Mein Zweiter / "Linearschienen Dualwire Gantry Cube"
geschrieben von Glatzemann
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 06:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Ähm ja... Aber wenn man da mal in den Codes drinne steckt ist das auch keine große Kunst mehr 
Die länge beim Extrudieren hatte ich mal berechnet, aber dann am Ende doch lieber noch ein bisschen drauf gepackt, da dass besser funktionierte.
Die länge beim Extrudieren hatte ich mal berechnet, aber dann am Ende doch lieber noch ein bisschen drauf gepackt, da dass besser funktionierte.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 06:31 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
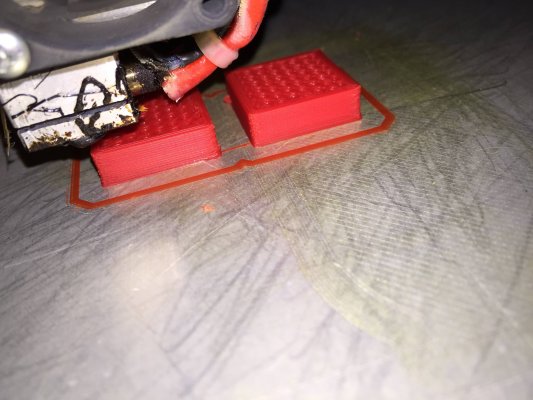
Ich glaube ihr habt mich nicht verstanden. Wenn Der Sprung in der Heizbetttemperatur zwischen den ersten und den darauffolgenden Layern zu gross ist, bringt das Unruhe in die ersten Layer. Wenn ich den ersten Layer ziemlich platt drücke für Haftung und ab dem ersten Layer fällt die Temperatur auch auch noch um 20 Grad (Druckabstand Düse/Bett wird grösser) dann präge ich den Elefantenfuss noch mehr aus. Wenn es gut aussehen soll, möglichst keine Temperaturschwankungen. 20 Grad machen bei den DDP gerne mal 0,1mm aus. Was nutzt mir ein top erster Layer, wenn ich in den folgenden Layern das Bett nicht um 0,2mm sondern 0,2 + X mm absenke (solange bis Betttemperatur stabil...)
@Saschao
Super gut zu sehen was ich meine: erst breit, dann schmal, dann wieder breit und konstant... Was machst Du für einen Temperatursprung?
2-mal bearbeitet. Zuletzt am 16.09.15 06:42.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
@Saschao
Super gut zu sehen was ich meine: erst breit, dann schmal, dann wieder breit und konstant... Was machst Du für einen Temperatursprung?


2-mal bearbeitet. Zuletzt am 16.09.15 06:42.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 06:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Quote
Wurstnase
Ich ja, Protoprinter denkt, dass dadurch die Einschnürungen entstehen. Ich sehe das aber genau anders herum. Wenn das Heizbett zu heiß ist, dann entstehen normalerweise diese Elefantenfüße. Aber Probieren geht über Studieren. Von daher einfach mal alles testen.Quote
Glatzemann
@Wurstnase/Protoprinter: Ihr denkt also beide, daß dieser Stundenglaseffekt von einer zu hohen Temperatur des Druckbetts nach dem ersten Layer kommt bzw. es damit zu beeinflussen ist?
@Protoprinter Ich habe dich schon verstanden
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 07:04 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Quote
Protoprinter
Was machst Du für einen Temperatursprung?
Das ist ja gerade der Punkt. Beim letzten Versuch, bei dem das negativ aufgefallen ist, habe ich keinen Temperatursprung gemacht. Ich habe mit 90° angefangen und bis zum Ende damit weiter gedruckt.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 08:11 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
@Protoprinter
Ich habe dich auch verstanden.
Ich meine jedoch, dass es an der Abkühlgeschwindigkeit des Filaments liegt.
Bei den ersten Layern - hohe Betttemperatur - Nähe zum Heizbett -> langsames Abkühlen
dann kühleres Heizbett - mehr Abstand zum Heizbett -> schnelleres Abkühlen.
Bei den Würfelchen hatte ich ab dem 4. Layer erst gekühlt. Wenn ich von Anfang an draufblase sind die Ecken gleichmässig.
Hatte ich mit ABS bereits mehrfach getestet. Gerade bei kleinen Objekten tritt der Effekt auf.
Als Temperaturen hatte ich 95/70 eingestellt. Meine 8mm Platte braucht jedoch lange um abzukühlen, länger als 10 Layer in dem Fall.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Ich habe dich auch verstanden.
Ich meine jedoch, dass es an der Abkühlgeschwindigkeit des Filaments liegt.
Bei den ersten Layern - hohe Betttemperatur - Nähe zum Heizbett -> langsames Abkühlen
dann kühleres Heizbett - mehr Abstand zum Heizbett -> schnelleres Abkühlen.
Bei den Würfelchen hatte ich ab dem 4. Layer erst gekühlt. Wenn ich von Anfang an draufblase sind die Ecken gleichmässig.
Hatte ich mit ABS bereits mehrfach getestet. Gerade bei kleinen Objekten tritt der Effekt auf.
Als Temperaturen hatte ich 95/70 eingestellt. Meine 8mm Platte braucht jedoch lange um abzukühlen, länger als 10 Layer in dem Fall.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 08:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Quote
Protoprinter
20 Grad machen bei den DDP gerne mal 0,1mm aus. Was nutzt mir ein top erster Layer, wenn ich in den folgenden Layern das Bett nicht um 0,2mm sondern 0,2 + X mm absenke (solange bis Betttemperatur stabil...)
Wo kommen denn die 0.1mm her? Ich habe gestern den Treefrog mit 0.08mm Layerhöhe gedruckt. Erster Layer auf 70° und den Rest auf 55°. Das würde dann ja gar nicht klappen.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 09:37 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Na ich habe an meinem Delta nur eine 5mm Al-Platte. Vielleicht wölbt die sich gerne. Die Befestigung ist nicht schwimmend, das ist auch suboptimal....
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 13:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Testwürfel ist gedruckt... Leider habe ich heute Abend nur einen geschafft :-(
Der Stundenglas-/Elefantenfuß-Effekt ist verschwunden. Der Flow ist jetzt mit 90% minimal zu niedrig, da gehe ich wieder etwas hoch beim nächsten. Auf dem Top-Layer sieht man jetzt leichte Zwischenräume.
Leider immer noch Pickel. Der Retract hatte also noch keinen Effekt. Noch schneller zurückziehen? Oder hat jemand noch andere Ideen?
Die Startsequenz von Wurstnase ist schon ganz gut, aber hat noch nicht ganz funktioniert. Da muss ich noch ein wenig tunen...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Der Stundenglas-/Elefantenfuß-Effekt ist verschwunden. Der Flow ist jetzt mit 90% minimal zu niedrig, da gehe ich wieder etwas hoch beim nächsten. Auf dem Top-Layer sieht man jetzt leichte Zwischenräume.
Leider immer noch Pickel. Der Retract hatte also noch keinen Effekt. Noch schneller zurückziehen? Oder hat jemand noch andere Ideen?
Die Startsequenz von Wurstnase ist schon ganz gut, aber hat noch nicht ganz funktioniert. Da muss ich noch ein wenig tunen...

