P3steel - toolson edition - MK2
geschrieben von toolson
|
Re: P3steel - toolson edition - MK2 05. June 2017 07:08 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 1 |
Hallo zusammen,
ich habe meinen Drucker um Silikon Füße erweitert um Vibrationen zu verringern. Falls jemand auch sowas sucht hier der Link zu Thingiverse
Silicone feet for P3Steel - Silikon Füße für den P3Steel
Gruß Stefan
ich habe meinen Drucker um Silikon Füße erweitert um Vibrationen zu verringern. Falls jemand auch sowas sucht hier der Link zu Thingiverse
Silicone feet for P3Steel - Silikon Füße für den P3Steel
Gruß Stefan
|
Re: P3steel - toolson edition - MK2 19. June 2017 17:31 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 32 |
|
Re: P3steel - toolson edition - MK2 19. June 2017 17:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
[reprap.org]
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: P3steel - toolson edition - MK2 20. June 2017 01:02 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 32 |
|
Re: P3steel - toolson edition - MK2 20. June 2017 07:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Prinzipiell wird die 12V Heizmatte mit SSR ähnlich angeschlossen wie die 230V Matte mit SSR.
Nur dass es entsprechend nicht direkt an die 230V sondern ans 12V Netzteil angeklemmt wird.
Hab grad mal eben durchsucht weil cih das damals auch gefragt hatte, aber nix gefunden hab.
Müsste aber ungefähr so sein:
Alle Angaben ohne Gewähr
Nur dass es entsprechend nicht direkt an die 230V sondern ans 12V Netzteil angeklemmt wird.
Hab grad mal eben durchsucht weil cih das damals auch gefragt hatte, aber nix gefunden hab.
Müsste aber ungefähr so sein:

Alle Angaben ohne Gewähr
|
Re: P3steel - toolson edition - MK2 21. June 2017 09:05 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 51 |
Hallo,
ich habe mal eine Frage zur Montage der Bronzelager.
Wenn ich diese z. Bsp. in die Aufnahmen für die Y-Achse pressen dann geht das ganze ziemlich straff.
Dabei wölben sich die gedruckten Teile und liegen nicht mehr plan an.
Ist es sinnvoller die Hülsen abzuschleifen oder die Lagersitze?
Danke und Grüße Sten
ich habe mal eine Frage zur Montage der Bronzelager.
Wenn ich diese z. Bsp. in die Aufnahmen für die Y-Achse pressen dann geht das ganze ziemlich straff.
Dabei wölben sich die gedruckten Teile und liegen nicht mehr plan an.
Ist es sinnvoller die Hülsen abzuschleifen oder die Lagersitze?
Danke und Grüße Sten
|
Re: P3steel - toolson edition - MK2 21. June 2017 10:05 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 491 |
Hallo Sten,
vielleicht solltest du bei deinem Lieferanten der Druckteile mal nachfragen, warum diese nicht passgenau sind. :-P Meine Erfahrung ist, dass die Broncelager saugend in die Halter passen und ein ganz wenig zu den Seiten kippeln (so sind die Lager ja auch geformt!). So können sich die Lager ausrichten und es klemmt nichts.
Um die Frage zu beantworten: Ich würde die Lager vorsichtig mit Schmiergelpapier bearbeiten, so dass die Lager saugend hineinpassen. Aber vorsicht: Zu viel Spiel bedeutet Kippeln des Bauteils und somit keinen sauberen Druck mehr!
;-)
Gruß
Sven
vielleicht solltest du bei deinem Lieferanten der Druckteile mal nachfragen, warum diese nicht passgenau sind. :-P Meine Erfahrung ist, dass die Broncelager saugend in die Halter passen und ein ganz wenig zu den Seiten kippeln (so sind die Lager ja auch geformt!). So können sich die Lager ausrichten und es klemmt nichts.
Um die Frage zu beantworten: Ich würde die Lager vorsichtig mit Schmiergelpapier bearbeiten, so dass die Lager saugend hineinpassen. Aber vorsicht: Zu viel Spiel bedeutet Kippeln des Bauteils und somit keinen sauberen Druck mehr!
;-)
Gruß
Sven
|
Re: P3steel - toolson edition - MK2 22. June 2017 03:29 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Quote
xsven80x
vielleicht solltest du bei deinem Lieferanten der Druckteile mal nachfragen, warum diese nicht passgenau sind. :-P
Das wäre dann wohl ich...Mich wundert dass hier bis dato keine Klagen kamen. Bzgl. Maßhaltigkeit könntest Du (Sten) mal das ein oder andere Teil nachmessen, die Maße stimmen! Von klemmenden Lagern habe ich hier allerdings schon öfter gelesen. Auch bei Teilen die nicht von mir kommen. Kann da aber nichts zu beitragen - ich drucke nur und habe den Drucker nie aufgebaut!
1-mal bearbeitet. Zuletzt am 22.06.17 03:32.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 22. June 2017 03:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 51 |
|
Re: P3steel - toolson edition - MK2 22. June 2017 03:44 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Hey Sten,
nein weiß ich leider nicht, ich überprüfe die Maßhaltigkeit immer an geraden Flächen großer Teile weil sie hier einfacher zu messen sind... Vielleicht kann sich Lars dazu mal äußern
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
nein weiß ich leider nicht, ich überprüfe die Maßhaltigkeit immer an geraden Flächen großer Teile weil sie hier einfacher zu messen sind... Vielleicht kann sich Lars dazu mal äußern
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 22. June 2017 04:06 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 114 |
|
Re: P3steel - toolson edition - MK2 22. June 2017 09:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Quote
devil77
Aber ich denke das evtl. die Lager außen etwas größer sind.
