sobo84
Extruder: Compact Bowden extruder
ne. Auf was so PimalDaumen?
Edit: also er hat keine Übersetzung...ja
1-mal bearbeitet. Zuletzt am 11.07.16 16:04.
Gruß aus dem
Tobias
E-Mail gibts hier
[www.thingiverse.com]
Maschinen
Sparkcube XL
Photon S
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 16:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Quote
sobo84
Quote
sobo84
Extruder: Compact Bowden extruder
ne. Auf was so PimalDaumen?
Das ist ein direkt-drive-extruder
3000mm/s ma probieren.
Ich tippe, dass dein Extruder "stopft". Er schafft den retract nicht zurück zu schieben.
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. July 2016 16:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.