--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 13:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Dein Flow ist nicht zu niedrig. Wie kommst du drauf? Ich denke eher der ist immer noch zu hoch. Wenn da Löcher im Infill entstehen liegt das nicht am Flow sondern an der Temperatur/Geschwindigkeit.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 14:15 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Quote
Wurstnase
Zudem überdecken sich die Layer noch, d.h. das du wahrscheinlich immer noch zu viel drückst. Da kannst den Flow nochmal reduzieren bis du feine Linien zwischen den Deckschichten siehst. Dann einfach 1-2% rauf und das sollte dann auch passen.
Was meinst du genau mit überdecken? In der Deckschicht sehe ich zwischen den einzelnen Würsten kleine Zwischenräume. Die sind beim Umstellen von 92% auf 90% Flow etwas mehr geworden. Daher dachte ich, daß der Flow jetzt zu niedrig ist.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 16. September 2015 14:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Vielleicht täuscht das Bild auch einfach. Es sieht so aus als ob sich die einzelnen Stränge überdecken. Ich Drucke aber auch lieber mit nem müh zu wenig Flow.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 02:45 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Ich bin mir mit dem Flow gerade auch nicht mehr so ganz sicher... Ich teste jetzt einfach mal alles mögliche...
Hier der aktuelle Probedruck. Ich habe folgende Einstellungen in der Firmware verändert:
- EEPROM aktiviert (M502 und M500 durchgeführt)
- Firmware-Retract aktiviert (dazu muss das EEPROM an sein, sonst bekommt man Kompilierfehler) - 2.75mm, 80mm/s Undo 20mm/s
- Erster Layer DDP 90°, danach 55° (Stundenglas-/Elefantenfuß ist dadurch verschwunden)
- Flow runter auf 0.9 (im slic3r)
- Hotend-Temperatur auf 258°
Ich habe während des Drucks über Display/Repetier-Host den Flow alle paar Layer in 2% Schritten verringert. Zuletzt lag dieser Modifizierer bei 85%. Rein rechnerisch (0.9 slic3r * 0.85 Host = 0.765) oder wird hier der niedrigere Wert genommen? Ich habe das Gefühl, daß es dadurch minimal besser geworden ist. Der Top-Layer hat jetzt allerdings noch mehr Lücken. Das Problem gehe ich aber später an, da gibt es ja noch ein paar andere Parameter...
Mit der Temperatur habe ich auch rumgespielt. Zwischen 248° und 270° habe ich in 2° Schritten getestet. Das hatte keine sichtbare Auswirkung, außer das ich bei 270° wieder mit Jam's zu kämpfen hatte. Ebenso habe ich mit dem Firmware Retract getestet. Wenn ich diesen erhöhe (auf 3.5mm), dann kommt es recht schnell zu Jam's. Ebenso wenn die Geschwindigkeit zu hoch wird.
Ich mache jetzt noch einen weiteren Testdruck. Bei diesem habe ich den Flow-Multiplier in slic3r auf 0.75 gestellt und werde wenn notwendig übers Display noch ein wenig nachregeln um die Auswirkungen zu beobachten. Die Retract-Geschwindigkeit habe ich zusätzlich noch von 80mm/s auf 120mm/s erhöht.
EDIT: Ich habe das mit dem kleinen Blob übrigens jetzt genau beobachtet. Es ist exakt an der Stelle, wo für den Perimeter angesetzt wird und später der Z-Lift für den Layer passiert. Dort bildet sich ein recht großer Tropfen. Dadurch, daß die äußeren Perimeter später gedruckt werden, wird die Masse hauptsächlich nach innen gedrückt, aber außen bleibt immer noch die sichtbare Blase.
1-mal bearbeitet. Zuletzt am 17.09.15 02:48.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Hier der aktuelle Probedruck. Ich habe folgende Einstellungen in der Firmware verändert:
- EEPROM aktiviert (M502 und M500 durchgeführt)
- Firmware-Retract aktiviert (dazu muss das EEPROM an sein, sonst bekommt man Kompilierfehler) - 2.75mm, 80mm/s Undo 20mm/s
- Erster Layer DDP 90°, danach 55° (Stundenglas-/Elefantenfuß ist dadurch verschwunden)
- Flow runter auf 0.9 (im slic3r)
- Hotend-Temperatur auf 258°

Ich habe während des Drucks über Display/Repetier-Host den Flow alle paar Layer in 2% Schritten verringert. Zuletzt lag dieser Modifizierer bei 85%. Rein rechnerisch (0.9 slic3r * 0.85 Host = 0.765) oder wird hier der niedrigere Wert genommen? Ich habe das Gefühl, daß es dadurch minimal besser geworden ist. Der Top-Layer hat jetzt allerdings noch mehr Lücken. Das Problem gehe ich aber später an, da gibt es ja noch ein paar andere Parameter...
Mit der Temperatur habe ich auch rumgespielt. Zwischen 248° und 270° habe ich in 2° Schritten getestet. Das hatte keine sichtbare Auswirkung, außer das ich bei 270° wieder mit Jam's zu kämpfen hatte. Ebenso habe ich mit dem Firmware Retract getestet. Wenn ich diesen erhöhe (auf 3.5mm), dann kommt es recht schnell zu Jam's. Ebenso wenn die Geschwindigkeit zu hoch wird.
Ich mache jetzt noch einen weiteren Testdruck. Bei diesem habe ich den Flow-Multiplier in slic3r auf 0.75 gestellt und werde wenn notwendig übers Display noch ein wenig nachregeln um die Auswirkungen zu beobachten. Die Retract-Geschwindigkeit habe ich zusätzlich noch von 80mm/s auf 120mm/s erhöht.
EDIT: Ich habe das mit dem kleinen Blob übrigens jetzt genau beobachtet. Es ist exakt an der Stelle, wo für den Perimeter angesetzt wird und später der Z-Lift für den Layer passiert. Dort bildet sich ein recht großer Tropfen. Dadurch, daß die äußeren Perimeter später gedruckt werden, wird die Masse hauptsächlich nach innen gedrückt, aber außen bleibt immer noch die sichtbare Blase.
1-mal bearbeitet. Zuletzt am 17.09.15 02:48.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 03:01 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Mit 0.75 als Flow-Multiplier kommt es schon beim Skirt zum Jam. Werde das heute Abend weiter testen...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 03:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Wegen zu wenig flow nen jam? Das liegt aber an anderen Parametern. Da bist wohl eher zu heiß dann.
Aber wie auf dem Bild zu erkennen ist, bist du wirklich schon mit dem flow zu niedrig. Nen "müh" ist das nicht mehr
Aber wie auf dem Bild zu erkennen ist, bist du wirklich schon mit dem flow zu niedrig. Nen "müh" ist das nicht mehr
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 03:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Keine Ahnung, vielleicht lag es ja auch noch an was anderem, aber ich hab nur den Flow-Multiplier niedriger gemacht und den Retract-Speed etwas erhöht. Aber an der Stelle dürfte eigentlich noch kein Retract gewesen sein... Das Ding zickt extrem schnell rum beim PETG...