So wie ich das verstanden haben sind die die Toleranzangaben für die Lager NACH dem einpressen.
Soweit richtig, aber das hält sich Bereich von hundertsteln auf.
Quote
devil77
Dabei wölben sich die gedruckten Teile und liegen nicht mehr plan an.
Um das hinzubekommen braucht es eindeutig größere Abweichungen.
Diese können eigentlich nur durch einen nicht maßhaltigen Druck kommen.
Der Innendurchmesser des Y-Lagersitzes an seiner zylindrischen, engsten, Stelle soll exakt 12,00mm betragen.
Einfach mal ein Messschieber in den Lagersitz werfen und das Problem sollte sich relativ schnell klären.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: P3steel - toolson edition - MK2 22. June 2017 10:37 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Ich habe kein Lager mit dem ich das testen kann. Die Aufnahme wird an den entsprechenden Stellen mit solid Infill gedruckt. Wenn da eine Abweichung ist, dann durch leichte Überextrusion...Bei Beanstandungen drucke ich natürlich nach.
Könnte mir mal jemand so ein Lager zusenden? Komme natürlich auch dafür auf... Ist einfacher als messen.
Grüße
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Könnte mir mal jemand so ein Lager zusenden? Komme natürlich auch dafür auf... Ist einfacher als messen.
Grüße
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 22. June 2017 14:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 51 |
Hallo,
habe jetzt mal versucht nachzumessen.
Also die Lager haben Außen ca. 12,05 mm durch die Reihe weg.
Die Platten für die Y-Achse sind ca. 11,6 - 11,7 mm im Durchmesser.
Die Lager auf der X-Achse gehen zwar Leicht rein (Hier ist der Innendurchmesser ca. 12,1 bis 12,2mm) aber scheinen nicht sauber zu fluchten.
Wenn ich durch 2 Lager am Schlitten für die X-Achse ein Achse führen, lassen diese sich von Lager zu Lager schwer einführen.
Auch gleiten dann die Lager nicht wirklich geräuschlos und leicht. Ohne den Schlitten mit der Hand zu bewege passiert da gar nix.
Wenn ich das Lager ohne alles auf eine Achse fädele dann gleitet es nur durch Schwerkraft von einer Seite zur Anderen.
habe jetzt mal versucht nachzumessen.
Also die Lager haben Außen ca. 12,05 mm durch die Reihe weg.
Die Platten für die Y-Achse sind ca. 11,6 - 11,7 mm im Durchmesser.
Die Lager auf der X-Achse gehen zwar Leicht rein (Hier ist der Innendurchmesser ca. 12,1 bis 12,2mm) aber scheinen nicht sauber zu fluchten.
Wenn ich durch 2 Lager am Schlitten für die X-Achse ein Achse führen, lassen diese sich von Lager zu Lager schwer einführen.
Auch gleiten dann die Lager nicht wirklich geräuschlos und leicht. Ohne den Schlitten mit der Hand zu bewege passiert da gar nix.
Wenn ich das Lager ohne alles auf eine Achse fädele dann gleitet es nur durch Schwerkraft von einer Seite zur Anderen.
|
Re: P3steel - toolson edition - MK2 22. June 2017 15:54 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 491 |
Hey...
meine Erfahrungen sind, dass die Broncelager nicht so leicht laufen, wie LM8UU-Lager. Das ist aber auch nicht schlimm und liegt in der Natur der Sache (da Gleitlager und keine Kugellager). Es ist OK, wenn der Schlitten nicht von alleine durch die Neigung verfährt. Er sollte aber fahren, wenn man ihn leicht anschubst. Der Schlitten sollte sich sehr leicht bewegen lassen.
Die Lager nicht fetten, sie sind "selbstschmierend".
Ansonsten lass dich davon erstmal nicht irritieren. Die Lagersitze kannst du immer noch aufweiten, wollte es zu Problemen kommen.
Gruß
Sven
meine Erfahrungen sind, dass die Broncelager nicht so leicht laufen, wie LM8UU-Lager. Das ist aber auch nicht schlimm und liegt in der Natur der Sache (da Gleitlager und keine Kugellager). Es ist OK, wenn der Schlitten nicht von alleine durch die Neigung verfährt. Er sollte aber fahren, wenn man ihn leicht anschubst. Der Schlitten sollte sich sehr leicht bewegen lassen.
Die Lager nicht fetten, sie sind "selbstschmierend".
Ansonsten lass dich davon erstmal nicht irritieren. Die Lagersitze kannst du immer noch aufweiten, wollte es zu Problemen kommen.
Gruß
Sven
|
Re: P3steel - toolson edition - MK2 23. June 2017 01:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Ich habe ich ja noch mal eine Klammer gedruckt und selber nachgemessen. Ich messe etwa 11,95 bis 11,97 aber keine 11,7. Das wären 3,5% Abweichung und es würde überall klemmen. Ich werde heute Abend mal ein Kalibrierteil drucken um sicher zu gehen, dass der Drucker nicht aus der Kalibrierung gelaufen ist. Immerhin hat Sten noch Garantie 
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 23. June 2017 17:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Ok, das ist hart, aber der Drucker ist aus der Kalibrierung gelaufen! Normalerweise drucke ich gelegentlich mal ein Testteil - da hatte ich noch nie Abweichungen. Jetzt aber, daher Schande über mein Haupt! Die Reklamation regeln wir dann per PN
Grüße
Manuel
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Grüße
Manuel
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 27. June 2017 04:54 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |

|
Re: P3steel - toolson edition - MK2 27. June 2017 07:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Um ehrlich zu sein: keine Ahnung! Der Werkraum hat ganzjährig 15-18°C, daran liegt es nicht. Wenn ich die Aufträge durch habe, werde ich mal schauen was los ist...
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: P3steel - toolson edition - MK2 05. July 2017 14:47 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
mich würde mal interessieren, welche sinnvolle Geschwindigkeiten für PETG mit dem P3 steel toolson MK2 möglich sind? 60mm/s?
Druckgeschwindigkeit und Travel, (Beschleunigungen und Jerk) würden mich interessieren bei einem PETG von 3dpsp zum Beispiel.
Mit sinnvoll meine ich z.B. wenn man 3 Benchys gleichzeitig laufen lässt, dass genügend Zeit zum Kühlen der layer am Haus vorhanden ist und die Qualität natürlich nicht all zu sehr leidet bei ner doch komplexeren Geometrie als nur den Würfeln.
Viele Grüße
Mathias
1-mal bearbeitet. Zuletzt am 05.07.17 15:05.
mich würde mal interessieren, welche sinnvolle Geschwindigkeiten für PETG mit dem P3 steel toolson MK2 möglich sind? 60mm/s?
Druckgeschwindigkeit und Travel, (Beschleunigungen und Jerk) würden mich interessieren bei einem PETG von 3dpsp zum Beispiel.
Mit sinnvoll meine ich z.B. wenn man 3 Benchys gleichzeitig laufen lässt, dass genügend Zeit zum Kühlen der layer am Haus vorhanden ist und die Qualität natürlich nicht all zu sehr leidet bei ner doch komplexeren Geometrie als nur den Würfeln.
Viele Grüße
Mathias
1-mal bearbeitet. Zuletzt am 05.07.17 15:05.
|
Re: P3steel - toolson edition - MK2 29. July 2017 14:06 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 3 |
Hi,
ich habe dank des tollen Forums nun meinen P3Steel-Toolson fertig. Nun möchte ich auch etwas zurückgeben. Ich hatte Probleme den "Druckkopf" mit den Sinterlagern wirklich leichtgängig zu bekommen. Kleine Toleranzen zwischen dem X-Carriage und dem Abstand der Wellen führen (am Ende des Verfahrweges) zu einem schwergängigen X-Carriage. Jetzt habe ich den X-Carriage einfach geteilt. Damit lässt sich der Abstand der oberen und unteren Lagerpaare einstellen. Da die Auflageflächen groß genug sind, lassen sich beide Hälften immer noch schön plan montieren. Wenn ich jetzt den Drucker kippe, dann rutscht der "Druckkopf" von allein(natürlich ohne Zahnriemen).
Gruß,
Dsailor
ich habe dank des tollen Forums nun meinen P3Steel-Toolson fertig. Nun möchte ich auch etwas zurückgeben. Ich hatte Probleme den "Druckkopf" mit den Sinterlagern wirklich leichtgängig zu bekommen. Kleine Toleranzen zwischen dem X-Carriage und dem Abstand der Wellen führen (am Ende des Verfahrweges) zu einem schwergängigen X-Carriage. Jetzt habe ich den X-Carriage einfach geteilt. Damit lässt sich der Abstand der oberen und unteren Lagerpaare einstellen. Da die Auflageflächen groß genug sind, lassen sich beide Hälften immer noch schön plan montieren. Wenn ich jetzt den Drucker kippe, dann rutscht der "Druckkopf" von allein(natürlich ohne Zahnriemen
).Gruß,
Dsailor
|
Anonymous User
Re: P3steel - toolson edition - MK2 04. August 2017 06:51 |
Hallo erstmal,
sicherlich wurde das schon mal gefragt, wo bekomme ich einen Toolsen Steel Drucker
komplett als Bausatz zu kaufen und was kostet mich das?
Oder wer würde mir auflisten wo ich was alles zu diesem Drucker bekommen kann,
gerne auch per Privater Nachricht? Es geht um ein vielleicht anstehendes Projekt
in meiner Schulungseinrichtung.
Danke mal für die Mühe
sicherlich wurde das schon mal gefragt, wo bekomme ich einen Toolsen Steel Drucker
komplett als Bausatz zu kaufen und was kostet mich das?
Oder wer würde mir auflisten wo ich was alles zu diesem Drucker bekommen kann,
gerne auch per Privater Nachricht? Es geht um ein vielleicht anstehendes Projekt
in meiner Schulungseinrichtung.
Danke mal für die Mühe
|
Re: P3steel - toolson edition - MK2 04. August 2017 07:22 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 43 |
Toolson hat einen Blog, da gibt's eine BOM (= Liste was man alles braucht) da kannst du mal vorbeischauen Blog
Zusätzlich brauchst du noch die Gedruckten Parts und die Gummidämpfer, da gibts im Bereich "Schwarzes Brett" für beides einzelne Themen in welchen diese angeboten werden.
Zusätzlich brauchst du noch die Gedruckten Parts und die Gummidämpfer, da gibts im Bereich "Schwarzes Brett" für beides einzelne Themen in welchen diese angeboten werden.
|
Mein eigener P3steel - toolson edition - MK2 13. August 2017 04:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 68 |
Hallo Forum - und hallo Lars!
Die meisten kennen das sicher - der Hang zum Zweitdrucker wird immer größer.
Und wenn es der dritte oder vierte ist... Wen kümmerts?