Ich werde heute Abend nochmal mit kaltem Drucker testen, da kommt es weniger schnell zu Jams. Am WE baue ich dann auf den E3D-Nachbau von stud54 um, der ist mittlerweile bei mir eingetrudelt. Sieht super aus und ich bin guter Dinge, daß ich damit bessere Ergebnisse erzielen werde.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Ich werde heute Abend nochmal mit kaltem Drucker testen, da kommt es weniger schnell zu Jams. Am WE baue ich dann auf den E3D-Nachbau von stud54 um, der ist mittlerweile bei mir eingetrudelt. Sieht super aus und ich bin guter Dinge, daß ich damit bessere Ergebnisse erzielen werde.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 14:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Am Flow lag es natürlich nicht :-)
Drei weitere Testwürfel in fünf Druckversuchen später kann ich nun sagen, daß die Rectract-Geschwindigkeit massiven Einfluß auf das Jam-Verhalten hat. Irgendwo zwischen 80 und 100 mm/s Rectract-Geschwindigkeit fängt es sehr schnell an einen Jam zu geben. Ab 140mm/s tritt der Jam zuverlässig auf dem ersten Layer auf und mit 200mm/s funktioniert noch nicht mal das Brim und es kommt praktisch sofort zum Jam. Die Rectract-Länge hat da scheinbar nicht soviel Einfluss drauf. Hier habe ich aber leider noch nicht so genau testen können. Ich hoffe, daß ich morgen eine Testreihe starten kann.
Ich habe übrigens - da es keinerlei Unterschied im Druckbild gemacht hat - erstmal die Firmware-Retraction wieder abgeschaltet. Die Druckzeit sinkt dadurch zwar etwas, aber in slic3r hat man etwas mehr Kontrolle und Einstellmöglichkeiten und es ist besser dokumentiert.
Ich habe dann den letzten Testdruck - da es ja mit höheren Retract-Geschwindigkeiten zu Problemen kommt - mit einer niedrigeren (40mm/s) getestet. Leider kein Unterschied im Druckbild zu erkennen. Vielleicht eine ganz minimale Besserung, wenn dann aber eher Homöopathisch.
Ich hatte noch einen anderen Gedankengang. Der Bowden hat ja definitv einen Einfluss auf das Rectract-Verhalten und könnte ja ebenfalls Ursache für die Blobs sein. Aber: Wie wirkt sich das genau aus? Ich könnte den noch etwas 5cm kürzen, dann wird es aber wirklich knapp. Ich denke aber nicht, daß das viel bringen wird. Dann könnte ich noch die Extruder-Position "optimieren". Dadurch könnte ich vielleicht nochmal 5cm gewinnen, aber viel wichtiger: Dadurch könnte ich die Kurve, die der Bowden beschreibt verbessern. Das könnte vielleicht dazu führen, daß das Filament und der Bowden weniger "federn". Hat da schon jemand Erfahrung und/oder Tests gemacht und kann da ein paar Worte zu schreiben? Könnte dies ein Lösungsansatz sein, oder vollkommen falsche Richtung?
Problem ist immer noch, daß der Druckkopf zum Z-Layer-Wechsel eine ganz minimale Pause macht. Dabei entsteht ein recht großer Tropfen auf dem Perimeter, der dann von den äußeren Perimetern und dem Druckkopf nach innen gedrückt wird. Trotzdem bleibt eine Blase/Beule und das auf jedem Layer. Neue Bilder habe ich nicht gemacht, da die letzten alle fast gleich aussahen.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Drei weitere Testwürfel in fünf Druckversuchen später kann ich nun sagen, daß die Rectract-Geschwindigkeit massiven Einfluß auf das Jam-Verhalten hat. Irgendwo zwischen 80 und 100 mm/s Rectract-Geschwindigkeit fängt es sehr schnell an einen Jam zu geben. Ab 140mm/s tritt der Jam zuverlässig auf dem ersten Layer auf und mit 200mm/s funktioniert noch nicht mal das Brim und es kommt praktisch sofort zum Jam. Die Rectract-Länge hat da scheinbar nicht soviel Einfluss drauf. Hier habe ich aber leider noch nicht so genau testen können. Ich hoffe, daß ich morgen eine Testreihe starten kann.
Ich habe übrigens - da es keinerlei Unterschied im Druckbild gemacht hat - erstmal die Firmware-Retraction wieder abgeschaltet. Die Druckzeit sinkt dadurch zwar etwas, aber in slic3r hat man etwas mehr Kontrolle und Einstellmöglichkeiten und es ist besser dokumentiert.
Ich habe dann den letzten Testdruck - da es ja mit höheren Retract-Geschwindigkeiten zu Problemen kommt - mit einer niedrigeren (40mm/s) getestet. Leider kein Unterschied im Druckbild zu erkennen. Vielleicht eine ganz minimale Besserung, wenn dann aber eher Homöopathisch.
Ich hatte noch einen anderen Gedankengang. Der Bowden hat ja definitv einen Einfluss auf das Rectract-Verhalten und könnte ja ebenfalls Ursache für die Blobs sein. Aber: Wie wirkt sich das genau aus? Ich könnte den noch etwas 5cm kürzen, dann wird es aber wirklich knapp. Ich denke aber nicht, daß das viel bringen wird. Dann könnte ich noch die Extruder-Position "optimieren". Dadurch könnte ich vielleicht nochmal 5cm gewinnen, aber viel wichtiger: Dadurch könnte ich die Kurve, die der Bowden beschreibt verbessern. Das könnte vielleicht dazu führen, daß das Filament und der Bowden weniger "federn". Hat da schon jemand Erfahrung und/oder Tests gemacht und kann da ein paar Worte zu schreiben? Könnte dies ein Lösungsansatz sein, oder vollkommen falsche Richtung?
Problem ist immer noch, daß der Druckkopf zum Z-Layer-Wechsel eine ganz minimale Pause macht. Dabei entsteht ein recht großer Tropfen auf dem Perimeter, der dann von den äußeren Perimetern und dem Druckkopf nach innen gedrückt wird. Trotzdem bleibt eine Blase/Beule und das auf jedem Layer. Neue Bilder habe ich nicht gemacht, da die letzten alle fast gleich aussahen.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 14:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Juhu....ich hab 70mm/s bei 2,9mm im Retract. Bei Simplify gibts ne Option, beim Ende des Layers den Extruder langsamer laaufen zu lassen, so das der Druck abgebaut wird, bevor der Layer fertig ist.
Ist ganz chic.
Vielleicht ist ja auch dieser absurde Pushfit nicht ganz in Ordnung, der da eingesetzt wird und der Bowden bewegt sich minimalst. Das wäre mies. Naja...ich warte jetzt mal, was du am We so anstellst
[www.facebook.com]
Power is nothing.....without control!
Ist ganz chic.
Vielleicht ist ja auch dieser absurde Pushfit nicht ganz in Ordnung, der da eingesetzt wird und der Bowden bewegt sich minimalst. Das wäre mies. Naja...ich warte jetzt mal, was du am We so anstellst
[www.facebook.com]
Power is nothing.....without control!
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 14:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 571 |
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 17. September 2015 15:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
@stud54: Ich bin auch schon ganz gespannt.
@Siad: Meinst du mit "Schlupf am Ritzel", daß das Filament am Ritzel vorbeischlupfen kann? Das kann es definitiv nicht. Wenn der Motor bestromt ist, kann man praktisch nix bewegen. Weder ziehen, noch schieben. Und wenn ein Jam da ist, dann dreht nicht das Ritzel durch, sondern der Motor blockiert hörbar und verliert Schritte.
Mir ist gerade was aufgefallen, als ich den G-Code durchgearbeitet habe (ich schreibe gerade nen G-Code Parser für meine Firmware und da hat's mich gepackt). Die ersten drei Layer macht er beim Z-Wechsel keinen Retract. Das sind die Layer mit Infill (ist ein hohler Würfel). Die sehen allesamt so aus:
Beim nächsten Layer verändert sich der Code:
Wenn ich das richtig lese, wird da folgendes gemacht:
- Zeile 2: Düse wird auf 1.1mm hoch gefahren
- Zeile 3: Extruder wird um 3.5mm zurückgedreht (das ist der Retract, den ich eingestellt habe)
- Zeile 4: Extruder-Position wird auf 0 zurückgesetzt
- Zeile 5: Düse wird auf neue X/Y-Position gesetzt (Seam ist auf Random)
- Zeile 6: Es wird 3.5mm Filament extrudiert (ich glaube an dieser Stelle entsteht der Blob)
- Zeile 7: Erste Gerade vom Perimeter wird gedruckt
Das Problem ist glaube ich schlicht und einfach, daß ich mit dem PETG nicht genug Material zurückgezogen bekomme (also keine 3.5mm) und wenn danach 3.5mm gedrückt werden, gibt's nen Blob. Im Slicer gibt es nun eine Option "Extra length on restart" im Bereich "Retraction". Standard ist dabei 0. Lt. Beschreibung kann ich damit Extra Filament nach einem Retract aus der Düse pressen und das würde selten gebraucht. Ich habe da jetzt mal eine -1 eingetragen, da ich ja weniger Filament nach dem Retract rausdrücken möchte um den Blob zu verhindern. Und siehe da, die Zeile 6 hat sich verändert:
Es werden nur noch 2.5 anstatt 3.5mm Filament rausgedrückt. Ich werde damit morgen früh mal einen Probedruck machen und bin gespannt, ob meine Theorie stimmt.
Zum Jam beim schnellen Retract: Ich glaube da könnte folgendes passieren. Das Filament wird mit einem stärkeren Ruck aus der Düse rausgerissen. Das Material in der heißen Zone bleibt im Bereich der Düse und das "mittelwarme" Material hat sich schon leicht ausgedehnt und wird sauber abgerissen. Es entsteht kein Faden, sondern eine relativ harte Kante. Das wird in den kalten Bereich gezogen und wird so schnell hart, daß es nicht mehr weiter transportiert werden kann. Das ist dann ungefähr dieses Bild:
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
@Siad: Meinst du mit "Schlupf am Ritzel", daß das Filament am Ritzel vorbeischlupfen kann? Das kann es definitiv nicht. Wenn der Motor bestromt ist, kann man praktisch nix bewegen. Weder ziehen, noch schieben. Und wenn ein Jam da ist, dann dreht nicht das Ritzel durch, sondern der Motor blockiert hörbar und verliert Schritte.
Mir ist gerade was aufgefallen, als ich den G-Code durchgearbeitet habe (ich schreibe gerade nen G-Code Parser für meine Firmware und da hat's mich gepackt). Die ersten drei Layer macht er beim Z-Wechsel keinen Retract. Das sind die Layer mit Infill (ist ein hohler Würfel). Die sehen allesamt so aus:
G1 X123.917 Y91.274 E153.77812 G1 Z0.900 F12000.000 G1 X124.443 Y93.364 F12000.000
Beim nächsten Layer verändert sich der Code:
G1 X106.083 Y91.274 E182.64161 G1 Z1.100 F12000.000 G1 E179.14161 F2400.00000 G92 E0 G1 X120.412 Y90.914 F12000.000 G1 E3.50000 F2400.00000 G1 X124.086 Y90.914 E2.59816 F3000.000
Wenn ich das richtig lese, wird da folgendes gemacht:
- Zeile 2: Düse wird auf 1.1mm hoch gefahren
- Zeile 3: Extruder wird um 3.5mm zurückgedreht (das ist der Retract, den ich eingestellt habe)
- Zeile 4: Extruder-Position wird auf 0 zurückgesetzt
- Zeile 5: Düse wird auf neue X/Y-Position gesetzt (Seam ist auf Random)
- Zeile 6: Es wird 3.5mm Filament extrudiert (ich glaube an dieser Stelle entsteht der Blob)
- Zeile 7: Erste Gerade vom Perimeter wird gedruckt
Das Problem ist glaube ich schlicht und einfach, daß ich mit dem PETG nicht genug Material zurückgezogen bekomme (also keine 3.5mm) und wenn danach 3.5mm gedrückt werden, gibt's nen Blob. Im Slicer gibt es nun eine Option "Extra length on restart" im Bereich "Retraction". Standard ist dabei 0. Lt. Beschreibung kann ich damit Extra Filament nach einem Retract aus der Düse pressen und das würde selten gebraucht. Ich habe da jetzt mal eine -1 eingetragen, da ich ja weniger Filament nach dem Retract rausdrücken möchte um den Blob zu verhindern. Und siehe da, die Zeile 6 hat sich verändert:
G1 E2.50000 F2400.00000
Es werden nur noch 2.5 anstatt 3.5mm Filament rausgedrückt. Ich werde damit morgen früh mal einen Probedruck machen und bin gespannt, ob meine Theorie stimmt.
Zum Jam beim schnellen Retract: Ich glaube da könnte folgendes passieren. Das Filament wird mit einem stärkeren Ruck aus der Düse rausgerissen. Das Material in der heißen Zone bleibt im Bereich der Düse und das "mittelwarme" Material hat sich schon leicht ausgedehnt und wird sauber abgerissen. Es entsteht kein Faden, sondern eine relativ harte Kante. Das wird in den kalten Bereich gezogen und wird so schnell hart, daß es nicht mehr weiter transportiert werden kann. Das ist dann ungefähr dieses Bild:

--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 02:01 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 838 |
Eins vorab, ich wünsche Dir viel Erfolg das du dein E3D noch zum laufen bekommst!
Wenn ich das ganze hier jedoch lese bin ich heilfroh darüber, dass ich mich erstmal noch gegen ein E3D V6 für meinen neuen Drucker entschieden habe. Da lob ich mir mein Lite6.. das funktioniert einfach immer. Entgegen der Angaben von E3D kann ich damit auch problemlos Geschwindigkeiten von 80-100mm/s drucken. Mittlerweile habe ich jedoch PETG hier und bin gespannt ob es damit auch noch so problemlos läuft. Falls es damit zu Problemen kommt, werde ich mich wohl auch mit einem V6 rumärgern müssen.. oder ich gehöre zu den Glücklichen welche ein funktionierendes Hotend bekommen.
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
Wenn ich das ganze hier jedoch lese bin ich heilfroh darüber, dass ich mich erstmal noch gegen ein E3D V6 für meinen neuen Drucker entschieden habe. Da lob ich mir mein Lite6.. das funktioniert einfach immer. Entgegen der Angaben von E3D kann ich damit auch problemlos Geschwindigkeiten von 80-100mm/s drucken. Mittlerweile habe ich jedoch PETG hier und bin gespannt ob es damit auch noch so problemlos läuft. Falls es damit zu Problemen kommt, werde ich mich wohl auch mit einem V6 rumärgern müssen.. oder ich gehöre zu den Glücklichen welche ein funktionierendes Hotend bekommen.