Nachdem mein Portalfräsenumbaudrucker für Teile mit großer Grundfläche und geringer Höhe optimal arbeitet
und der Großraumdrucker Teile bis 500mm Kantenlänge schafft gibt es jetzt eine Mitte, in der beide Drucker nicht gut geeignet sind:
Kleinteile mit einer Bauhöhe von über 55mm passen nicht in die Portalmaschine aber dafür das Riesenmonster anwerfen ist nicht ökologisch.
Der MC² den ich aufgebaut habe hat zwar funktioniert - im Prinzip wenigstens - aber Druckbild und Tempo waren am Ende doch nicht das was ich
erwartet hatte.
Nachdem ich Lars' Modifikationen am Prusa gesehen hatte und sich die Option ergab, quasi zum Nulltarif zu einem gelasterten 3mm Stahlrahmen zu kommen
habe ich beschlossen, die Lücke mit dem P3 Steel Toolson Mk2 zu schließen.
Auch ausschlaggebend waren die Anti-Wobbel-Muttern die Lars in seinem Video demonstriert hat - sehr schicke Idee - und die geringe Geräuschentwicklung
die hier versprochen wurde.
Mit dem eigenen Drucker hat das Herstellen der Kunststoffteile 54 Maschinenstunden in Anspruch genommen bis alles fertig war.
Für den ersten Aufbau kommt all das zum Einsatz:
Die Sinterbuchsen hab' ich auf einer Dienstreise in Shanghai zum Spottpreis bekommen - 10 Stück für 2€.
Auch passende Netzgeräte 12V/10A und 24V/10A gab es für jeweils deutlich unter 10€. Ein SSR habe ich
eher aus Neugier mitgebracht als aus Notwendigkeit. Da es mit 35 chinesischen Yuan grade mal 5€ teuer war bringt mich das nicht um.
Kleinteile wie Federn für das Heizbett und den Extruder gab es fast für lau.Von besonderem Interesse für mich waren die Kupplungen
für die Gewindestangen - die waren mit 1.5€ pro Stück schon beinahe teuer
Für Motoren und Elektronik hab' ich den MC²-Drucker geschlachtet - warum sollte ich den behalten, wenn der Toolson so viel besser ist?
Dabei ist ein AT-Mega2560-Clon mit Full-Graphic-Controller frei geworden. Der kommt aus Kostengründen auf jeden Fall wieder zum Einsatz.
Fehlende Linearteile waren dann nur die 8mm Führungsachsen; die hab' ich über Dold-Mechatronics bestellt. Preise sind ansprechend, Lieferzeiten kurz, Service super.
Nachdem alles vorhanden war dauerte es nur ein Marathon-Bastelwochenende um alles zusammen zu fügen:
Meine eigenen Modifikationen:
Auflösung
Es bleibt bei AT-Mega2560 und dem RAMPS 1.4. Ich halte wenig von den Lösungen mit übertrieben hoher Auflösung
und der Verwendung der in meinen Augen nur teuren Trinamic-Treiber.
Wozu?
Um mir eine theoretische Auflösung von Nanometern vorgaukeln zu können?
Nö
Allerdings habe ich statt der Pullys mit 20 Zähnen die Version mit 16 Zähnen genommen - auch das vergrößert die Auflösung,
bringt aber einen gefühlten Vorteil:
Bei 16 Zähnen bringt eine Umdrehung eine Förderlänge von 32mm.
Mit 16tel Schritten ergeben sich somit 3200 Schritte auf 32mm oder genau 10µm pro Schritt.
Genauer brauch es nicht sein, denn auch die Messuhr die ich zum kalibrieren habe hat keine höhere Auflösung.
Wer ein bisschen ehrlich mit sich umgeht wird feststellen, dass eine solche Größe bereits eher theoretischer Natur ist.
Warum wohl kosten Industriemaschinen mit einer Auflösung von 0.001mm sonst ein Vermögen?
Mein Beschluss: das reicht locker für alles was mir vorschwebt.
Hot-End und Extruder
Ich komme einfach vom Hexagon-Hotend nicht weg - das Ding ist bei mir bisher mit Abstand das zuverlässigste.
Da es kürzer ist als das von Lars bevorzugte E3D passt es nicht in seinen Aufbau und ich will weder auf das E3D noch
auf einen seiner Clone umrüsten - schlechte Erfahrungen mit beiden gemacht.
Zudem werde ich einfach nicht warm mit den Bowden-Extrudern - ich bleibe ein Freund untersetzter Direktantriebe.
Im Thingiverse fand sich ein aus meiner Sicht vielversprechender Extruder den ich umgehen nachgebaut habe:
Der 16mm-Aufnahme ist egal, ob ein E3D oder ein Hexagon reinkommt. Das Hot-End ist nach Entfernung von 2 Schrauben
leicht entnommen und die nach vorne gerichtete Öffnung hin zum Antriebsbolzen erlaubt einen guten Zugriff und erleichtert die Reinigung.
Antriebsbolzen ist eine als Hobbed-Bolt ausgearbeitete 8mm Stahlschraube.
Die Lüfterhalterung bekommt zwei 40mm-Lüfter. Sicher nicht so kompakt und elegant wie das Design von Lars,
dafür sind die beiden Lüfter extrem preiswert und arbeiten mit 12V was den DC-Steller für 5V einspart. Auch hier kann man
auf Geräuscharmut gezüchtete Lüfter zurückgreifen, die dann halt nicht Cents sondern so ca. 2€ pro Stück kosten.
Wer die Halterung nachbauen will findet sie hier: Dual-Fan-Duct, Hexagon
Leider gerät der Aufbau des Extruders mit dem Rahmen in Konflikt. Der X-Schlitten mit Gleitlagern is so schlank, dass der Extruder
mit dem Rahmen kollidieren könnte.
Abstandshalter zwischen Schlitten und Extruder sowie die Verwendung von Senkkopfschrauben am Portal des Rahmens eliminieren das Problem umgehend:
Der Extruder hat wegen der Untersetzung auch bei sehr geringem Motorstrom - weniger als 200mA - eine enorme Förderkraft und eine extrem hohe Auflösung
von 800 Schritten/mm. Das führt zu kontinuierlichem Materialfluss und konstantem Druck im Hot-End. Beides gut fürs Druckergebnis.
Anbindung der Gewindestangen
Die verwendeten Kupplungen sind dreiteilig und trennbar aufgebaut:
Das hat aus meiner Sicht einen gravierenden Vorteil:
Wenn sich die Z-Achse nach unten bewegt und auf ein Hindernis stößt, kann sich die Kupplung lösen und die Kräfte nach unten
begrenzen sich auf das Gewicht des X-Achsen-Aufbaus. Es kommt also nicht zu großen Belastungen oder gar Zerstörungen,
wenn die Z-Achse aus unerfindlichen Gründen mal ungeplant weit nach unten fährt.
Sowas passiert z.B. wenn der Slicer in den Grundeinstellungen ein "G28 Z0" ans Ende des G-Codes einbaut und die Z-Achse in das
gedruckte Bauteil rasselt
Lars' Idee, den Aufbau der Z-Achse so zu gestalten, dass das Gewicht am Rahmen hängt, statt auf den Kupplungen zu lasten
gefiel mir von Anfang an gut. Das entlastet auch die Lager der Motoren erheblich.
Vibrationsdämpfer
Da ich nicht über Silikondämpfer verfüge bleibe ich vorerst bei starken Federn unter dem Heizbett.
Statt zwei Muttern zu kontern kommen selbstsichernde Muttern zum Einsatz um eine Fehlstellung während des Betriebs zu vermeiden.
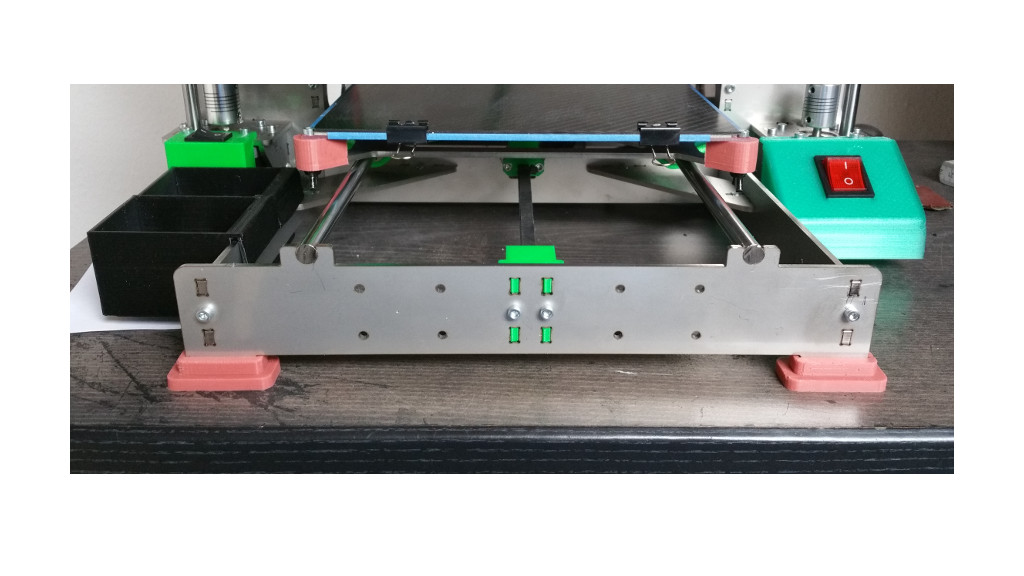
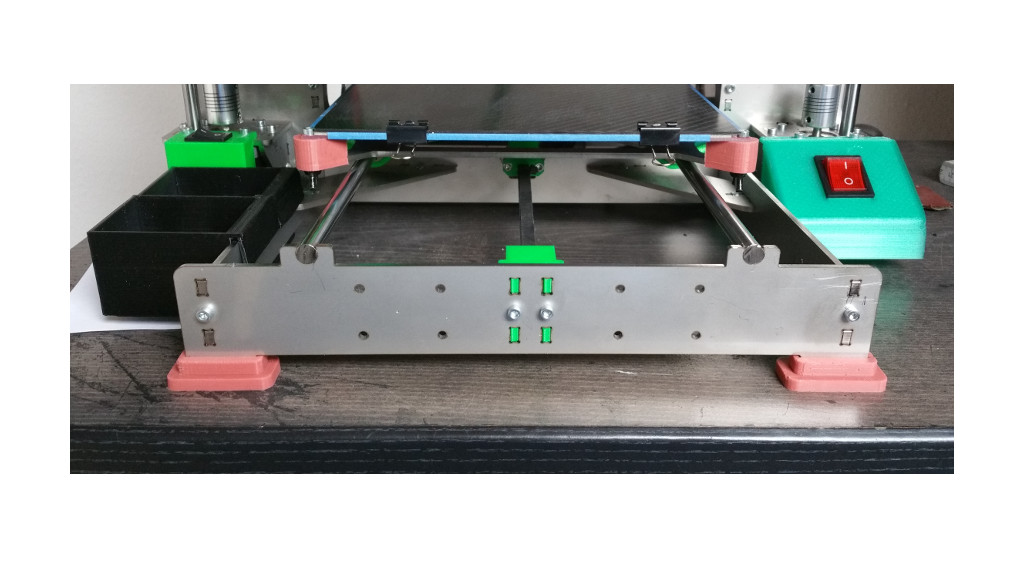
Als erstes Testobjekt hat der Drucker seine eigenen Vibrationsdämpferfüße gedruckt.