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 02:22 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Komischerweise - und das ist ja vollkommen anders als bei vielen anderen Problem-E3D - habe ich mit PLA keinerlei Probleme. Gleiche Einstellung wie beim PETG (bis auf die niedrigere Temperatur) -> Alles super. Gleiche Einstellung wie beim lite6 -> Alles super. Nur mit dem PETG habe ich die Probleme.
Aber auch Vicent vom Sparklab hat ja schon in einem anderen Thread geschrieben, daß er die Erfahrung gemacht hat, daß 1-2 von 10 E3D eher zum Jammen neigen als andere. Wenn es mit dem Hotend von stud54 besser wird, dann werde ich wohl oder übel - sollte ich überhaupt nochmal was von E3D kaufen - eine neue Heatbreak mitbestellen.
Beim letzten Testdruck - der mit dem negativen Rückschub nach Retract - hat eine Besserung gezeigt. Ich bin mir aber nicht mehr so ganz sicher, ob das tatsächlich an dem negativen Rückschub liegt, oder einfach am niedrigeren Retract. Ich mache jetzt noch einen weiteren Testdruck mit weniger Retract und keinem Rückschub mehr. Da ich während des Drucks noch ein wenig mit der Temperatur gespielt habe und dadurch auch noch eine leichte Besserung erzielen konnte, habe ich diese jetzt auch noch etwas angepasst. Mal sehen wie der nächste Druck aussieht...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Aber auch Vicent vom Sparklab hat ja schon in einem anderen Thread geschrieben, daß er die Erfahrung gemacht hat, daß 1-2 von 10 E3D eher zum Jammen neigen als andere. Wenn es mit dem Hotend von stud54 besser wird, dann werde ich wohl oder übel - sollte ich überhaupt nochmal was von E3D kaufen - eine neue Heatbreak mitbestellen.
Beim letzten Testdruck - der mit dem negativen Rückschub nach Retract - hat eine Besserung gezeigt. Ich bin mir aber nicht mehr so ganz sicher, ob das tatsächlich an dem negativen Rückschub liegt, oder einfach am niedrigeren Retract. Ich mache jetzt noch einen weiteren Testdruck mit weniger Retract und keinem Rückschub mehr. Da ich während des Drucks noch ein wenig mit der Temperatur gespielt habe und dadurch auch noch eine leichte Besserung erzielen konnte, habe ich diese jetzt auch noch etwas angepasst. Mal sehen wie der nächste Druck aussieht...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 02:58 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
was soll bei 3,5 mm retract über einen Bowden beim Druck, also unter Spannung, aus der Düse gerissen werden?
Ich habe wie viele andere hier auch keinerlei Probleme mit dem E3DV6 von PLA über ABS und PETG-CF bis zu Nylon.
Wie soll ein schnellerer retract zum jam führen.
Ich würde mittlerweile eher den Extruder in die Tonne treten.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
was soll bei 3,5 mm retract über einen Bowden beim Druck, also unter Spannung, aus der Düse gerissen werden?
Ich habe wie viele andere hier auch keinerlei Probleme mit dem E3DV6 von PLA über ABS und PETG-CF bis zu Nylon.
Wie soll ein schnellerer retract zum jam führen.
Ich würde mittlerweile eher den Extruder in die Tonne treten.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 03:33 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Nactrag:
Wie ich gerade in einem deiner Posts gelesen habe, verwendest du eiernde M6 Gewindestangen für Z .
.
Also neue Theorie:
Deine Layerhöhe ist total daneben.
Die Düse verstopft dann, wenn du statt 0,2mm nur 0,05 hast. PLA mag das verzeihen, weil der darunterliegende Layer noch weich wie Käse ist. Das PETG wird hingegen sehr schnell so fest, daß das dann wie ein zu niedriger 1. Layer wirkt.
Das überflüssige Filament wird dann entweder als Blob am Ende des Perimeters rausgedrückt, oder es wandert im Heatbreak nach oben.
Hast du Messmittel um das mal zu kontrollieren?
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Wie ich gerade in einem deiner Posts gelesen habe, verwendest du eiernde M6 Gewindestangen für Z
.Also neue Theorie:
Deine Layerhöhe ist total daneben.
Die Düse verstopft dann, wenn du statt 0,2mm nur 0,05 hast. PLA mag das verzeihen, weil der darunterliegende Layer noch weich wie Käse ist. Das PETG wird hingegen sehr schnell so fest, daß das dann wie ein zu niedriger 1. Layer wirkt.
Das überflüssige Filament wird dann entweder als Blob am Ende des Perimeters rausgedrückt, oder es wandert im Heatbreak nach oben.
Hast du Messmittel um das mal zu kontrollieren?
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 03:45 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Ich weis, daß viele andere auch kein Problem mit dem E3D haben, aber es gibt auch immer wieder Leute, die erhebliche Probleme damit haben. Ich habe z.B. mit dem E3D (sowohl mit dem v6, als auch mit dem lite6) auch keinerlei Probleme mit PLA. Da funktioniert alles wunderbar. Da kann ich auch mehr Rectract einstellen und auch schnelleren Rectract. Das funktioniert absolut problemlos.
Das PLA und das PETG (colorfabb XT) verhalten sich aber sehr unterschiedlich. Wenn ich das Hotend auf eine für das jeweilige Filament empfohlene Temperatur bringe, dann lässt sich Filament ohne Bowden und Extruder leichtgängig durch die Düse drücken. Wenn ich nun das PLA schnell zurückziehe (ganz raus), dann hängt an dem Filamentstrang ein feiner, sich verjüngender Faden. Dieser Faden und der Übergang zur Cold-Zone des Filament ist weich und wird erst in der Cold-Zone (also über dem Heatbreak) richtig fest. Man kann das Filament noch recht problemlos verformen. Es entsteht diese typische Form, die man auf vielen Bildern zum "Cold-Pull" zur Düsenreinigung sieht. Aus der Düse kommt dann auch keinerlei Material mehr. Die ist sofort "ruhig".
Wenn ich das gleiche mit dem PETG mache, dann sieht das Bild vollkommen anders aus. Es bleibt noch eine erhebliche Menge an weichem Filament in der Hotzone des Hotends. Dieses läuft in einem ca. 10-30mm langen, recht gleichmäßigen Strang aus der Düse raus. Das Ende des herausgezogenen Filaments sieht aus wie auf dem Bild oben. Man sieht, daß der Filamentstrang ohne große Mühe abgerissen ist. Die Reißkante ist dabei recht glatt und zieht keine Fäden. Das Ende des Filaments (ca. 5mm) ist deutlich größer als der eigentliche Filamentstrang. Ich würde sagen knapp über zwei Millimeter. Man kann dieses Ende jedenfalls nicht zurück in den Bowden ziehen und man kann es auch nicht in ein frisches Stück Bowden stecken. Dieses Ende ist unmittelbar nach dem rausziehen fühlbar warm, aber so hart, daß es nicht mehr verformbar ist. Es ist auch nicht mit dem Fingernagel einfach einzukerben. Und genau das ist es, was meiner Meinung nach zum Jam führt. dieses "Pfropfen" kann nicht mehr in die Düse gedrückt werden. Dafür ist er zu groß und zu hart. Ich vermute, daß die Heatbreak des E3D minimal zu weit aufgerieben bzw. poliert wurde. Der Durchmesser der Übergangszone zwischen der kalten und der heißen Zone ist vermutlich minimal zu groß.