Eigentlich sind die nicht notwendig, sie verhindern aber, dass sich auf meinem Schreibtisch Kartzer bilden
Fazit:
Lars hat ganze Arbeit geleistet - Hut ab und Dank dafür!
Seine Modifikationen tragen zu einen super Druckbild bei, auch wenn man bei 100mm/s oder sogar mehr arbeiten möchte.
Meine ersten Teile sind bei solch hohen Geschwindigkeiten entstanden und waren alle höchst zufriedenstellend.
Nach Messung arbeitet der Drucker bei diesem Tempo mit einem Geräuschpegel von ca. 54dB, das meiste trägt dazu allerdings der Lüfter
am Netzteil bei.
Der Ansatz ohne Bed-Leveling gefällt mir besonders da das in meinen Augen noch immer die Lösung derer ist,
die keine ordentliche Mechanik bauen
Elektronischer Fuchsschwanz und so
Der Verzicht auf Energieketten hatte mich erst erstaunt, die Nutzung von Kunststoffhüllen arbeitet aber hier ebenfalls völlig
einwandfrei wenngleich sie mehr Platz in Anspruch nimmt.
Ausblick:
Wie bei jedem Drucker kommt natürlich wieder die Aussage "Das ist jetzt aber der letzte".
Die Zeit wird zeigen, ob das wirklich so ist.
Das gute Stück bekommt jetzt noch eine Hülle und einen Boden, unter dem die 220V-Seite verschwindet.
Das Heizbett schafft mit 27V eine Temperatur von 110°C, damit sollte ersten Versuchen mit ASA, ABS und Nylon
nun nichts mehr im Wege stehen.
Euch allen eine Druck-reiche Zeit!
Gruß - 4of4
2-mal bearbeitet. Zuletzt am 13.08.17 04:55.
Die meisten kennen das sicher - der Hang zum Zweitdrucker wird immer größer.
Und wenn es der dritte oder vierte ist... Wen kümmerts?
Nachdem mein Portalfräsenumbaudrucker für Teile mit großer Grundfläche und geringer Höhe optimal arbeitet
und der Großraumdrucker Teile bis 500mm Kantenlänge schafft gibt es jetzt eine Mitte, in der beide Drucker nicht gut geeignet sind:
Kleinteile mit einer Bauhöhe von über 55mm passen nicht in die Portalmaschine aber dafür das Riesenmonster anwerfen ist nicht ökologisch.
Der MC² den ich aufgebaut habe hat zwar funktioniert - im Prinzip wenigstens - aber Druckbild und Tempo waren am Ende doch nicht das was ich
erwartet hatte.
Nachdem ich Lars' Modifikationen am Prusa gesehen hatte und sich die Option ergab, quasi zum Nulltarif zu einem gelasterten 3mm Stahlrahmen zu kommen
habe ich beschlossen, die Lücke mit dem P3 Steel Toolson Mk2 zu schließen.

Auch ausschlaggebend waren die Anti-Wobbel-Muttern die Lars in seinem Video demonstriert hat - sehr schicke Idee - und die geringe Geräuschentwicklung
die hier versprochen wurde.
Mit dem eigenen Drucker hat das Herstellen der Kunststoffteile 54 Maschinenstunden in Anspruch genommen bis alles fertig war.
Für den ersten Aufbau kommt all das zum Einsatz:


Die Sinterbuchsen hab' ich auf einer Dienstreise in Shanghai zum Spottpreis bekommen - 10 Stück für 2€.
Auch passende Netzgeräte 12V/10A und 24V/10A gab es für jeweils deutlich unter 10€. Ein SSR habe ich
eher aus Neugier mitgebracht als aus Notwendigkeit. Da es mit 35 chinesischen Yuan grade mal 5€ teuer war bringt mich das nicht um.
Kleinteile wie Federn für das Heizbett und den Extruder gab es fast für lau.Von besonderem Interesse für mich waren die Kupplungen
für die Gewindestangen - die waren mit 1.5€ pro Stück schon beinahe teuer


Für Motoren und Elektronik hab' ich den MC²-Drucker geschlachtet - warum sollte ich den behalten, wenn der Toolson so viel besser ist?
Dabei ist ein AT-Mega2560-Clon mit Full-Graphic-Controller frei geworden. Der kommt aus Kostengründen auf jeden Fall wieder zum Einsatz.
Fehlende Linearteile waren dann nur die 8mm Führungsachsen; die hab' ich über Dold-Mechatronics bestellt. Preise sind ansprechend, Lieferzeiten kurz, Service super.
Nachdem alles vorhanden war dauerte es nur ein Marathon-Bastelwochenende um alles zusammen zu fügen:

Meine eigenen Modifikationen:
Auflösung
Es bleibt bei AT-Mega2560 und dem RAMPS 1.4. Ich halte wenig von den Lösungen mit übertrieben hoher Auflösung
und der Verwendung der in meinen Augen nur teuren Trinamic-Treiber.
Wozu?
Um mir eine theoretische Auflösung von Nanometern vorgaukeln zu können?
Nö
Allerdings habe ich statt der Pullys mit 20 Zähnen die Version mit 16 Zähnen genommen - auch das vergrößert die Auflösung,
bringt aber einen gefühlten Vorteil:
Bei 16 Zähnen bringt eine Umdrehung eine Förderlänge von 32mm.