Fakt ist jedenfalls, und das habe ich jetzt in ca. 10 Druckversuchen ermitteln können: Ist der Retract über 80mm/s (bei sonst exakt gleichen Einstellungen) kommt es sehr wahrscheinlich innerhalb der ersten 5 Layer zum Jam (einmal ist es besser gewesen). Ist die Geschwindigkeit über 140mm/s kommt es mit Sicherheit beim ersten Retract zum Jam. Mit 20-50mm/s Retract habe ich jetzt 12 Testwürfel ohne Jam gedruckt. Dabei habe ich absteigende Retract-Längen verwendet. Ist der Retract unter 0.5mm, dann kommt es recht schnell zum Jam bei den ersten paar Layern, aber auch nicht immer.
Bei der Layerhöhe bin ich mir nicht ganz sicher. Ich habe zwar eine Messuhr, aber leider noch keinen Halter dafür. Die Höhe des Druckteils ist aber mittlerweile exakt bei 20mm, genau so wie es sein soll. Auch sehen die Layerhöhen sehr, sehr gleichmäßig aus. Ich kann heute Nachmittag gerne nochmal versuchen, die Layerhöhe soweit wie möglich zu erhöhen, so daß gerade noch Haftung da ist beim ersten Layer. Dann sollte ja genügend Luft da sein. Für deine Theorie spricht aber, daß mit zunehmender Druckdauer (= mehr und länger Wärme) das Problem schlimmer zu werden scheint. Ach übrigens: Wenn ich den Flow weiter reduziere (momentan drucke ich mit 0.9; bin bis 0.70 runter), dann werden die Blobs nicht kleiner und auch das Jam-Verhalten ist exakt gleich. Das spricht wieder etwas gegen deine Theorie, denn weniger Material = weniger Druck.
Ich denke, daß stud54's Hotend genauer gefertigt ist und wenn damit die Probleme weg sein sollten, dann ist ja klar, wo das Problem her kommt...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Das PLA und das PETG (colorfabb XT) verhalten sich aber sehr unterschiedlich. Wenn ich das Hotend auf eine für das jeweilige Filament empfohlene Temperatur bringe, dann lässt sich Filament ohne Bowden und Extruder leichtgängig durch die Düse drücken. Wenn ich nun das PLA schnell zurückziehe (ganz raus), dann hängt an dem Filamentstrang ein feiner, sich verjüngender Faden. Dieser Faden und der Übergang zur Cold-Zone des Filament ist weich und wird erst in der Cold-Zone (also über dem Heatbreak) richtig fest. Man kann das Filament noch recht problemlos verformen. Es entsteht diese typische Form, die man auf vielen Bildern zum "Cold-Pull" zur Düsenreinigung sieht. Aus der Düse kommt dann auch keinerlei Material mehr. Die ist sofort "ruhig".
Wenn ich das gleiche mit dem PETG mache, dann sieht das Bild vollkommen anders aus. Es bleibt noch eine erhebliche Menge an weichem Filament in der Hotzone des Hotends. Dieses läuft in einem ca. 10-30mm langen, recht gleichmäßigen Strang aus der Düse raus. Das Ende des herausgezogenen Filaments sieht aus wie auf dem Bild oben. Man sieht, daß der Filamentstrang ohne große Mühe abgerissen ist. Die Reißkante ist dabei recht glatt und zieht keine Fäden. Das Ende des Filaments (ca. 5mm) ist deutlich größer als der eigentliche Filamentstrang. Ich würde sagen knapp über zwei Millimeter. Man kann dieses Ende jedenfalls nicht zurück in den Bowden ziehen und man kann es auch nicht in ein frisches Stück Bowden stecken. Dieses Ende ist unmittelbar nach dem rausziehen fühlbar warm, aber so hart, daß es nicht mehr verformbar ist. Es ist auch nicht mit dem Fingernagel einfach einzukerben. Und genau das ist es, was meiner Meinung nach zum Jam führt. dieses "Pfropfen" kann nicht mehr in die Düse gedrückt werden. Dafür ist er zu groß und zu hart. Ich vermute, daß die Heatbreak des E3D minimal zu weit aufgerieben bzw. poliert wurde. Der Durchmesser der Übergangszone zwischen der kalten und der heißen Zone ist vermutlich minimal zu groß.
Fakt ist jedenfalls, und das habe ich jetzt in ca. 10 Druckversuchen ermitteln können: Ist der Retract über 80mm/s (bei sonst exakt gleichen Einstellungen) kommt es sehr wahrscheinlich innerhalb der ersten 5 Layer zum Jam (einmal ist es besser gewesen). Ist die Geschwindigkeit über 140mm/s kommt es mit Sicherheit beim ersten Retract zum Jam. Mit 20-50mm/s Retract habe ich jetzt 12 Testwürfel ohne Jam gedruckt. Dabei habe ich absteigende Retract-Längen verwendet. Ist der Retract unter 0.5mm, dann kommt es recht schnell zum Jam bei den ersten paar Layern, aber auch nicht immer.
Bei der Layerhöhe bin ich mir nicht ganz sicher. Ich habe zwar eine Messuhr, aber leider noch keinen Halter dafür. Die Höhe des Druckteils ist aber mittlerweile exakt bei 20mm, genau so wie es sein soll. Auch sehen die Layerhöhen sehr, sehr gleichmäßig aus. Ich kann heute Nachmittag gerne nochmal versuchen, die Layerhöhe soweit wie möglich zu erhöhen, so daß gerade noch Haftung da ist beim ersten Layer. Dann sollte ja genügend Luft da sein. Für deine Theorie spricht aber, daß mit zunehmender Druckdauer (= mehr und länger Wärme) das Problem schlimmer zu werden scheint. Ach übrigens: Wenn ich den Flow weiter reduziere (momentan drucke ich mit 0.9; bin bis 0.70 runter), dann werden die Blobs nicht kleiner und auch das Jam-Verhalten ist exakt gleich. Das spricht wieder etwas gegen deine Theorie, denn weniger Material = weniger Druck.
Ich denke, daß stud54's Hotend genauer gefertigt ist und wenn damit die Probleme weg sein sollten, dann ist ja klar, wo das Problem her kommt...
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 04:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Quote
saschaho
Moin,
was soll bei 3,5 mm retract über einen Bowden beim Druck, also unter Spannung, aus der Düse gerissen werden?
Ich habe wie viele andere hier auch keinerlei Probleme mit dem E3DV6 von PLA über ABS und PETG-CF bis zu Nylon.
Wie soll ein schnellerer retract zum jam führen.
Ich würde mittlerweile eher den Extruder in die Tonne treten.
Grüße
Sascha

Quote
Glatzemann
Ach übrigens: Wenn ich den Flow weiter reduziere (momentan drucke ich mit 0.9; bin bis 0.70 runter), dann werden die Blobs nicht kleiner und auch das Jam-Verhalten ist exakt gleich. Das spricht wieder etwas gegen deine Theorie, denn weniger Material = weniger Druck.
Im Gegenteil. Dieses Verhalten entspricht exakt dem, was Sascha vermutet. Das Hotend wird das Material nicht quit, weil die Layerhöhe zu klein ist. Erklärt auch, warum du bei einem winzigen 0,5mm Retract sofort einen Jam hast.