Mit 16tel Schritten ergeben sich somit 3200 Schritte auf 32mm oder genau 10µm pro Schritt.
Genauer brauch es nicht sein, denn auch die Messuhr die ich zum kalibrieren habe hat keine höhere Auflösung.
Wer ein bisschen ehrlich mit sich umgeht wird feststellen, dass eine solche Größe bereits eher theoretischer Natur ist.
Warum wohl kosten Industriemaschinen mit einer Auflösung von 0.001mm sonst ein Vermögen?
Mein Beschluss: das reicht locker für alles was mir vorschwebt.
Hot-End und Extruder
Ich komme einfach vom Hexagon-Hotend nicht weg - das Ding ist bei mir bisher mit Abstand das zuverlässigste.
Da es kürzer ist als das von Lars bevorzugte E3D passt es nicht in seinen Aufbau und ich will weder auf das E3D noch
auf einen seiner Clone umrüsten - schlechte Erfahrungen mit beiden gemacht.
Zudem werde ich einfach nicht warm mit den Bowden-Extrudern - ich bleibe ein Freund untersetzter Direktantriebe.
Im Thingiverse fand sich ein aus meiner Sicht vielversprechender Extruder den ich umgehen nachgebaut habe:

Der 16mm-Aufnahme ist egal, ob ein E3D oder ein Hexagon reinkommt. Das Hot-End ist nach Entfernung von 2 Schrauben
leicht entnommen und die nach vorne gerichtete Öffnung hin zum Antriebsbolzen erlaubt einen guten Zugriff und erleichtert die Reinigung.
Antriebsbolzen ist eine als Hobbed-Bolt ausgearbeitete 8mm Stahlschraube.
Die Lüfterhalterung bekommt zwei 40mm-Lüfter. Sicher nicht so kompakt und elegant wie das Design von Lars,
dafür sind die beiden Lüfter extrem preiswert und arbeiten mit 12V was den DC-Steller für 5V einspart. Auch hier kann man
auf Geräuscharmut gezüchtete Lüfter zurückgreifen, die dann halt nicht Cents sondern so ca. 2€ pro Stück kosten.
Wer die Halterung nachbauen will findet sie hier: Dual-Fan-Duct, Hexagon
Leider gerät der Aufbau des Extruders mit dem Rahmen in Konflikt. Der X-Schlitten mit Gleitlagern is so schlank, dass der Extruder
mit dem Rahmen kollidieren könnte.
Abstandshalter zwischen Schlitten und Extruder sowie die Verwendung von Senkkopfschrauben am Portal des Rahmens eliminieren das Problem umgehend:

Der Extruder hat wegen der Untersetzung auch bei sehr geringem Motorstrom - weniger als 200mA - eine enorme Förderkraft und eine extrem hohe Auflösung
von 800 Schritten/mm. Das führt zu kontinuierlichem Materialfluss und konstantem Druck im Hot-End. Beides gut fürs Druckergebnis.
Anbindung der Gewindestangen
Die verwendeten Kupplungen sind dreiteilig und trennbar aufgebaut:

Das hat aus meiner Sicht einen gravierenden Vorteil:
Wenn sich die Z-Achse nach unten bewegt und auf ein Hindernis stößt, kann sich die Kupplung lösen und die Kräfte nach unten
begrenzen sich auf das Gewicht des X-Achsen-Aufbaus. Es kommt also nicht zu großen Belastungen oder gar Zerstörungen,
wenn die Z-Achse aus unerfindlichen Gründen mal ungeplant weit nach unten fährt.
Sowas passiert z.B. wenn der Slicer in den Grundeinstellungen ein "G28 Z0" ans Ende des G-Codes einbaut und die Z-Achse in das
gedruckte Bauteil rasselt
Lars' Idee, den Aufbau der Z-Achse so zu gestalten, dass das Gewicht am Rahmen hängt, statt auf den Kupplungen zu lasten
gefiel mir von Anfang an gut. Das entlastet auch die Lager der Motoren erheblich.
Vibrationsdämpfer
Da ich nicht über Silikondämpfer verfüge bleibe ich vorerst bei starken Federn unter dem Heizbett.
Statt zwei Muttern zu kontern kommen selbstsichernde Muttern zum Einsatz um eine Fehlstellung während des Betriebs zu vermeiden.
Als erstes Testobjekt hat der Drucker seine eigenen Vibrationsdämpferfüße gedruckt.
Eigentlich sind die nicht notwendig, sie verhindern aber, dass sich auf meinem Schreibtisch Kartzer bilden
Fazit:
Lars hat ganze Arbeit geleistet - Hut ab und Dank dafür!
Seine Modifikationen tragen zu einen super Druckbild bei, auch wenn man bei 100mm/s oder sogar mehr arbeiten möchte.
Meine ersten Teile sind bei solch hohen Geschwindigkeiten entstanden und waren alle höchst zufriedenstellend.
Nach Messung arbeitet der Drucker bei diesem Tempo mit einem Geräuschpegel von ca. 54dB, das meiste trägt dazu allerdings der Lüfter
am Netzteil bei.
Der Ansatz ohne Bed-Leveling gefällt mir besonders da das in meinen Augen noch immer die Lösung derer ist,
die keine ordentliche Mechanik bauen
Elektronischer Fuchsschwanz und so
Der Verzicht auf Energieketten hatte mich erst erstaunt, die Nutzung von Kunststoffhüllen arbeitet aber hier ebenfalls völlig
einwandfrei wenngleich sie mehr Platz in Anspruch nimmt.