Noch eine Frage, weil du so riesige Geschwindigkeiten beim Retract fährst: Kannst du das optisch am Extruder verifizieren, ob der 1 oder 5mm Retract macht? Also, dreht der auch wirklich so viel zurück oder hat er Schrittverluste beim Rückfördern?
1-mal bearbeitet. Zuletzt am 18.09.15 04:17.
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 04:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Quote
Skimmy
Im Gegenteil. Dieses Verhalten entspricht exakt dem, was Sascha vermutet. Das Hotend wird das Material nicht quit, weil die Layerhöhe zu klein ist. Erklärt auch, warum du bei einem winzigen 0,5mm Retract sofort einen Jam hast.
Noch eine Frage, weil du so riesige Geschwindigkeiten beim Retract fährst: Kannst du das optisch am Extruder verifizieren, ob der 1 oder 5mm Retract macht? Also, dreht der auch wirklich so viel zurück oder hat er Schrittverluste beim Rückfördern?
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 04:51 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Erklärt mir bitte mal wie der Extruder etwas damit zu tun haben soll? Ich hab keinen Schlupf am Ritzel, keine Schrittverluste (weder beim Retract, noch beim Vorschub, getestet mit und ohne Hotend), der ist sehr genau kalibriert (dafür habe ich locker 2-3m Filament geopfert um das exakter messen zu können), ich habe das Filament schon an sovielen Stellen gemessen, daß ich mittlerweile fast behaupten kann, daß ich jeden Zentimeter persönlich kenne, ich habe mittlerweile 8 unterschiedliche Treiber unterschiedlicher Bauart (A4998, DRV8825, TCM2100 und RAPS128) und unterschiedlichen Mikroschritten ausprobiert und ich habe sogar unterschiedliche Treibersteckplätze auf dem RADDS durchgetestet. Das ändert alles nichts am Druck-Bild, immer exakt das gleiche Verhalten. Ich weis nicht, warum der Extruder, der sich bei anderen mit exakt der gleichen Konstellation (Filament, Bowden, Hotend etc.) bewährt hat und der auch mit einem anderen Material problemlos funktioniert das Problem sein soll. Ich lasse mich da aber gerne überzeugen, ich verstehe aber momentan einfach nicht, wie der Extruder das beim PETG verursachen soll.
Zur Layerhöhe: Wenn ich den Flow reduziere, wird weniger Material gefördert. Wenn ich von 1.0 (damit hatte ich ursprünglich gestartet) auf 0.75 runter gehe, dann sind dies 25% weniger Material. Die Blobs sollten also deutlich kleiner werden, vermutlich um 25%. Sind sie aber nicht. Die Größe hat sich kein bisschen geändert und die sind echt riesig (geschätzt höher als zwei bis drei Layer, also so ca. >=0.6mm und deutlich breiter als die Düsenspitze, also weit über 1mm). Bei 0.75 Flow sieht man jedenfalls an anderer Stelle, daß deutlich zuwenig Material aus der Düse kommt. Es ist kaum noch Layerhaftung vorhanden und beim Bottom- und den Top-Layer erkennt man sehr deutliche Lücken zwischen den einzelnen Würsten.
Um das aber auszuschliessen müsste es doch ausreichen, wenn ich mit einem größeren Abstand drucke, oder? Ich warte bis zum vierten Layer, denn da fangen die Blobs erst an (ich hab die Stelle ja sogar im G-Code identifiziert). Bei negativen Vorschub sieht man in der Repetier-Druckvorschau sogar Löcher (weil kein Material) an exakt den Stellen wo später die Blobs sind. Dann pausiere ich den Druck, fahre die Z-Achse mit G1 0.5mm runter (der Abstand sollte dann viel zu hoch sein). Dann setze ich mit G92 die ursprüngliche Z-Höhe, damit diese nicht beim nächsten G1 Z wieder korrigiert wird (absolute Positionen...). Das sollte dann dazu führen, daß sich der "Überdruck" wegen evtl. zu niedrigen Layerhöhe abbauen kann. Die Blobs müssten ja dann von Layer zu Layer kleiner werden, da sich kein Material mehr anstauen kann. Sehe ich das richtig?
EDIT: Aber auch wenn der Extruder Schrittverluste bei >60mm/s Retract haben sollte. Glaubt ihr, daß wenn ich einen Extruder/Motor/Treiber, der der die Geschwindigkeit schaffen würde einsetze, daß die Blobs dadurch verschwinden würden?
Nachtrag, da gerade noch ein Edit weiter oben gekommen ist: Ich habe den Retract ohne Hotend gemessen. Hab das Bowdenende fixiert (ohne es zu klemmen). Filament glatt am Bowden abgeschnitten (einmal sogar mit ein paar Millimeter Bowden). Dann das Filament ein paar Millimeter rausgefahren. Gemessen zum prüfen... Und wieder zurückgezogen... Danach war das Filament wieder plan zum Bowdenende. Das habe ich mit unterschiedlichen Geschwindigkeiten und Längen getestet. Dabei konnte ich keine Schrittverluste hören, sehen oder messen. Ich bin schon kurz davor mit aus einem Opto-Endstopp und ein paar Gummirollen und einem Lochkranz ein Filament-Messgerät zu bauen...
1-mal bearbeitet. Zuletzt am 18.09.15 04:55.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Zur Layerhöhe: Wenn ich den Flow reduziere, wird weniger Material gefördert. Wenn ich von 1.0 (damit hatte ich ursprünglich gestartet) auf 0.75 runter gehe, dann sind dies 25% weniger Material. Die Blobs sollten also deutlich kleiner werden, vermutlich um 25%. Sind sie aber nicht. Die Größe hat sich kein bisschen geändert und die sind echt riesig (geschätzt höher als zwei bis drei Layer, also so ca. >=0.6mm und deutlich breiter als die Düsenspitze, also weit über 1mm). Bei 0.75 Flow sieht man jedenfalls an anderer Stelle, daß deutlich zuwenig Material aus der Düse kommt. Es ist kaum noch Layerhaftung vorhanden und beim Bottom- und den Top-Layer erkennt man sehr deutliche Lücken zwischen den einzelnen Würsten.
Um das aber auszuschliessen müsste es doch ausreichen, wenn ich mit einem größeren Abstand drucke, oder? Ich warte bis zum vierten Layer, denn da fangen die Blobs erst an (ich hab die Stelle ja sogar im G-Code identifiziert). Bei negativen Vorschub sieht man in der Repetier-Druckvorschau sogar Löcher (weil kein Material) an exakt den Stellen wo später die Blobs sind. Dann pausiere ich den Druck, fahre die Z-Achse mit G1 0.5mm runter (der Abstand sollte dann viel zu hoch sein). Dann setze ich mit G92 die ursprüngliche Z-Höhe, damit diese nicht beim nächsten G1 Z wieder korrigiert wird (absolute Positionen...). Das sollte dann dazu führen, daß sich der "Überdruck" wegen evtl. zu niedrigen Layerhöhe abbauen kann. Die Blobs müssten ja dann von Layer zu Layer kleiner werden, da sich kein Material mehr anstauen kann. Sehe ich das richtig?