Ausblick:
Wie bei jedem Drucker kommt natürlich wieder die Aussage "Das ist jetzt aber der letzte".
Die Zeit wird zeigen, ob das wirklich so ist.
Das gute Stück bekommt jetzt noch eine Hülle und einen Boden, unter dem die 220V-Seite verschwindet.
Das Heizbett schafft mit 27V eine Temperatur von 110°C, damit sollte ersten Versuchen mit ASA, ABS und Nylon
nun nichts mehr im Wege stehen.
Euch allen eine Druck-reiche Zeit!
Gruß - 4of4
2-mal bearbeitet. Zuletzt am 13.08.17 04:55.
|
Re: P3steel - toolson edition - MK2 13. August 2017 05:20 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 213 |
|
Re: P3steel - toolson edition - MK2 13. August 2017 05:22 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 213 |
|
Re: Mein eigener P3steel - toolson edition - MK2 13. August 2017 05:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Quote
FourOfFour
Auflösung
Es bleibt bei AT-Mega2560 und dem RAMPS 1.4. Ich halte wenig von den Lösungen mit übertrieben hoher Auflösung
und der Verwendung der in meinen Augen nur teuren Trinamic-Treiber.
Wozu?
Um mir eine theoretische Auflösung von Nanometern vorgaukeln zu können?
Nö
Schöner Bericht.
Die TMC Treiber kommen ausschließlich aufgrund der Lautstärke (und auch wegen des deutlich glatteren Druckbild, Stichwort: decay) zum Einsatz.
RAMPS und MEGA sind doch voll OK, nur halt die DRV oder A4889 nicht.
... es lohnt sich.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Mein eigener P3steel - toolson edition - MK2 13. August 2017 12:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 68 |
Quote
toolson
Schöner Bericht.
Die TMC Treiber kommen ausschließlich aufgrund der Lautstärke (und auch wegen des deutlich glatteren Druckbild, Stichwort: decay) zum Einsatz.
RAMPS und MEGA sind doch voll OK, nur halt die DRV oder A4889 nicht.
... es lohnt sich.
Hallo Lars,
der TMC macht intern immer - unabhängig von der externen Einstellung - eine Interpolation auf 128stel Schritte; das ist der Trick mit dem Trinamic für mehr Laufruhe sorgt.
Jetzt stellt sich für mich natürlich die Frage, ob sich das am Druckbild tatsächlich deutlich sichtbar niederschlägt. Das wäre natürlich ein Grund, das Geld mal in die TMCs zu investieren.
Am Geräusch des Druckers bringt es vermutlich nichts mehr. 54dB bei hohem Tempo - da hört man von den Motoren sowieso nichts mehr.
Ich könnte mir allerdings vorstellen, dass die auf den Rahmen von der Y-Achse übertragenen Vibrationen noch minimal geringer sind, das ist wohl bei meinem
der Hautlieferant für Geräusch.
Hmmm...
Eine These für deren Bestätigung - oder Widerlegung - ich ja nicht zwangsläufig alle 4 Treiber umstellen müsste...
Vielleicht teste ich das mal

Gruß - 4of4
|
Re: Mein eigener P3steel - toolson edition - MK2 13. August 2017 12:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Nicht ganz richtig, die Interpolation geht auf 1/256
... und ja, man sieht das im Druck, insbesondere bei glänzenden Materialien.
Insbesondere der Geräuschkulisse kommen die TMC2100 doch auch sehr zu gute.
Eine teilweise Umrüstung ist auch nicht der Bringer.
Jeder TMC verbessert die Situation, eine komplette Umrüstung ist aber der Weisheit letzter Schritt.
Ich will dir jetzt nicht auf die Füsse treten, aber das sind Themen die wir hier schon vorletztes Jahr ordentlich diskutiert haben.
Wer mit MEGA und RAMPS ein schönes Druckbild und einen sehr leisen Drucker haben will muss zu den TMC2100 greifen!
Das ist bis heute alternativlos und Fakt.
Die Dinger bitte bei Watterott kaufen und NICHT die Chinaclone. 40€ die sich doch sehr lohnen.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
... und ja, man sieht das im Druck, insbesondere bei glänzenden Materialien.
Insbesondere der Geräuschkulisse kommen die TMC2100 doch auch sehr zu gute.
Eine teilweise Umrüstung ist auch nicht der Bringer.
Jeder TMC verbessert die Situation, eine komplette Umrüstung ist aber der Weisheit letzter Schritt.
Ich will dir jetzt nicht auf die Füsse treten, aber das sind Themen die wir hier schon vorletztes Jahr ordentlich diskutiert haben.
Wer mit MEGA und RAMPS ein schönes Druckbild und einen sehr leisen Drucker haben will muss zu den TMC2100 greifen!
Das ist bis heute alternativlos und Fakt.
Die Dinger bitte bei Watterott kaufen und NICHT die Chinaclone. 40€ die sich doch sehr lohnen.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Mein eigener P3steel - toolson edition - MK2 14. August 2017 10:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 68 |
Quote
toolson
Jeder TMC verbessert die Situation, eine komplette Umrüstung ist aber der Weisheit letzter Schritt.
Ich will dir jetzt nicht auf die Füsse treten ...
Hallo Lars,
keine Panik - ich habe zwar schon mehr als ein Dutzend Drucker in unterschiedlichster Konstruktion gebaut,
ich schreibe und lese hier aber noch immer mit dem Hauptziel mit, mein Wissen zu erweitern und dazu zu lernen.
Auf die Füße getreten - das dauert noch bis ich mich so fühle :-)
Gruß - 4of4




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.