EDIT: Aber auch wenn der Extruder Schrittverluste bei >60mm/s Retract haben sollte. Glaubt ihr, daß wenn ich einen Extruder/Motor/Treiber, der der die Geschwindigkeit schaffen würde einsetze, daß die Blobs dadurch verschwinden würden?
Nachtrag, da gerade noch ein Edit weiter oben gekommen ist: Ich habe den Retract ohne Hotend gemessen. Hab das Bowdenende fixiert (ohne es zu klemmen). Filament glatt am Bowden abgeschnitten (einmal sogar mit ein paar Millimeter Bowden). Dann das Filament ein paar Millimeter rausgefahren. Gemessen zum prüfen... Und wieder zurückgezogen... Danach war das Filament wieder plan zum Bowdenende. Das habe ich mit unterschiedlichen Geschwindigkeiten und Längen getestet. Dabei konnte ich keine Schrittverluste hören, sehen oder messen. Ich bin schon kurz davor mit aus einem Opto-Endstopp und ein paar Gummirollen und einem Lochkranz ein Filament-Messgerät zu bauen...
1-mal bearbeitet. Zuletzt am 18.09.15 04:55.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 06:15 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 838 |
Hmm, kannst du deinen Bowdenschlauch selbst als Ursache ausschließen? Ich hatte mal einen ziemlich verbeulten Schlauch, das hat meinen retract maßgeblich beeinflusst und ebenfalls leichte blobs produziert - jedoch bei weitem nicht so schlimm wie bei dir.
Siehe hier
klick
Poste doch mal bitte Bilder von Aufbaue Extruder bis Hotend. Kannst du ausschließen das sich dein Extruder verformt hat? Zu viel Druck, zu viel Hitze, ..
Wieso die Probleme bei dir nur mit PETG auftreten weiß ich nicht, aber vielleicht hilft dir/uns das weiter. Jedoch würde ich an deiner Stelle nun erst mal dein neues Hotend testen und falls das wunderbar funktioniert eine Zeit lang um etwas anderes kümmern. Meiner Erfahrung nach sollte man nicht zu lange an einem Problem tüfteln.. nach einer Woche Pause sieht die Welt wieder ganz anders aus. Ich bin sicher du findest noch weitere Probleme an welchen du arbeiten kannst.
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
Siehe hier
klick
Poste doch mal bitte Bilder von Aufbaue Extruder bis Hotend. Kannst du ausschließen das sich dein Extruder verformt hat? Zu viel Druck, zu viel Hitze, ..
Wieso die Probleme bei dir nur mit PETG auftreten weiß ich nicht, aber vielleicht hilft dir/uns das weiter. Jedoch würde ich an deiner Stelle nun erst mal dein neues Hotend testen und falls das wunderbar funktioniert eine Zeit lang um etwas anderes kümmern.
Meiner Erfahrung nach sollte man nicht zu lange an einem Problem tüfteln.. nach einer Woche Pause sieht die Welt wieder ganz anders aus. Ich bin sicher du findest noch weitere Probleme an welchen du arbeiten kannst. Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 06:32 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Den Bowdenschlauch selbst kann ich nicht als Ursache ausschließen. Und ehrlich gesagt habe ich auch keine Ahnung davon, wie sich der so genau auswirkt. Je länger desto problematischer, viel mehr weis ich nicht. Klar, er muss sehr gerade abgeschnitten sein, keine Knicke, Filament muss leichtgängig durchgehen etc. Mich würde auch mal die eigentliche Führung vom Schlauch interessieren und ich hatte ja auch schon mal gefragt, wie sich die Extruder-Position auswirkt.
Ehrlich gesagt war der Schlauch als ich den bekommen habe sehr eng gewickelt und hatte auch schon den ein oder anderen kleineren Knick. Filament geht aber leicht durch. Da ich aber noch zwei nagelneue und besser behandelte Schläuche habe, werde ich den einfach mal austauschen.
Aber du hast Recht... Nach der letzten Pause kam ich jedenfalls von einem Dauer-Jam zurück zu einem manchmal Jam und Blobs :-) Ich werde noch das andere Hotend ausprobieren und wenn sich dann kein Erfolg einstellt verfahre ich erstmal für ein paar Tage weiter treu dem Motto: Schuster bleib bei deinen Leisten. Ich werde dann an meiner Firmware programmieren um den Kopf mal frei zu bekommen... Und mit der werde ich sicherlich noch endlos viele Probleme bekommen, bis die fehlerfrei drucken kann...
EDIT: Zum Extruder selbst... Ich denke nicht, daß der zuviel Hitze abbekommen hat. Der ist recht weit vom heißen Druckbett und vom Hotend entfernt. Ich hab da mindestens 20cm Abstand. Auf die Entfernung merkt man die Wärme kaum. Und der ist auch aus ABS, also nicht ganz so hitzeempfindlich.
1-mal bearbeitet. Zuletzt am 18.09.15 06:34.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Ehrlich gesagt war der Schlauch als ich den bekommen habe sehr eng gewickelt und hatte auch schon den ein oder anderen kleineren Knick. Filament geht aber leicht durch. Da ich aber noch zwei nagelneue und besser behandelte Schläuche habe, werde ich den einfach mal austauschen.
Aber du hast Recht... Nach der letzten Pause kam ich jedenfalls von einem Dauer-Jam zurück zu einem manchmal Jam und Blobs :-) Ich werde noch das andere Hotend ausprobieren und wenn sich dann kein Erfolg einstellt verfahre ich erstmal für ein paar Tage weiter treu dem Motto: Schuster bleib bei deinen Leisten. Ich werde dann an meiner Firmware programmieren um den Kopf mal frei zu bekommen... Und mit der werde ich sicherlich noch endlos viele Probleme bekommen, bis die fehlerfrei drucken kann...
EDIT: Zum Extruder selbst... Ich denke nicht, daß der zuviel Hitze abbekommen hat. Der ist recht weit vom heißen Druckbett und vom Hotend entfernt. Ich hab da mindestens 20cm Abstand. Auf die Entfernung merkt man die Wärme kaum. Und der ist auch aus ABS, also nicht ganz so hitzeempfindlich.
1-mal bearbeitet. Zuletzt am 18.09.15 06:34.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Mein Zweiter / "Linearschienen Dualwire Gantry Cube" 18. September 2015 07:31 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
den Extruder hatte ich erwähnt, bovor ich das mit deinen M6 Gewindstangen gelesen hatte.
Ich bau mir ja auch kein Lenkgetriebe von nem Trabbi in meinen 6er BMW um mich dann zu wundern warum ich bei 200km/h die Spur nicht mehr halten kann.
Bei Layerhöhen von < 0,5mm ist Präzision gefragt und nicht nur beim 1. Layer. Das Mutternspiel dürfte ja bereits um ein mehrfaches höher als deine Layer sein.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
den Extruder hatte ich erwähnt, bovor ich das mit deinen M6 Gewindstangen gelesen hatte.
Ich bau mir ja auch kein Lenkgetriebe von nem Trabbi in meinen 6er BMW um mich dann zu wundern warum ich bei 200km/h die Spur nicht mehr halten kann.
Bei Layerhöhen von < 0,5mm ist Präzision gefragt und nicht nur beim 1. Layer. Das Mutternspiel dürfte ja bereits um ein mehrfaches höher als deine Layer sein.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de




In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.